
Abstract
Joining of magnesium alloy to polyethylene without adhesive using a newly developed friction lap welding technology was investigated. The polyethylene and magnesium alloy were hard to be joined together without surface premodification due to the lack of polar groups on polyethylene surfaces. Strong hybrid joints were achieved after the polyethylene was treated by corona discharge, and the magnesium alloy was subjected to plasma electrolytic oxidation treatment. Scanning electron microscope and high resolution transmission electron microscope observations demonstrated that the high joining strength was attributed to the development of both chemical bonds at the interface and micromechanical interlocking.
Introduction
With increasing demand for reduced vehicle weight to restrict CO2 emissions, joining of light metal to polymer is becoming an urgent issue to broaden the application of light weight materials. 1 Hybrid joints of metal and polymer produced by traditional joining methods such as adhesive bonding and mechanical fastening cannot fully meet the industry requirements because these joining processes encounter issues such as long processing time, susceptibility to degradation by environmental factors and uncertainty in forecasting the long term durability of the joining alongside with the fact that bonded interface often fails instantaneously instead of progressively as would be applied in engineering structure.1–3
Very recently, a new approach for metal to polymer hybrid joints, friction lap welding (FLW), was developed in Osaka University.4–6 FLW is suited for automation and robot applications because it can be performed using modified milling machines or existing friction stir welding (FSW) machines. Preliminary investigations have demonstrated that strong hybrid FLW joints of Nylon-6 and light metals such as 6061 Al alloy and AZ31B Mg alloy were achieved over a wide range of welding parameters without any special surface pretreatment on either the Nylon-6 plates or the metal plates.5, 6 After the hybrid lap joints were subjected to tensile shear test, a large volume of fractured nylon was observed on the fracture surfaces of the metal plates, indicating that strong bonding was developed at the joining interface.5–7
Metals and polymers can be joined together through Van der Waals force, chemical bonds (e.g. hydrogen bond and covalent bond) and mechanical interlocking.8–9 Van der Waals force and hydrogen bond are very weak, so that covalent bond and mechanical interlocking are required for achieving the joints with high strength and superior performance. However, it is extremely difficult to form covalent bonds at the interface between polymers and polished metals. Fortunately, most metals including Mg alloys are likely oxidised in atmospheric environment; thus, a very thin oxide film is generated on their surface, 10 and the covalent bond may form between polymers and oxides on the surface of metals, resulting in high strength joints of polymers and metals.5–6 Nevertheless, not all polymers can be easily jointed to metals through chemical bonds with oxides on the surface of metals. The polymers with polar groups are more readily joined to metals, whereas those without polar groups are difficult to join. Since all the chemical bonding forces are relative short range, close contact and good wetting conditions are required. Owing to the presence of polar functional units, Nylon-6 plates were securely joined to light metals via FLW, and strong chemical bonds were developed at the joining interface.5–6
Polyethylene (PE) offers numerous benefits including flexibility, enhanced stress cracking resistance and excellent resistance to water and oils and is therefore regarded as the most popular plastic in the world. 10 However, the poor joining ability of PE with other materials limits a wider application of PE. This is because a molecule of PE is nothing more than a long chain of carbon atoms, with two hydrogen atoms attached to each carbon atom. The PE substrate features low surface tension and non-polar and non-functional surfaces. 11 Therefore, it is very difficult to bond PE plates to metals and even to other thermoplastics. The situation is expected to be improved through polymer surface excitation such as flaming, corona discharge or plasma treatment to increase functional reactive groups. If the PE plates can be successfully jointed to metal plates, it enables engineers to utilise the hybrid components in sections where high stiffness and strength can be exploited and PE offers excellent functional integration. To the best of the authors' knowledge, no study about welding PE to metal has been reported.
In this study, the joining PE to Mg alloy using FLW was investigated. The Mg alloy used in the present work was a newly developed non-combustible Mg alloy characterised by satisfactory comprehensive properties and relatively low cost. In order to obtain high strength dissimilar joints, surface modifications such as corona discharge and plasma electrolytic oxidation (PEO) were performed on the surfaces of PE and magnesium plates respectively before the joining process.
Experimental
Low density PE and extruded non-combustible Mg alloy plates with dimensions of 150 × 75 × 2 mm were used. Nylon-6 plates were also used for comparison. The chemical composition of the non-combustible Mg alloy was Mg–6·0Al–2·1Ca–0·6Si (wt-%). FLW processes were conducted using a FSW machine equipped with a specially designed non-consumable cylindrical tool with a root diameter of 15 mm. The width of the overlap region was 17 mm. The rotational tool remained perpendicular to the plates with a plunging depth of 0.27 mm during FLW. The tool rotation rate (R) was varied from 250 to 3000 rev min− 1, and the welding speed (v) was varied from 200 to 1500 mm min− 1.
During corona discharge, the PE plates were placed on a nonconductive sample bed and kept ∼15 mm away from the electrodes. Each plate was exposed to the corona discharge operated at 50 Hz and a power of 30 W for 5 min. Before PEO treatment, the non-combustible Mg alloy plates were degreased by ultrasonic cleaning in acetone, followed by acid treating with 0.35% of HCl, and rinsed with ethanol and distilled water. A surface of 30 cm2 of the specimens was exposed in electrolyte solution for PEO, and the remaining regions were coated with masking tapes. The chemical composition of electrolyte solution was 1·37 Na3PO4–24·0 Na2SiO39H2O (g L− 1). The details of PEO have been described elsewhere. 12
The cross-sections of the FLW joints were analysed by a scanning electron microscope (SEM) and energy dispersive X-ray spectrometer equipped with SEM. Thin lamellar samples were cut across the joining interface and prepared by a focused ion beam instrument for transmission electron microscope (TEM) observation.
Lap tensile shear test samples with a width of 20 mm were tested at a displacement rate of 0.5 mm min− 1 using a SHIMAZU tensile test machine. Grip inserts were used to let the centreline of the grip assembly to be aligned with the joining interface. The ultimate tensile shear forces were converted to ultimate shear stress (USS) through the adoption of force resisting areas measured on the fracture surfaces of the tensile samples. The fracture surfaces of the tensile samples were further subjected to optical microscopy and SEM analyses.
Results and discussion
The feasibility of direct joining PE to the Mg alloy was investigated initially over a wide parameter range of welding speeds of 200–1500 mm min− 1 and tool rotation rate of 1000–3000 rev min− 1. The FLW experiments showed that the PE and the Mg alloy plates could not be directly joined together within the investigated parameter range (Fig. 1a). In comparison, the Nylon-6 and the Mg alloy plates were directly joined together under the same welding parameters, and strong hybrid joints with USS higher than 4 MPa were obtained when FLW was conducted at parameter ranges of welding speeds of 200–400 mm min− 1 and tool rotation rate of 1000–3000 rev min− 1 (Fig. 1b). This is in good agreement with the previous reports that the Nylon-6 plates can be directly joined to the light alloys such as AA6061 Al alloy and AZ31 Mg alloy.5, 6 High strength hybrid joints were achieved over a wide range welding parameters. These results indicated that the Nylon-6 plates are easily joined to light alloys through FLW without any special surface modification.
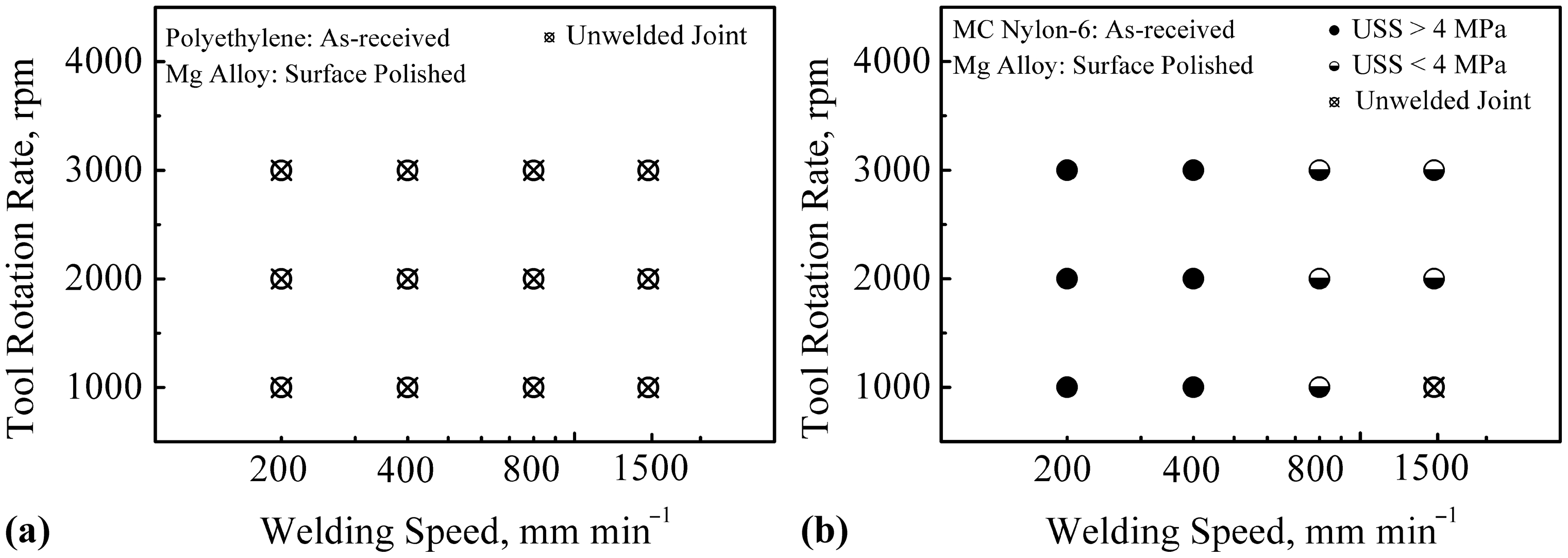
Performance for FLW of a as received PE and non-combustible Mg alloy, and b as received Nylon-6 and non-combustible Mg alloy
The difficulty of directly joining PE to Mg alloy plates through FLW is suggested to be attributed to the fact that strong chemical bonds were not generated at the joining interface due to the lack of functional reactive groups in PE. In order to obtain strong joints of PE and Mg alloy, before FLW, the PE plates were subjected to corona discharge to increase surface functional reactive groups and the Mg alloy plates were subjected to PEO treatment to produced open micropores in the metallic oxide layer. The PE and the Mg alloy plates were joined together after both the PE and Mg alloy plates were subjected to surface modification. Figure 2 shows that with a decrease in the tool rotation rates from 2000 to 500 rev min− 1, the USS of the lap joints increased at almost all the investigated welding speeds. After a further reduction in the tool rotation rate to 250 rev min− 1, lap joints with USS higher than 3 MPa were only obtained at a low welding speed of 200 mm min− 1, and the PE and the magnesium alloy were not welded together at welding speeds higher than 800 mm min− 1 because the heat generated during FLW was insufficient and thus the PE surfaces were almost not melted during FLW. The maximum USS of the lap joints of 4.67 MPa was obtained at a tool rotation rate of 500 rev min− 1 and a welding speed of 800 mm min− 1.
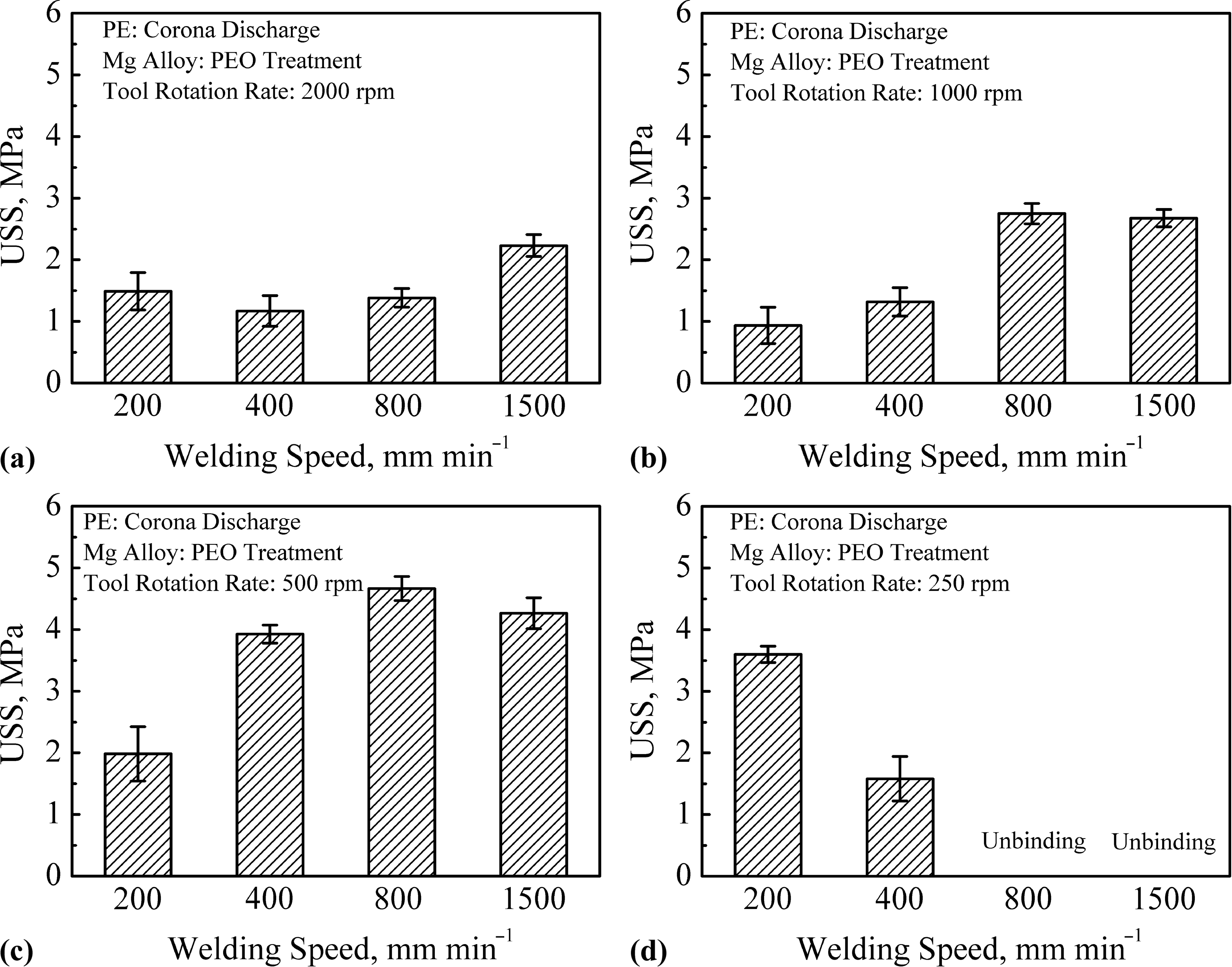
Variation of ultimate shear stress (USS) with welding speed for FLW joints of corona discharge treated PE and PEO treated non-combustible Mg alloy at tool rotation rate of a 2000, b 1000, c 500, and d 250 rev min-1
The influence of surface treatments on joining PE to Mg alloy was further investigated at a tool rotation rate of 500 rev min− 1 and various welding speeds (Table 1). It was found that without PEO treatments on the surfaces of Mg alloys, the PE and the Mg alloys could not be joined together even though the PE plates have been treated by corona discharge. After the Mg alloy plates were subjected to PEO treatments, the Mg alloy and the as received PE were joined together at all the investigated welding speeds, but USS of the joints is lower than that of the FLW joints consisting of corona discharge treated PE and PEO treated Mg alloy. These results demonstrated that surface modification on both light alloys and PE is needed to improve their joining strength.
Influence of surface treatments on joining PE to non-combustible Mg alloy (unwelded means PE and Mg plates were separated after welding under action of residual stress generated during welding)

In order to clarify the joining mechanism, the cross-section and fracture surfaces of the FLW joints with the highest USS of 4.67 MPa were subjected to SEM and TEM examination. Figure 3 shows the SEM images of the FLW joint cross-section. The interface between the Mg alloy substrate and the PEO film was hard to be clearly distinguished from the secondary electron image (Fig. 3a) but can be determined by the oxygen distribution (Fig. 3c). This is because there is a significant oxygen concentration difference between the Mg substrate and the PEO film. 13 Typically, the PEO films contain pores in different sizes due to the existence of microdischarge channels during the PEO process. 14 Figure 3a shows that pores are greater in the region away from the substrate than in the region close to the Mg substrate. Both the secondary electron image and the distribution of oxygen and carbon elements demonstrated that the PEs were extensively embedded into the open pores in PEO films (Fig. 2). This indicates that during the joining process, the molten PE filled into the open pores and a micromechanical interlocking were developed after the PE was solidified.

Cross-section of FLW joint with highest USS of 4.67 MPa a secondary electron imaging; b Mg, c O and d C atom distributions
The PEO films are commonly composed of an outer porous layer and an inner dense layer.15, 16 A previous investigation showed that the inner dense layer was composed of nanocrystalline magnesium salts, while the outer porous layer was a nearly amorphous oxide. 17 In the present study, medium magnification TEM images (Fig. 4a) reveal that the outer porous layer was nearly featureless, indicating as amorphous nature. The interface of Mg substrate and the inner dense PEO film were hardly distinguished through the high resolution TEM observations, but what we can confirm is that the crystalline Mg substrate and the crystalline inner PEO layer were connected at the atomic level (Fig. 4b–d). The interface of outer amorphous PEO layer and PE can be clearly distinguished in both the medium and high magnification TEM images (Fig. 4e–h). The high resolution image (Fig. 4g) demonstrated that the metal and the plastic are tightly joined on the atomic or molecular level.
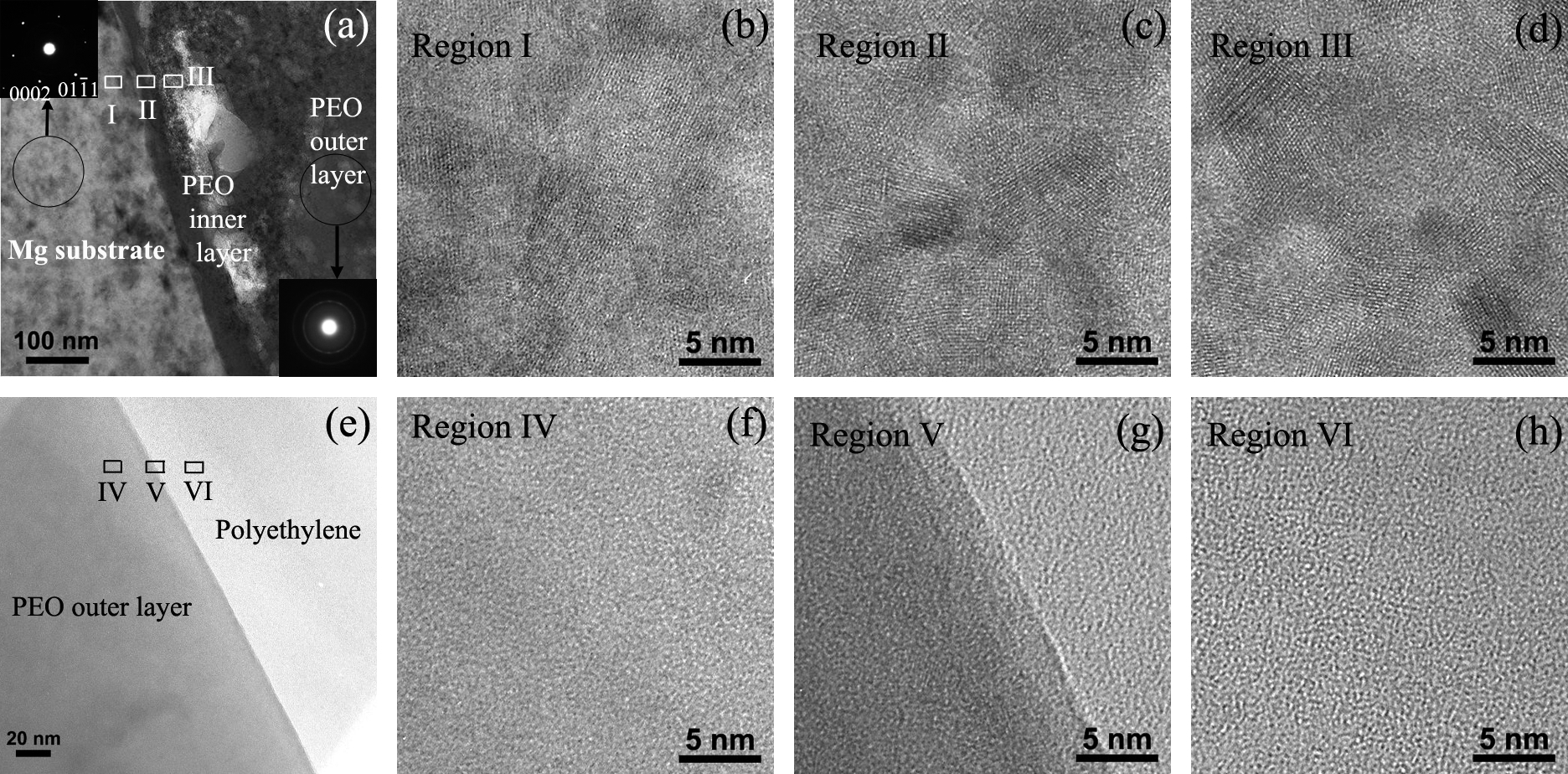
TEM observation across FLW joint with highest USS of 4.67 MPa a interface between Mg substrate and PEO film; high resolution TEM image of b region I, c region II and d region III; e interface between PEO film and PE; high resolution TEM image of f region IV, g region V and h region VI
A typical fracture surface of the FLW joints is shown in Fig. 5. Many randomly distributed micropores with diameter of < 10 μm were observed in region A, which is the original PEO film surface (Fig. 5b). These micropores were formed because of molten oxide and gas bubbles generated through the microdischarge channels during the PEO process. The pore size depended on the applied voltage, current value and duration time.17, 18 Three rupture modes are present in regions B, C and D. Fibrillated PEs with a plastic tear feature being stuck into the micropores were observed in region B. Most of the fibrillated PEs were observed in the exposed pores with diameters of >5 μm, and few fibrillated PE was detected in the pores with a diameter of < 1 μm, indicating that the large sized pores can better accommodate the molten PE and increase the micromechanical interlocking. Region C was absolutely covered by PE attachments whose surface was characterised by a plastic tear feature (Fig. 5d), indicating that a piece of PE was peeled off from the PE substrate. Figure 5e shows that part of the PEO outer layer was peeled off from the PEO film in region D. Only very small sized pores with diameters of < 1 μm were observed on the fractured PEO surface, which is consistent with the cross-sectional observations that smaller voids existed in the region close to the Mg substrate (Fig. 3a). Previous investigations also demonstrated that the outer layer of the PEO film was porous and softer than the inner layer.12, 19 Therefore, it is possible that the outer layers of the PEO film were peeled off first when high tensile stress was applied on the lap joints.
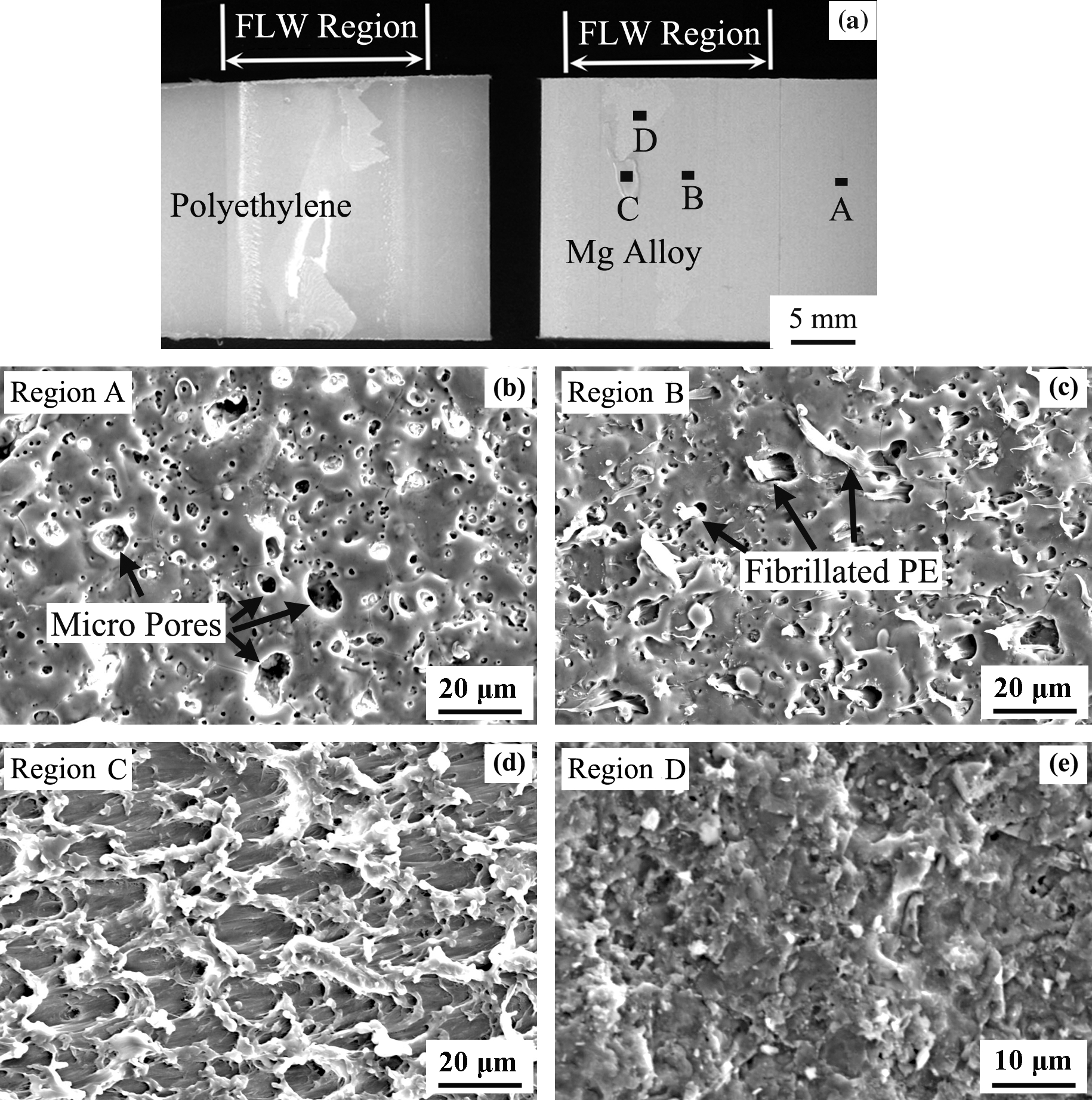
Fracture surface observation for FLW joints with highest USS of 4.67 MPa a optical image and SEM image obtained in b region A, c region B, d region C and e region D
The fracture surface observation indicated that the micromechanical interlocking effect can be further enhanced through increasing the volume of open pores or adjusting the pore morphology in PEO film and thereby further increasing the joining strength. The hardness of the PEO film outer layers also should be increased to avoid PEO film fracture.
This study shows that both the chemical bonds and micromechanical interlocking contributed to the high joining strength of the hybrid joints consisting of corona discharge treated PE and PEO treated Mg. The joining of as received PE with the PEO treated Mg alloy can be mainly attributed to the micromechanical interlocking, and therefore, a lower joining strength was obtained compared to the hybrid joints consisting of corona discharge treated PE and PEO treated Mg alloy. The PE and the Mg alloy are difficult to be directly joined together due to the lack of functional reactive groups in PE. Although some functional reactive groups were grafted on the PE surfaces after 5 min of corona discharge, the treated PE still cannot be joined to the surface polished Mg alloy. This is maybe because the volume of oxygen grafted on the PE surfaces is still insufficient. The situation is expected to be improved through another approach to modify PE by grafting more functional reactive groups.
PEO films were generally used to offer protection against wear, corrosion as well as electrical insulation because they present high hardness and a continuous barrier. Owing to the relatively simple equipment and high treatment efficiencies, PEO treatment shows considerable promise for practical industrial applications. Besides magnesium alloys, the PEO films can also be achieved on various metals such as aluminium alloys and titanium alloys.12, 18, 19 In this study, we first used the PEO film as an intermediary for joining metal to polymers and obtained sound joints. The PEO film can be expected to be widely used in joining metal to plastic in combination with FLW, which can extend the capability of both the PEO films and the FLW methods.
Conclusions
Strong hybrid joints were achieved after the PE was treated by corona discharge, and the magnesium alloy was subjected to PEO treatment.
Transmission electron microscopy demonstrated that the magnesium alloy and the PE were bonded on the atomic or molecular level through the PEO interlayer.
Scanning electron microscopy analyses showed that the PE was embedded into the open pores in the PEO film, which provided a micromechanical interlocking effect and enhanced the bonding strength of the dissimilar materials.
Acknowledgements
F. C. Liu wishes to acknowledge the support of FY 2014 JSPS Postdoctoral Fellowship for Foreign Researchers.