
Abstract
Friction stir welding is a solid state, environment friendly and energy efficient welding process for joining many engineering alloys including magnesium alloys. In this study, the effect of different cooling rates on microstructural and mechanical properties of friction stir welded AZ91C magnesium alloy was investigated. AZ91C magnesium samples were friction stir welded in air as well as in water. The effects of submerging environment on tensile and hardness properties of samples were discussed. The results showed that water, as a welding environment, has a considerable impact on the mechanical properties of the weld.
Introduction
Given magnesium and its alloys' unique properties, and their application potential in various industries, comments about the Mg alloy welds are receiving more and more attention by the passage of the time. However, welding of magnesium alloys, due to some of their properties, is difficult. Among the magnesium welding difficulties are the relatively high thermal conductivity, which makes it difficult (if not impossible) for the concentration of energy in a small area, plus the relatively high thermal expansion coefficient because of which, after high temperature welding processes, distortion of the welded part becomes inevitable. In addition, one of the main limitations of magnesium alloy is its poor formability, and its intrinsic hexagonal close packed crystal structure is the main culprit.1-3 On the other hand, demand for welding of these materials is increasing, and researchers are looking for better ways of welding this alloy. To overcome obstacles in welding this alloy and also to improve the ductility of magnesium welds, extensive works have been dedicated to develop fine grained structure in these alloys utilising low temperature welding methods. This refined structure is produced through techniques like spray forming, powder metallurgy and severe plastic deformation.4, 5 Friction stir welding (FSW) is a solid state joining method that was first patented in 1991 by The Welding Institute of England. 6 It is considered to be the most significant development in metal joining and welding technology in recent decades. Although FSW has been investigated extensively in the case of aluminium and magnesium alloys, there are few studies on FSW of AZ91 magnesium alloy.7-10 Lee et al. 11 investigated the microstructure as well as wear properties of friction stir welded AZ91/SiCp composite plates welded at constant traverse speed. They reported that nugget zone consisted of well scattered SiC particles and recrystallised grain structure. Furthermore, according to their findings, the dissolution of β phase occurs in the stir zone (SZ) and that the welding area has better wear characteristics. Fu et al. 12 carried out submerged FSW (SFSW) on 7050 aluminium plates; the welding environment they used was both cold and hot water. Results of their research revealed that performing welding in hot water has a better effect on mechanical properties of the alloy than that of cold water. Zhang et al. 13 studied the microstructure and mechanical properties of 2219-T6 aluminium alloy, friction stir welded under water. What became known from this study is that the tensile strength of 2219-T6 is very sensitive to the rotational speed of FSW tool. Jie et al. 14 carried out underwater FSW of 2219 aluminium alloy, and their results indicated that the tensile strength of the joint can be improved from 324 to 341 MPa using external water cooling. Liu et al. 15 compared the mechanical properties of in-air and underwater friction stir welded 2219 aluminium alloy. This research showed that tensile strength of the underwater weld increased and the plasticity deteriorated in comparison with the weld performed in air. Ni et al. 16 studied the low cycle fatigue properties of friction stir welded joints of AZ91D magnesium alloy. They reported that a fine grained microstructure was generated in the SZ after welding, and a fatigue life fairly close to that of the base metal (BM) was resulted. Chai et al. 17 investigated the high strain rate superplasticity of a fine grained AZ91 magnesium alloy prepared by submerged friction stir processing (FSP). They reported that, due to the enhanced cooling rate compared with normal FSP, submerged FSP results in remarkable grain refinement and considerably enhanced superplastic ductility with reduced flow stress and higher optimum strain rate. Submerged FSW, in which the entire process is performed under water, is recently used as a further variation of normal FSW. Because of its higher heat capacity comparing to air, water not only dictates a greater cooling rate on the welding zone but also causes the peak temperature of the process to drop by a considerable amount.18, 19 Some researchers have demonstrated that SFSW has great capability of producing ultrafine grained aluminium alloys. 20 Darras et al. 21 conducted experimental investigations on submerged FSP of AZ31 magnesium alloy. The effects of different submerging conditions on thermal histories, resulting microstructure and mechanical properties were discussed. In spite of many works carried out in the field of FSW/processing, so far, no research has been carried out to reveal the effects of water environment on the microstructure and mechanical properties of the friction stir welded AZ91 magnesium alloy.
In this study, welding process of AZ91 magnesium alloy specimens has been conducted at different rotational velocities, and the rotational speed that resulted in fine weld was chosen to handle the welding under water. Samples were subjected to normal as well as SFSW, and microstructure and mechanical properties such as microhardness and tensile properties were investigated.
Experimental
AZ91C magnesium alloy samples with a thickness of 8 mm, a length of 150 mm and a width of 50 mm were studied. The chemical composition of the used sample is Mg–8.2Al–0.68Zn–0.03Mn–0.015Si–0.0429Fe–0.0017Cu–0.003Ni–0.01Cr (wt-%).
During FSW, the workpieces were fixed with a well designed fixture. Friction stir welding was conducted using a vertical milling machine. The experimental set-up (the used milling machine and the fixture) is shown in Fig. 1.
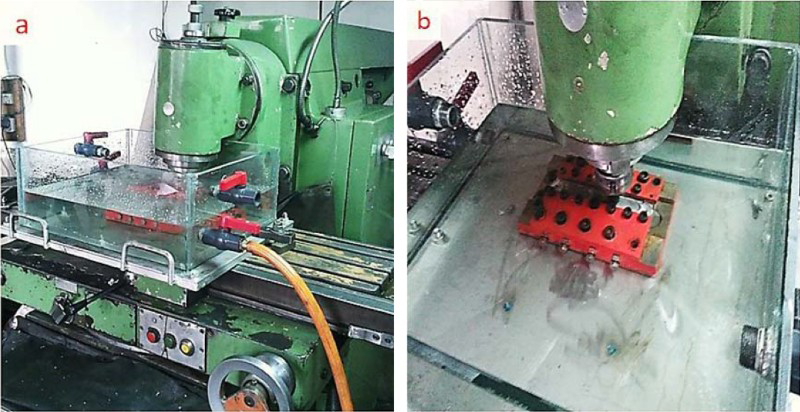
Friction stir welding machine equipped with fixture
The tool used in this study was made of AISI H13 hot working steel and had a square pin profile. The geometric dimensions of FSW tool are shown in Fig. 2.
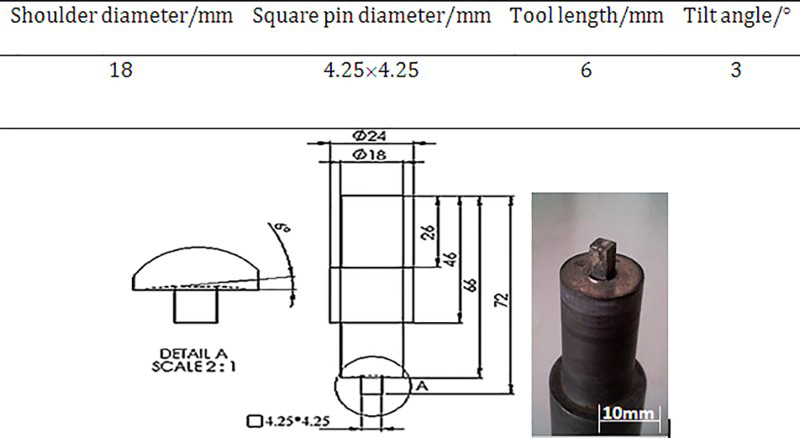
Geometric dimensions of tool
Rotational velocity of 800, 1250 and 1600 rev min− 1, and translational speed of 40 mm min− 1 have been used in this study, which were kept constant during the welding process. To gauge the temperature at the bottom of the plates during welding, a K type thermocouple was placed and well constrained exactly under the welding line of the two parts to be welded (under the interface of the two parts which determined the welding line). Figure 3 shows the place where the thermocouple was placed during the process.
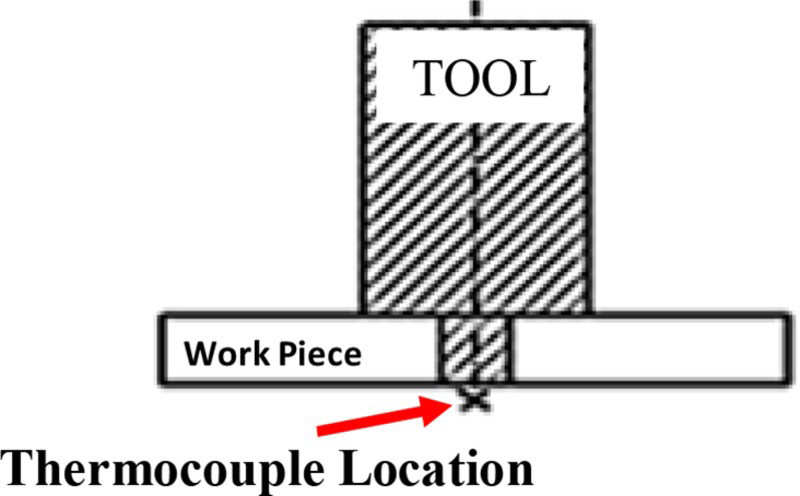
Schematic illustration of location of thermocouple
All microstructural investigations were carried out in the middle of friction stir welded samples at a distance of 1 mm from the top surface. To reveal the weld metal microstructure, samples were polished using Al2O3 ethanol suspension and etched with a solution the composition of which was 60 vol.-% ethylene glycol, 19 vol.-% acetic acid, 1 vol.-%HNO3 and 20 vol.-%H2O. The samples were submerged in the mentioned solution for45 s. Microstructural features of joints were characterised using an optical microscope(OM) and scanning electron microscopy (SEM). Microhardness of the samples were measured at the points with distance of 1 mm from the top surface and the same distance from each other using a Vickers microhardness testing machine applying a load of = 100 g for 10 s. Tensile test was performed at the ambient temperature with a universal tensile test machine at the test speed of 1 mm min− 1. The tensile test samples were cut out from the welded area in the longitudinal direction (Fig. 4). The samples' dimensions were determined according to ASTM EM08 standard.
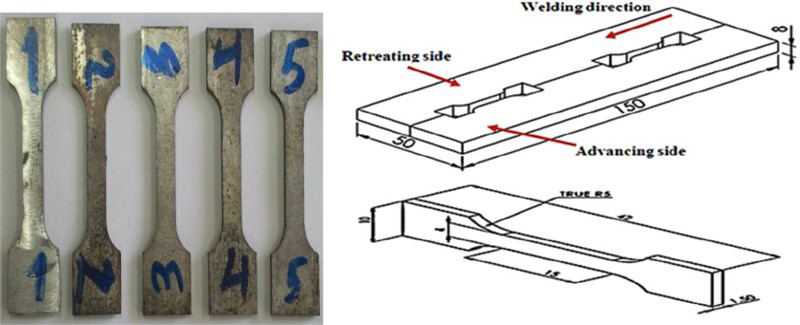
Schematic illustration of tensile specimens and dimensions of tensile test specimen
Results and discussion
The rotational speed of the tool to perform the defect free welding, in both water and air environments, was 1250 rev min− 1, which was achieved through trial and error. In a rotational speed of 800 rev min− 1, void defects occurred in the nugget zone, and in a higher rotational speed (1600 rev min− 1), due to excessive frictional heat, material adhesion to the tool pin and worm hole defect occurred. Figure 5 shows the defects generated in samples because of too low and too high rotational speeds.
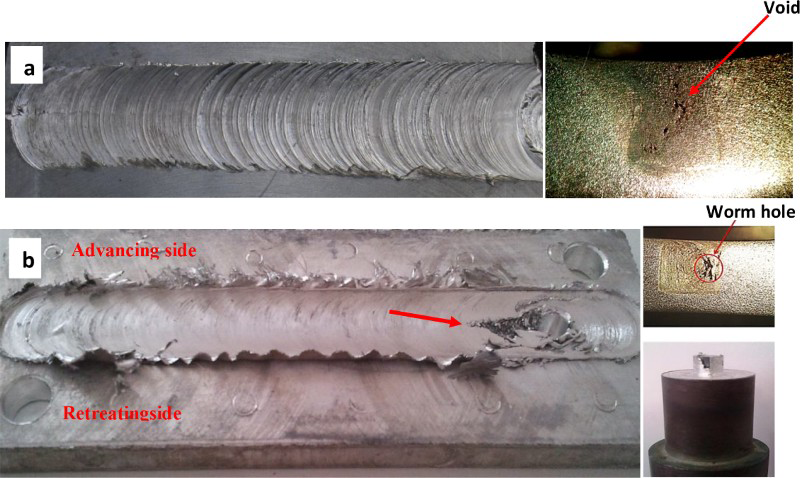
Friction stir welding samples with a 800 rev min− 1 and b 1600 rev min− 1 with translational speeds of 40 mm min− 1
Fig. 6 shows the microstructure of the friction stir welded sample. In the cross-section of both in-air and underwater welded samples, four distinct zones can be distinguished: SZ, thermomechanically affected zone, heat affected zone and microstructure related to the BM. As the picture shows, where the SZ possesses equiaxed grain structure, thermomechanically affected zone is recognised by elongated grains distributed along the flow line. In addition, the heat affected zone has slightly coarser equiaxed grain structure. The mentioned zones were also seen in an older literature.22, 23
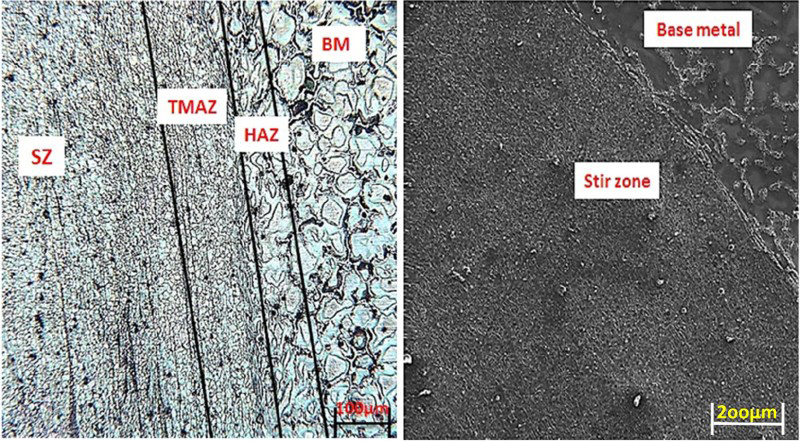
Microstructure of sample welded by SFSW showing SZ, thermomechanically affected zone and heat affected zone (rotation rate of 1250 rev min− 1 and traverse speed of 40 mm min− 1
The AZ91C alloy (contains ∼9 wt-%Al and 1 wt-%Zn, with addition of ∼0.4 wt-%Mn) is the most widely used magnesium alloy exhibiting a good combination of high strength at room temperature, good castability and excellent corrosion resistance. The microstructure of Mg–Al alloys is generally characterised by a solid solution of aluminium in magnesium (an α phase with a hexagonal closely packed structure) and the γ phase. The γ phase (also called β phase) is an intermetallic compound with a stoichiometric composition of Mg17Al12 (at 43.95 wt-%Al) and an α-Mn type cubic unit cell. Young's modulus of γ phase is ∼80 GPa, whereas for magnesium, it is only 45 GPa. In comparison with binary Mg–Al, new phases do not appear in commercial ternary alloys with zinc (like AZ91) when the Al/Zn ratio is larger than 3:1. In this case, the zinc substitutes aluminium in the γ-Mg17Al12 phase, creating a ternary intermetallic compound Mg17Al11.5Zn0.5 or Mg17(Al,Zn)12 type.
24
Fig. 7 shows the microstructures of the BM and SZ of samples fabricated by SFSW and normal FSW. The grain size of parent alloy varies from 40 to 140 μm. The microstructure of friction stir welded samples reveals smaller coaxial grains of ∼14 μm in size for normal FSW and 8 μm for SFSW. Because of the nature of the FSW technique that relies on the severe plastic deformation in high temperatures (comparing to room temperature), dynamic recrystallisation, and also as a result of this, grain refinement occur during FSW.
25
From Fig. 8, it can be seen that sample welded by SFSW has a finer grain structure relative to the sample welded by normal FSW. Using the Zener–Hollomon parameter z
26
shown by equation (1), the reason why grain size is even more refined in SFSW is explained27, 28

 (s− 1) is the strain rate, Q is the activation energy, which is 135 kJ mol− 1 for Mg lattice diffusion,
29
and R is the gas constant and T (K) is the temperature of the process measured using the thermocouple.
(s− 1) is the strain rate, Q is the activation energy, which is 135 kJ mol− 1 for Mg lattice diffusion,
29
and R is the gas constant and T (K) is the temperature of the process measured using the thermocouple.
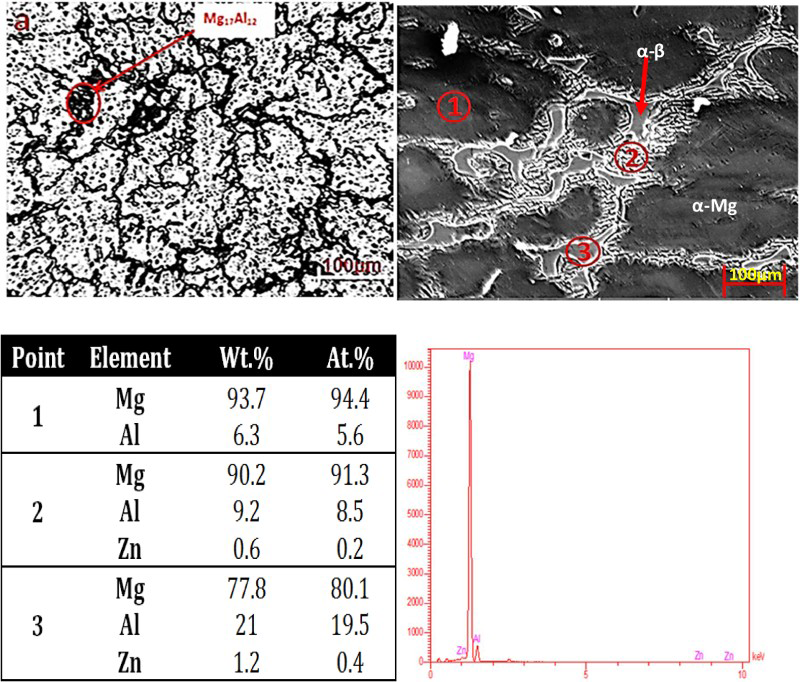
an optical microscopy and SEM image of AZ91C alloy, cast into sand mould and EDX analysis from points marked in SEM image
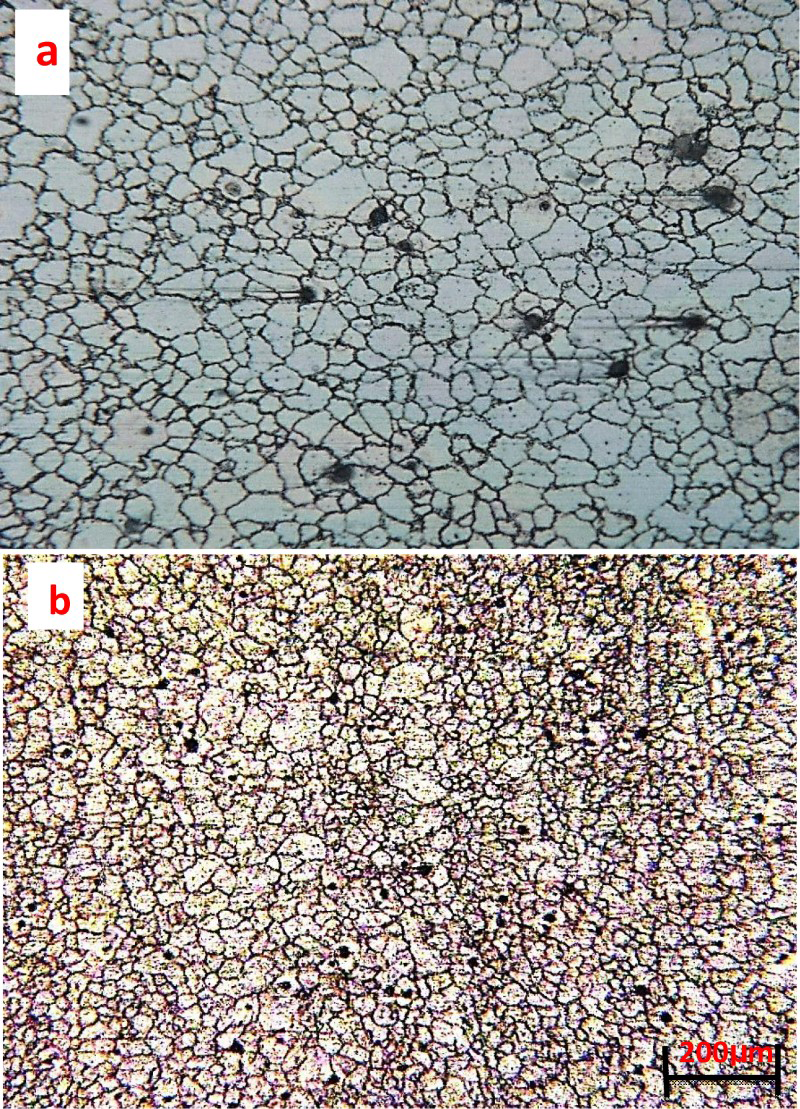
Microstructure and related grain size of a SZ of sample welded by normal FSW and b SZ of sample welded by SFSW
 can be calculated using the following equation27, 28
can be calculated using the following equation27, 28

 ). With the fact in mind that Q and R are fixed parameters, for a fixed rotational speed, the only varying parameter in Z parameter is the temperature T. In this study, the rotational speed ω was kept constant for two identical samples but welded in different environments, so strain rate remains the same during the welding in both environments (water and air). Doing the welding under water causes the T to decrease, and this causes the Z to decrease. From the following equation,
30
it is clear that Z and D0 are in inverse relation
). With the fact in mind that Q and R are fixed parameters, for a fixed rotational speed, the only varying parameter in Z parameter is the temperature T. In this study, the rotational speed ω was kept constant for two identical samples but welded in different environments, so strain rate remains the same during the welding in both environments (water and air). Doing the welding under water causes the T to decrease, and this causes the Z to decrease. From the following equation,
30
it is clear that Z and D0 are in inverse relation
In this equation, σy is the yield stress, σ0 is the friction stress when the dislocations move on the slip plane, ky is the stress concentration factor and d is the average grain size.
Fig. 9 represents temperature distribution diagram of welding specimens at various rotational velocities under different welding environments. Referring to this figure, welding specimen submerged in water at rotational velocity of 1250 rev min− 1 experiences the lowest input heat during welding process, and therefore, it is expected to see the finest grain size in this specimen comparing with others welded in air at different rotational velocities.
Comparison of temperature recorded between in air FSW and submerged FSW
The temperature of the sample welded in air reached a peak temperature of 350°C and stayed above 100°C for more than 60 s, and the recorded temperature for the sample welded underwater reached only 155°C and stayed in the temperature range more than 50°C for almost 40 s.
The stress–strain curves of SFSW and in-air FSW are presented in Fig. 10. For in-air welded sample, fracture occurred at 245 MPa, which is 117% of ultimate tensile strength of the BM that is 210 MPa. Furthermore, with the fracture stress of 410 MPa, it is clear that the sample welded in water environment possesses roughly twice as much tensile strength as the parent material does. In Table 1, yield strength, ultimate tensile strength as well as Vickers hardness of the BM and SZ of welded samples have been illustrated. From this table, it is clear that, while hardness is the highest for the sample welded using 1600 rev min− 1 as rotational speed of the tool, highest tensile strength belongs to underwater friction stir welded sample. In the case of 1600 rev min− 1, the grain size is the smallest, and therefore, microhardness value is the highest, but because, in this rotational speed, a defect was created in the nugget zone, tensile strength could not be the highest.
Mechanical properties of stir zone (engineering stress–strain curves of SFSW and in-air FSW)
Yield strength (YS), ultimate tensile strength (UTS) and Vickers hardness (HV) of BM and SZ of samples welded in different environments

As can be seen, welded samples have better mechanical properties than BM. Besides, the submerged friction stir welded sample possesses higher mechanical properties compared to the one welded in air environment. As a result of limiting the heat input, and also decreasing the amount of time, the alloy stays above a certain temperature, grain growth is impeded and this renders the welded alloy (AZ91C) stronger. The reason why refined structure has better tensile property, according to the Hall–Petch equation, is the difficulty for the dislocation to move inside the lattice structure of the alloy. The obtained results are in agreement with the other literature. 31
Inferred from tensile test results, it is known that, except for the ductility of the in-air welded sample, FSW in both environments has had a positive impact on the mechanical properties of the welded alloy. To confirm this, Vickers hardness profiles along the centreline across the SZ of joints under different welding environments are shown in Fig. 11. The SZ of both welded samples show higher hardness relative to BM. The BM, because of its annealed state, has low hardness of 77–83 HV. The hardness values for samples welded in underwater condition are higher than those welded in air condition. The maximum hardness of 103 HV was reached in underwater condition, which is ∼112% of in-air cooling condition. The submerged friction stir welded sample achieved higher microhardness values than the sample welded in air, which is also, according to the data recorded by the thermocouple, due to the lower heat input in the SFSW than in-air FSW. Although the welded specimen at a rotational speed of 1600 rev min− 1 represents higher hardness in comparison with the one welded at a tool rotational speed of 1250 rev min− 1, because of a defect seen in the former, the latter takes the first place in tensile strength evaluation.
Vickers hardness profile of FSW samples along centreline across SZ of joints with translational speeds of 40 mm min− 1
Conclusions
In this study, the effects of two welding environments (air and water) on microstructure and mechanical properties of friction stir welded AZ91C joints were investigated. Based on the obtained results, the following conclusions can be drawn.
Rotational velocity of 1250 rev min− 1 and linear speed of 40 min min− 1 are the parameters that produce faultless welds concerning AZ91C magnesium alloy. Sample welded via SFSW technique shows finer recrystallised grains of ∼8 μm, while that welded using normal FSW had larger grain size of ∼14 μm. The SFSW reduces the heat input during the welding and results in finer microstructure compared to the in-air FSW. Hardness of joints improved in both air and underwater conditions, while the submerged friction stir welded joints have the highest hardness. In comparison with BM, the tensile strength and elongation of joints increased in underwater condition, but there is a slight decrease in air condition.