
Abstract
The effect of friction stir processing (FSP) on the behaviour of wrought alloy 2024 in pulsed laser welding was examined. The results showed that FSP changes the microstructure and that significantly affects the susceptibility of the base metal to liquation cracking. The change in cracking behaviour is proposed to be related to the refinement of the microstructure and redistribution of precipitates along the grain boundaries, increasing the flexibility of the grain network. According to the observations, as a result of FSP, not only liquation cracks but also solidification cracks were reduced, supporting the view that liquation cracks can act as the source of some of the solidification cracks.
Introduction
Hot cracking is one of the challenges that may be encountered during welding of many alloys such as super alloys, aluminium alloys, magnesium alloys and steels.1– 3 Hot cracking can have two forms: solidification cracking in the weld metal and liquation cracking in the heat affected zone.1– 8 Aluminium alloy 2024 is a high strength heat treatable alloy which is susceptible to both liquation and solidification cracking in fusion welding.6, 8 A common solution to solidification cracking in 2024 alloy is the use of a filler metal with higher alloying additions.5, 7 However, since liquation cracking occurs in the base metal where compositional control is outside the range of the welding process, there are less means for preventing it.5, 8– 11 Friction stir processing (FSP) causes severe plastic deformation and that can significantly change the microstructure.9– 22 The effect of FSP treatment on the reduction in liquation cracking in pulsed laser welding of cast IN738LC is already reported.23 On the other hand, the association of liquation and solidification cracks in pulsed laser welding of wrought 2024 aluminium alloy has been noted.5, 6 In the current study, two questions are going to be addressed. First, whether pretreatment with FSP can result in reduction in liquation cracking in pulsed laser welding of alloy AA 2024-O. Second, whether a reduction in liquation cracks can result in the reduction in solidification cracks in alloy AA 2024. It is hoped that this investigation contributes to understanding of the processes involved in solidification and liquation cracking in pulsed laser welding of alloy AA 2024, which is an industrially important heat treatable aluminium alloy.
Experimental
The material used in this study was AA 2024-O sheet with a thickness of 2 mm, an average grain size of 75 μm and the following composition: Al–4·52Cu–0·16Si–0·61Mn–1·4Mg–0·08Zn–0·05Ti (wt-%).
Microstructural observations were performed by optical microscopy and scanning electron microscopy equipped with an energy dispersive X-ray spectroscopy (EDS) analysis system. For optical microscopy, the samples were etched using Keller's Etchant.
The FSP was performed using H13 tool steel with a 17 mm shoulder, a probe of 3 mm diameter and a height of 2·7 mm at a tool travel speed of 1·66 mm s−1 and at a tool tilt angle of 3°. Figure 1 illustrates the experimental procedure schematically. First, the material surface was subjected to a single run of FSP with a width of 8 mm along the rolling direction of the wrought plate. Then, the material was melted by a single pass of pulsed laser across the FSP run.
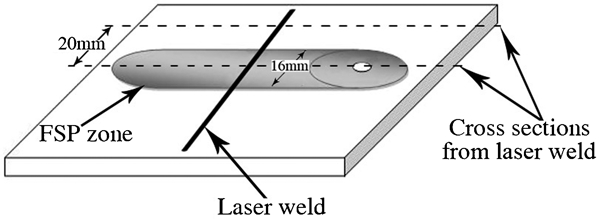
Schematic illustration showing pretreatment with FSP and subsequent laser melting runs
The specimens were sectioned transverse to the laser run in two locations, i.e. the area in wrought condition (7 mm from the edge) and the area treated by FSP (at the middle). The parameters for the two processes, i.e. FSP and laser, had to be selected in a way that the laser melting penetration to be less than the depth of stir zone so not only the fusion zone but also the partially melted zone (PMZ) of the laser melt run is contained within the depth of the friction stirred zone.
For laser welding, a pulsed Nd:YAG machine with a maximum mean power of 400 W was used, and for shielding, argon gas at a flowrate of 10 L min−1 was used. After a number of test runs, to achieve laser fusion with an adequate penetration but still totally (including the PMZ) contained within the FSP zone, the laser parameters were set at the following: pulse repetition rate of 20 Hz, pulse energy of 12 J and pulse duration of 6 ms. The travel speed was chosen as the variable, and three levels of 3, 5·8 and 11·5 mm s−1 were tested resulting in the overlapping factors of 80, 60 and 25% respectively.
Results and discussion
Metallographic investigations confirmed that FSP significantly altered the microstructure of alloy 2024. The microstructure was different for various part of the FSP material. However, measurements on the main bulk of the stir zone (where the laser runs were aimed at) showed that the grains have reduced from an average of 75 μm in the wrought material to 11, 6 and 3·5 μm in the main bulk of the stirred zone at 400, 600 and 800 rev min−1 tool rotational speeds respectively. Figure 2 shows the microstructure of the base metal and the main bulk of the stir zone processed at different rev min−1 tool rotational speeds.
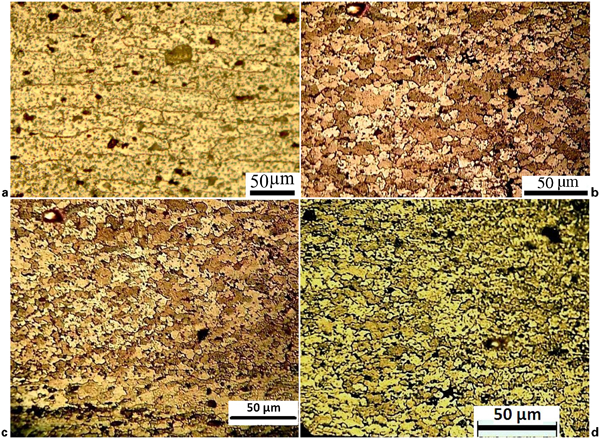
a wrought 2024; b FSP at 400 rev min−1; c FSP at 600 rev min−1; d FSP at 800 rev min−1
Severe plastic deformation processing of alloy 2024 has not only altered the grain size of the alloy 2024 but also changed the morphology of the grains and the precipitates. Figure 3 shows a typical view of the distribution of precipitations along grain boundaries before and after FSP. The grains in comparison with the wrought material had now less orientation tendency. FSP has also resulted in the precipitates to become refined with more tendencies for segregation along the grain boundaries. The EDS analysis indicated that the precipitates in addition to aluminium contain copper or both copper and magnesium as expected from the corresponding phase diagrams.
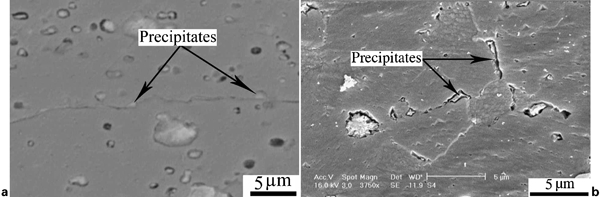
a wrought 2024 alloy; b in main bulk of stir zone after FSP at 800 rev min−1
Figure 4 shows a typical single pulsed laser melt run over the material treated by FSP, confirming that fusion zone and PMZ were both contained within the material treated by FSP. For example, at 800 rev min−1, rotational speed, the depth of stirred zone was ∼160 μm, while laser weld pool depth at 3 mm s−1 laser travel speed was ∼100 μm, with a width of PMZ <40 μm.

Pulsed laser melt run with overlapping factor of 80% contained within stir zone of aluminium alloy 2024 (FSP at 800 rev min−1 and laser travel speed of 3 mm s−1)
Table 1 shows the total number of liquation cracks as observed under ×40 magnification in two transverse sections taken from each of the 12 weld samples made at four levels of FSP tool rotational speeds (no FSP, 400 rev min−1, 600 rev min−1 and 800 rev min−1) and three levels of laser weld travel speed (3, 5·8 and 11·5 mm s−1).
Typical number of liquation cracks observed in weld runs made with various combinations of FSP and laser parameters
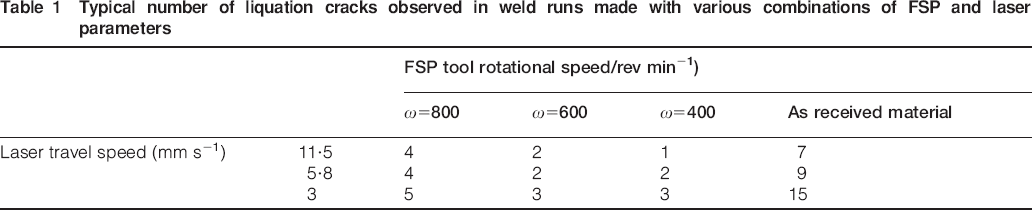
The decrease in the number of liquation cracks in the samples that had been subjected to FSP before laser melting is quite significant in the whole range of tool rotational speeds and laser travel speeds tested. The average number of liquation cracks observed in the 9 samples made with FSP treatment was 3, while the average number of cracks in 3 welds made with no FSP was 10.
Figure 5 schematically shows the typical change in the morphologies of the cracks as observed in the transverse sections. In the wrought condition, liquation and solidification cracks were present at both the side walls and the bottom of the laser welds. However, in the samples subjected to FSP, liquation and solidification cracks were observed mainly at the bottom parts of the laser welds.
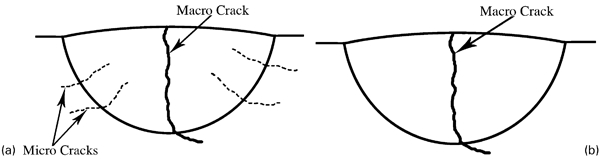
a laser weld on wrought material; b pulsed laser weld on FSP treated material
The observations indicate that FSP has reduced the tendency for liquation cracking in 2024 alloy. The observations also support previous reports that there can be an association between liquation and solidification cracks.5, 6 The high tendency for elimination of the solidification cracks at the side walls of FSP treated material, where liquation cracks were already eliminated before solidification, supports the proposition that liquation cracks can act as a major source for the initiation of solidification cracks. Figure 6 is a micrograph of a pulsed laser weld over FSP treated material showing association of liquation cracking and solidification cracks. The fact that both solidification cracks and liquation cracks were present at the bottom of the laser welds (area of maximum penetration) indicates that, at least at this location, there can be an overriding factor that can cause both types of cracking to occur.
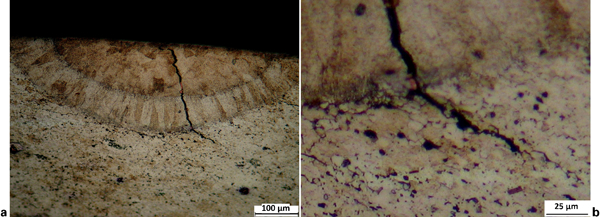
Micrograph of pulsed laser weld over FSP treated material showing both liquation and solidification cracking near point of maximum penetration at two magnifications (FSP at 800 rev min−1 and laser at 3 mm s−1 travel speed)
Metallographic investigation of the samples showed that FSP of wrought AA 2024 has caused the grains to become finer (75 μm in the wrought material to 3·5–11 μm in the material subjected to FSP) and the precipitates to refine (an average of around 2–10 μm in the wrought material to around 0·5–2 μm in the material subjected to FSP).
Metallographic investigations of the samples indicated that laser welds made on the materials treated with FSP tend to have a thicker intergranular liquid film formation in their PMZ as can be seen by comparison of Fig. 7a and b with Fig. 7c and d. Considering that the precipitates form the liquid films during fusion welding, and that the volume fraction of precipitates is related to the composition of the alloy 2024 and indeed FSP does not change the alloy composition, a question can be raised on the validity of such observation. A possible explanation can be that FSP has caused the precipitates not only to refine but also to segregate on the newly formed grain boundaries, as these locations would be the preferred sites for precipitation due to higher levels of energy. The segregated precipitates at the grain boundaries of the FSP treated material can then lead to intergranular liquid films to become thicker during fusion welding.

a, b wrought material; c, d FSP treated material
It can be expected that with a network of finer grains, the welding thermal strains induced in the PMZ can be distributed more uniformly among liquidated grain boundaries, as denoted by other researchers.23, 24 The presence of fine and equiaxed grains together with a relatively thick liquid phase at the grain boundaries can cause an increase in the flexibility of the PMZ and resistance to cracking. The thickness of intergranular liquid film can also be effective on backfilling of liquated grain boundaries.25 The net amount of work done per unit volume Γ in moving the fluid front along the grain boundary may be approximated by equation (1)

Now, the effect of alteration in the base metal microstructure on the relative reduction in tendency to solidification cracking in the weld metal is considered. Figure 8 shows a model for the final stages of solidification of the weld metal on the PMZ grains in the case of a wrought and a material subjected to FSP. According to Idowu et al., 26 tensile stresses (thermal and shrinkage) can be developed at the fusion line and that can result in cracking in a width of the material here called the prone zone (region ‘ac’ in Fig. 8), where the final stage of solidification is in progress.5
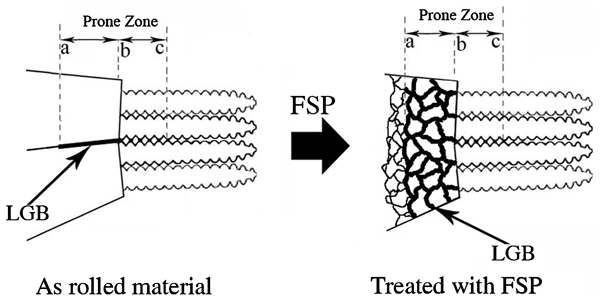
a wrought base metal; b FSP base metal
At the critical stages of solidification, the gap between dendrite arms is closed, while there may not be sufficient interdendritic liquid to move in between the dendrites. Since the weld metal solidifies on the PMZ grains through epitaxial nucleation and growth, a continuous network of grain boundaries across the fusion line is formed. Therefore, as the solidification progresses, PMZ liquated grain boundaries can be connected to the weld metal solidifying grain boundaries. FSP at high rotational speeds on rolled material has caused grains to become finer. Therefore, in the critical stages of solidification, equiaxed fine grains and thick liquid grain boundaries cause tensile stresses to be accommodated and the tendency for nucleation of liquation cracks in the liquid grain boundaries and solidification cracks to reduce.
Now, the question must be addressed about the overriding factor that has caused both liquation cracking and solidification cracking to occur at the weld deepest penetration point. This factor can be considered to be a high thermal stress or a high strain rate in that location. Researches on laser welding in conduction mode have shown that temperature gradient in the PMZ at the bottom of weld metal and at the sides of weld metal are different, resulting in induction of higher thermal stresses at the weld maximum penetration area.27 Therefore, in this region, thermal strains may have exceeded the limit of the flexibility of the grain boundary network.
Conclusions
Thermomechanical processing of aluminium alloy 2024 by friction stir processing can cause significant refinement of the grain size of the wrought base metal and redistribution and refinement of the precipitates especially along the grain boundaries. As a result, the base metal subjected to FSP can become more resistant to liquation cracking in pulsed laser welding.
The higher resistance to liquation cracking in the base metal can also cause a reduction in the tendency towards solidification cracking in the weld metal.