
Abstract
The pressure vessels of aged nuclear power plants are needed to repair or maintain, and temper bead welding (TBW) is one effective repair welding method instead of post weld heat treatment. For TBW, toughness is the key criteria to evaluate the tempering effect. A neural network based method for toughness prediction in heat affected zone (HAZ) of low alloy steel has been investigated to evaluate the tempering effect in TBW. On the basis of experimentally obtained database, the new toughness prediction system was constructed by using radial basis function neural network. With it, the toughness distribution in HAZ of TBW was calculated based on the thermal cycles numerically obtained by finite element method (FEM). The predicted toughness was in good accordance with the experimental results. It follows that our new prediction system is effective for estimating the tempering effect during TBW and hence enables us to assess the effectiveness of TBW before the actual repair welding.
Introduction
Pressure vessels are in general fabricated from steels with excellent mechanical properties. Low alloy steel ASTM A533B (equivalent to JIS SQV2A, as shown in Table 1) possessing superior low temperature toughness and weldability is widely used to build pressurised water reactor vessels in nuclear power plants. However, the excellent mechanical properties of the base metal will be altered by the thermal cycles imposed by welding processes, and the increase in hardness and the loss of toughness always occur in the heat affected zone (HAZ) of the welds.1 Serious damage may occur in some cases in the coarse grained heat affected zone (CGHAZ).2 Therefore, post-weld heat treatment (PWHT) is normally required to improve the toughness, eliminate the residual stress and decrease the hardness.
Chemical composition of materials

However, PWHT is sometimes difficult to perform in operation when repairing large scale structures. In practice, the temper bead welding technique is an effective repair welding method instead of PWHT.3, 4 Temper bead welding is a kind of multipass welding, in which the tempering effect is caused by the heat arising from the following multilayer weld thermal cycles. To achieve the required tempering effect during temper bead welding, it is very important to select the proper thermal cycle. Toughness and hardness are the key criteria to evaluate the tempering effect in temper bead welding. The toughness and hardness in the HAZ are affected by various factors such as peak temperature and cooling rate during the weld thermal cycle and the number of tempering thermal cycles. The hardness prediction systems of temper bead welding have been reported by the authors before.5 Therefore, in the present study, the toughness prediction system has been constructed using a neural network that can process the complex data involved. The proposed toughness prediction system has been verified with comparing the predicted toughness with the measured ones in the HAZ of low alloy steel A533B when temper bead welding is applied.
Temper bead welding
Four subzones of HAZ
The HAZ is that portion of the parent metal adjacent to the weld that has not been melted but whose microstructure and hence mechanical properties have been altered by the heat of welding. During welding, there can be up to four subzones within the HAZ created according to the maximum temperature reached and the duration of time at that temperature. As illustrated in Fig. 1, these four subzones are: coarse grained HAZ (CGHAZ), fine grained HAZ (FGHAZ), intercritical HAZ (ICHAZ) and subcritical HAZ (SCHAZ). Among these, CGHAZ always has poor mechanical properties due to the increase in hardness and loss of toughness.1, 2, 6 Therefore, tempering is required to improve the mechanical properties.
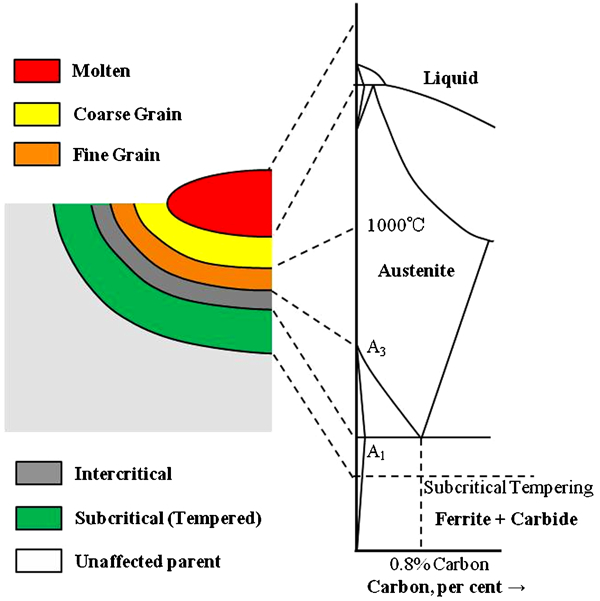
Iron carbon phase diagram showing transition points relating to weld HAZ
Definition and technique of temper bead welding
The ASME Boiler and Pressure Vessel code defines temper bead welding as follows: ‘A weld bead placed at a specific location in or at the surface of a weld for the purpose of affecting the metallurgical properties of the heat affected zone or previously deposited weld metal’. It has applications in the pressure equipment industry for repairs and modifications.
Five temper bead welding techniques have been developed over the past 20 years: (a) half bead technique; (b) consistent layer technique; (c) alternate temper bead technique; (d) controlled deposition technique; and (e) weld toe tempering technique.7 All techniques are similar in the goal of tempering the CGHAZ in the parent metal.
In the present study, consistent layer technique is mainly considered, because this technique is theoretically most orthodox one.
Thermal cycle analysis of consistent layer technique
For the one-layer welding, as shown in Fig. 2, there are two kinds of thermal cycles occurred in HAZ of temper bead welding: single cycle (one-cycle) (Fig. 2b), which is effected by one-pass welding; double cycles (two-cycle) (Fig. 2b), in the middle overlapped region of two-pass welding.
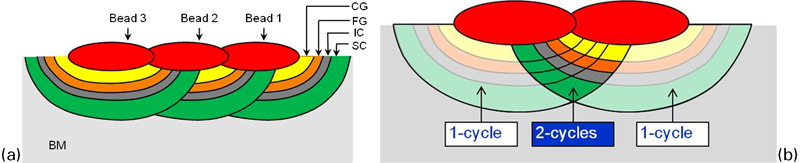
Schematic illustration of one-layer welding
Figure 3 presents a schematic illustration of multilayer welding produced by the consistent layer technique.7 In this technique, the HAZ of the first layer is only tempered but has not retransformed by the subsequent layers, because this technique places the Ac1 retransformation line of the second layer welding within the fusion zone produced by the first layer welding, as shown in Fig. 3b. Therefore, this technique can produce a HAZ microstructure that consists predominantly of tempered martensite with small amounts of bainite, resulting in good toughness properties. Because there are only tempering thermal cycles from the second layer welding in consistent layer technique, the possible thermal cycles after multilayer welding are one-cycle+temper and two-cycle+temper.
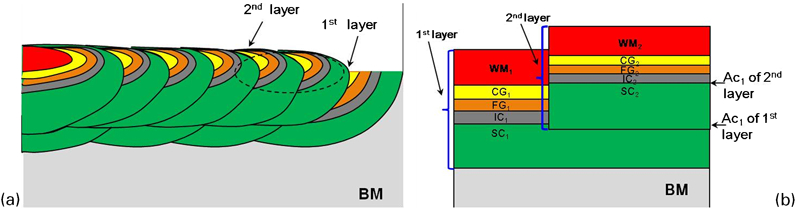
Schematic illustration of temper bead welding produced by consistent layer technique
Therefore, as shown in Fig. 4, the thermal cycles in the HAZ of temper bead welding produced by the consistent layer technique are most simply classified as the following four types: (1) one-cycle; (2) two-cycle; (3) one-cycle+temper; (4) two-cycle+temper.
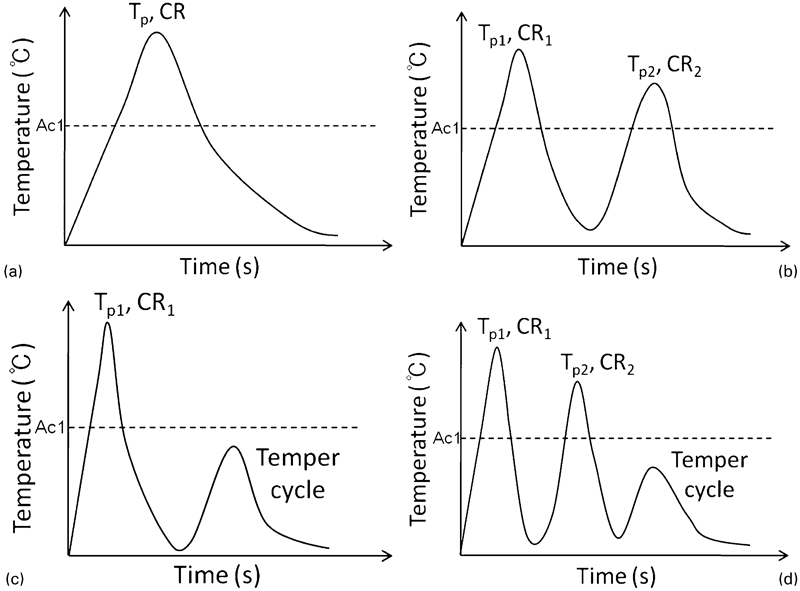
Possible thermal cycles arose in temper bead welding produced by consistent layer technique
For the one-cycle, the toughness is mainly dependent on two factors: Tp and CR.1,8– 10 The two-cycle is more complicated, with four factors governing the toughness: Tp1 and CR1 of the first thermal cycle, and Tp2 and CR2 of the second thermal cycle. Here, Tpi is the peak temperature of the ith pass thermal cycle, and generally CRi means the cooling rate from 800 to 500°C of the ith pass thermal cycle, that is, CRi = 300/t8,5 (°C s−1). While when the Tpi of the thermal cycle is lower than 800°C, the cooling rate from Tpi to 400°C is taken as CRi, CRi = (Tpi−400)/Δt (°C s−1). Besides these factors, the temper parameter is also included in the one-cycle+temper and two-cycle+temper. And the tempering effect of all the temper thermal cycles can be considered to be expressed as a factor, thermal cycle tempering parameter (TCTP), proposed by the authors, by extending the Larson–Miller parameter (LMP) to non-isothermal heat treatment.5
To apply LMP to temper thermal cycle process, the thermal cycle was divided into small increments where each increment could be regarded as an isothermal heat treatment with a ‘short’ holding time. The overall tempering effect during the thermal cycle process is considered as the sum of the ‘short’ isothermal heat treatments.
The temper parameter of the first segment at T1 with holding time t1 is equal to that at T2 with equivalent holding time t1,2, shown as




The proposed TCTP has been proved can be applied to evaluate quantitatively the tempering effect and the hardness change during both thermal cycle tempering processes and multipass isothermal heat treatment.5 In a word, the mechanical properties (hardness, toughness, etc.) after all kinds of thermal cycles are determined by the following five parameters: Tp1, CR1, Tp2, CR2 and TCTP.
Materials and experimental procedures
The chemical compositions of the base metal, low alloy steel A533B, and filler material A533B (MG-S56X) used are shown in Table 1. Samples of low alloy steel were heated by Gleeble 1500 to synthesise the as welded and temper processed HAZs. The shape and size of the sample are shown in Fig. 5a. Samples with size of Φ15×60 mm were heated by Gleeble 1500 to prepare for the Charpy impact test. In order to avoid fracture path deviation (FPD), side notched Charpy V-notch specimens were prepared from samples subjected to the simulated thermal cycles, and the size was shown in Fig. 5b. Charpy impact test was carried out at −12°C, which is the required test temperature of Charpy impact validity qualification test for TBW in nuclear power industries. The toughness was evaluated from the absorbed energy vE.

Schematic illustration of samples
Figure 4 illustrates four types of thermal cycle patterns to simulate the thermal cycles in HAZ of temper bead welding with consistent layer technique.7 The Ac1 and Ac3 temperature of A533B is 670 and 837°C respectively. The thermal cycle conditions for 4 types of simulation thermal cycle test in Fig. 4 are listed in Table 2. In one-cycle, Tp1 was ranged from 400 to 1350°C, which covered the temperature range of HAZ in low alloy steel (SC–CG). In the other three types of thermal cycle, Tp1 and Tp2 were higher than Ac1, which were used to simulate the CGHAZ, FGHAZ and ICHAZ. Therefore, Tp1 and Tp2 varied from 670 to 1350°C (IC–CG). For the tempering thermal cycle, tempering temperature is lower than Ac1; thus, it was changed in the range of 400–650°C (SC). In all thermal cycles, CRi covered the possible cooling rate range in HAZ of TIG welding; therefore, it varied from the lowest 3°C s−1 to the highest 100°C s−1.
Thermal cycle conditions for four types of simulation thermal cycle test in Fig. 4

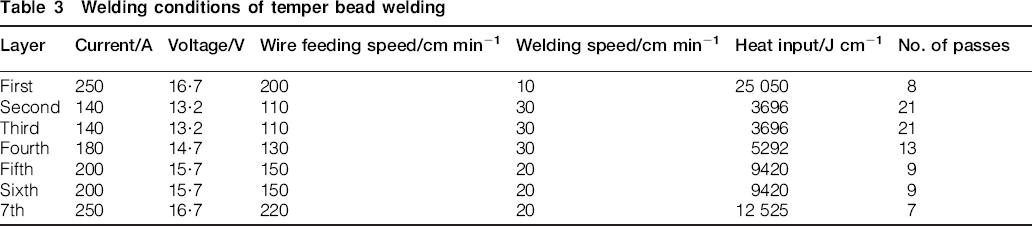
The multipass welded sample (100×35×150 mm, Fig. 6) was produced by TIG welding with the welding conditions shown in Table 3, which included seven-layer–88-pass welds. The temper bead welding was performed using consistent layer technique.7 The section surface was cut from the multipass welded sample. The side notched Charpy specimens of temper bead welding were prepared as illustrated in Fig. 7. First, the welding part was cut from the welding sample, as shown in Fig. 7a. Then, the cut part was extended by electronic beam welding (EBW) using the same material of low alloy steel A533B as presented in Fig. 7b. The distance from EBW line to bead line of TBW is farther than 4 mm to avoid the heat affect of EBW. Finally, the side notched Charpy impact samples were cut from the extended sample, as illustrated in Fig. 7c. The prepared side notched Charpy impact sample was shown in Fig. 7d, with the notch in HAZ position. Using this method, the toughness of the temper bead welded sample was evaluated from the absorbed energy vE. The thermal cycles in temper bead welding were calculated using finite element method (FEM) software developed specifically for welding simulation.11
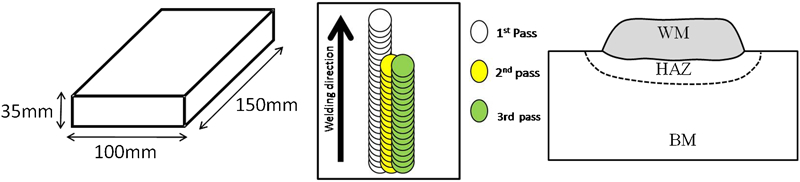
Specimen of temper bead welding test
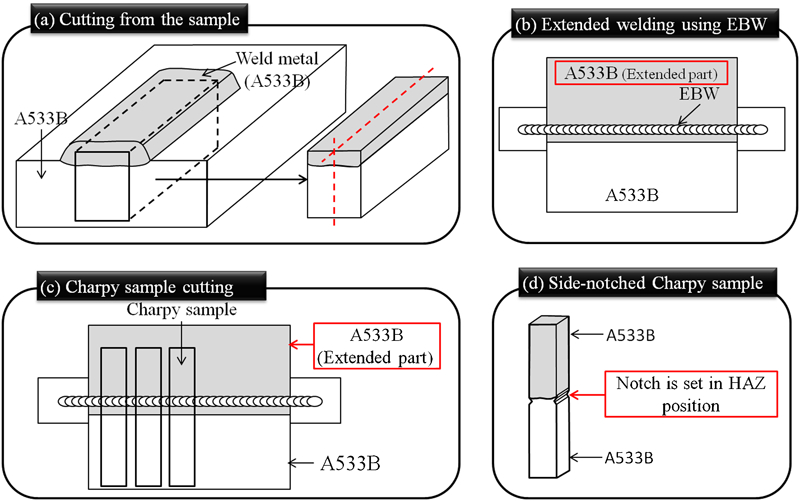
Procedure of preparing Charpy impact test specimens of TBW
Welding conditions of temper bead welding
Experimentally measured toughness database
It is very important to have a correct evaluation of toughness in HAZ. However, due to the HAZ narrowness and microstructural and mechanical gradients, FPD phenomenon often occurred in standard Charpy testing,12 as shown in Fig. 8a. In order to avoid FPD, the absorbed energy of side notched Charpy impact samples was used as the database. The relationship between absorbed energy of side nothed Charpy V-notch samples (vESN) and standard Charpy V-notch samples (vESTD) are shown in Fig. 8
b, which can be expressed as follows

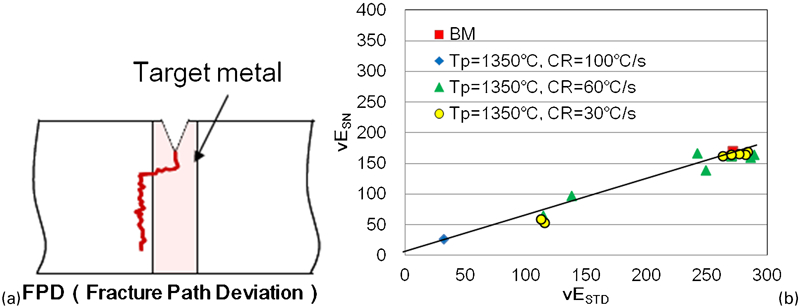
Comparison of standard and side notched absorbed energy
Toughness database of one-cycle
Figure 9 shows the relationship between the absorbed energy of the side notched Charpy impact test and the peak temperature of one-cycle for four cooling rates (3–100°C s−1). The perk temperature has great influence on the absorbed energy after one-cycle, and the absorbed energy in CGHAZ is very low. However, the absorbed energy increased significantly in FGHAZ (especially at 850°C), and then decreased obviously in ICHAZ (700–800°C). When the peak temperature was lower than Ac1, the absorbed energy recovered similar to that of base metal (about 160 J). In addition, with decreasing cooling rate, especially for that at 3°C s−1 cooling rate, the absorbed energy is lower than that at the other cooling rate. This may be caused by the large grain size at the lowest cooling rate.
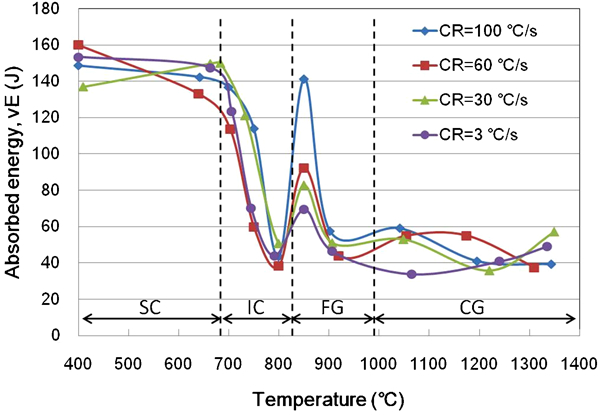
Relationship between absorbed energy and peak temperature of one-cycle
The microstructures of the simulated HAZ thermal cycle sample with the cooling rate of 60°C s−1 are shown in Fig. 10. As presented in Fig. 10a, there are some big blocks in the matrix at the peak temperature of 800°C. These products are considered as M–A constituents, which explained the low absorbed energy.7– 9 When Tp = 850°C, just higher than Ac3 shown in Fig. 10b, the grain size became very fine, indicating the high absorbed energy in FGHAZ. However, when the perk temperature was 1350°C, the grain size grew bigger and the microstructure became to martensite and bainite, as illustrated in Fig. 10c, which explained the low absorbed energy in CGHAZ. In addition, the fractographs of the Charpy impact samples at 800 and 850°C are shown in Fig. 11. The fractograph of the sample with Tp of 800°C (ICHAZ) was characterised as brittle fracture. While in the fractograph of the sample heated to 850°C (FGHAZ), mainly dimple fracture was observed. These also explained the difference toughness in ICHAZ and FGHAZ.
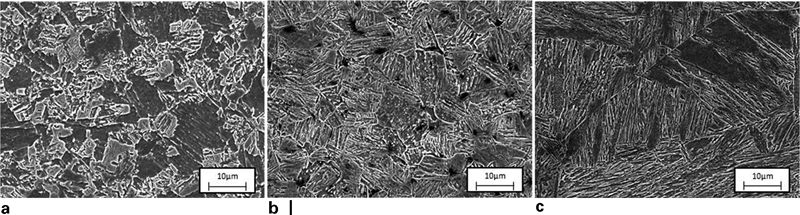
Microstructures of one-cycle specimen (CR = 60°C s−1)
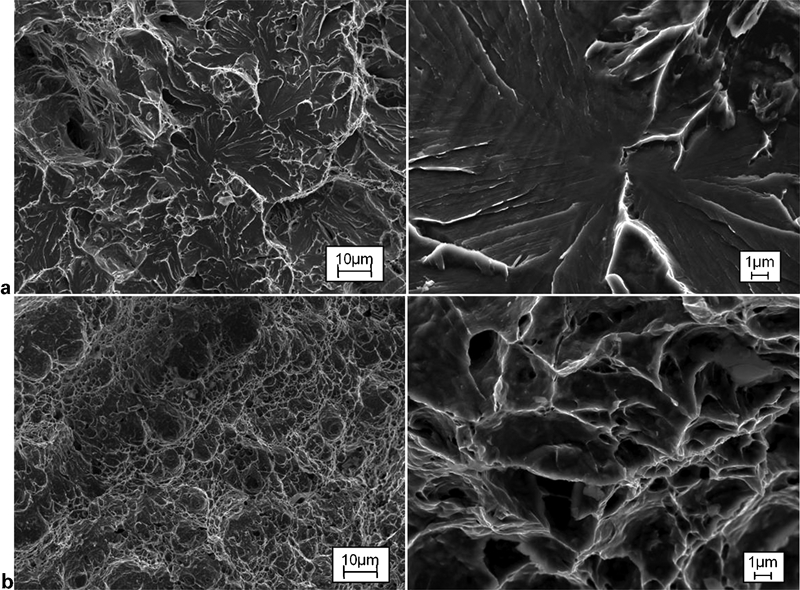
Fractography comparison of Charpy impact samples when a Tp = 800°C and b Tp = 850°C with same cooling rate of 60°C s−1
Toughness database of one-cycle+temper
A new TCTP to characterise the tempering effect during multipass thermal cycles has been proposed by the authors,5 by extending the LMP to non-isothermal heat treatment. And the proposed TCTP which has been proved can be applied to evaluate quantitatively the tempering effect and the hardness change during both thermal cycle tempering processes and multipass isothermal heat treatment.5
The relationship between the absorbed energy and TCTP after isothermal heat treatment and thermal cycle is illustrated in Fig. 12. With the same initial toughness (the same Tp1 and CR1), the absorbed energy after both isothermal heat treatment and thermal cycle increased monotonously with increasing TCTP, along the same curve. It follows that the TCTP can be applied to evaluate quantitatively the tempering effect and the toughness change during both thermal cycle tempering process and multipass isothermal heat treatment. As a result, the absorbed energy after one-cycle+temper is determined by three parameters: Tp1 and CR1 of the first thermal cycle, and TCTP of the following temper cycles.
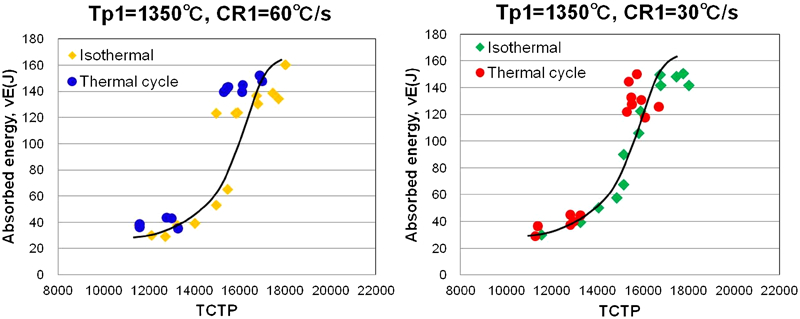
Relationship between absorbed energy and TCTP after isothermal heat treatment and temper thermal cycle
Figure 13 shows the relationship between the absorbed energy and TCTP of one-cycle+temper with different values of Tp1. With increasing TCTP, the absorbed energy increased significantly for all Tp1 conditions. However, at the cooling rate of 3°C s−1, the absorbed energy of the whole process is relatively lower than that with the other cooling rates.
Relationship between absorbed energy and TCTP after one-cycle+temper
The microstructures of CGHAZ (Tp1 = 1350°C) before and after tempering were characterised by SEM observation as presented in Fig. 14. Before tempering, there was lath martensite structure in the matrix. While after the tempering of 1 h at 650°C, the bright interlath carbide was precipitated in the martensite structure, which explained the improvement of toughness after tempering.
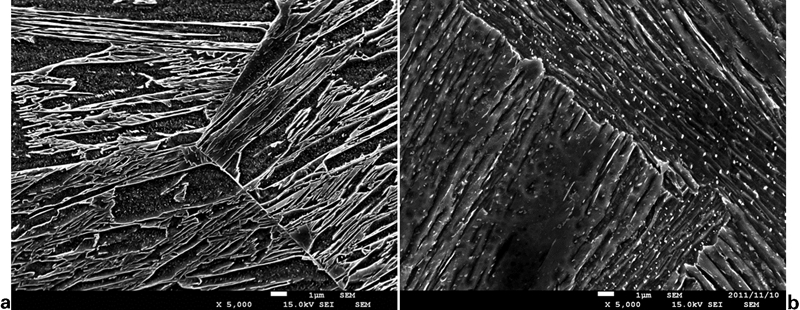
Microstructure comparison before and after tempering (one-cycle+temper, Tp1 = 1350°C, CR1 = 100°C s−1)
Toughness database of two-cycle and two-cycle+temper
There are thousands of specimens used to simulate two-cycle and two-cycle+temper in HAZ of temper bead welding, because the absorbed energy is determined by four and five parameters respectively. Figures 15 and 16 show some examples of the Charpy impact test results of two-cycle and two-cycle+temper. Because there are more than two parameters in the systems, the relationship between the absorbed energy and only two parameters are shown in each figure with the other parameters being fixed.
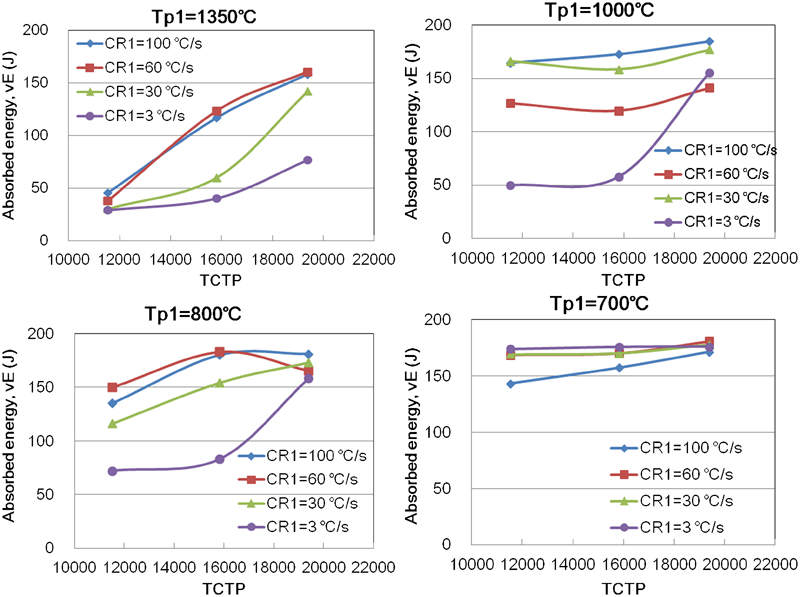
Relationship between absorbed energy and Tp2 after two-cycle
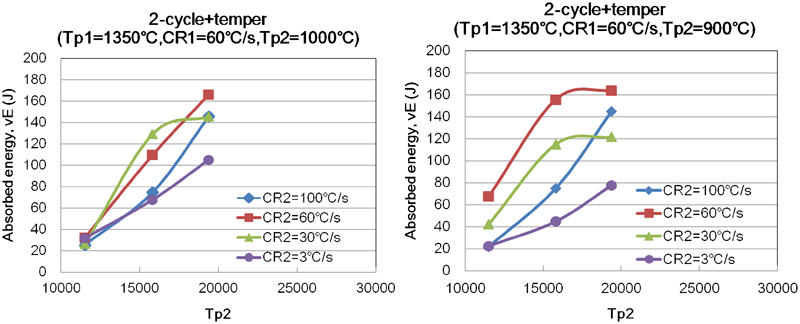
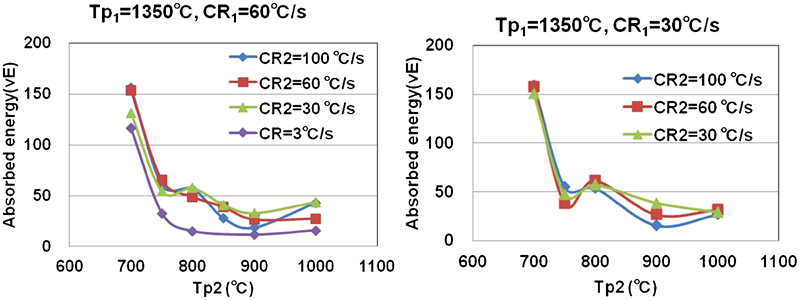
Relationship between absorbed energy and TCTP after two-cycle+temper
For example, Fig. 15a shows the relationship between the absorbed energy and Tp2/CR2 of the second thermal cycle, when the first thermal cycle is fixed as Tp1 = 1350°C and CR1 = 60°C s−1 in the two-cycle. The embrittlement in intercritically reheated CGHAZ occurred significantly, which could be attributed to the formation of coarse necklace-like M–A constituent along the prior austenite grain boundary region and fine elongated M-A constituent within the prior austenite grain.8
The relationship between the absorbed energy and TCTP/CR2 of two-cycle+temper is presented in Fig. 16, with the constant three parameters. It indicates that the absorbed energy increased significantly with increasing the TCTP for all conditions, attributing to the precipitation of carbide with the increasing of temper effect.
Neural network based toughness prediction subsystem
Because the toughness after all kinds of thermal cycles is determined by the parameters: Tpi, CRi and TCTP, the prediction systems of toughness are constructed with using a Neural Network. A neural network (NN) method is a powerful tool which can process such complex data as involved in the present research.
RBF-NN
NN13, 14 is a mathematical model or computational model that simulates the structure and/or functional aspects of biological neural networks. In most cases, a NN is an adaptive system that changes its structure based on external or internal information that flows through the network during the learning phase. Modern neural networks have become useful modelling tools for non-linear statistical data. They are usually used to model complex relationships between inputs and outputs or to find patterns in data.
The radial basis function (RBF)15 is a powerful technique for interpolation of multidimensional space in a NN. Figure 17 illustrates the RBF-NN model. RBF networks typically have three layers: an input layer, a hidden layer with a non-linear RBF activation function and a linear output layer. The hidden layer can be described by a Gaussian basis function

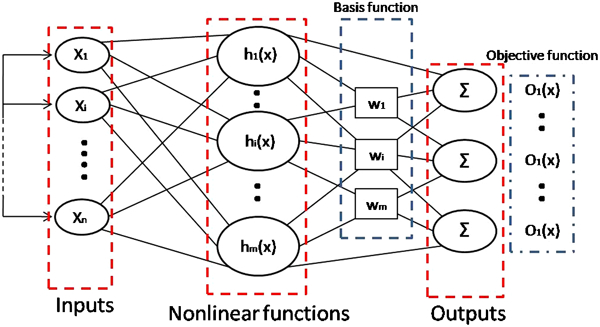
Radial basis function neural network model
The output O(xi) of the network is thus

Prediction subsystem of toughness
In the present study, the thermal cycle parameters (for example, Tpi, CRi and TCTP of the tempering thermal cycle) are the input data, and the toughness is the output data. The validity range of the input parameters for neural network is shown in Table 4. There are only two input parameters in one-cycle subsystem, but there are three, four and five input parameters in one-cycle+temper, two-cycle and two-cycle+temper subsystems respectively. Thus, the main question is the determination of wi, ci and r, which depend on practical experimental results. Based on the experimental results, the thermal cycle parameters (such as Tpi, CRi and TCTP) and toughness data were fed into the RBF-NN, and as a result, wi, ci and r were determined. It should be noted that every input data set has produced one weight wi; therefore, thousands of weights wi have been produced according to the thousands of experimental results. By using these obtained constants, the toughness prediction subsystem for multipass thermal cycles was constructed.
Validity range of input parameters in four kinds of hardness prediction systems for neural network

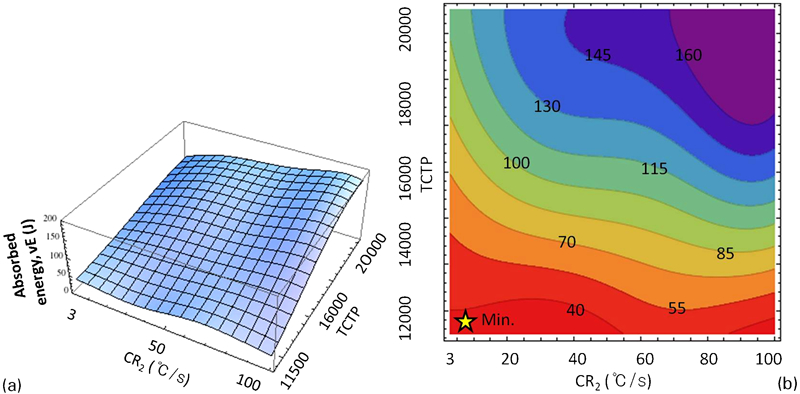
Based on plentiful experimental results, the toughness prediction subsystem for the four types of thermal cycle pattern has been constructed, as illustrated in Figs. 18–21. Figure 18 represents the calculated 3D and 2D contour figures of the complex relationship between toughness and Tp/CR for one-cycle. In the 2D contour figure of Fig. 18b, different toughness ranges are shown in different colours. The star mark indicates the lowest toughness, which occurred in CGHAZ with the lowest cooling rate of 3°C s−1 because of the large grain size formed at the low cooling rate. Furthermore, an valley appears in the range between 700 and 800°C, indicating that toughness in ICHAZ (Ac1–Ac3) has decreased possibly caused by the presence of M–A constituents.8– 10 With this prediction subsystem of one-cycle, as shown in Fig. 18, the toughness of low alloy steel A533B subjected to any single thermal cycle can be calculated if the Tp and CR of the thermal cycle process are known.
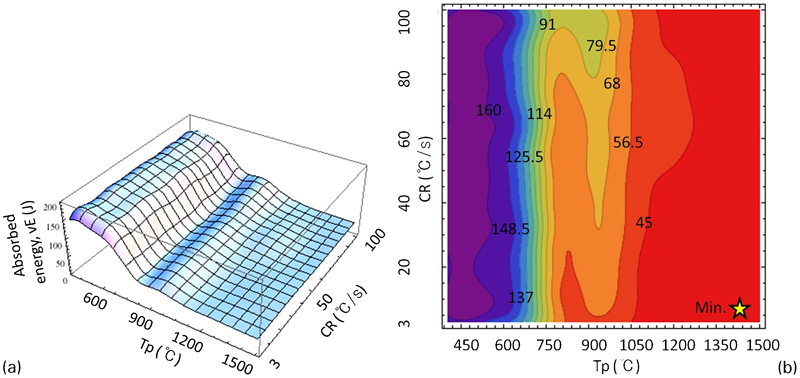
Toughness prediction system of one-cycle
Toughness prediction system of two-cycle when Tp1 = 1350°C and CR1 = 3°C s−1
Toughness prediction system of one-cycle+temper with constant Tp1 = 1350°C
Toughness prediction of two-cycle+temper when Tp1 = 1350°C, CR1 = 90°C s−1 and Tp2 = 750°C
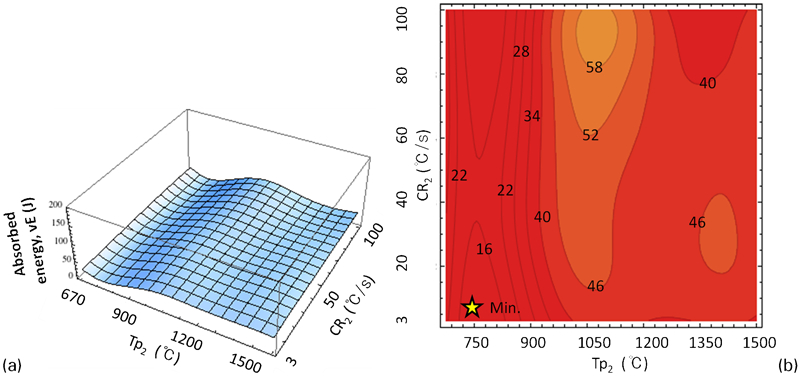
Figure 19 shows an example of the toughness prediction subsystem for a double thermal cycle (two-cycle). In this subsystem, there are four input parameters: Tp1 and CR1 of the first thermal cycle, and Tp2 and CR2 of the second thermal cycle. Together with the output toughness, it is a five-dimensional space. To enable visualisation of the results, two of these parameters must be fixed. Figure 19 shows the 3D and 2D contour relationship figure between toughness and Tp2/CR2 of the second thermal cycle, when Tp1 and CR1 of the first thermal cycle are fixed at 1350°C and 3°C s−1 respectively. Here, all the 2D contour figures use the same colour–toughness scale. These data show that the loss in toughness always occurred in ICCGHAZ.9
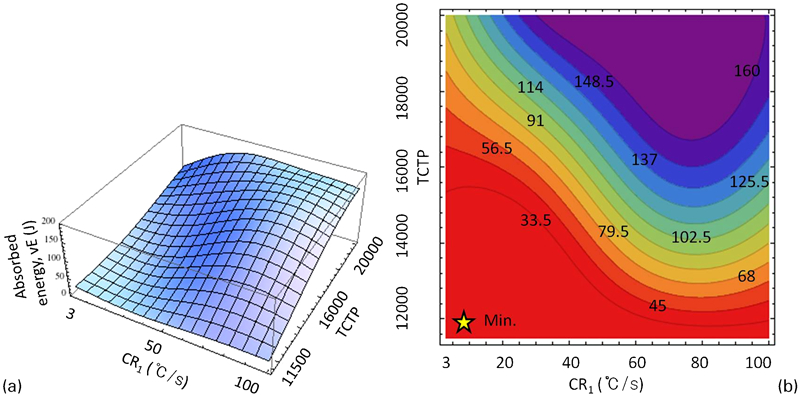
Figure 20 presents an example of the toughness prediction subsystem for a one-cycle+temper thermal cycle. There are three variable parameters: Tp1 and CR1 of the first thermal cycle, and TCTP of the following temper thermal cycles with the peak temperature between 400 and 670°C. The relationship between toughness and CR1/TCTP is shown in Fig. 20, with a constant Tp1 of 1350°C. With decreasing CR1 and TCTP, toughness of the simulated CGHAZ decreased. As a result, the valley value of vE appeared with the lowest CR1 and the lowest TCTP.
Among these four toughness prediction subsystems, the two-cycle+temper thermal cycle is the most complicated for toughness prediction. In this subsystem, five parameters have been included: Tp1 and CR1 of the first thermal cycle, Tp2 and CR2 of the second thermal cycle, and TCTP of the following temper thermal cycles. Therefore, three parameters need to be fixed for visualisation of the results. Figure 21 shows the relationship between toughness and CR2/TCTP, when Tp1/CR1 of the first thermal cycle and Tp2 of the second thermal cycle are fixed.
Using these four types of toughness prediction subsystems, the toughness of A533B can be calculated when the thermal cycle parameters are known. Based on any thermal cycles measured in the experiments or calculated by FEM simulation, the toughness after the thermal cycles can be calculated.
Effectiveness of toughness prediction subsystem
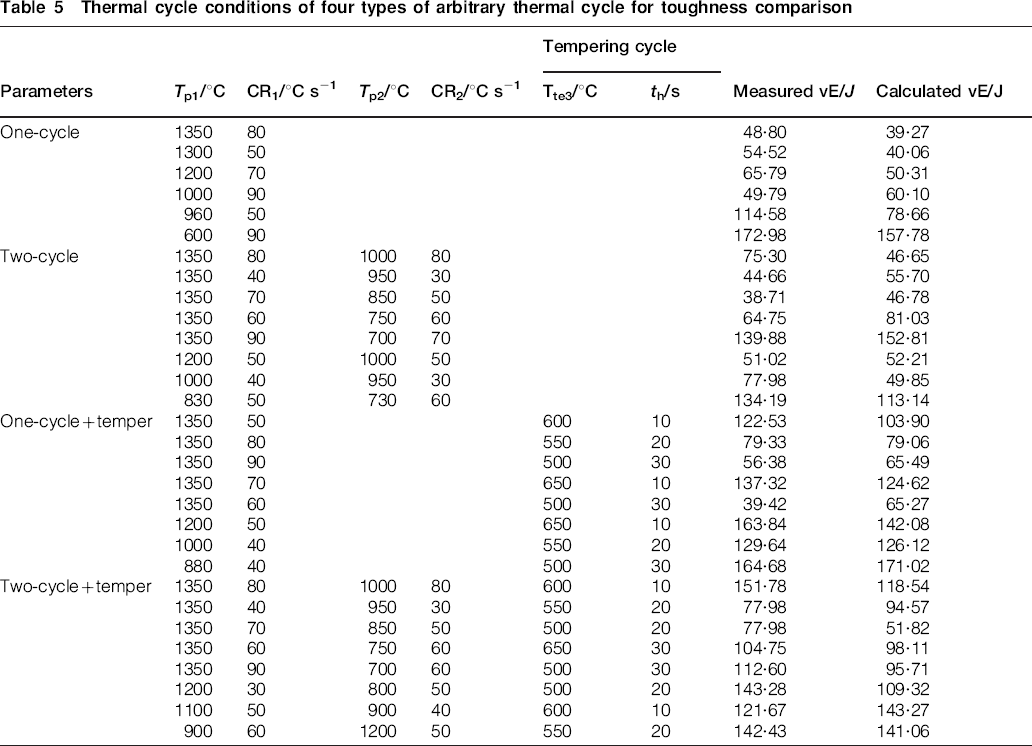
In order to verify the effectiveness of the toughness prediction subsystem, samples heated with arbitrary thermal cycles by Gleeble 1500 have been used to investigate the toughness. The details of the arbitrary thermal cycle conditions are shown in Table 5. Thirty thermal cycles were chosen, which included six one-cycle, and eight two-cycle, one-cycle+temper and two-cycle+temper respectively.
Thermal cycle conditions of four types of arbitrary thermal cycle for toughness comparison
The toughness of the samples after the arbitrary thermal cycles being applied is compared with the calculated results by the previously mentioned NN based toughness prediction subsystem, as illustrated in Fig. 22. The y coordinate presents the experimentally measured absorbed energy vE, and the x coordinate shows the calculated ones. It can be found that there is a good agreement between the calculated absorbed energy and the measured one. This result indicates that the toughness of the steel after any thermal cycles being applied, which may occur in HAZ of temper bead welding, can be calculated using the proposed toughness prediction subsystem when the thermal cycle parameters are known.
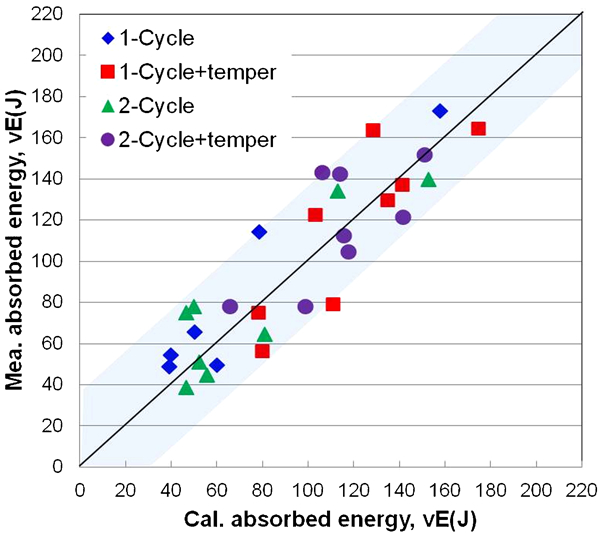
Comparison between measured and calculated toughness of arbitrary thermal cycles
Toughness prediction system in HAZ of temper bead welding
Toughness prediction system for temper bead welding
Figure 23 shows the whole toughness prediction system in HAZ of temper bead welding, which includes following subsystems. First, the thermal cycles in HAZ of temper bead welding are simulated by FEM. Second, the base metal (BM), HAZ and the weld metal (WM) were judged according to the peak temperatures of the simulated multi-pass thermal cycles. If all the peak temperatures of the multipass thermal cycle are lower than 400°C, the grid node is considered as BM. If any peak temperature is over 1500°C, then the grid node is classified as WM. All other nodes, with at least one peak temperature during the thermal cycles between 400 and 1500°C, are considered to be HAZ, which is the target region to be calculated. Within this part of the data, according to the thermal history, the thermal cycles of the grid nodes are also classified into four types: one-cycle, one-cycle+temper, two-cycle and two-cycle+temper. Third, the thermal cycle parameters (Tpi, CRi and TCTP) will be fed into the proposed NN based prediction subsystem, and the toughness at every grid node is calculated. It should be noted that for the multipass thermal cycles with temper thermal cycles, the TCTP of the temper thermal cycles is calculated before feeding into the NN prediction subsystem. Fourth, according to the calculated toughness of every grid node, the visual toughness distribution in HAZ of temper bead welding can be shown as colour charts using Mathematica software. Finally, the predicted toughness is compared with the experimentally measured one to verify the effectiveness of the toughness prediction system.
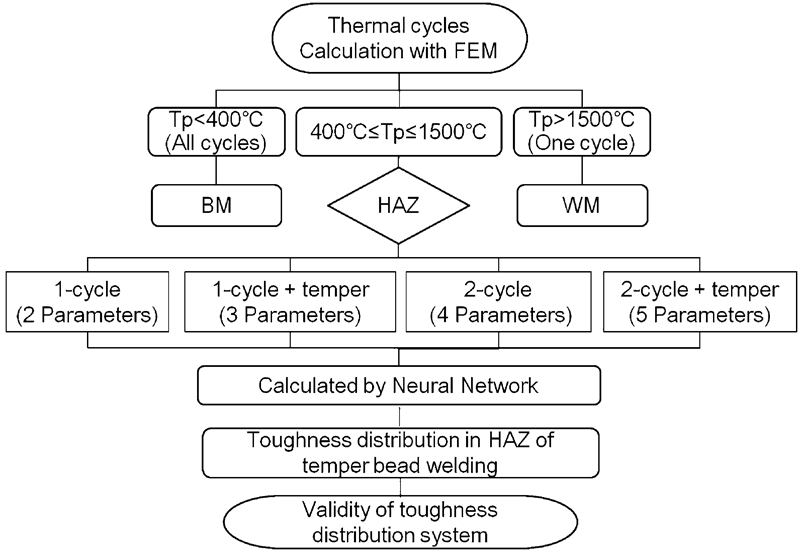
Toughness prediction system for temper bead welding
Temperature analysis in HAZ of temper bead welding by FEM
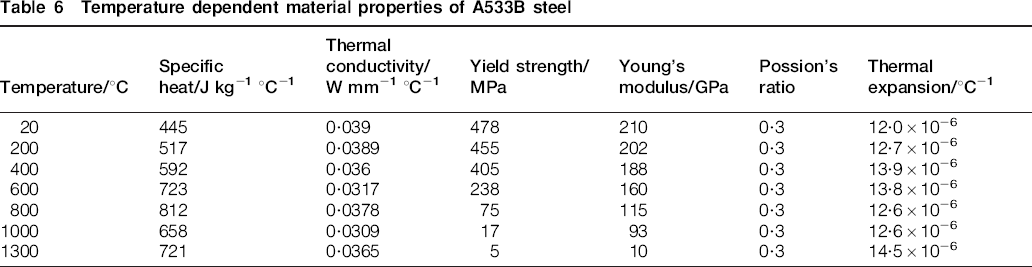
The temperature distributions produced by multi-pass thermal cycles in welds during temper bead welding were calculated using 3D finite element analysis code, developed specifically for welding simulation. The mesh model is shown in Fig. 24, which is the same size with the experimental welding sample. The notch positions of the side notched Charpy samples are shown in red lines of P1–P5, with different distances far from the bead line. The mesh near the WM is finer than that in BM. The temperature dependent physical properties of A533B are illustrated in Table 6. The welding conditions were the same as the experimental conditions shown in Table 3, which followed the consistent layer technique. Figure 25 presents the calculated peak temperature distribution in the middle section of seven-layer–88-pass welds. Different peak temperatures are presented in different colours.
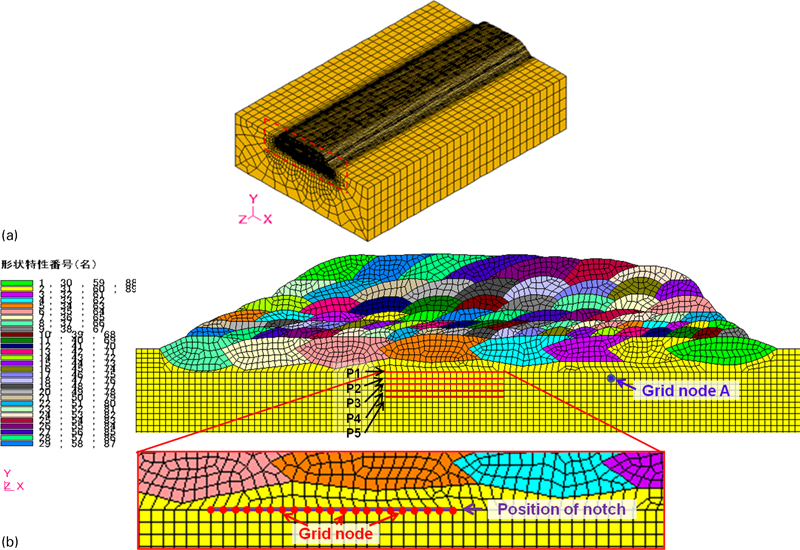
Mesh model for FEM analysis (seven-layer–88-pass welding)
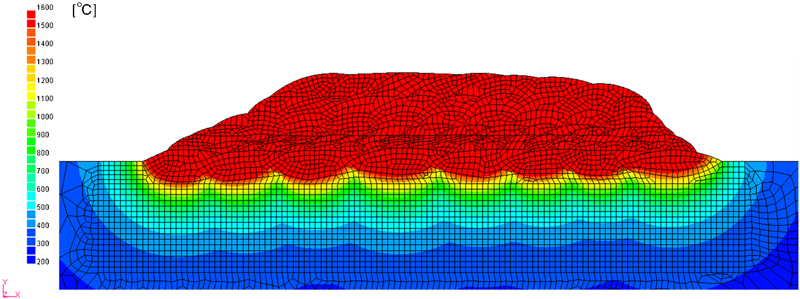
Simulated peak temperature distribution of seven-layer–88-pass welding
Temperature dependent material properties of A533B steel
Toughness calculation based on simulated thermal cycles
As explained in the section on ‘Toughness prediction system for temper bead welding’, according to the thermal history, the simulated thermal cycles of the grid nodes in HAZ are also classified into four types: one-cycle, one-cycle+temper, two-cycle and two-cycle+temper. And then, the thermal cycle parameters are fed into the proposed NN based prediction subsystem, and the toughness at every grid node is calculated.
Figure 26 illustrates an example of toughness calculation based on a multipass thermal cycle at grid node A in Fig. 24b. In these thermal cycles, there are two-pass thermal cycles with a peak temperature higher than Ac1, followed by multipass temper thermal cycles with the peak temperature between 400°C and Ac1. It should be noted that the first thermal cycle with peak temperature lower than 400°C is disregarded in the calculation, because it has little effect on the toughness. Thus, this multipass thermal cycle can be calculated as two-cycle+temper type. First, the TCTP of the temper thermal cycles is calculated, and then Tp1/CR1 of the first thermal cycle, Tp2/CR2 of the second thermal cycle and the calculated TCTP five parameters are input into the toughness prediction subsystem for two-cycle+temper constructed from the NN, and the toughness is calculated. Using this method, the toughnesses in all positions of the HAZ can be predicted using the four different toughness prediction subsystems.
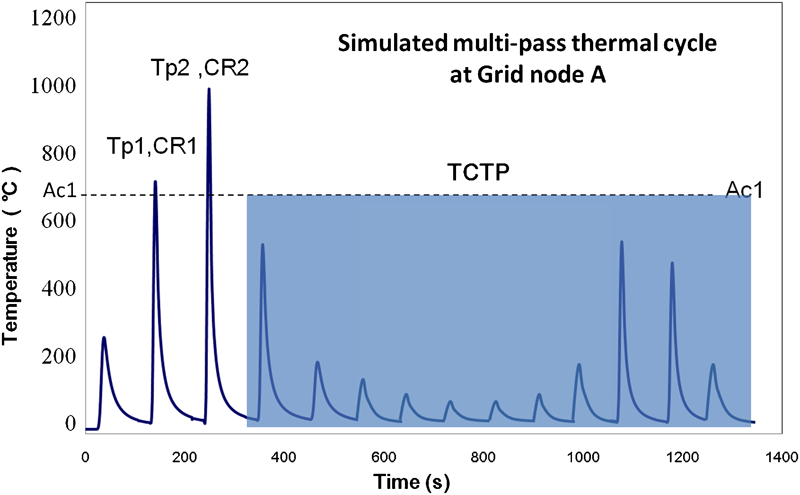
Toughness calculation based on simulated multipass thermal cycle at Grid node A in Fig. 24b
Predicted toughness distribution of temper bead welding
Based on the calculated thermal history of every grid node, the toughness at the grid node was also calculated using the proposed NN based toughness prediction systems. The visual toughness distribution in the HAZ is shown as colour chart maps in Fig. 27 using the Mathematica software. Besides the red WM and grey BM regions, the toughness in the HAZ is shown with rainbow colours according to the different toughness levels. It shows that the low toughness appeared in the CGHAZ near to WM. And the absorbed energy in the whole HAZ region is higher than 40 J (the required specification in industry) after the temper bead welding.
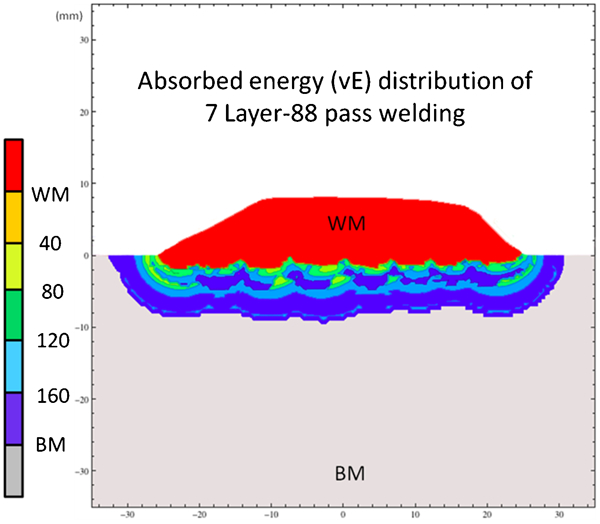
Calculated toughness distribution in HAZ of seven-layer–88-pass welding based on FEM analysis
Validity of toughness prediction system
The predicted toughness and the experimentally measured results for the HAZ of A533B low alloy steel after seven-layer–88-pass welding are shown in Fig. 28. The notch of the Charpy impact sample is in HAZ region of temper bead welded sample using the method illustrated in Fig. 7. The red points are the experimentally measured toughness, and the blues points are the calculated toughness using our NN based toughness prediction systems, based on the FEM simulated thermal history. The calculated toughness was obtained as the average toughness of 20 calculated values according to the mixing rules, which is employed rather successfully, especially for calculating elastic and thermal properties.16– 19 The predicted toughness is in good accordance with the experimentally measured toughness, and both the predicted absorbed energy and the measured one are higher than 40 J. It follows that the proposed system for toughness prediction is useful and effective at estimating the tempering effect in temper bead welding.
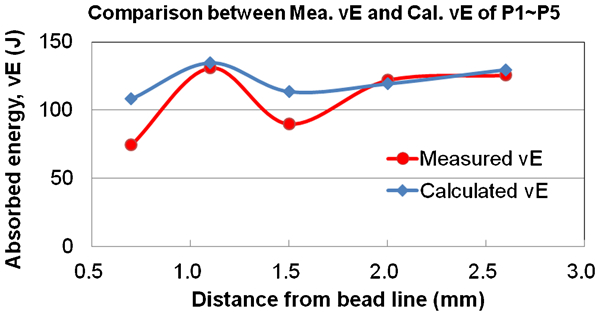
Relationship between measured and calculated absorbed energy according to distance from bead line (P1–P5 shown in Fig. 24b)
In sum, through the above method, the toughness can be predicted before the actual temper bead welding. If the calculated toughness in HAZ is lower than 40J (it means it cannot fit the required specification in industry), the welding conditions would be modified. Thus, the appropriate welding conditions can be selected before the actual welding. It is useful for the repair welding for the large structures.
Conclusions
A NN based system for toughness prediction in the HAZ of low alloy steel when temper bead welding is applied has been investigated. The following conclusions can be drawn:
The NN based subsystem for toughness prediction was constructed based on the experimentally obtained database.
On the basis of the FEM simulated thermal cycle parameters, the toughness distribution in HAZ of temper bead welding was predicted using the NN prediction system.
The predicted toughness was found to be in good accordance with the experimentally measured results. It follows that the proposed toughness prediction system is effective for estimating the tempering effect in temper bead welding.