
Abstract
Based on the previous work of SHCCT diagram developing of China low activation martensitic (CLAM) steel, the effect of thermal cycle on the microstructure and mechanical properties of CLAM steel weld is investigated using physical thermal simulation (Gleeble 3500) to control heat input accurately. Three conditions including single layer, double layer welding and post-weld heat treatment (PWHT) are involved. The results show that higher cooling rate leads to better grain refinement but higher hardness in the coarse grained heat affected zone. Precipitation of delta ferrite is relatively severe when the cooling rate is low. Thermal cycle during double layer welding has an obvious weakening effect on mechanical properties, which mainly results from the larger quantity of delta ferrite precipitates. The microstructure and mechanical properties of CLAM steel joints can be improved by PWHT. Hardness of heat-affected zone tends to keep uniform with the increase of tempering temperature.
Introduction
China low activation martensitic (CLAM) steel, with totally independent intellectual property rights of China, is regarded as one of the primary candidate structural materials of the test blanket module (TBM) in future fusion reactor,1– 3 due to the excellent thermophysical and mechanical properties, such as high strength, good corrosion resistance and low activation performance.4– 6 Welding process is one of the key technologies for the application of CLAM steel. Because the blanket material works at hostile environments of high temperature, heavy neutron irradiation and Li–Pb corrosion, 7–9 strict requirements of welding properties should be met. It is clear that the microstructure and corrosion resistance of weld metal can be affected by chemical composition and thermal cycle,10 as well as welding process. Presently, some trials have been carried out to improve the welding properties of CLAM steel such as controlling welding parameters or using an ultrasonic system.11 However, most of the research is based on specific thermal cycle of single layer welding.12 Actually, the complicated thermal cycle during welding has an obvious effect on microstructure and mechanical properties of CLAM steel, especially in the coarse grained heat affected zone (CGHAZ). Single layer, double layer welding or even multipass welding and post-welding heat treatment are inevitable due to fabricated structure, which lead to different thermal cycles. Therefore, the effects of thermal cycle on weld qualities are necessary to be studied to guide the practical application of CLAM steels. Thermal simulation could control heat input/thermal cycle more accurately compared to actual welding procedures, based on the previous work about measurement of SHCCT for CLAM steel,13 it is used to investigate the coarse grained region of welded joints where the comprehensive properties are relatively poor under different thermal cycles. In general, PWHT is an effective way to improve weld properties.14 Simulated specimens are tempered after welding thermal cycle at different temperature to study the effect of PWHT on welding properties and find the proper parameters of tempering process.
Experimental materials and procedure
The CLAM steel used in this experiment was made by FDS team of China and numbered as CLAM HEAT 0912A. After removing the superficial oxide film, the casting was hot rolled at 1200°C to a thickness of 15 mm, followed with austenitising heat treatment of 980°C/30 min and water quenching, then tempered with 760°C/90 min. Chemical composition of the CLAM steel is shown in Table 1.
Chemical composition of CLAM steel (wt-%)

Gleeble 3500 simulation machine was used to simulate the experiments. The buffed specimens were washed in diluted hydrochloric acid to clean up the oxide film, and then connected to electrodes by using an electric spot welding machine. Three groups of simulation experiments were selected to study single layer welding, double layer welding and the effect of heat treatment on HAZ respectively. Simulated welding parameters were as follows: peak temperature was 1320°C, residence time at peak was 1 s. Detailed parameters are listed below.
Simulation of single layer welding
Previous investigations have shown relatively good joint properties on CLAM steel plates using tungsten inert gas (TIG) welding process at current of 96 A.15 Based on this result, this paper set 96 A as a reference value and studied the microstructures of CLAM steel joints with different welding currents ranging from 56 to 146 A. Welding voltage was 12 V. The CLAM steel plates were 5 mm thick and chamfered with a 60° V-groove. After simulations, the metallographic structures under different welding conditions were analysed. The currents of impact specimens were set by every other 20 A. The simulation parameters of single layer welding are shown in Tables 2 and 3. Where T8/5 is the cooling time from 800 to 500°C, which reflects a corresponding cooling rate. Part of the data of single layer welding is also used to measure SHCCT diagram of CLAM steel.13
Thermal simulating parameters of single layer welding of CLAM steels

Thermal simulating parameters of specimens for impact test
Simulation of double layer welding
Welding voltage was 11 V, welding speed was 48 mm min−1 for backing weld and 60 mm min−1 for cosmetic weld. Interpass temperature was 100°C. Values of welding current, heat input and T8/5 are shown in Table 4.
Thermal simulating parameters for double layer welding of CLAM steels

Simulating parameters
Simulating parameters of the specimens used for studying the effect of PWHT are as follows: welding voltage was 10 V, welding speed was 30 mm min−1. Values of welding current, heat input and T8/5 are shown in Table 5. After the simulation, the specimens were tempered at 710, 760 and 810°C respectively, for 30 min.
Thermal simulating parameters for CLAM steels with PWHT

After PWHT, the thermal cycle treated area with the width about 3 mm, was cut down with a wire cutting machine. Then, the surface was buffed and polished, and the specimens were washed in a solution of picrate–hydrochloride–alcohol till the metallographic structure was observed clearly under a metallographic microscope. The grain sizes of CGHAZ were measured based on the Chinese standard of GB/T6394-2002. According to impact test standard GB/T 229-2007, the specimens for impact tests were shaped in 55×10×5 mm with a 2 mm depth V-groove chamfered at HAZ. The hardness of cross-section of the welded joint was measured by HVS-1000 microhardness tester, with a load of 9·8 N lasting for 20 s. Ten points on each specimen were tested to obtain the average values.
Analysis of thermal simulated single layer welding process
This paper mainly focuses on the differences of the microstructure and mechanical properties of CGHAZ under different thermal cycle, as well as the effect of thermal cycle on weld qualities. The thermal simulated single layer welding was thoroughly investigated in Ref. 13. Therefore, only the main points are listed below:
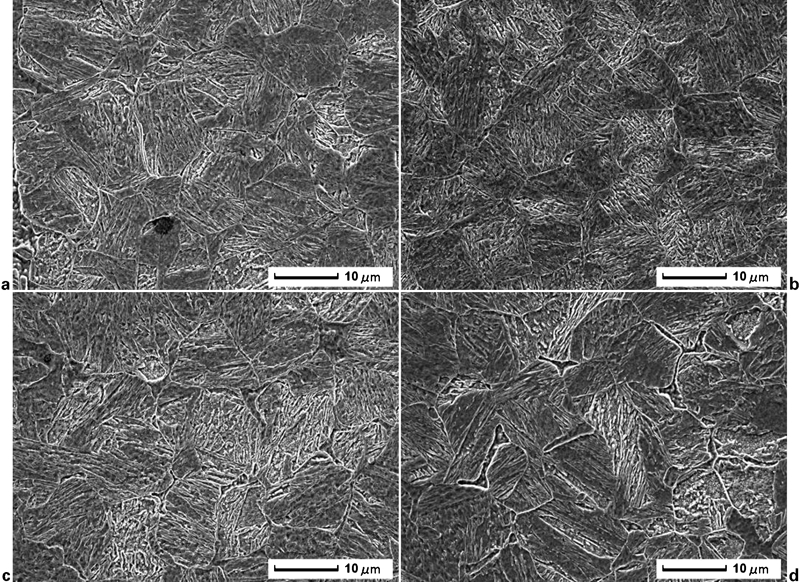
with the increased T8/5 (decreased cooling rate), more delta ferrite is formed along the grain boundaries. When T8/5 is larger than 86 s, the formation of delta ferrite tend to be more obvious, which is also seen in Fig. 1
due to the increasing of heat input, the martensitic lath becomes coarse and the dissolved carbon precipitates as M23C6,16 which results in hardness decreasing CLAM steel, as shown in Fig. 2
with the decreasing cooling rate, the impact properties of CLAM steel increase first and decrease afterwards, as shown in Fig. 3, better impact properties are obtained when T8/5 ranges from 20 to 59 s.
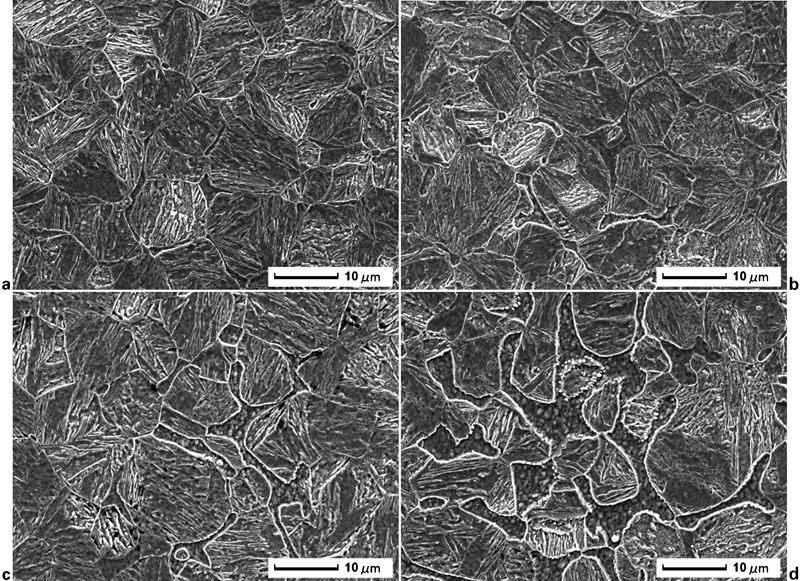
a 47·4 s (S6); b 86 s (S9); c 101 s (S10); d 118 s (I2)
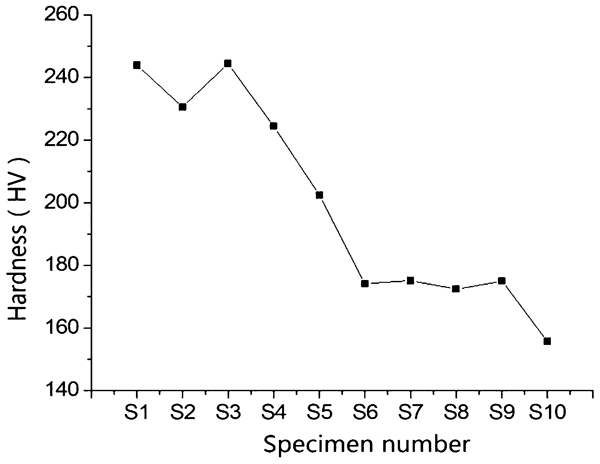
Microhardness of CGHAZ under different T8/5 values of single layer welding
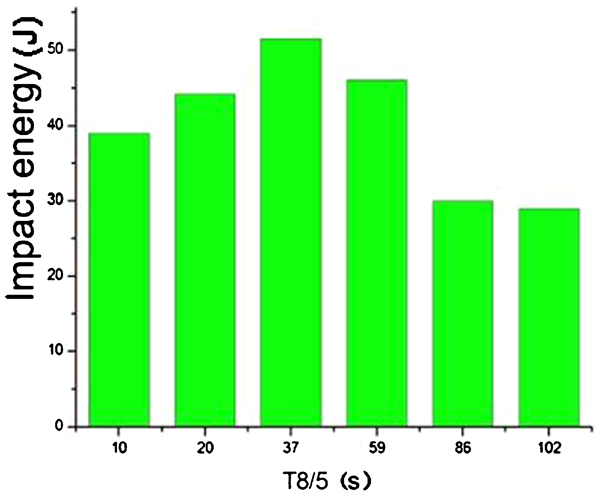
Impact property of CGHAZ under different T8/5 values of single layer welding
Analysis of thermal simulated double layer welding process
Microstructure of CGHAZ with various heat input
The interpass temperature of simulated double layer welding is 100°C. The microstructures after thermal simulation are shown in Fig. 4. It is seen that microstructure of the CGHAZ is martensites with a few ferrites. As similar to single layer welding process, grains grow up and the content of delta ferrite increases with the increased heat input. Comparing Specimen S6 (Fig. 1a,T8/5 is 47·4 s) in single layer welding with the Specimen M9 (Fig. 4d, T8/5 are 42·32 s for backing weld and 29·49 s for cosmetic weld) in double layer welding which are simulated under similar T8/5, it is concluded that after a second thermal cycle, the content of delta ferrite in CGHAZ increases to some degree, which means multiple thermal cycle leads to higher content of delta ferrite. In practical applications, multilayer welding is used in many situations where the materials are thick, so the control of delta ferrite content is very important and necessary to be further studied.
a 8·08 s, 6·23 s (M1); b 17·76 s, 12·93 s (M4); c 31·26 s, 22·05 s (M7); d 42·32 s, 29·49 s (M9)
Expansion curve of CLAM steel during double layer welding is shown in Fig. 5. As high alloy steel, phase transformation of CLAM steel at high temperature is complicated. During heating process, austenitic transformation starts at 950°C (point 1), and ends at 1020°C (point 2). The microstructure of base metal is single phase austenite at this moment. With the increasing heat input and temperature, the austenitic grains grow up slowly. During the following cooling process, delta ferrite appears in austenitic grain boundaries when temperature reaches 530°C, and keeps growing. When temperature decreases to 430°C (point 3), martensitic transformation happens, microstructure of the base metal becomes martensite with some ferrites. During the second thermal cycle, the transition from martensite to austenite happens at point 4 and ends at point 5. Because the heating rate is fast and resident time is short, some ferrites formed during the first thermal cycle are preserved, which makes the microstructure become austenite with a few ferrites. During the second cooling process, ferrites precipitate in great number when temperature declines to ferritic transfer area. Even reticular precipitates can be observed in some region (Specimen M9, shown in Fig. 4d). When temperature reaches 430°C, austenite transfers to martensite again and the final microstructure turns to be martensite with a few ferrites. Comparing the microstructures of CGHAZ in single layer and double layer welding processes, it is known that much more precipitation of delta ferrite occurs in double layer welding, which may weakens the weld qualities. Real welding process is much more complicated than thermal simulation due to the uncontrollable fluctuations of heat input, heat dissipation and residual stresses, which can result in the differences of ferritic morphologies. However, according to the results of real and simulated welding processes, it is no doubt that delta ferrite precipitates in CGHAZ of CLAM steel are more severe in double layer welding, especially in multilayer welding, and finally weakens the high temperature mechanical properties. As the structural material of the first wall of TBM in fusion reactor, CLAM steel structures are often welded by multilayer welding process. Thus, the precipitation of delta ferrite due to the repeated thermal cycle will be a crucial problem and should be avoided as much as possible.
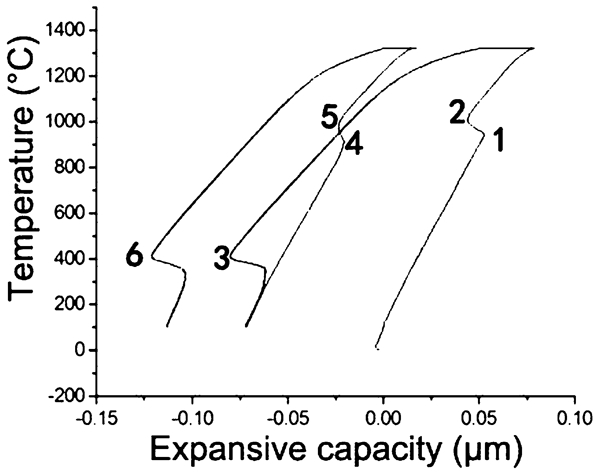
Heating expansion curve of double layer welding (specimen M4)
Hardness analysis of thermal simulated double layer welding specimens
Microhardness data of specimens with thermal simulated double layer welding are shown in Fig. 6. It is seen the hardness decreases gradually with the increased heat input, as similar to that of single layer welding. The difference between the maximum and the minimum hardness is nearly 130HV. According to Fig. 4, with a short T8/5, the microstructure of the welded joint is almost a fully martensitic structure. Owing to the high strength and high hardness of martensite, the joint shows a large hardness of ∼330HV. With the increased T8/5, the grain size grows and delta ferrite precipitation appears. As a result, the hardness of welded joint decreases. In addition, the second pass of welding acts as a tempering process for the backing weld, which can homogenise the microstructures and improve the grain sizes, and finally reduce the hardness. The tempering effect is better under a longer T8/5. Therefore, the hardnesses of tested specimens present a downward trend with the increased T8/5.
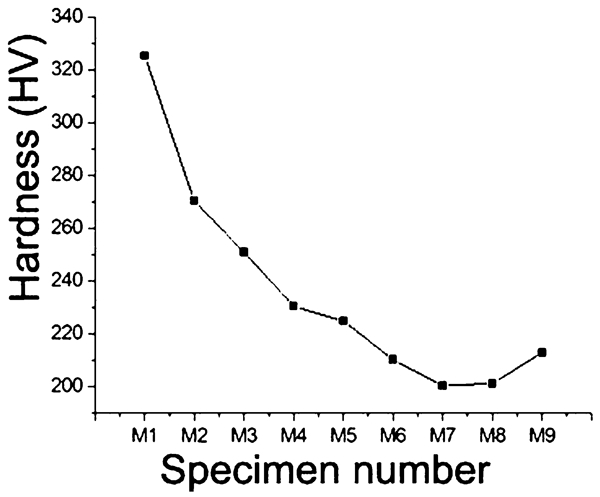
Microhardness of CGHAZ under different T8/5 values of double layer welding
Effect of PWHT on thermal simulated CGHAZ of CLAM steel
Microstructure of CGHAZ with PWHT
Specimens having gone through thermal simulated single layer welding with different cooling rates are tempered at a rate of 760°C/30 min. The microstructures of specimens with T8/5 values of 32·9, 40·9 and 87·1 s respectively, are shown in Fig. 7. It is known that the base metal after tempering is tempered martensite with small quantity of ferrites. Morphologies of the tempered martensite are in little differences. Owing to higher heat input, longer residence time at high temperature and lower cooling rate can lead to size increase of the martensitic grains.
a P12 (32·9 s, 760°C); b P22 (40·9 s, 760°C); c P32 (87·1 s, 760°C)
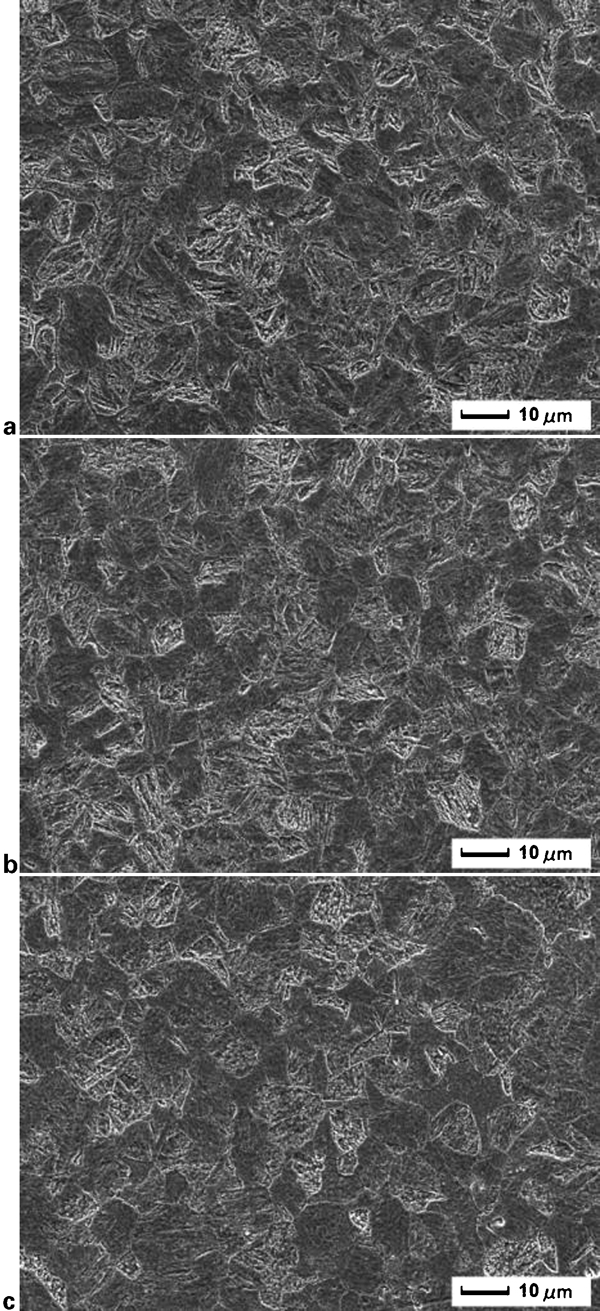
Different PWHTs (710°C/30 min, 760°C/30 min and 810°C/30 min) were conducted on the simulated specimens with the same T8/5 at 87·1 s. The morphologies of CGHAZ after tempering are shown in Fig. 8. Owing to the low carbon content, the martensitic transformation temperature is relatively high and self-tempering is easier to take place. Martensite is essentially the interstitial solid solution of carbon in α-Fe, whose solubility of carbon is low. During thermal simulation, non-equilibrium martensite is formed due to the high cooling rate and poor diffusibility of iron and carbon atoms. From the perspective of energy, carbon atoms are thermally activated and the diffusivity increases during tempering process at high temperature. Carbide precipitates tend to appear in the boundaries between original austenitic grains. In the graphs, large quantity of granular carbides, which precipitated in the grain boundaries and in the grains of original austenite, can be observed along the grain boundaries and the boundaries between martensitic laths. According to Ref. 15, the precipitate is M23C6 carbide. With the increasing tempering temperature, the quantity of carbide precipitates increases obviously, the non-coherent cementite starts to aggregate and grow up quickly with partially spheroidizing and coarsening. Finally the precipitates are formed. Higher tempering temperature leads to microstructural homogenisation of CLAM steel's CGHAZ and obvious increase in grain size, which can be concluded from the graphs.
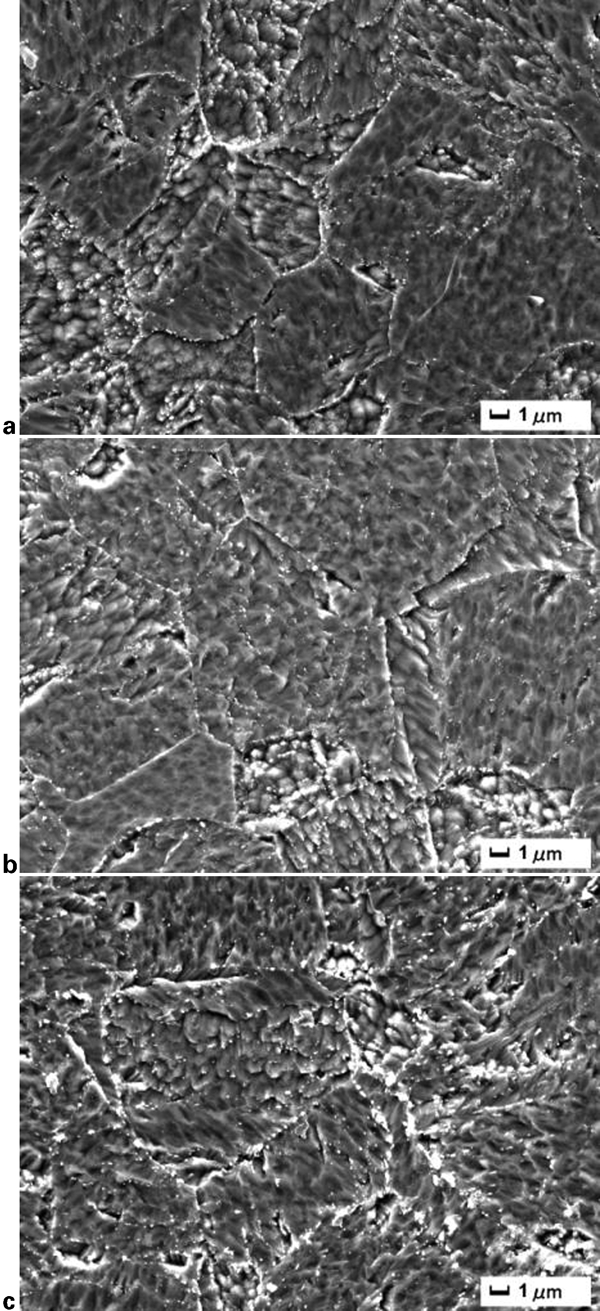
a P21 (87·1 s, 710°C); b P22 (87·1 s, 760°C); c P23 (87·1 s, 810°C)
Hardness analysis of thermal simulated specimens with PWHT
Microhardness data of specimens with PWHTs are shown in Fig. 9. By comparing specimens P11, P21 and P31 with the same tempering condition (710°C/30 min) but different T8/5, it can be concluded that higher heat input and longer T8/5 during welding process lead to lower hardness after tempering. Similarly, comparing specimen P11, P12 and P13 in different tempering conditions but with the same T8/5, it is clear that higher tempering temperature leads to lower hardness, which is in accordance with real welding processes.17 Comparing the hardness data of Px1 and Px3 (x = 1, 2, 3) in each group, it is found that the hardness of CGHAZ can be effectively improved by tempering the specimens at a higher temperature. With the continuous increase of temperature, the hardness trends to keep stable. Because higher tempering temperature leads to grain coarsening, a weakening effect on the comprehensive properties of CLAM steel, the temperature should be controlled in a proper range.
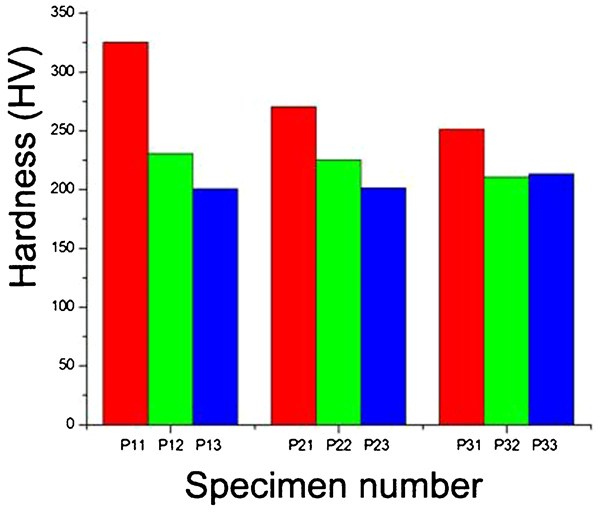
Microhardness of CGHAZ with different tempering conditions
Discussion and conclusions
Generally, CGHAZ is the weakest region for the whole weld joint, which also decide the qualities of the whole welded structure. Our previous work have focused on the weldability by practice welding.8, 15 By comparison between the welding specimen and simulated specimen, we can get similar conclusion, i.e. dispersed precipitation of carbide is observed after PWHT, mechanical properties/hardness is improved by PWHT, the quantity changing of ferrite. However, more obvious changing rules are observed by physical simulation, such as the ferrite quantity changing with the heat input. Because the heat input can be controlled accurately and increase by fixe step during physical simulation. All specimens are about the area of CGHAZ for simulation samples while it is even hard to find this area for welded samples. The researches of physical simulation and practice welding have their own advantages, they cannot replace each other. The simulation parameters in this paper are setup according to previous practice welding research but be extend to bigger range, which is very necessary to investigate the forming of ferrite during welding under different heat input. The results by physical simulation will help us to understand the mechanism of ferrite forming during welding and guide the engineers to get the best welding techniques. Conclusions are as follows.
Microstructure of CLAM steel's CGHAZ is martensite with little quantity of ferrite after welding process, fine grains can be obtained when the heat input is relatively low.
With the increasing heat input, delta ferrite precipitates in larger quantity and tends to grow up gradually. Precipitation of delta ferrite is much more sever in multipass welding than that in single layer welding, and even cellular precipitation is formed at some region of CGHAZ after double layer welding.
The hardness of CGHAZ can be effectively improved by PWHT. Dispersed precipitation of carbide is observed after tempering process. With the same tempering process, higher heat input during welding results in lower hardness; with the same heat input during welding, higher tempering temperature leads to lower hardness.
Footnotes
Acknowledgements
This work is sponsored by the National Natural Science Foundation of China under Grant No.50905079, China Postdoctoral Science Foundation (grant nos. 2011M501175 and 2012T50440), Postdoctoral Project of Jiangsu University (grant no. 1143002045) and Innovative Research Team of Jiangsu University. This research also partly funded by the Priority Development of Jiangsu Higher Education Institutions (PAPD).