
Abstract
Vibration assisted welding (VAW) has emerged as a successful replacement for heat treatments and post-weld vibration treatments of arc welds to reduce residual stresses and distortions and thus to improve its mechanical properties. This review paper tries to create a knowledge platform for such a next generation research by consolidating the findings, merits, demerits and shortfalls identified hitherto in the field of VAW. This paper presents a review on the various techniques and processes of applying vibration to the welding system and their effects on microstructure, mechanical properties and residual stress of welds, and the directions for future research are presented. Vibration of workpiece during welding, oscillation of weld pool, oscillation of molten droplet, oscillation of welding arc and vibration of welding electrode were identified from the literature as the possible ways of imparting vibration. The advancement in the direction of computational work is also observed.
Introduction
Different forms of vibrations such as mechanical vibrations and electromagnetic vibrations imparted to the manufacturing system elements supply extra energy, the proper handling of which leads to improved process performance. For the different types of manufacturing processes, there are broadly two ways in which the vibration is applied, namely, tool vibration1–9 and vibration of workpiece.10–16 Some of the specific instances for the first category are vibration of dielectric fluid, 1 vibration of tool electrode, 2 vibration of blank holder in deep drawing process, 3 vibrating wire drawing die, 4 vibrating extrusion die 5 and vibrating die in upsetting. 6 For the second category, there are vibration of flowing melt during extrusion, 10 melt vibration 17 and vibrating workpieces during welding.15, 16 External vibrations in the foregoing processes lead to less cutting7, 9 or drawing forces 4 and better surface quality. 8 In casting, the shrinkage defects, blow holes and porosity17, 18 can be controlled, and the microstructure, 11 strength of composites 12 and homogeneity 13 can be improved with the use of vibrations.
In arc welding, vibration can be applied either during or after the process. When applied after welding, it is generally termed as vibration stress relief, which is a stress relieving method in which controlled vibrations are being applied on welded pieces after welding. Continuing the search for higher productivity, researchers are now putting their effort to develop the process of arc welding during vibration, i.e. vibration assisted welding (VAW), which can cut most of the expenses related to post-weld vibrations or heat treatments. Production lead time can be considerably reduced due to the parallel processing of vibration and welding. Moreover, VAW leads to improved microstructure
14
and better mechanical properties.
15
The different ways in which the vibration is being applied are listed below:
cwelding weld pool oscillation molten droplet oscillation oscillation of welding arc vibration of electrode.
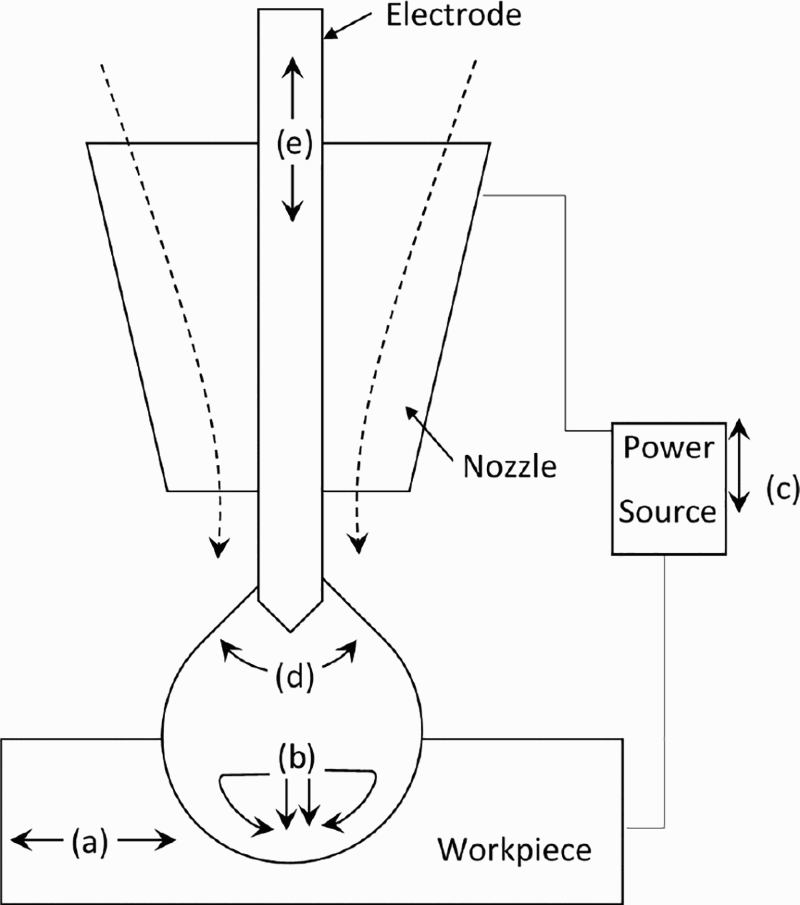
Different modes of vibration are associated with any one of the constituents of welding system that includes workpiece, electrode, welding arc, weld pool and power source. The first four constituents can be physically agitated, whereas the power source can provide vibration to the molten droplet by supplying pulsed current as shown in Fig. 1. All the above mentioned types of vibrations can be classified into two groups: vibration of workpiece in a welding system and vibration of various elements other than the workpiece in a welding system. The first group consists of vibration of workpiece and vibration of weld pool. Vibration of workpiece and oscillation of weld pool are closely related to each other, because the former leads to the latter. However, direct agitation of weld pool is also possible through pulsating gas shielding described later.
A number of investigations have been conducted with different wel ding processes during which foregoing vibration methods were applied, as summarised in Table 1. Each process of arc welding has its own set of parameters, and the presence of these parameters propose unique ways of applying vibration to various elements in the welding system. In other words, the same type of vibration, when it is applied to different welding processes, needs to be studied separately as the influential process parameters, their ranges and the process outcomes are different. Thus, in subsequent sections, vibration outcomes under each mode due to different welding process are discussed.
Summary of different vibration methods and associated welding processes*
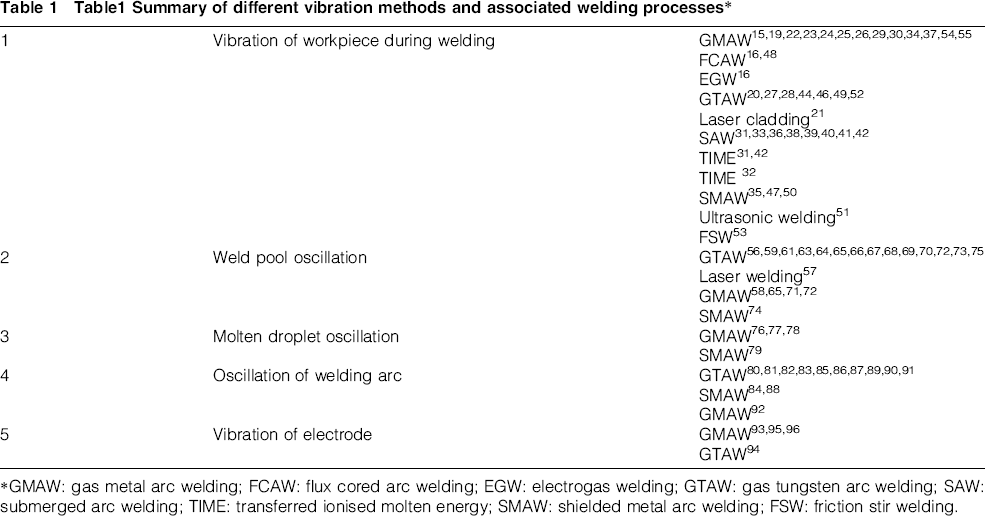
GMAW: gas metal arc welding; FCAW: flux cored arc welding; EGW: electrogas welding; GTAW: gas tungsten arc welding; SAW: submerged arc welding; TIME: transferred ionised molten energy; SMAW: shielded metal arc welding; FSW: friction stir welding.
With the evolution of the microstructure of welds being an important factor in stress reduction and distortion, VAW may prove more beneficial compared to vibration stress relief as post-weld vibrations have no role in shaping the microstructure of welds. Vibration assisted welding actively influences the process of solidification of weld metal, which determines its mechanical properties. With the improvement in mechanical properties and reduction in production lead time, residual stress and distortion, associated with VAW, being unambiguously established, the need of the hour is to extend its scope to hotter areas like possible savings in heat input and effects on element transfer. Selection of suitable vibration parameters for VAW provides ample scope for engineers to produce the welds of their choice and demand. Design of a competent VAW system necessitates deep knowledge and expertise not only in welding engineering but also in the areas of vibration engineering, metallurgy and design engineering. The interdisciplinary nature of VAW demonstrates the seemingly available immense potential for its growth. The beginning of such a leap needs a platform, consolidated with the summary of findings, merits, demerits and shortfalls identified hitherto in the field of VAW, which is exactly the purpose of this review paper. The techniques and processes of imparting externally controlled vibrations to the different elements of the welding system along with their effects on microstructure, mechanical properties and residual stresses related to welded joints are reviewed extensively. Some of the analytical and mathematical models relevant to the context are also discussed. The following sections present the state-of-the-art survey on the foregoing techniques followed by a discussion on the future direction in the area of VAW.
Vibration of workpiece during welding
There are different modes in which vibration is applied to workpiece such as longitudinal, transverse, vertical and random vibrations. In their oldest available paper, Tewari and Shanker 19 reported the effect of longitudinal vibration on mechanical properties such as yield strength, ultimate tensile strength and hardness. Schematic diagram for experimental set-up is shown in Fig. 2. Workpieces were clamped on a table vibrating longitudinally with the help of an electrodynamic vibrator and welded using manual metal arc welding. Rutile coated mild steel electrodes were used, and the welding current, voltage, energy input, arc length and travel speed of electrode were kept constant. The vibrating conditions, i.e. frequency and amplitude, were in the range of 0–400 Hz and 0–40 μm respectively. In general, low frequency and low amplitude vibrations are given to workpieces during welding by considering the mass of the system to be vibrated. However, the use of ultrasonic vibrations of frequency of 20 kHz and amplitude of 10–15 μm in vibration assisted gas tungsten arc welding (GTAW) was also reported. 20 The maximum output power of vibration was 1.4 kW. The filler metal ER70S-G was melted into water cooled copper mould, which was vibrated ultrasonically with the help of a horn. In addition to the manual metal arc welding and GTAW, other welding and allied processes like gas metal arc welding (GMAW), submerged arc welding (SAW), flux cored arc welding (FCAW) and electrogas welding (EGW) 16 and Nd:YAG pulsed laser ceramic–metal composite cladding 21 were also reported as working with vibrating workpieces. The vibration of workpiece leads to various qualitative changes in the welds. The majority of those are given as follows.
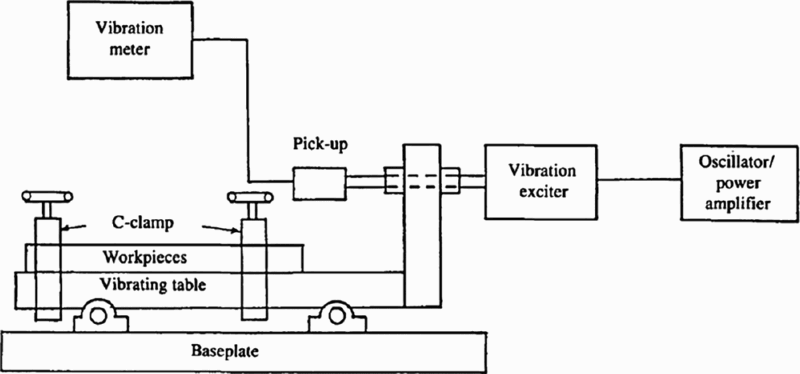
Schematic diagram for experimental set-up 19
Effect on mechanical properties
Tewari and Shanker 19 reported that significant enhancement of mechanical properties was observed within the range of 80–400 Hz for frequency and 5–30 μm for amplitude. In another investigation, breaking strength, ultimate tensile strength (UTS) and yield strength of specimen made under longitudinal vibratory conditions registered an improvement of 39, 26 and 2% respectively. 22 However, the effect of specimen thickness on tensile properties was insignificant. The reason for the improvement in mechanical properties is grain refinement due to vibration. The grain refinement also leads to reduction in elongation by 5.5%. Under the identical conditions of vibration, the hardness improved both at the centre and at the extreme ends of weldments, and this increase was, by and large, uniform in contrast to what was observed in stationary welding. 23 Vibration during welding produces finer grains and uniform distribution of grains that results in improvement in hardness. The energy absorbed by the welds during Izod test is found to be higher for those prepared under vibratory conditions compared to those made normally. 24 Ultimate tensile strength, yield strength and breaking strength of weld made under conditions of transverse oscillations were higher, and the improvement was apparent within the ranges of 80–400 Hz for frequency and 5–30 μm for amplitude. The ductility was diminished, and finer grains were formed. 15
Longitudinal vibration of the base metal during arc welding of galvanised carbon steel sheets was reported to be helpful in reducing the number of blow holes formed by vaporised zinc gas bubbles. 25 In the vibratory set-up, the base metal was fixed to a jig, which oscillated to and fro through a connecting rod due to rotation of an eccentric cam. The movement of welding torch was independent of vibration. Back and forth, flow of hot metal within the weld pool due to vibrations resulted in less number of blow holes. Further investigation suggested that the longitudinal vibration of weld pool could also be realised by pulsed current wave form groups such as of high peak/short time and low peak/long time. It was observed that there existed an optimum frequency of 30 Hz for the above two cases at which the number of blow holes was the minimum. The removal of supersaturation blow holes developed due to nitrogen was also assisted by the vibration.
Vibration during the process helped to reduce the shrinkage cavity defect for smaller depth of penetration in high power Nd:YAG pulsed laser ceramic–metal composite cladding on aluminium alloy A6061. 21 Vibration waves of different forms like rectangular, sinusoidal and burst were generated at frequencies 50, 100, 200, 500, 1000, 1500 and 2000 Hz. Acceleration sensing device monitored the frequency and amplitude of vibration helping to control the amplitude of specimen vibration more accurately. The sine wave modulation turned out to be more significant in improving the shrinkage cavity.
When the specimens were vibrated in rigid body motion mode during welding, the process was ineffective in reducing both the longitudinal and transverse residual stresses. 26 Single pass bead weld was performed on flat bar using metal inert gas (MIG) welding set up at frequencies of 50 and 500 Hz. During semiautomated GTAW of nickel alloy 690 to form single V butt joint,27, 28 the workpieces were vibrated by a rotating cam through a vibrating table, and the experiments were conducted at three chosen frequencies of 0 and 48 Hz (subresonant vibration) and 58 Hz (resonant vibration). The hardness of weldments made with vibration was found to be less than that without vibration. Vibration affected the process of solidification breaking up the dendrites without allowing them to grow larger and thus produced finer grains. Diminished residual stress, lower tensile strength and elongation and less hardness were also reported. Finer microstructures and lower residual stresses were observed with the vibration assisted semiautomated multipass GTAW of Inconel alloy 690. 14 Subresonant frequencies and resonant frequency were chosen for the experiment in addition to a welding condition of without vibration. Subresonant vibration resulted in more randomised grain orientation, and reduction in residual stresses was higher compared to those developed with resonant vibration and without vibration. Tensile strength, ductility and hardness of weld metal were found diminished because of the externally applied mechanical vibration during welding.
When vibration was applied to cold rolled mild steel specimens during MIG welding, it resulted in grain refinement, reduction in residual stress and increase in hardness. 29 The frequency of vibration was maintained at 25 Hz during vibratory welding. Heat input, welding speed and time of vibration were also kept constant, and amplitude was varied. During post-weld vibratory treatment, the applied stress was kept constant, and time of vibration was kept varying. Residual stress was diminished in both the cases. Post-weld vibratory treatment was reported as not having any significant impact on the microstructure of welded zone. The high amplitude vibrations produced a joint of higher hardness and more refined grains.
Flexural vibration as applied to specimens made of 0.18 wt-%C steel during the single pass MIG bead on plate welding led to fall in both transverse and longitudinal residual stresses. 30 The flexural vibrations at a non-resonant frequency of 25 Hz were applied to the specimen. The effect of amplitude of vibration on the development of residual stresses was studied keeping frequency constant, and the residual stress was found as a function of amplitude and thus that of applied stress. Level of amplitude of vibration was kept constant to study the effect of time of vibration, and it was proved to be insignificant. Application of a frequency as high as 341.5 Hz did not result in a reduction in residual stress, as expected due to increase in energy input. Optimum amplitude of vibration was observed at which the decline in both transverse and longitudinal residual stresses was the maximum.
The effect of vibration of specimen during welding on hardness and toughness of weld metal was studied in the case of two welding processes, namely, SAW and transferred ionised molten energy (TIME). 31 Transferred ionised molten energy is a high performance process variant of MIG/metal active gas welding. The TIME process is the most economical one for very long weld seams with large cross-section and high metal deposition rate. This process has greater ‘stick-out’, faster wire speed and modified shielding gases. Niomol490K was the base material used to make K butt joint, and the frequency of vibration was a subresonant one. The hardness distributions for the two processes were different owing to different welding parameters and filler materials. Average value of hardness for vibration assisted SAW was less than that without vibration. Both the impact toughness and fracture toughness in multipass welding got enhanced with vibration, and the latter was increased up to 80%. There was not any substantial change in microstructure for multipass weld made with vibration. It was found that, in comparison with TIME, the change in microstructure was more evident in SAW. Figure 3 shows the difference between structures of normal and vibrated weldments in SAW. The former is more dendritic and oriented than the latter.
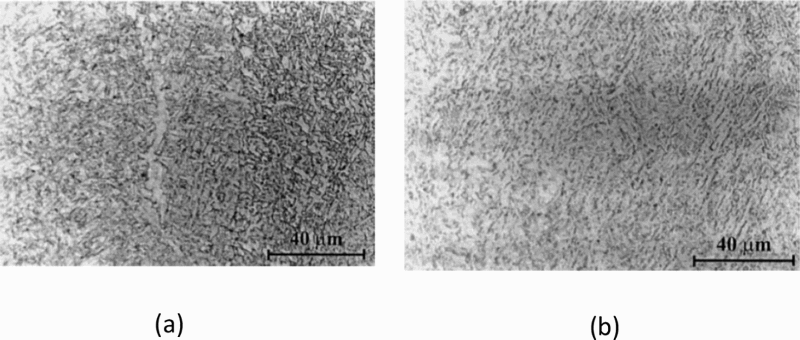
Microstructure of weld by SAW a without vibration and b with vibration 31
Vibration assisted welding has been proved to be beneficial for electroslag welding also. 32 The weld was made under two different types of vibratory conditions, namely, 0.3 and 0.6 g acceleration. Residual stresses were diminished largely with the maximum stress being less than half of the yield strength. Vibration assisted welding helped to produce finer grains, and grain size in the case of 0.6 g acceleration was smaller than that of the other. Again, continuing the vibration even after welding resulted in further relieving of residual stress. When the specimens made of Niomol490K were welded using SAW method under the condition of specimen vibrating, the toughness was found improved. 33 In addition to single pass welding, the effect of multipass welding was also simulated, and toughness increased in all the cases. Even though the difference between toughness values of vibrated and normal welds was small in the case of single pass welding, it was apparent in multipass welding. It was concluded that such microstructures favourable to high toughness might have been formed during the process of vibration that further heating could not affect them much. 33 The vibration during welding also promoted ductile fracture of welds.
Reduction in residual stress was also observed when random vibration was applied to the workpieces during welding using an automatic acid carbon gas shielded welding machine. 34 Random vibration comprised of wide range of frequencies and white noise, and filtered white noise were chosen as representatives for the process. Thin plates of rolled steel were butt welded along X shaped groove, and tensile residual stresses were found to be diminished by 22 and 14% on first and second welded sides respectively. Figure 4 shows the distribution of residual stress both along the longitudinal direction and over the bead.
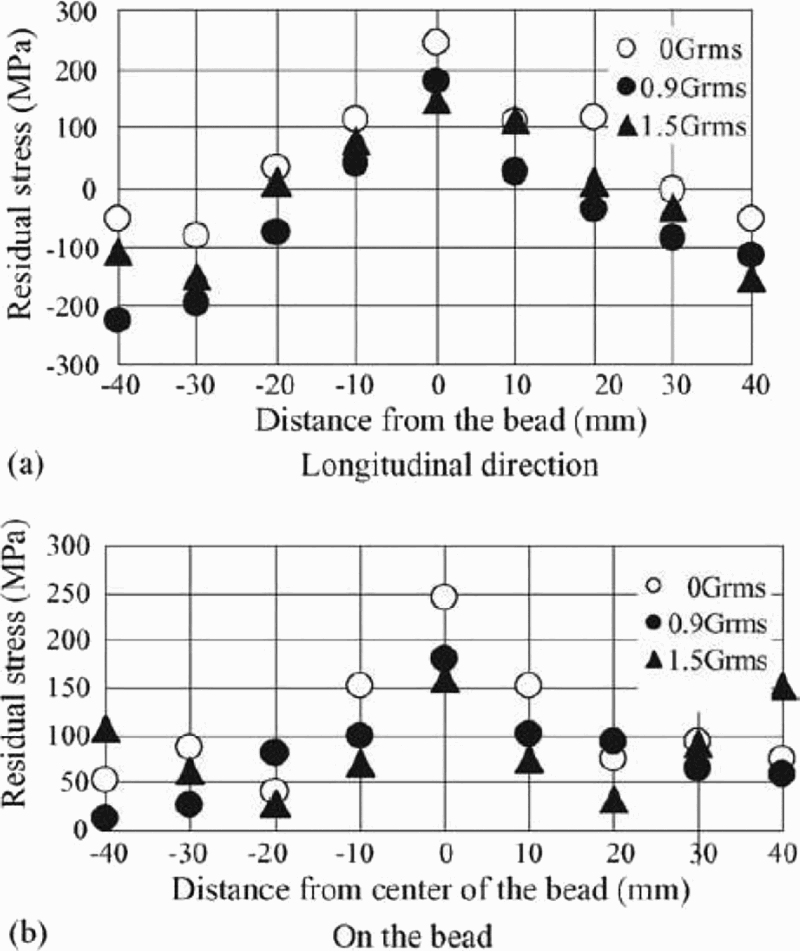
Residual stress distribution (a longitudinal direction; b on bead 34
The ultrasonic vibrations applied to the workpieces during the bead on plate shielded metal arc welding (SMAW) of AL-6XN superaustenitic stainless steel could completely eliminate the formation of unmixed zone. 35 Unmixed zone is a boundary layer beside the fusion boundary and consists of base metal that melts and solidifies during welding without undergoing mechanical mixing with filler metal. 35 Ultrasonic vibrations at frequency of 20 kHz were applied on the specimen in a direction perpendicular to it using ultrasonic generator and ultrasonic radiator. The proposed process was claimed to be capable of increasing the corrosion resistance of the weldment. Charpy toughness and microstructure of weld metal in vibration assisted SAW were further studied, and it was found that vibration during multipass welding helped to improve the weld metal toughness, while vibration during single pass welding did not have any significant effect on toughness. 36 The single pass welds were made on high strength low alloy steel with vibration and without vibration, and there was difference in microstructure of the two.
The effect of imparting ultrasonic vibrations of different frequencies to the two thin plates made of rolled steel during butt welding by acid carbon gas sealed arc welding machine was studied by some researchers. 37 In the first part of their experiment, ultrasonic vibration at frequency of 60 kHz was applied on one plate, and tensile residual stress at the centre of bead got reduced. In the second part, ultrasonic vibrations at frequencies of 60 and 27.5 kHz were applied to the two thin plates leading to higher rate of reduction in residual stress. Further, with the help of a two-dimensional spring mass model, the reduction in tensile residual stress in and around the bead was demonstrated. The concept behind the proposed model was that the low yield strength of material at the weld zone immediately after welding facilitated relieving of residual stresses through plastic deformation by absorbing energy from ultrasonic vibrations.
Introducing VAW into the multipass single wire SAW of full welded valves, both residual stresses and transverse contraction distortion were lessened largely, and finer grains were formed for weld metal. 38 A105 forged steel being the base material, the workpieces were vibrated during welding. The vibratory set-up comprised of a rotating eccentric wheel that produced oscillations, an acceleration sensor that measured vibratory accelerations, a controller to control the accelerations and a test platform supported by rubber pads. The maximum residual stress was brought down with VAW to a point lower than yield strength, making the distribution of residual stress more uniform and the welded joint safe. Experimental study of multipass girth butt welded pipes, made through the process of single wire SAW and assisted by VAW, showed that the process had profound effect on residual stresses and distortion. 39 The forged steel A105 was used as base material. The workpieces were vibrated during welding with the help of the rotation of an eccentric wheel and a platform supported by rubber pads. The VAW process succeeded in reducing the residual hoop stresses at the outer surface and its maximum value. Residual axial stresses at the outer surface were only slightly affected. With VAW, the residual stresses were found to be less than the yield stress. While the process reduced the radial distortion by 50%, it could not do much in the case of axial distortion. The VAW was applied to investigate its effect on the properties of valves welded through SAW, and there was no significant change in yield strength and tensile strength.40, 41 The workpiece material was forged steel, A105. Two cylinders of equal outer diameter and different inner diameters were butt welded in multipass SAW with a vibrating platform on which the workpieces were clamped. The bending property was found to be increased with vibration. Grain refinement, enhanced removal of gas and hence reduced porosity, significant reduction in welding deformation and residual stress and uniform welded joint were cited as other advantages of applying VAW. The Charpy impact toughness was increased by 21% for weld metal and decreased by 0.9% for heat affected zone (HAZ). The energy due to vibration helped to break up the growing dendrites, thus producing finer grains.
Effect of vibrating the specimen during FCAW and EGW of AH-32 and DH-32 steels respectively on residual stress and microstructure was studied. 16 Flux cored arc welding was performed as multipass welding for which weld metal formed with vibration was found as having higher toughness, and its microstructure was finer and isotropic without any columnar structure. The stirring effect created by vibration on the weld pool made the rate of cooling larger preventing the formation of large dendrite structures. In single pass EGW, appreciable difference was there between microstructures of vibrated and normal welds. At the same time, multipass welding with vibration produced hardly any change in microstructure.
Vibration assisted welding was found to be adding to Charpy toughness of the weld metal in an experimental study 42 in which four single welded plates of base material Niomol490K were made with SAW process under four different conditions, namely, as welded, heat treated to 500°C after welding for 20 min, vibratory weld conditioned and combination of above two with vibration during heating, and the weldments were subjected to impact testing. The vibration enhanced the impact energy of single welded plates, tempered single pass welds exhibited less toughness and multipass welds acquired higher toughness.
Vibration assisted welding was proposed as a process capable of replacing post-weld heat treatment in reducing the welding residual stresses in fully welded body ball valve. 43 Workpieces made of forged steel A105 were vibrated during welding, and residual stresses were measured using blind hole drilling method. Vibration during welding could reduce the residual hoop stress at the outer surface, and residual axial stress hardly changed at the outer surface. It was observed from experiments that the residual stresses were lower than yield stress, thereby ensuring the safety of welded valve. The crack tip opening displacement values for HAZ and weld metal with vibration during welding were found more than that without vibration. These crack tip opening displacement values were larger than the critical value by which it was confirmed that there was no need of further post-weld heat treatment.
During GTAW of aluminium alloy AA7075, it was found that the process led to reduction in hot cracking and finer grain size in comparison with those weldments produced without vibration. 44 Vibrations of frequency within the range of 100–2050 Hz were generated using a piezoelectric transducer and applied to the workpieces during welding. Houldcroft test was conducted to assess the resistance to hot cracking, and the hardness of the weld metal was found increasing with the frequency of vibration.
The mechanical properties of the weld such as ductility and tensile strength along with homogeneity were found to be enhanced with the help of VAW. 45 The process of manual arc welding was performed on hot rolled mild steel plates with the assistance of harmonic vibration at frequencies of 3, 5, 10 and 100 Hz during the welding, and the subsequent bending and tensile tests disclosed that both the ductility and tensile strength were increased. While the pieces made through VAW developed no cracks, those made without vibration did it. It was claimed that the vibration energy provided helped to have better homogeneity in welded zone.
High frequency electromagnetic vibrations imparted to the workpieces during GTAW of two dissimilar materials 25Cr–35Ni heat resistant steel (HP steel) and alloy 800 superalloy could successfully eliminate the unmixed zone. 46 Copper coil, located under the work table, produced the alternating magnetic field for the electromagnetic vibration. The experiment was conducted at four different potentials, namely, 0 (without vibration), 3, 12 and 24 V. The vibration resulted in stirring of weld pool causing complete mixing of filler material, alloy 82, with base materials and eliminated unmixed zone. The level of mixing was higher with higher value of potentials. Vibration affected the solidification behaviour of molten pool. Longitudinal vibration of 8 mm mild steel (MS) workpieces during welding led to improvement in yield strength, UTS and breaking strength but caused reduction in percentage of elongation. 47 The range of frequency was 0–400 Hz, and 0–40 μm was the range for amplitude. The tensile properties increased with increase in frequency, but they decreased generally with increase in amplitude.
The fatigue strength of weldment made of SM 490A steel of weldable grade was improved only slightly with mechanical vibrations of workpieces during FCAW. 48 The experimental set-up had a mechanical vibration apparatus consisting of rotary vibrator, programmable logic controller, sensor and analyser. The experiment was conducted at the resonant frequency of 60 Hz. The vibration resulted in grain refinement, and a different microstructure and mechanical properties of specimen such as tensile strength, impact strength and hardness were improved.
Microstructure improvement through grain refinement was reported in ultrasonic vibration assisted SMAW of 304 stainless steel plates of 12 mm thickness. 50 The experimental set-up included ultrasonic generator, waveguide and welding equipment. The direction of ultrasonic vibration was normal to that of the plane of specimen. The vibration changed the microstructure of weld metal from columnar dendritic to fine equiaxed dendritic microstructure.
Aluminium was joined to galvanised steel with aluminium at the top and steel at the bottom through ultrasonic vibration assisted GTAW. 49 Ultrasonic probe of 28 mm diameter rested vertically over the aluminium sheet at a distance of 30 mm from weld pool and vibrated axially at a frequency of 20 kHz. The weight of probe and vibration holder acted on workpiece downwards. Figure 5 shows the schematic diagram for the process. Grain refinement of weld metal and increase in microhardness for both HAZ and weld metal were reported as the result of this process. An increase of 27% in tensile strength could be achieved with the ultrasonic vibration assisted GTAW process. The acoustic cavitation happening in weld pool due to the ultrasonic vibrations was stated to be the reason for greater nucleation and dendrite fragmentation which results in grain refinement.
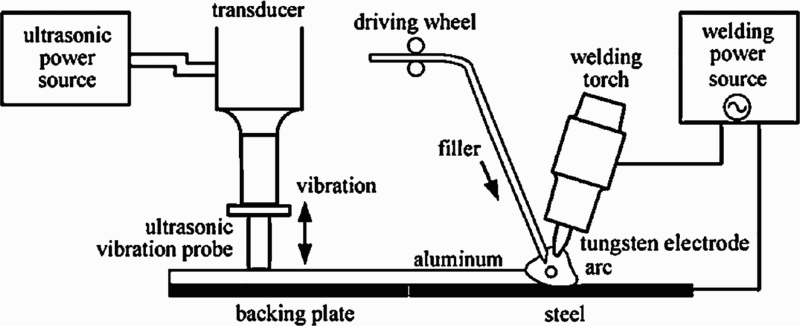
Schematic diagram for ultrasonic vibration assisted GTAW process 49
Heat generation and temperature distribution in ultrasonic welding with Cu and Al were studied by Chen and Zhang 51 using a three-dimensional finite element model. The model was composed of workpieces, sonotrode and backing anvil. Uniformly distributed force was applied normally on the Cu and Al plates through sonotrode, and the sonotrode vibrated laterally over the plates. Frequency of ultrasonic vibration, applied force and amplitude of sonotrode vibration were considered as the welding process parameters. It was observed that the heat generated due to plastic deformation was nearly a quarter of the total heat generated, which was the sum of heat generated due to plastic deformation and interface friction. Because of the huge amount of frictional heat generation, the maximum temperature was found to be located at the contact surface of specimens. Grain refinement in fusion zone was reported by Xu et al. 52 based on their experimental study on ultrasonic vibration assisted tungsten inert gas (TIG) welding for making Mg/Ti joints. The ultrasonic vibration system was of 1.6 kW maximum output power, 30 μm output amplitude and 20 kHz output frequency. The direction of vibration was normal to the workpiece. The average size of α-Mg grains was reduced to one-fourth. In comparison with joints made without ultrasonic vibration, the joint strength was increased by ∼18.1%.
The softening effect of ultrasonic vibration helped to achieve good weld formation and mechanical properties in friction stir welding 53 . The base metal used was of 3 mm thick commercial 2024Al-T4 rolled plates, and butt welding was performed with and without localised ultrasonic vibration. Schematic of the process is given in Fig. 6. The vibration tool head that was connected to an ultrasonic amplitude transformer transmitted vibration into material around the too pin at a distance of 20 mm ahead the tool. Ultrasonic vibration system worked with a frequency of 20 kHz, output power of 300 W and amplitude of 40 μm. It was reported that the butt welding speed could be increased with such vibrations. Microhardness of the weld nugget zone and tensile strength of joints were improved.
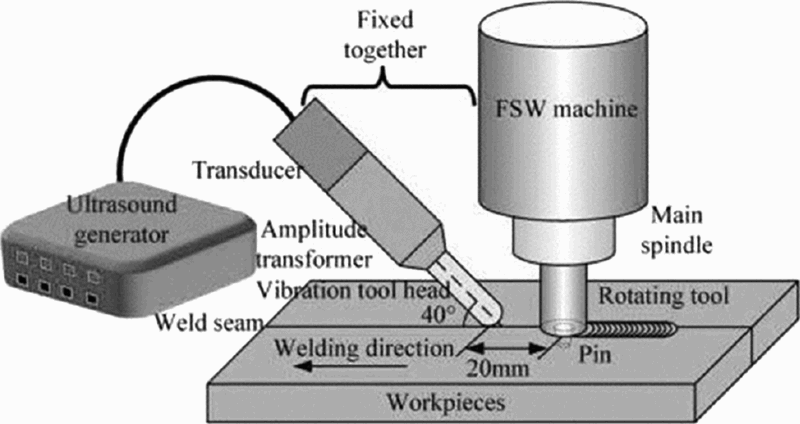
Schematic of ultrasonic vibration assisted friction stir welding 53
A comparative study between ultrasound and ultrasonic impact treatments (UITs) was conducted in multipass GMAW with 16 mm thick steel plates. 54 The ultrasonic transducer was applied to the weld toe with and without mechanical impacts as post-weld treatments. The vibration amplitude of transducer was 28 μm, and the operating frequency of transducer was 27 kHz. Residual stresses were measured along two orthogonal directions. It was found that the UIT was effective both in releasing and redistributing residual stresses. Application of only ultrasonic transducer at the weld toe was more effective than UIT in redistributing the residual stresses uniformly. The combination of ultrasound with mechanical impacts was reported to be an effective method to release residual stresses. Another post-weld treatment to reduce residual stresses and improve the surface mechanical properties was reported by Ye et al., 55 and this process is called electropulsing assisted ultrasonic impact treatment. The base material was 12 mm thick medium carbon steel plates, and metal active gas welding was performed at a speed of 3.8 mm s− 1. Ultrasonic impact treatment was applied at the weld surface, and simultaneously, electropulsing was applied at both ends of welded components. Electropulsing assisted ultrasonic impact treatment appeared to be better in eliminating welding residual stresses than conventional UIT. Electropulsing assisted ultrasonic impact treatment helped to improve microhardness and modify surface microstructure. Electroplasticity due to electropulse current was said to be reducing the deformation resistance and improving the ultrasonic strike efficiency.
Weld pool oscillation
Electromagnetic stirring of molten pool was found to be favouring the grain refinement in gas tungsten arc (GTA) welds of thin sheet made of aluminium alloys. 56 The electromagnetic stirring apparatus had a magnetic coil with a ferrous core at the centre. The coil was fixed under the specimen and in line with the axis of welding torch. The stirring effect was produced in molten pool as the result of interaction of alternating magnetic field with arc current. Existence of optimum frequency for alternating magnetic field was observed for grain refinement, and this frequency was proportional to the welding speed. Formation of porosities was reduced due to stirring, and an optimum condition of frequency and intensity of magnetic field existed for this. The stirring helped to eliminate formation of feathery crystal and homogenise the composition of weld metal. Stirring of molten metal during CO2 laser welding with dynamic polarised laser beam resulted in smooth top bead surface. 57 The workpiece was made of steel St37 with nickel foils placed between steel sheets as contrast material. The contrast material helped for appropriate visualisation of molten pool stirring. Stirring at 250 Hz led to the lowest top bead roughness. The characteristics of weld-like penetration can be controlled with the knowledge of natural frequency of vibration of weld pool, as the frequency is directly linked to the properties of the weld pool and its size and shape. The size and shape of weld pool are decided by the heat input, thickness of base metal and type of base metal. The oscillating force and shape of weld pool determine the modes of oscillation. The natural frequency of weld pool decreases with increase in size, and it can be detected with the help of resonance phenomenon due to the oscillation imparted to base plate. 58 The natural oscillation was successfully amplified using modulated pulse.
Two theoretical models, one a lumped parameter model and another a distributed parameter model, were proposed for natural frequency of oscillations of partially penetrated weld pools in the case of stationary GTAW.
59
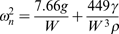
The models help to predict weld pool geometry from the knowledge of natural frequency of oscillations, which can be measured by monitoring arc voltage and current. The natural frequency of the weld pool from the lumped parameter model is

 is the resonant cyclic frequency of weld pool oscillations, each portion of weld pool acts as an inductance element whose length is D, g is the acceleration due to gravity, γ is the surface tension of liquid metal W = is the width of weld pool, b is the ratio of diameter of inner tank to total weld pool width (W1/W2) and ρ = is the liquid density.
is the resonant cyclic frequency of weld pool oscillations, each portion of weld pool acts as an inductance element whose length is D, g is the acceleration due to gravity, γ is the surface tension of liquid metal W = is the width of weld pool, b is the ratio of diameter of inner tank to total weld pool width (W1/W2) and ρ = is the liquid density.
As per the distributed parameter model, natural frequency of the infinite depth weld pool is
Natural frequency of the finite depth weld pool is

Modelling of weld pool oscillation during fully penetrated welding of thin plate was described by some researchers.
60
The theoretical analysis showed that the mode of oscillation of elliptical weld pool varies as per its shape defined by the ratio of major axis to minor axis. While the oscillation mode kept constant, the natural frequency increased with a decrease in size of weld pool. The natural frequency of primary mode in Hz is modelled as

Weld pool oscillation due to pulsation of current
Natural frequency of weld pool oscillation can also be found with the help of pulsation of current. Excitation of weld pool using current pulses synchronised with its natural frequency leads to resonance, and thus, the natural frequency may be determined. A phase locked loop system was used for implementing this synchronous weld pool pulsing technique.
61
The oscillation frequencies of weld pool were detected using an optical sensor, and a model that relates the frequency to geometries of weld pool was developed. The pool width or area was to be measured. The expected resonant frequency from models was compared with the actual resonant frequency to find the weld penetration. Controlling of penetration was made possible with the knowledge of relation between penetration and natural frequency of the weld pool. The weld pool dynamic model was developed as

The weld pool was found to possess the dynamic response of a fluid droplet rather than that of a membrane.
Pulsed GMAW has many advantages in terms of weld quality. The process uses a higher peak current to produce one molten droplet per pulse and maintain the arc stability with the help of lower background current. 62 The pulsation increases depth of penetration due to arc oscillation, refines grains in welded zone and causes variation in arc pressure and thus level of aspiration of air in the weld pool, which leads to change in porosity of weldment. 62 Desired quality of weld can be obtained by effectively controlling the pulse parameters.
It has been experimentally verified that the frequency spectrum of arc voltage could be used for detecting weld pool oscillations during the partially penetrated GTAW. 63 A narrow pulse with sampling beginning on the negative edge of the pulse was selected as the optimum waveform for weld pool excitation signal from several types of current waveforms like constant current, white noise, square wave and pulse waveforms. Arc voltage is proportional to arc length, and hence, the frequency of oscillations of the weld pool could be determined by monitoring the arc voltage. The experiments were conducted with stationary welds on steel plate using helium as shielding gas. Measurements were taken for arc length of up to 13 mm. The relation between weld pool size and its natural frequency of oscillation was observed as inverse, and this relationship is shown in the Fig. 7.
Resonant frequency versus weld pool diameter for various lengths 63
During pulsed GTAW, the oscillations of larger amplitudes could be imparted to the weld pool using extra current pulses superimposed on the welding pulse, and the frequency of oscillations was used to sense and control the weld penetration. 64 At the beginning of pulse and base times, extra pulses were applied. Continuous measurement of arc voltage along with use of fast Fourier transform provides the frequency distribution. Depending on the welding conditions, the three situations of optimal penetration, under penetration and over penetration could be occurred. One high and one low frequency peak in the frequency distribution lead to optimal penetration. One high frequency peak leads to underpenetration, and one low frequency peak leads to overpenetration. Thus, the sensing of penetration was made possible by monitoring the peaks in frequency distribution. The in-process control of weld penetration may be carried out by controlling the heat input.
If two different unit pulse conditions are selected for cyclic switchover, the switching frequency was proved to be having substantial effect on frequency of molten pool vibration. 65 The use of two different unit pulse conditions helped to realise low frequency pulsed MIG welding, which was otherwise not possible due to instability in arc behaviour. The base material used was Al–Mg alloy A5052 of 3 mm thickness. The stirring of weld pool due to vibration led to greater grain refinement. Uniform grain refinement was achieved when the switching frequency reached 30 Hz at which amplitude was the highest. The larger the difference between pulsed current values of two unit pulse conditions, the more the grain refinement. Improved grain refinement made the weld less susceptible to solidification crack. Figure 8 shows relation between switching frequency and frequency of molten pool vibration. Figure 9 shows the relation between switching frequency and amplitude of vibration.
Relation between switching frequency and frequency of molten pool vibration 65
Relation between switching frequency and amplitude of vibration 65
Dynamics of molten weld pool was analysed for stationary, partial penetration GTAW of 6.4 mm thick cold rolled MS clamped to a copper cooling block. 66 A linear constant current source provided the welding power. A short pulse above normal welding current was given to the arc to oscillate the pool. The pulse produced oscillations in the weld pool and thus caused change in arc length, which led to a proportional change in arc voltage, and from the measurement of arc voltage using an oscilloscope, the natural frequency of oscillations was determined. The oscillation frequency of arc voltage was the same as that of the weld pool. High speed films of arc and weld pool taken during the process of pulse welding could be used for ascertaining the pool oscillations and its frequency. It was found that the amplitude of voltage oscillation increased with current.
The natural frequencies of oscillation of stationary weld pools during the GTAW of both Fe 360 mild steel and stainless steel AISI 304 were determined by applying current pulses of approximately rectangular shape. 67 The oscillation of arc voltage was measured using an oscilloscope, and thus, the oscillation frequencies of weld pools of different sizes were found. Since the natural frequency of oscillation strongly depends on the penetration depth of weld, the same can be used for in-process control of penetration. There was an abrupt transition in the behaviour of oscillation frequency for a shift from partial penetration to full penetration. When the bottom diameter of the weld pool was relatively small, the weld pool acted similar to that of partial penetration, and when it was large, it followed a different mode of oscillation. For partial penetration, the natural frequency of oscillation varied between 100 and 400 Hz and decreased with D in a manner of D− 3/2, where D was the diameter of the weld pool. For full penetration, it varied from 25 to 40 Hz and decrease as D− 1.
Twin arc TIG welding is another method to excite the weld pool by injecting ultrasonic vibrations 68 in which welding may be performed in combination with ultrasonic arc and ordinary dc arc. Two separate power sources were responsible for producing these two arcs and the ultrasonic arc injected ultrasonic vibrations into the common weld pool. Direct current arc remained as the main source of heat supply as the heat from ultrasonic arc was smaller. The ultrasonic arc is produced by combining dc with dc pulse current (PC) of ultrasonic frequency. The experiments on steel 304 resulted in thinning the microstructure of weld besides the improvement in tensile strength and welding efficiency. The presence of ultrasonic vibrations in the molten pool was ascertained using an ultrasonic receiver probe, which, when employed near the pool with the help of a couplant, produced piezoelectric signals.
Weld pool oscillations due to ac pulses during the full penetration GTAW of AZ31 magnesium alloy resulted in grain refinement and led to improvement in fusion zone hardness, tensile strength and ductility. 69 In addition to variation in temperature gradient and improved solidification rate, the oscillation of weld pool was also cited as the reason for the significant grain refinement. When the pulsed current was applied near to the natural frequency of oscillation of the weld pool, it started to resonate. With resonance, the amplitude was higher, and the grain refinement occurred also was higher. Oscillation of weld pool was understood to have favoured the fragmentation of dendrites. Columnar grains were mostly prevented from forming equiaxed grains. Both the amplitude and frequency were important parameters for grain refinement. The values of pulse frequency applied were 2, 4, 6, 8 and 10 Hz at a travel speed of 4.16 mm s− 1 and arc voltage of 11.5 V.
Analysis of weld pool oscillations during GTAW of mild steel Fe 360 with travelling arc was conducted by some researchers. 70 Application of short current pulses made the weld pool oscillating, and from the oscillation of arc voltage, the amplitude and frequency of weld pool oscillations were determined. The torch was kept fixed, and the test plate was moved. The weld pool was elongated, and there was a shift for welding arc from the geometric centre of pool to front edge of pool. The natural frequency of oscillations could be determined based on the phenomenon of resonance. Both the partially and fully penetrated pools had different modes of oscillations. Pulse frequency for partial penetration welding varied from 5 to 25 Hz and that for full penetration was 12.5 Hz with the frequency at transition from partial to full penetration being 12.5 Hz. An abrupt change in frequency was observed with the transition from partially to fully penetrated welds, and this could be used for the in-process control of weld penetration. Figure 10 shows this abrupt change in frequency. The higher the size of pool, the lower the natural frequency of oscillation.
Oscillation frequency and weld pool geometry as function of base current 70
Another technique for employing PC is double pulse GMAW in which one low frequency PC is superimposed on a high frequency current pulse, and the oscillation of the weld pool depends on thermal pulse frequency (low frequency pulse). 71 Appropriate low frequency pulse value should be selected for having adequate amplitude of weld pool oscillation. The high frequency pulse controls the droplet transfer and thus influences the weld penetration.
Weld pool oscillation through waveguide
Ultrasonic vibrations as applied to the weld pool with the help of a waveguide could change the structure of weld, and these changes were dependent on the wave phase. 72 The base material was 2017A aluminium alloy, and the effect of vibration was evident both in TIG and MIG welding. The experimental set-up consisted of welding torch, linear manipulator, waveguide, ultrasonic transducer and concentrator. The 2017A aluminium alloy waveguide was in the form of a cylinder of diameter of 0.045 m and length of 0.254 m. The vibration frequency was 20 kHz. The length of waveguide was equal to the wavelength of 1λ with respect to the 20 kHz frequency. At the maximum displacement of vibration wave, face width and weld penetration depth increase in TIG welding and face width decreases in MIG welding.
Weld pool oscillation using pulse shielding gas (PSG) oscillating method
The PSG oscillating method is an alternative to PC method to excite oscillations in the weld pool of TIG arc welding of the thin steel plate. 73 Apart from PC in which the current pulses are applied to create oscillation in weld pool, in PSG oscillating method, the shielding gas does the duty. An arc sensor detects the oscillations of weld pool, and its natural frequency of oscillation is determined. Since there is a relation between pool geometry and its natural frequency, the penetration of weld can be determined. The PSG method was stated to be easier and better compared to the PC method in terms of amplitude of oscillation and robustness in measurement of frequency. A system for controlling the weld penetration by controlling the welding current with respect to oscillation frequency was constructed. Figure 11 shows the welding torch for PSG method.
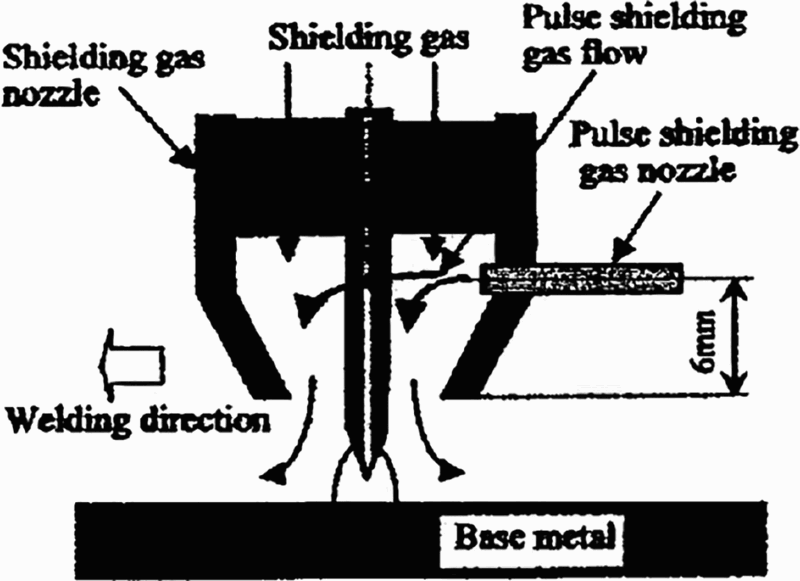
Welding torch for PSG method 73
Weld pool stirring using mechanical stirrer
Mechanical vibrations were successfully introduced into the molten pool with the help of a stirrer during SMAW of 10 mm thick austenitic stainless steels to form butt joints. 74 The stirrer, which was a thoriated tungsten rod having melting point of 3410°C, trailed behind the welding arc along the length of weld producing high frequency and low amplitude vibrations in weld pool through stirring. The resulted weld metal had more microindentation hardness and finer microstructure. The welded joint had higher yield strength and tensile strength and maintained the same ductility.
Weld pool oscillation through vibrating filler material
Ultrasonic vibrations could be transmitted to the weld pool through the vibrating filler material. 75 In one such experiment, the excitations generated by an ultrasonic transducer were amplified through a horn and passed on to a guide tube through which the filler metal was fed to the weld pool. The filler metal vibrated perpendicular to the weld direction at a frequency of 19 kHz. The workpiece material was high purity ferritic stainless steel, and full penetration bead on plate GTA welds were made. Formation of equiaxed grains was enhanced in the central region of weld metal by ultrasonic vibration. The more such grains formed, the more was the welding speed. Tensile strength and tensile fracture elongation of weld metal were higher for welds with vibration.
Molten droplet oscillation
The mode of metal transfer has a lot of influence on the quality of welds. Pulsed current GMAW is a way to achieve controlled metal transfer. An analytical model was developed for explaining the droplet oscillation and detachment process in pulsed current GMAW.76, 77 In pulsed GMAW, the pulse cycle comprises of two periods, droplet growth period and droplet detachment period. During the pulse-on time, droplet grows, and when the current falls to base value, the detachment period starts. The sudden fall in the current reduces the electromagnetic force acting on droplet making it oscillating along the vertical direction. The peak value of current is switched on at a suitable time so as to make use of the downward momentum of droplet in its detachment. The timing of excitation is so important that both the downward movement of droplet and its sufficient downward momentum are ensured. Hence, the droplet oscillation actively helps in achieving controlled metal transfer. It was learned from the model that the level of excitation and its timing have greater effect on droplet detachment and thus the metal transfer. The much sought after mode of one droplet per pulse may be obtained, by adjusting these two parameters, at a peak current lower than the transition current. Thus, the modified pulsed current GMAW ensures a far better controlled metal transfer. 77
In general, the arc voltage is directly proportional to arc length in GMAW. But in pulsed GMAW, because of the droplet oscillation, this relationship may not be correct always as reported by some researchers. 78 In an experimental study, bead on plate welds were made on MS plates, using a constant current power source. Frequencies of droplet oscillations were measured both using a high speed video camera and through analysis of arc voltage signals. The findings were compared with that predicted by an analytical model developed based on spring mass system. The three methods gave matching values of frequency of oscillation for smaller sized droplets. For larger droplets, the value from analysis of arc voltage signal differed from other two and was higher than them. It was concluded that the oscillation of droplet affects the behaviour of arc thereby deviating from the expected linear relationship for them.
A numerical model was developed for explaining the droplet oscillation and detachment phenomena in pulsed GMAW. 79 The model explained that the natural frequency of molten droplet decreases with increase in droplet size. The droplet detachment is largely assisted by periodical forces adjusted to create resonance in oscillation of droplet. The numerical model was validated by experiments using water drops.
Oscillation of welding arc
The oscillation of welding arc was proved to be another method of generating agitations in weld pool. A two-dimensional mathematical model was developed to study the effect of electromagnetically oscillated arc on the microstructure and temperature distribution of bead on plate welds on thin tantalum sheets made through GTAW. 80 The associated experiment was conducted in a glove box in which the pressure was maintained slightly above its atmospheric value. The arc was transversely oscillated up to a frequency of 25 Hz with maximum amplitude of 6.5 mm. In tune with the arc oscillations, oscillations in temperature were observed in the weld zone. Owing to the nucleation mechanism because of the large temperature oscillations, the grain structure was refined considerably in the fusion zone. When the frequency of oscillation of arc crossed 20 Hz, the amplitude of temperature oscillation decreased. The amplitude of temperature oscillations were found to be increasing with increase in amplitude of oscillations of welding arc up to a certain value after which it showed a behaviour of independence.
Magnetic oscillation of the arc was achieved using a four-pole magnetic arc oscillator. 81 Direct current straight polarity GTAW was carried out on 5052 aluminium alloy sheets of 1.6 mm thickness with pure argon as the shielding gas. Constant arc voltage was maintained during welding with the help of an automatic arc voltage controller. Circular, transverse and longitudinal types of arc oscillations were produced using the four-pole magnetic arc oscillator for which the frequency range was 0.9–35 Hz. A digital oscilloscope measured the frequency of oscillation, and a split anode measured the amplitude. Both at low frequency range of ∼1 Hz and high frequency range of ∼20 Hz, reduction in solidification cracking was observed, and the alteration of grain orientation in the former case and grain refinement in the latter case were attributed to be the reasons for it. At the intermediate frequencies where neither alteration of grain orientation nor grain refinement has happened, the solidification cracking was severe. Grain refinement and reduction in solidification cracking occurred at circular, transverse and longitudinal oscillations at high frequencies. Alteration of grain orientation and reduction in solidification cracking happened for all the modes of oscillation at low frequencies except longitudinal one.
In a narrow gap GTAW of AISI 304L stainless steel plates, the electromagnetic arc oscillation did not have any influence on lateral fusion of joint, but it reduced the axial fusion. 82 However, the oscillation increased the concavity and improved bead shape. With the reduction in gap width, the tendency to form undercutting was increased. Special power supply was used for the electromagnet.
Transverse oscillations of arc produced with the use of an alternating external magnetic field in GTAW of α–β titanium alloy could make considerable amount of grain refinement in the fusion zone. 83 The process was of autogenous, full penetration and bead on plate. The electromagnetic arc oscillation equipment consisted of a water cooled electromagnetic probe mounted on to welding torch and a control unit. The amplitude and frequency of the square wave current signal were independently adjusted during the experiment. Thus, the alternating magnetic field also was adjusted accordingly. Welding was performed within the frequency range of 1–20 Hz and at 0.6 mm amplitude. Optimum values for amplitude and frequency were found at which the grain refinement was the maximum. The specimens made through electromagnetic oscillation of arc were more ductile than the ordinarily welded specimens even after the post-weld heat treatment.
By exerting high frequency electric signal to welding circuit, the welding arc in CO2 gas shielded arc welding of mild steel plates was modulated to emit ultrasonic energy into the molten pool. 84 The experimental set-up is shown in Fig. 12.
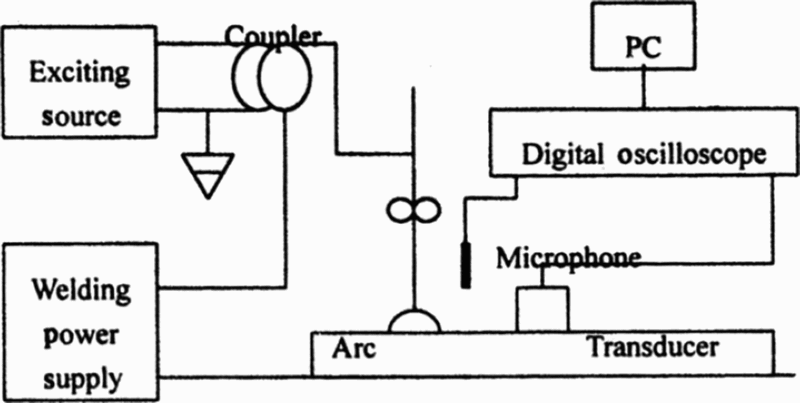
Experimental set-up for emitting ultrasonic energy through welding arc 84
To monitor ultrasonic emission and record acoustic signal, a transducer, oscilloscope and PC data collection card were employed within the system. The frequency of arc ultrasonic substantially helped in grain refinement of welds. The phenomenon of resonance was observed, and the non-resonant frequencies could not do much towards grain refinement.
Alternating current pulsing, magnetic arc oscillation and the combination of these two were proved to be beneficial to improve grain refinement in autogenous GTA welds of 2219-T87 plates. 85 Peak and base currents were 180 and 60 A respectively in pulsed bead on plate welding with frequency ranging from 2 to 10 Hz. Frequency within the range of 2–10 Hz and peak current of 120 A were used in magnetic arc oscillation. For the PC+AO, respective parameters remained the same with peak current being 180 A. Linear and elliptical modes of arc oscillations were employed during AO and PC+AO methods. All the above techniques led to fine equiaxed grains in welds. Frequencies of oscillating arc and PC were found to be key players in achieving grain refinement. The three processes were effective in increasing tensile properties and ductility of the welds.
The structure of weld made through a process of vibration welding along with arc oscillations can possess orientation in preferred directions. 86 A mass eccentric vibrator helped to apply mechanical vibration during autogenous GTAW at a resonant frequency of 47.3 Hz and amplitude of 0.203 μm. The parameters at welding were 180 A, 13 V and 20 mm min− 1. The speed of oscillation was 3.3 mm s− 1 for 35 mm width. The vibration arc oscillation welding was superior to vibrationless arc oscillation welding in the aspects of micro structure. Secondary dendrite arms were observed rarely during vibration welding. However, those dendrites with an orientation parallel to vibration grew easily and strongly in vibration welding. This established that the vibration welding had more preferred orientation than one without vibration.
Significant grain refinement was reported for the weld made of Inconel 690 when it was welded in constant current GTAW with a filler material of Inconel 52M under the conditions of circular magnetic arc deflection. 87 The oscillation device consisted of a magnetising coil with two pole pairs, which surrounded the tungsten electrode when fitted to the torch. Magnetic poles near the welding arc generate orthogonal magnetic fields, which deflected the arc in circular or oval patterns. Phase and magnitude of these magnetic deflections were so adjusted that the arc was rotated in a circular path with specified frequency and amplitude. The circular arc motion stirred molten metal in pool through corresponding rotation of electromagnetic force field induced by arc current. A microstructure of small, equiaxed grains was observed at a stirring frequency of 7 Hz.
The shape of indirect arc could be modified using applied magnetic field in twin wire indirect arc gas shielded welding. 88 Only little current passes through the base material, and the channel for current is along the ‘U’ path in twin wire indirect arc welding. Figure 13 shows the scheme of indirect arc.
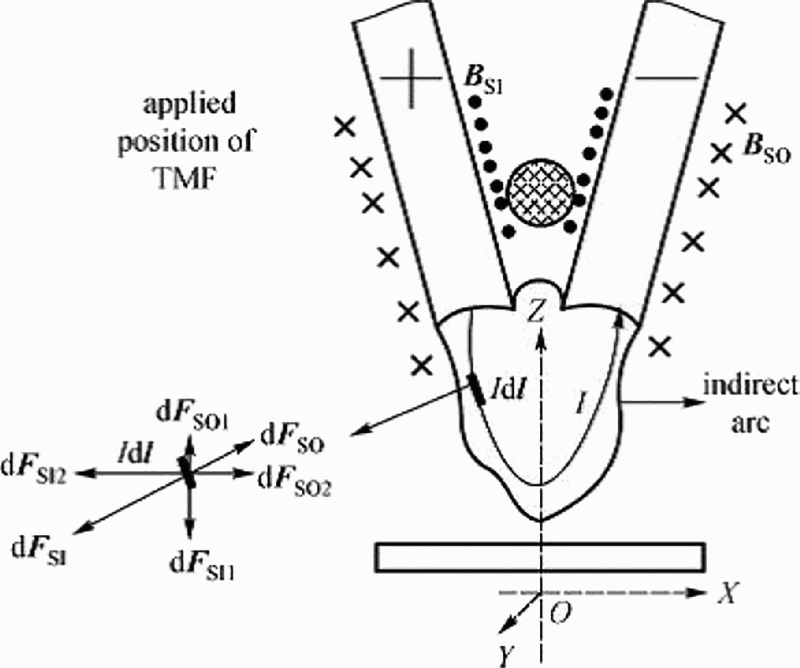
Scheme for indirect arc 88
Resistance to hot cracking was found to be improved in transverse mechanically arc oscillated (TMAO) autogenous AA2014T6 welds. 89 A mechanical oscillator generated transverse arc oscillation by the movement of a single axis slide. The frequency of oscillations was limited to 10 Hz. The process with amplitude of 0.9 mm and frequency of 0.5 Hz resulted in significant reduction of tendency for hot cracking. Increase in hot cracking resistance was due to the grain refinement happened because of the mechanical agitation and increase in cooling rate due to arc oscillation. Liquation crack in partially melted zone was completely eliminated and this was because of reduced extent of grain boundary liquation and subsequent reduction in the width of partially melted zone. Change in the morphology of bead due to arc oscillation led to uniform residual tensile strains, which also helped to reduce the tendency for hot cracking.
Transverse mechanically arc oscillated caused grain refinement in Al–Mg–Si alloy TIG welds also. 90 The same mechanical oscillator as described above was used here. The experiments were conducted at fixed amplitude of 1.4 mm and at three different frequencies of 0.28, 0.92 and 1.5 Hz. Frequency was the key parameter in getting refined grain for welds. The higher effective welding speed in TMAO improved the cooling rate, which led to less net linear heat input producing finer grains. The mechanical properties of weld like yield strength, UTS and percentage elongation were improved due to the grain refinement caused by arc oscillation.
Transverse mechanically arc oscillated produced finer grains in welds made of mild steel in GTAW. 91 Welding arc was oscillated at a frequency of 0.7 Hz and amplitude of 1.5 mm with the help of a mechanical oscillator. Arc gap of 3 mm was maintained with a direct current electrode negative power source. While columnar grains appeared in welds made without TMAO process, smaller equiaxed grains were observed in those made with process of TMAO. Higher strength and ductility were reported for welds made with oscillated arc due to higher grain refinement. The process of TMAO caused less hardness for weld metal and higher hardness in HAZ. The TMAO increased the cooling rate in weldment, and the same affected the properties of welded joint.
A swinging arc system for narrow gap GMAW was designed 92 by which high quality welds were obtained at low cost. In the newly designed torch, a motor of hollow axis turned a microbent conductive rod for swinging the arc as shown in Fig. 14.
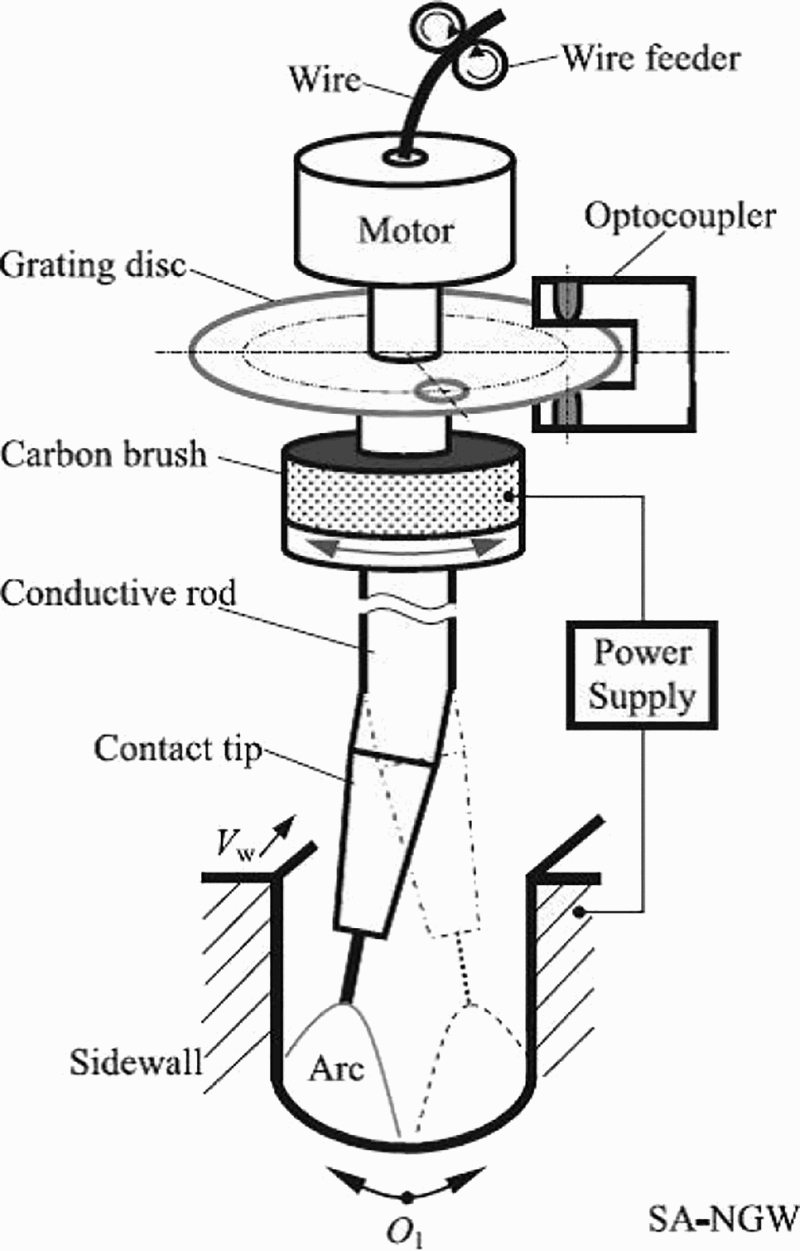
Swing arc system for narrow gap GMAW process 92
The process may be used for better penetration onto the sidewalls of the groove. Convenient weaving modes may be selected by adjusting the turning angle and direction of motor. Swing frequency, swing amplitude and at sidewall staying time are the parameters that may be adjusted for each mode of weaving. It was found that, with the increase in frequency of swing and staying time, the depth of penetration of grove sidewalls and surface curvature of weld increase.
Vibration of welding electrode
Supplying the vibration energy to electrode is another method to achieve agitation in the welding. The vibration may be given both in TIG and GMAW types of welding, and the resulting impact may be different for them. Electrode vibration has succeeded in improving the metal transfer rate in GMAW. As pointed out by some earlier researchers 93 in GMAW, the vibrating electrode cannot simply give sufficient mechanical energy to directly melt additional metal. As per them, the energy previously used to overheat the drops is available to melt additional metal with vibrating electrode. Intelligent control of metal transfer, and thus the weld quality, is possible with duly adjusting the parameters of electrode vibration.
The ultrasonically vibrated welding electrode could produce more arc pressure in TIG welding. 94 The electrode vibrated axially, and the vibrations were passed on to weld pool through arc plasma. The ultrasonic vibrations created using an ultrasonic generator was transmitted to welding torch through a mechanical coupling and bead on plate welding was carried out on stainless steel pieces. The study revealed that there was an improvement in arc pressure distribution in a way favourable to the process of welding, and the radial distribution of arc pressure was close to Gaussian distribution. The process could increase fusion zone area, weld depth/width ratio and weld penetration depth in comparison with conventional TIG welding.
Figure 15 shows the scheme of ultrasonic vibrated welding torch GMAW system. Ultrasonic assisted GMAW method was developed and applied to bead on plate welding of 8 mm thick mild steel pieces. 95
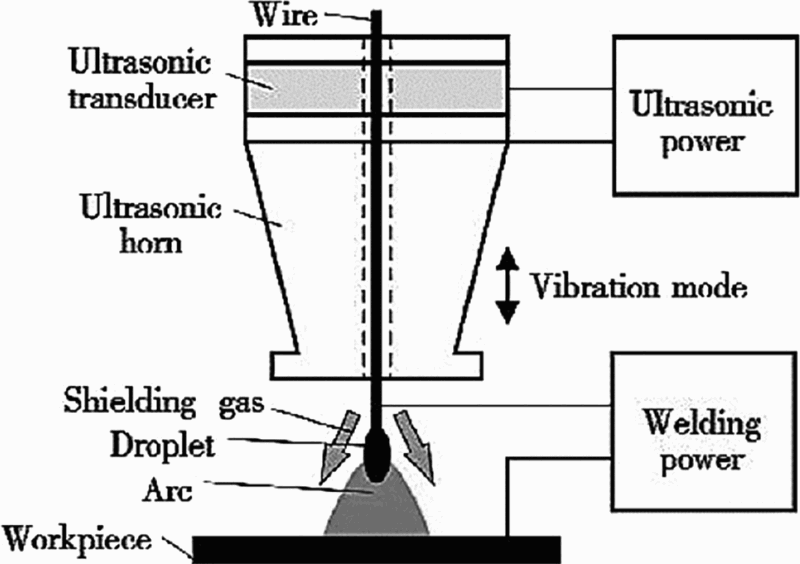
Scheme of ultrasonic GMAW system 95
The welding set-up included a specially designed hybrid welding torch, which vibrated axially, welding power supply and ultrasonic power supply. The welding torch, as a whole, consisted of ultrasonic transducer to develop mechanical vibrations, horn to amplify the vibrations and a provision to feed electrode wire through a centrally made hole. Here, the mechanism was such that the workpiece remained stationary and the torch got vibrated. The electrode wire supplied through the central hole did not get vibrated. The ultrasonic wave radiated from the end of horn and reflected from the surface of workpiece. An acoustic radiation field was created together by the incident and reflected waves. The acoustic radiation wave improved the metal transfer by affecting the nature of droplet detachment. 96 In comparison with the conventional process, the arc length was compressed. The mode of metal transfer changed to ‘short circuiting transfer’ from ‘globular transfer’, and weld surface was significantly different.
Future directions
As mentioned earlier, the multidisciplinary nature of the process of VAW makes its scope wider. Some of the possible directions of work in the field of VAW are given below.
Vibration is a form of energy, and the vibrations imparted during welding may be used to substitute a part of the total heat input required for welding. The study in this direction necessitates deep knowledge and expertise in metallurgy and material science. One needs to dig into the effects of microlevel vibrations rather than macrolevel vibrations. Vibration of molten pool is all expected to cause greater level of diffusion between weld and base metal. Element transfer during VAW is a matter of interest, as it can be tailored to suit the purpose by controlling the vibration parameters. Developing welds of desired chemical composition will contribute heavily to the quality of welded structures. The work will necessitate expertise in chemical engineering. The extent of computational work reported in VAW is very less, and for a fast development of VAW, computation is very much essential. Hybrid VAW systems may be developed by combining the vibrations of two or more elements of the system. For example, VAW combined with pulse welding. The effects of such hybrid systems on the quality of welds may be studied. Such hybrid systems can be tried, in particular, to eliminate residual stresses after welding which has a prominent role in the quality of welds. The cascading effect of two or more VAW processes may be explored to reach at a point where the residual stress is the absolute minimum.
Conclusion
External vibrations have greatly helped to improve the quality of welds in arc welding through grain refinement, improved mechanical properties such as tensile strength, toughness and hardness, less residual stress and more homogeneous welded joints. It has been concluded that the properly designed and fabricated vibration assisted arc welding systems can enhance productivity. Computational approach finds extreme importance in establishing such systems because the realisation of a particular process performance parameter at a desired level would otherwise become nearly impossible in view of the highly complex nature of interdependence among process parameters. The multidisciplinary nature of VAW makes its scope for growth wider, and development of hybrid systems may do wonders, especially in our effort to minimise residual stresses and distortions. In VAW, the external vibration may be given to the different elements of the system such as workpiece, welding torch, arc plasma, welding electrode, filler material and weld pool for producing better quality welds. The common outcome of vibration during welding, irrespective of which element of the welding system is vibrated, is the grain refinement of the weld metal. Vibration of workpiece has emerged as a competent process capable to replace post-weld vibration and heat treatments in terms of its advantages of less total energy input, decrease in production lead time and reduction in residual stress and distortions. The vibration of weld metal during its solidification makes the process of VAW unique, and the associated change in microstructure of welds is believed to be the cause of altered mechanical properties like tensile strength, impact strength, hardness and fatigue strength. There are many more areas of VAW that can be worked on in the future, namely, element transfer during VAW, microlevel vibrations, computational work and hybridisation of VAW with other process variants.