
Abstract
High performance alloys are often the materials used for various components exposed to high temperature environments. In many cases, protective coatings are applied in these alloys, providing higher corrosion and oxidation resistance, compared to the base material. This study investigates the feasibility to apply boro-aluminising treatment on P91 steel by pack cementation process, to increase the steel high temperature properties in oxidising and corrosive environments. Packs activated by AlCl3, NH4Cl and KBF4 were used to carry out the coating deposition at a temperature of 715°C for 6 h. The coating formed was analysed by means of SEM and XRD, and the compounds formed were identified. Cyclic steam oxidation for a total of 1008 h at 650°C revealed an oxide scale of 50 μm for the uncoated P91 steel, while the coated steel shows practically no oxidation effect.
Introduction
Among the various techniques to apply surface coatings (laser plasma spraying, chemical vapour deposition, pack cementation, etc.),1 the pack cementation process is an efficient and cost effective method to improve the surface properties of materials. Pack aluminising has been widely applied to steels and superalloys to improve their high temperature oxidation and sulphidation resistance.2,3 Boronising is a thermochemical diffusion surface treatment, where boron atoms diffuse into the surface of workpiece, thus forming hard borides with the base material.4–7 Aluminising is a similar process where Al is diffused into the surface of materials. Aluminium, alumina and halide salts such as ammonium chloride are usually used as pack cementation compounds.8 The phase composition and properties of the coating depend on the process parameters (e.g. composition of pack cementation powder, treatment temperature, time, etc.). Many papers have been published on the properties of the boride and aluminide layers on alloy steels.9–11,13–15
In this paper, the codeposition of boron and aluminium on P91 heat resistant steel, applying a one-step pack cementation process, was investigated. The morphology of the layers formed within the coating, as well as the distribution of the diffused B and Al in the coating and the interface, was analysed using scanning electron microscopy (SEM) and X-ray diffraction (XRD). A cyclic steam oxidation process for both the uncoated P91 steel and the coated one, in combination with an elemental analysis on corresponding cross-sectioned specimens, will reveal the efficiency of the produced coating.
Experimental
Boro-aluminising process
The boro-aluminising process parameters (i.e. temperature, time and pack cementation powder composition) are given in Table 1. The P91 steel chemical composition was (wt-%): C: 0·08-0·12, Si: 0·2-0·5, Mn: 0·3-0·6, P: ⩽0·02, S: ⩽0·01, Cr: 8·0-9·5, Mo: 0·85-1·05 and Fe: balance). Test pieces to be boro-aluminised were placed in a sealed retort in contact with the powders and then heated in an electrical resistance furnace at 715°C for 6 h. A combination of NH4Cl, AlCl3 and KBF4 were used as activators. All the powders were pharmaceutical mixed for 30 min, using a ball milling apparatus (Cole-Palmer) and Al2O3 ceramic spheres.
Chemical composition (wt-%) and conditions for boro-aluminising powder

Coating characterisation
For the examination of the microstructure, cross-sections from each specimen were cut and mounted and prepared metallographically. The observation of the coatings was performed using a scanning electron microscope (SEM) associated with an energy dispersive X-ray spectroscopy (EDS) analyser. The specimens were examined with a 20 kV Jeol 840A SEM equipped with an Oxford ISIS 300 EDS analyser and the necessary software in order to perform point microanalysis. The nature of the phases was determined using XRD. The XRD experiments were carried out in a conventional powder diffractometer (Seifert 3003 TT with Cu Kα radiation) in Bragg–Brentano geometry. The XRD patterns originate from the whole coating volume.
Cyclic steam oxidation
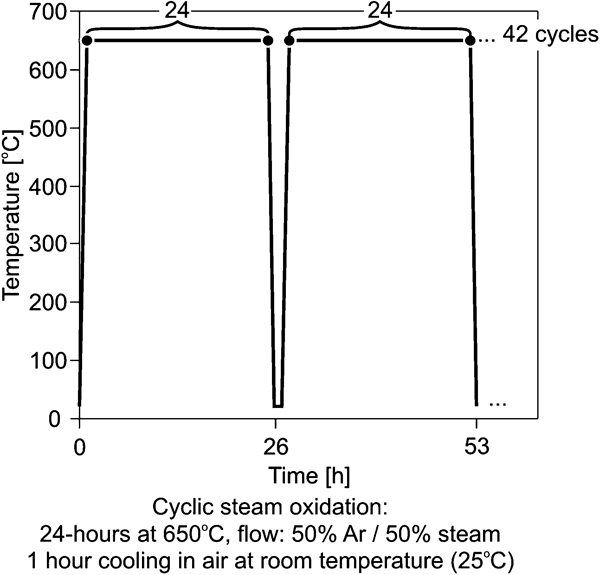
A cyclic steam oxidation process was selected to test the efficiency of the oxidation resistance of the produced coating. Flowing Ar2 and steam in a 1∶1 volume ratio were supplied at 650°C for 24 h, followed by a cooling period for 1 h at room temperature, and again the same cycle was repeated for total 1008 h (42 cycles). The exact heating and cooling cycles presented in Fig. 1 were measured by placing a thermocouple close to the specimen.
Cyclic steam oxidation process
Results and discussion
A SEM cross-sectional image of the produced coating is shown in Fig. 2, revealing a coating thickness of ∼15 μm. Three distinct regions were identified: (I) an outer surface layer consisting mainly of Al and Fe; (II) a transition region containing Fe, Cr, B and Al; (III) an inner region containing Fe, Cr, B, and Al. The weight and atomic percentages for each element in these three regions are also presented in the same figure.
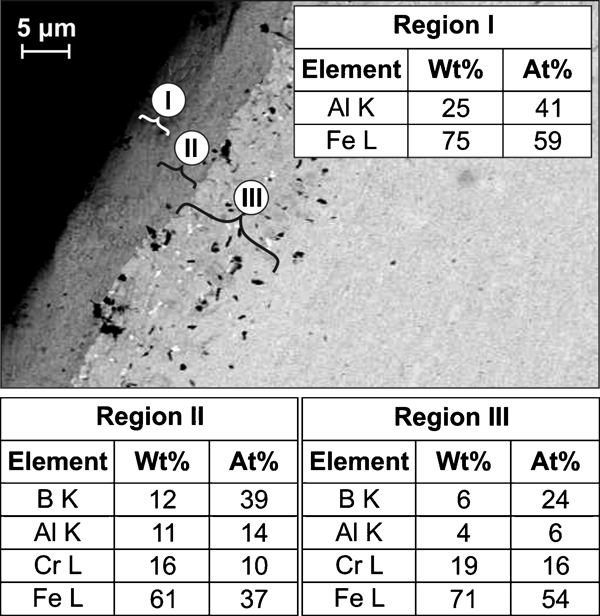
Cross-sectional SEM image of produced coating, showing three distinct regions with different compositions (I, II and III)
The Al concentration in the three different regions in the coating varies from approximately 42 at-% in the outer region to 4 at-% in the inner region and the B content varies from 38 at-% in region II to 24 at-% in region III. Therefore, it can be concluded that simultaneous diffusion of both elements, Al and B, has been achieved. The XRD spectrum of the coating obtained after boro-aluminising on P91 with pure aluminium and boron as source elements and NH4Cl, AlCl3 and KBF4 as activators is shown in Fig. 3. The XRD results showed the existence of FeAl, Fe2AlB2 and Fe2B compounds.
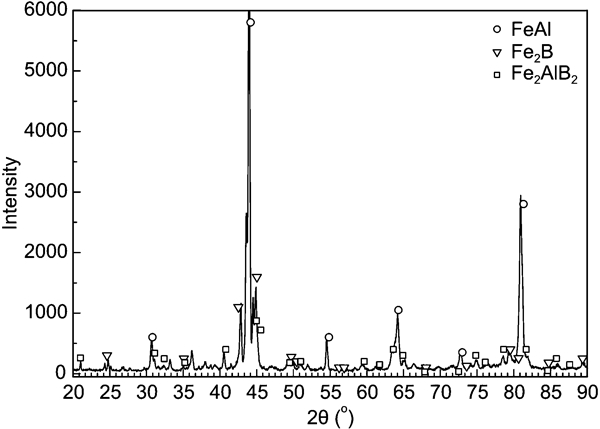
X-ray diffraction spectrum of coating obtained after boro-aluminising on P91 with pure aluminum and boron as source elements and NH4Cl, AlCl3 and KBF4 as activators: SEM image of coating is shown in Fig. 2
Energy dispersive X-ray spectroscopy analysis in the three different regions indicated in the micrograph shows a uniform multi-layer coating of ∼15 μm. The outermost layer appears to correspond to the FeAl phase (59 at-%Fe–41 at-%Al). Moving towards the substrate, EDS analysis indicates a layer containing Fe, B, Al and some Cr (37, 39, 14 and 10 at-% respectively). It is possible that this layer corresponds to the Fe2AlB2 phase. Furthermore, a boride layer, which contains very little Al, possibly corresponding to the Fe2B phase, appears to be present (54 at-%Fe–24 at-%B16 at-%Cr–6 at-%Al). B appears to diffuse to a depth of at least 15 μm and reacts with Fe and Cr to form borides. Al diffusion seems to be limited to the outer region of the coating and up to about 10-15 μm.
It is also clear from both the EDS analysis and the unidentified peaks from the XRD spectrum that other aluminide (such as FeAl3 and Fe2Al5) or boride phases (FeB) may also be present in the coating in smaller quantities. The coating mainly seems to consist of FeAl intermetallic in the outer region, as expected from the Fe–Al phase diagram.12 The predominant iron boride phase appears to be Fe2B (region III), with an intermediate middle zone (region II) consisting of Fe2AlB2.
Fe2B has been found to dissolve to 11 at-%Al according to the ternary Fe–B–Al isothermal (800°C) phase diagram,16 and the compound Fe2AlB2 has been also identified during the boronising of aluminised steel.17
FeAl phase, which seems to be the predominant phase formed in the outer region of the coating, is the desirable one, since iron aluminides with higher aluminium content, such as FeAl3 and Fe2Al5, tend to embrittle the produced layer and to reduce its oxidation resistance. The coating layer formation is a temperature and time dependant process, which means that it is a diffusion controlled reaction. The intermetallic layer is followed by an interdiffusion zone, containing mainly Al and B, both elements diffusing into the substrate.
In order to evaluate the oxidation resistance of the produced coating, a cyclic steam oxidation process was applied. A schematic representation of the selected cycle is presented in Fig. 1. Flowing Ar2 and steam in a 1∶1 volume ratio were supplied at 650°C for 24 h, followed by a cooling period for 1 h at room temperature, and again the same cycle was repeated for total 1008 h (42 cycles).
The cyclic steam oxidation process in Fig. 1 was performed for both the coated and uncoated P91 steel. Figure 4a presents the SEM images and elemental analysis of the cross-sectioned oxidised P91 steel, showing that there is a 50 μm external oxide scale formed.
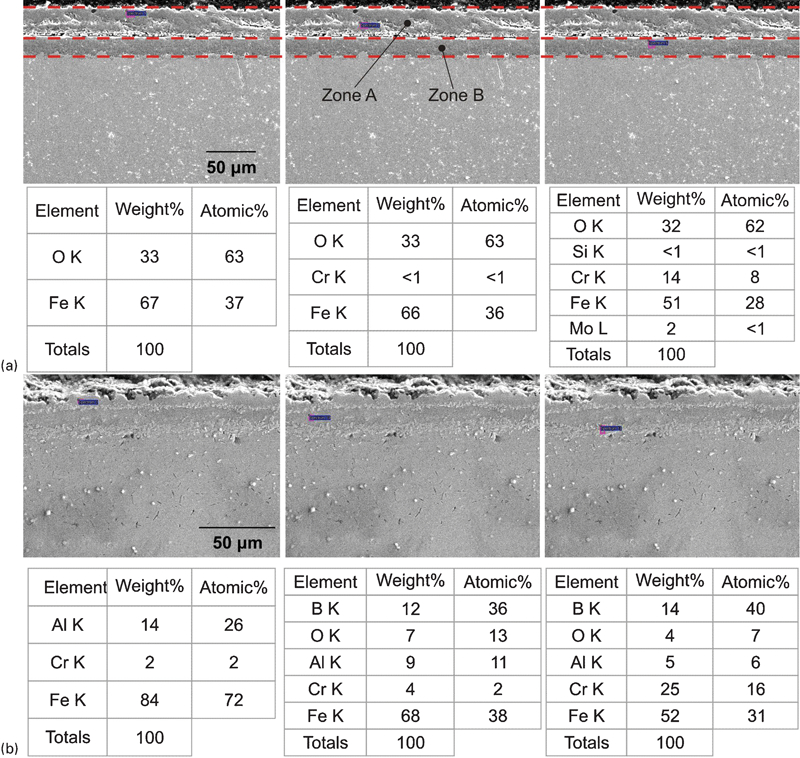
Micrographs (SEM) and elemental analyses of cross-sectioned specimens a for uncoated P91 steel and b for coated one, after 1008 h cyclic steam oxidation
In this scale, there are two distinct zones (A and B) observed, separated by a crack, running through the scale, parallel to the oxide/substrate interface. In the external zone A of the scale, the EDS analysis showed the presence of oxygen and Fe (64 at-%O2–36 at-%Fe), suggesting that the compound formed is possibly Fe2O3. In the inner zone B, the EDS analysis indicated the incorporation of Cr (∼9 at-%) together with minor amounts of Mo and Si, into the formed oxide, suggesting an Fe(Cr)2O3 spinel type compound. The difference observed in the chemical composition of the two adjacent oxide compounds formed in zones A and B will lead to different values of the coefficient of thermal expansion for these compounds, thus leading to crack formation at the interface between the two zones and eventually spalling, during repeated thermal cycling. Also for 9-12 wt-%Cr steels operating in steam containing environments, at temperatures between 550 and 650°C, a detailed mechanism has been proposed for the formation of vacancies,18 micropores and eventual breakaway at the interface of such oxide layers. The corresponding SEM image and elemental analysis of the cross-sectioned B–Al coated steel shows a 30 μm affected zone (Fig. 4b). This zone consists in the outer part mostly of Fe and Al (72 and 25 at-% respectively, indicating the phase FeAl3), together with a small amount of Cr (2 at-%) and Fe, Cr, Al, B and O (11 at-%Al–36 at-%B–13 at-%O). The external FeAl layer formed on the initial coating seems to offer sufficient protection from high temperature steam over the tested period of 1008 h under cycling conditions. Both Al and B were also found in significant amounts in the zone. The affected zone shows good adherence to the substrate with no cracks, voids or pores, limited oxygen diffusion and an overall improvement in the steam oxidation resistance compared to the uncoated steel.
Conclusion
In this paper, the pack cementation method was used as a coating technique to produce B–Al layers by diffusion in P91 steel. The B–Al coating was achieved in a single step process, and both Al and B diffused into the substrate forming a homogeneous layer of 15 μm in thickness. Three distinct regions were identified in the coating. Close to substrate, the Fe2B boride is formed, followed by an intermediate zone rich in Al and B and probably Fe2AlB2. The outer region is rich in Fe and Al, indicating that it is FeAl. The existence in the coating of other aluminide or borides compounds such as FeAl2, Fe2Al5 or FeB cannot be rejected. The coating was uniform and showed good bonding with the substrate. Finally, it showed an increased oxidation resistance, as tested by cyclic steam oxidation for a total of 1008 h at 650°C.