
Abstract
Marine propulsion systems, like sterndrive systems, must be protected from corrosion degradation. In particular, in the case of aluminium alloy parts, a protective cycle consisting in a surface pretreatment and an organic coating system are often applied. Traditionally, chromate based pretreatments are often applied on aluminium alloys in aggressive environments for the protective ability of chromate layers, together with the self-healing and adhesion promotion ability. The toxicity of chromium hexavalent is pressed to find new environmentally friendly solutions. In this paper, new results concerning different protective cycles for marine propulsion systems are presented. New surface pretreatments, including zircofluotitanates, chromium(III) treatments and silane layers, were characterised in conjunction with two different organic layers: waterborne paints and powder coatings. All the systems are free from organic solvents and toxic active pigments. By electrochemical measurements and salt spray exposure, it was possible to optimise the protective cycle with low environmental impact for the protection of aluminium components for marine propulsion systems, proving final performance comparable with the traditional systems containing chemicals with high environmental impact.
Keywords
Introduction
An effective surface protective system, for reducing corrosion degradation, must be designed for the use of metallic structures in sea water environment, like marine propulsion systems.1 This environment actually can be very aggressive not only by the presence of chlorides promoting localised corrosion,2 but also for the fluid dynamic condition of work and possible mechanical damages due to the impact with objects in water.
A possible solution is the use of corrosion resistant alloys, like copper, nickel and titanium alloys,3 but this approach could be very expensive. An alternative could be the use of appropriate organic coating protective cycles.
The synergic effect of a chemical conversion layer as pretreatment increasing the interface stability and an organic coating, can produce the expected protection on aluminium components, increasing the life time of the metallic component for marine application.4
In the past, a very popular pretreatment to reduce the corrosion rate of zinc and aluminium alloys was the use of chemical conversion layers based on Cr(VI), which was able to increase the passivation tendency of the alloys (chromating).5 This procedure is quite effective also for improving the adhesion of organic coatings deposited on the metal surface. There is, however, an important problem: the use of chromium salts is now restricted because of environmental protection legislation. The Cr(VI) salts are toxic and carcinogenic.6 Moreover, the use of organic coatings containing critical components for the environment, like organic solvent or toxic pigments, should be avoided.7
It is therefore very important to optimise new surface treatments environmentally friendly to improve the corrosion resistance of aluminium in sea water and the adhesion with the final organic protective layer, which must be also compatible with the environment.
This paper is presenting a characterisation of environmentally friendly pretreatments (including treatments chromium free,8,9 silane layers10,11 and Cr(III) based conversion layers12) in comparison with traditional Cr(VI) pretreatments on aluminium alloys protected by different organic coatings.
The samples were characterised by electrochemical techniques (mainly EIS measurements), electron microscopy observations, adhesion tests and cathodic polarisation test. The corrosion resistance was confirmed by salt spray exposure tests.
Materials and experimental procedures
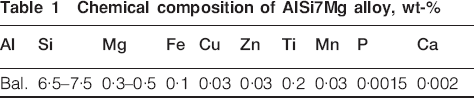
The studied components for marine application were produced from AlSi7Mg alloys by casting. The chemical composition of these alloys is shown in Table 1.
Chemical composition of AlSi7Mg alloy, wt-%
After cleaning, using an alkaline bath, the aluminium alloys surface was pretreated using the following products:
typical chromium(VI) [Cr(VI)] conversion layer: a mixture of 50-60%CrO3, 20-30%KBF4, 10-15%K3Fe(CN)6, 5-10%K2ZrF6, 5-10%NaF, temperature deposition ∼35°C, pH of ∼2
chromium(III) conversion layer [Cr(III)]: slightly acidic solution (pH 3·8-3·9) nitric acid, 0·1M Cr3+ salts and additives, temperature deposition 40°C
chromium free chemical conversion layer obtained by dipping in a fluorotitanate/zirconate acid based solution (pH 3·8) at room temperature [ZTF]
sol–gel silane pretreatment: 10 wt-% solution of an experimental mixture of three different silane molecules (glycidoxypropiltrimethoxysilane, tetraethoxysilane and methiltriethoxysilane), temperature deposition ∼20°C and curing temperature 120°C.
The final protective cycle was completed with two possible organic coatings:
polyester powder coating, thickness about 60 μm (PW)
air drying waterborne paint based on acrylate dispersion and alkyd, thickness ∼80 μm (WB).
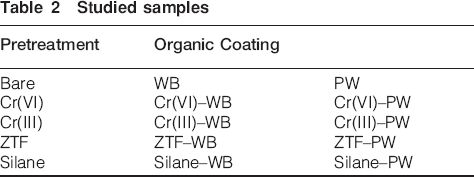
All the studied combinations of pretreatments and organic coatings are shown in Table 2.
Studied samples
The samples produced in this way were characterised microstructurally and morphologically by optical and electronic microscopy (environmental scanning electron microscopy), and analysed chemically by energy dispersive X-ray spectroscopy measurements.
The protective properties of the system were studied by EIS measurements obtained in 3·5%NaCl solution, which can simulate the marine environment. The EIS measurements were obtained at the free corrosion potential using a potentiostat and FRA equipment, signal amplitude 10 mV, frequency range 100 kHz–0·01 Hz and testing area ∼15 cm2. A classical three electrode arrangement was used. An Ag/AgCl [+0·205 V(SHE)] electrode and a platinum ring were used as reference and counter electrode respectively. The electrochemical data were modelled using equivalent electrical circuits with the software Equivcrt.13
Moreover, the corrosion protection and adhesion properties were obtained, exposing the samples in the salt spray chamber (ASTM B117), for 2000 h. Both the simply pretreated materials (without the organic coating) and the complete systems with a scribe were tested in the salt spray chamber.
In order to compare the properties of the organic coating/aluminium alloys interface, some adhesion tests were carried out. First of all, adhesion measurements in dry conditions were obtained by pull-off technique, with the average value of three measurements (ASTM D4541). However, it is well known that the adhesion properties of organic coatings in dry conditions and in corrosive aqueous environment are different. For this reason, some anodic delamination tests were also performed. The anodic delamination is the coating detachment due to the metal dissolution underneath the paint (anodic undermining) typical for aluminium alloys.14 The coating delamination was measured after 240 h of immersion under anodic delamination [−200 mV(Ag/AgCl)] in the same solution of EIS measurements (3·5%NaCl). The artificial defect was a mechanical scratch with a length of 25 mm.
Results and discussion
Surface characterisation
The surface morphologies of the different pretreatments observed by SEM are presented in Fig. 1. The samples pretreated with chromium baths (Fig. 1a and b) show a surface morphology without any evident feature because of the very limited thickness of the conversion layer. The only visible heterogeneities are related o the aluminium surface roughness. The appearance of the other two pretreatments is different. The ZTF pretreatment (Fig. 1c) shows a rough and apparently porous surface as a consequence of the conversion layer deposition, which is able to modify the surface morphology. Also the silane pretreatment (Fig. 1d) modifies the surface appearance as a consequence of the silane layer deposition. The silane layer is very thin (hundreds of nanometres) and follows the surface roughness. However, a sort of globular structure is observable.
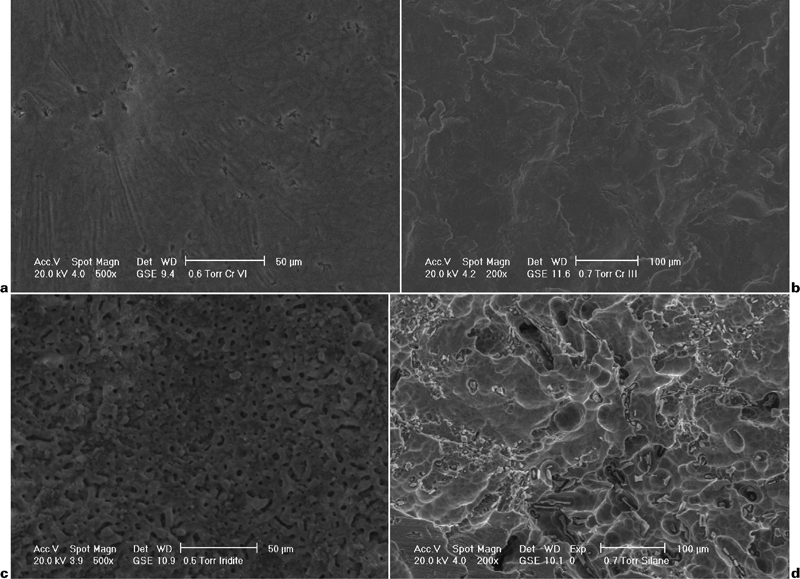
Surface morphologies of a Cr(VI), b Cr(III), c ZTF and d silane
Electrochemical characterisation
The first experimental step was the characterisation of the pretreatments without any further organic layer to verify the corrosion protection action of the pretreatments alone. Actually, a possible technological solution in some specific situations is to avoid the paint deposition in some parts of the marine propulsion systems (for instance, inner parts of the sterndrive difficult to cover with the organic coatings). In this case, it is important to verify if the pretreatment can give sufficient protection properties.
Figure 2 shows the free corrosion potential trend for the pretreated samples and the just cleaned material. After the first few hours of immersion, the differences are very limited, and therefore, it is possible to conclude that the pretreatments do not change significantly the nature of the electrochemical reaction influencing the free corrosion potential.
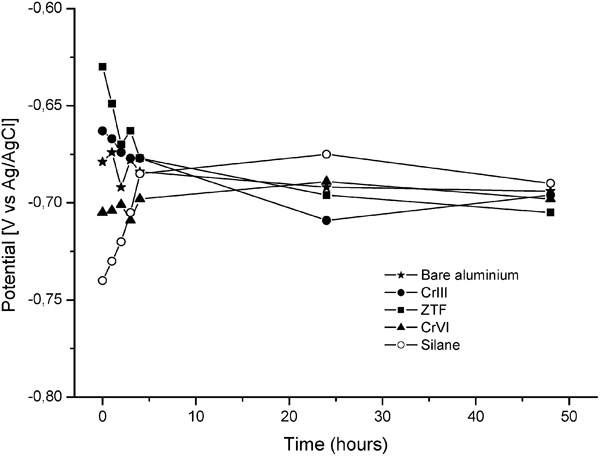
Free corrosion potential evolution for different pretreatments
More interesting is the analysis of the EIS data. For the pretreated samples, it was possible to model the EIS data using an equivalent electrical circuit with two time constants. The first one, at higher frequencies, is related to the surface layer contribution (i.e. the contribution to the total impedance due to the conversion layer or silane layer) together with the presence of possible corrosion products.15 The second one, at lower frequencies, can be attributed to the corrosion reaction (the electrochemical reaction at the metal surface can be modelled using a resistance, the charge transfer resistance, and a capacitance, the double layer capacitance).16
The conversion layer capacitance is shown in Fig. 3. The capacitance per unit of area C decreases with increasing the pretreatment thickness d, considering the equation

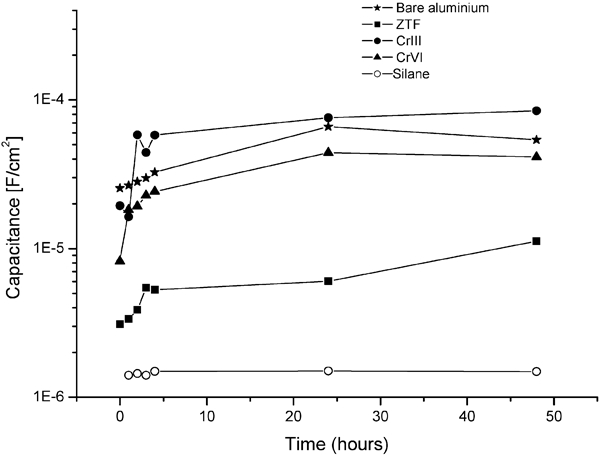
Capacitance evolution for different pretreatments
The pretreatments with the supposed higher thickness are the silane pretreatment and the conversion layer ZTF (see also the microstructure in Fig. 1). Shown in Fig. 3 are actually the lower capacitance values, while the Cr(III) and Cr(VI) pretreatments show capacitance values quite close to the bare metal, proving a very thin deposition layer. In the literature, the typical thickness of this layers is a few decade of nanometres,18 while in the case of silane layer, the thickness is at least hundreds of nanometres.19
The pretreatment resistance, which can be related to the barrier properties of the chemical conversion layer, is shown in Fig. 4. The behaviours of all the pretreatments, not considering the silane layer, are very similar. Only the ZTF pretreatment for short immersion time, probably because of the layer thickness and microstructure, shows relevant temporary barrier properties. On the contrary, the silane layer shows important barrier properties, reducing with the immersion time. The coating resistance of the silane pretreatment reaches ∼107 Ω cm2 after 48 h of immersion in the simulating solution. However, these values are not considered in general sufficient to guarantee a long term corrosion protection of aluminium alloys in sea water.20
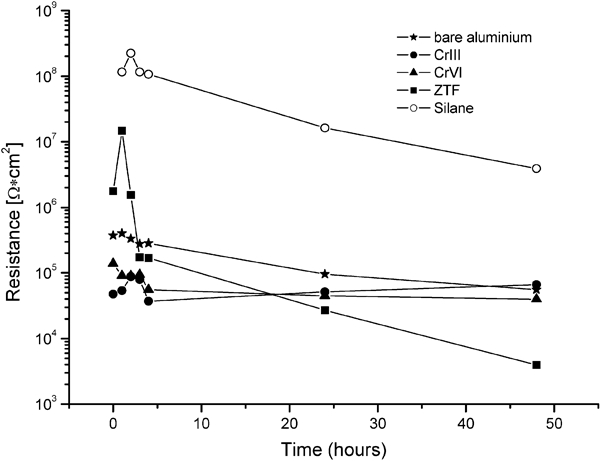
Conversion layer resistance as function of immersion time
The conclusion of this preliminary pretreatment characterisation is that the chemical conversion layers do not exhibit sufficient protection in sea water without a further protective coating, even if in the case of the silane layer, clearly better performances were obtained. The main function should be the promotion of the adhesion between the substrate and the protective organic coatings, which is essential for the protection of the whole system.
The second step is therefore the characterisation of the complete protective system including the organic coating.
As described in the experimental part, we applied two kinds of coatings: waterborne coatings (without organic solvents) and powder coatings. Both systems are environmentally friendly, with low impact to the ecosystem. The first question was to compare the protective properties of the two kinds of coatings. Both the complete protective cycles have very high impedance values (>1010 Ω cm2). These values indicate very good barrier properties of the organic coating systems. The degradation time for these systems is therefore very long in the authors’ testing conditions. In order to obtain earlier corrosion information to accelerate the degradation process, and in order to better highlight the pretreatment influence, the authors produced an artificial defect (scratch) in the coating, promoting the system degradation.21 In particular, in this way, the authors can monitor the delamination of the coating starting from the defect and quantify the interface stability induced by the pretreatment. Moreover, in this way, the authors can simulate a very common situation in practical marine applications, when, for accidental reasons, some coating defects can be produce in service.
The equivalent electrical circuit modelling the authors’ system is shown in Fig. 5 where, in addition to the coating capacitance Q c and the coating resistance R p (the contribution of the organic coatings to the total impedance, which is, in this case, very low because of the artificial defect), a second time constant related to the faradic reaction is visible with the double layer capacitance Q dl and charge transfer resistance R ct.22 Because of the artificial defect, damaging the surface pretreatment, the chemical conversion layer and the silane pretreatment are not any more detectable in the EIS data, and therefore, they are not included in the equivalent electrical model.
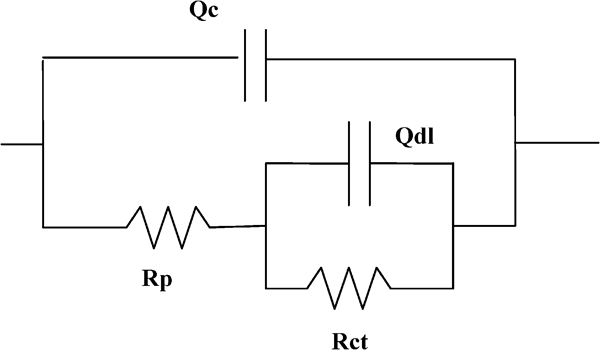
Equivalent electrical circuit modelling EIS data
In order to compare the performance of the two classes of organic coatings, the authors measured the charge transfer resistance, inversely proportional to the corrosion rate, for the two chromium based pretreatments, Cr(III) and Cr(VI). The results are shown in Fig. 6.
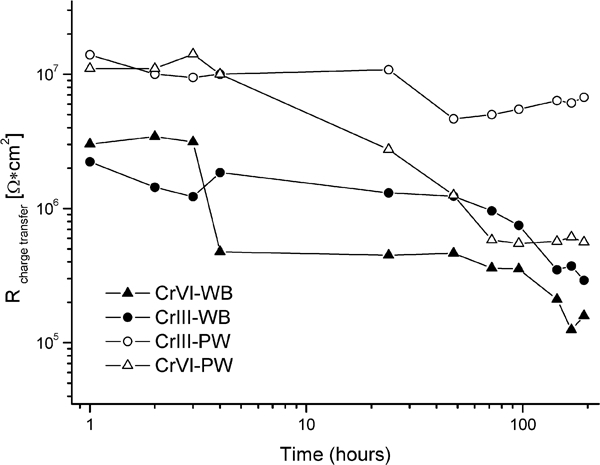
Charge transfer resistance evolution for two different kinds of coatings, waterborne (WB) and powder coatings (PW), with two different surface pretreatments
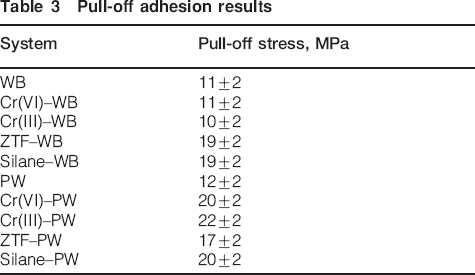
For all the materials, the values of R ct show a clear decrease due to the activation of the corrosion reactions starting from the artificial defect. However, it is evident that the protective performances of the powder coating system are better than the performances of the waterborne system, because in general the R ct values of the powder coatings are higher that those of the waterborne coatings. Moreover, from the data in Fig. 6, the Cr(III) pretreatment appears more stable that the Cr(VI) one: the decrease is lower for Cr(III) pretreatments. To complete the characterisation, the authors collected information concerning the mechanical adhesion of the coatings with the substrate (pull-off test). The data are shown in Table 3. In general, the adhesion values are quite good for all the materials, being not lower than 10 MPa, but with relevant differences. For the purpose of comparing the final organic coating performance, it is interesting to note from these data that it is possible to recognise a general better adhesion of the powder coatings systems.
Pull-off adhesion results
After these preliminary results, the authors decided to focus the attention on the powder coatings system because it shows better corrosion protection properties.
For monitoring the stability of the metal/coating interface, considering the parameters in Fig. 5, the most interesting one in the authors’ case is the double layer capacitance because it can give us an indication of the metal area in contact with the electrolyte. In fact, from scratch, as a consequence of the corrosion reaction, the coating can delaminate, allowing the electrolyte to wet the metal surface. The ratio between the double layer capacitance after a certain time of immersion Q dl and the initial double layer capacitance  is an indication of the increase in wetted metal surface, and therefore, it measures the loss of adhesion of the coating.23 The results are shown in Fig. 7. Cr(III) and ZTF pretreatments show a very high adhesion stability, with almost negligible delamination. A very limited delamination was measured in the case of silane layers, while the only pretreatment showing a relevant delamination is the Cr(VI) pretreatment. It is important to remember that the pretreatments based on chromates [Cr(VI)] have a certain solubility to leach the Cr6+ ions to favour the surface passivation, and therefore, they are intrinsically less stable in aqueous solutions.
is an indication of the increase in wetted metal surface, and therefore, it measures the loss of adhesion of the coating.23 The results are shown in Fig. 7. Cr(III) and ZTF pretreatments show a very high adhesion stability, with almost negligible delamination. A very limited delamination was measured in the case of silane layers, while the only pretreatment showing a relevant delamination is the Cr(VI) pretreatment. It is important to remember that the pretreatments based on chromates [Cr(VI)] have a certain solubility to leach the Cr6+ ions to favour the surface passivation, and therefore, they are intrinsically less stable in aqueous solutions.
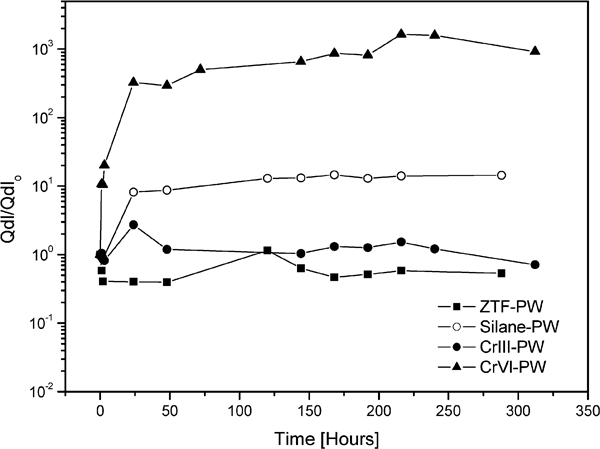
Ratios between double layer capacitance and initial double layer capacitance Q dl0 for different coated systems
Also interesting is the comparison of the interfacial stability during corrosion (Fig. 7) and the dry adhesion in Table 3 (pull-off measurements). In the case of powder coatings (PW), the differences in pull-off measurements are very limited, and the differences visible in Fig. 7 are not reproduced [Cr(VI) pull-off values are actually higher than the values of ZTF pretreatment)]. This fact is not unusual, proving again that the two experimental approaches are different: the adhesion in the dry adhesion test is different from that evaluated in wet environments. It is possible to conclude that the dry pull-off measurements are not sufficient to characterise the adhesion stability for coating in service in aqueous environments, as in marine systems.
A further way to test the interfacial stability (the adhesion of the organic coating in wet condition and under active electrochemical reaction) is the anodic delamination. The application of an anodic potential increases the aluminium substrate activity (corrosion), which induces the anodic undermining process.24 This test can simulate the situation, which is possible in marine propulsion systems, having a galvanic coupling of the aluminium with a nobler material (such as steel, in particular stainless steel, or copper alloys). In this case, the aluminium component is anodically polarised, and the accelerated coating degradation and detachment is a possible consequence.
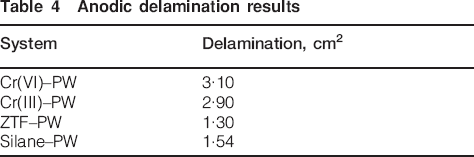
An example of the sample appearance after 240 h of anodic polarisation test is shown in Fig. 8, where it is possible to see the aluminium dissolution starting from the initial scribe. The coating and metal degradation around the defect are evident, showing the delaminate area, which can be measured. The delaminated areas are reported in Table 4. The lower delamination is shown by the samples pretreated with ZTF or silane layers, while a higher, even if limited, delamination, was measured for the Cr based pretreatments.
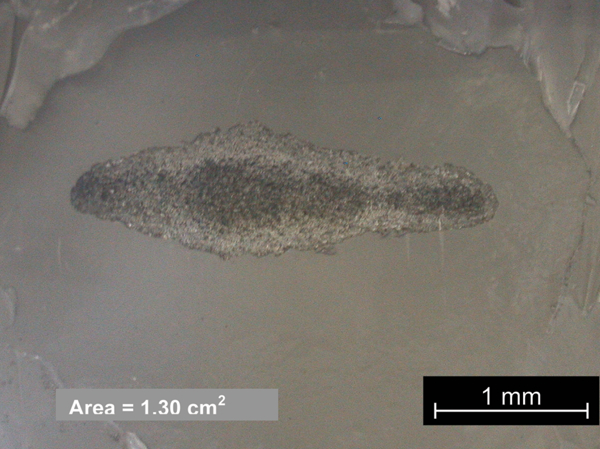
Sample ZTF coated with powder coating after 240 h of cathodic delamination test
Anodic delamination results
The final purpose of the protective coatings is, however, to reduce the corrosion rate. After the study of the interfacial properties, the authors analysed the corrosion rate for all the studied protected powder coatings of material. The corrosion kinetics was obtained by monitoring the charge transfer resistance R ct for all the samples, which is in inverse proportion to the corrosion rate (Fig. 9). All the samples show a decrease in the R ct values due to the activation of the corrosion reaction, but after ∼50 h of testing, an almost stationary condition is reached. The higher R ct values related to lower corrosion rate are measured on Cr(III) and silane pretreatments, while the higher corrosion rate is measured on Cr(VI) samples despite the corrosion inhibition action of these kinds of materials.
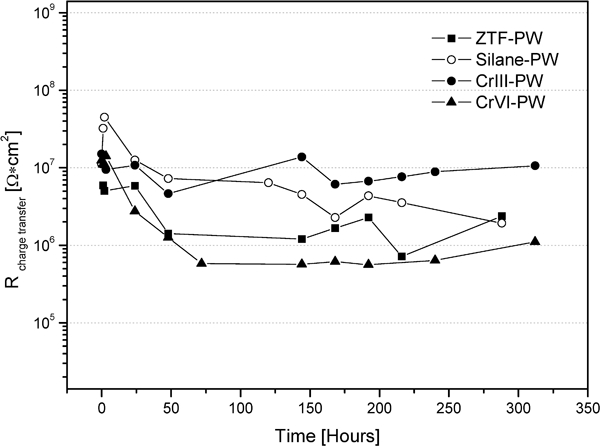
R ct evolution for systems coated powder coating
Salt spray exposure
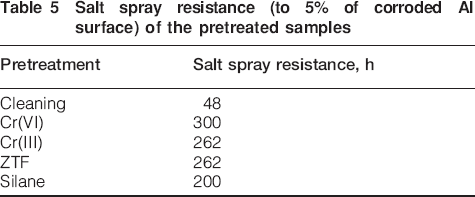
The corrosion properties of materials for marine applications are often evaluated using technological tests, like the salt spray chamber. In order to obtain data that are easy to be compared with other material's characterisation and to confirm the corrosion performance of the studied systems obtained by EIS using an industrial test, the samples were exposed in salt spray chamber. The authors exposed both the only pretreated samples (examples in Fig. 10 and Table 5) and the complete systems (Table 6).

Pretreated samples after 300 h of salt spray exposure (dimension: ∼15 cm)
Salt spray resistance (to 5% of corroded Al surface) of the pretreated samples
Salt spray resistance (to 5 mm of detachment from scratch) of coated samples
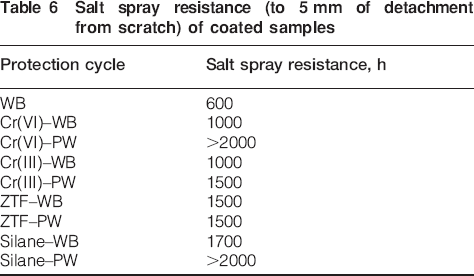
Table 5 confirms the limited protective properties of the only pretreated samples. The performance of samples Cr(III) and ZTF are similar to that of Cr(VI) samples, while the silane layer alone shows a quite lower salt spray resistance. It is likely to be due to the combination of the low barrier properties of the organic fraction of the hybrid silane sol–gel pretreatments and the high oxygen content of the salt spray chamber environment. Considering the complete systems with the organic coating, some examples of the samples after 1000 h of salt spray exposure are shown in Fig. 11. With the delamination of the coating from scratch, the worst performances of the waterborne coatings in comparison with powder coatings is confirmed as well as the interesting and promising results obtained with the environmentally friendly pretreatments (ZTF and silane). The complete set of data is reported in Table 6. The coated systems have, in some cases, excellent properties, with a salt spray exposure resistance higher than 2000 h. The ranking in Table 6 confirms the electrochemical results: a pretreatment is necessary (the WB sample without any pretreatment is the worst one); the powder coating shows higher protective properties than the waterborne coating; Cr(III), silane and ZTF pretreatments show performance similar to or better than the Cr(VI) pretreatment
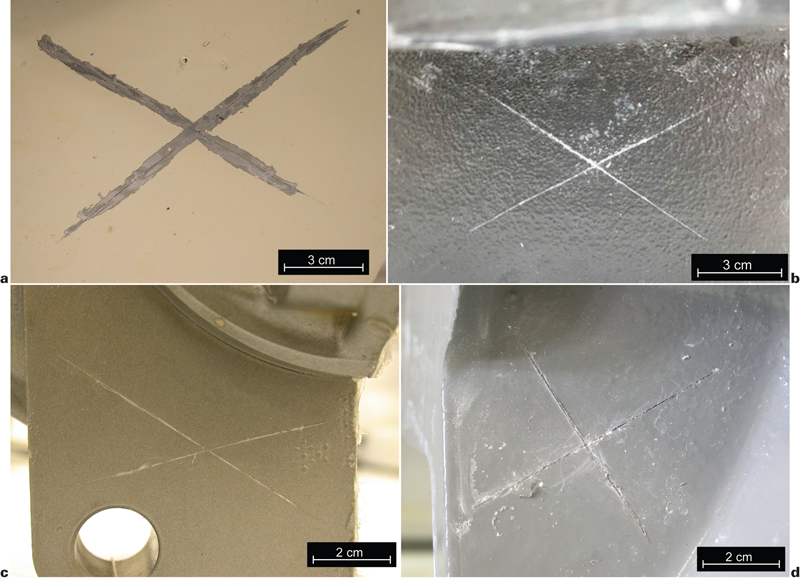
Coated samples after 1000 h of salt spray exposure
Conclusions
1. The electrochemical characterisation using EIS together with salt spray exposure and microstructural characterisation permitted to obtain the necessary information for the correct design of a new environmentally friendly coating cycle for aluminium alloys in marine application.
2. Simple material's characterisation based only on salt spray exposure and pull-off test can produce insufficient results for the correct choice of the protective cycle.
3. The powder coating demonstrated higher protective properties than the waterborne system.
4. The new environmentally friendly pretreatments, i.e. ZTF, Cr(III) and silane, showed properties equivalent to or better than the traditional Cr(VI) pretreatment. In particular, ZTF and silane pretreatments, being completely chromium free and showing good adhesion properties under cathodic polarisation conditions, seems a very interesting alternative to Cr(VI).