
Abstract
When ore is being selected from a regularised block model, a common procedure is to accept as ore any block whose iron content exceeds a cut-off value, and whose content in each contaminant analyte is below an appropriate cut-off value. This method defines a quadrant within the multidimensional analyte space, such that any block lying within the quadrant is accepted as ore and any block lying outside the quadrant is rejected as waste. The cut-off levels can be adjusted to maximise ore tonnage at a target grade (or analyte vector). When the method is applied to a project comprising multiple pits with systematically differing grades, it is found that ore tonnage at target grade is maximised if different cut-off quadrants are used for the different pits. This is apparently illogical, because it implies that an ore block from one pit may be accepted as ore, but an identical block from another pit rejected as waste, even when ore from both pits is to be blended into the same product and there are no production cost differences between the pits. The paradox is an example of the Theory of the Second Best: if there are multiple conditions for optimality and one condition is broken, then obeying the other conditions may not be the best policy. The problem lies with the quadrant cut-off method, which is shown to be inconsistent even for selecting ore from a single pit. A criterion that is inconsistent cannot be optimal. It is shown that a linear composite cut-off function provides maximum ore tonnage, and that a single composite cut-off criterion is consistent and optimal over multiple pits. Further, it is shown that a composite cut-off function not only maximises ore tonnage at a specified composition, but also can be used to select ore so as to maximise project value, if marginal costs and values are available.
Introduction
In planning an iron ore mine we generally have a block model with grade estimates at regularly spaced rectangular coordinates. A common objective is to select the maximum tonnage of ore whose aggregate multidimensional grade matches a nominated target vector. Designing a mining sequence to maintain the target grade is another problem beyond the scope of this paper (but see Everett, 2011).
Excellent introductions to cut-off grade estimation, primarily for situations such as gold mining are provided by Lane (1988) and Rendu (2008). They primarily consider a single well-defined product (such as pure gold) enabling net present value (NPV) and marginal cost/benefit analyses to be applied. The situation with iron ore is somewhat different, since the product has a negotiated composition, a grade vector with components not only of Fe but also of the contaminants (such as SiO2, Al2O3 and P). Since we cannot generally express the ore value as an explicit function of the multidimensional grade vector, net present value and marginal cost/benefit analyses are problematical. The objective then becomes one of identifying the maximum tonnage that can be extracted at an agreed marketable target grade vector (with the possibility of repeating the analysis for alternative marketable target grade vectors, and then comparing values).
Industry practitioners commonly use a quadrant cut-off method, selecting as ore any blocks with iron grade above a cut-off value and with contaminant grades all below specified cut-off values. The author has encountered the quadrant cut-off method being used in several iron ore mining companies: little is published on the method, but Boyle (2009) provides an example where the quadrant cut-off method is explicitly used as a standard technique.
Where multiple pits or ore bodies of consistently different composition are to be mined to produce a combined product, it is common in the industry to use a different quadrant cut-off criterion for each pit. As we shall see, this can yield higher ore tonnage than a single quadrant cut-off criterion. As the number of pits or ore bodies increases, determining the optimum quadrant cut-off values for each pit or ore body rapidly becomes a difficult combinatorial problem, for which evolutionary algorithms have been proposed (Myburgh and Deb, 2010).
An alternative approach proposed is to use a linear composite of the grade. In forming this linear composite, iron has a unit positive coefficient and each of the contaminants of concern has a negative coefficient. The composite function can be thought of as the iron content downgraded appropriately by the contaminants. Each composite function value defines a contour, with the cut-off value ideally corresponding to the contour where marginal cost equals marginal value. The appropriate coefficients to maximise the available tonnage at target grade can be established by a straightforward iterative hill-climbing process.
Iterative hill-climbing techniques are appropriate when the search area (in the region of interest) can be visualised as a hill with a single peak, where the vertical height corresponds to the objective function to be maximised and the decision variables are equivalent to the horizontal dimensions of the hill. Choosing the decision variables so as maximise the objective function can thus readily be done by a simple iterative hill-climbing search. In a hill-climbing search, one decision variable is successively changed by small increments until the objective function drops: the last increment in the decision variable is cancelled, and then the same incremental procedure is applied to the next decision variable. When the procedure has been applied to all decision variables, the procedure is repeated, but with the increments now halved and reversed in sign. This goes on until the increments fall below a nominated threshold, or the objective function has effectively reached its optimum (Russell and Norvig, 2003).
We shall see that a composite grade cut-off is optimal in providing maximum ore tonnage at the target grade, whereas the quadrant grade cut-off is generally not optimal. The purpose of this paper is to extend the discussion to production from multiple pits or ore bodies, where different quadrant cut-offs are traditionally applied to each pit, even when the product is going to a single product blend.
A necessary but not sufficient condition for a selection criterion to be optimal is that it be consistent. We shall see that two distinct inconsistencies are involved in applying the quadrant method.
The first inconsistency arises even with the single quadrant criterion, because a set of blocks rejected by the quadrant criterion may, if aggregated, be acceptable under the same criterion.
The second inconsistency occurs if different quadrant cut-off values are applied to the different pits, because this implies that ore from one pit is accepted even though identical ore from another pit would be rejected. Since ore from both pits is going to the same product blend, this criterion cannot be consistent, unless there are different extraction costs for the different pits.
Paradoxically, if the quadrant cut-off method is used, more ore at target grade can be obtained by using different cut-off values for the different pits, despite the second inconsistency. This paradox provides a neat example of the Theory of the Second Best where, if one condition of optimality is already not satisfied, the solution may be better if another condition of optimality is also ignored (Lipsey and Lancaster, 1956).
Method
In this study, the quadrant and composite cut-off methods are applied to synthetic but realistic data for an iron ore mine. The mine comprises two pits, Alpha and Beta, with similar costs of extraction. For ease of presentation, we shall consider only a single contaminant, alumina, but the analysis can be extended to multiple contaminants and to more than two pits without affecting the conclusions.
A synthetic data set was constructed, with each pit having a block model of 750 blocks. Each block is assumed to be of 50 kilotonnes. The iron and alumina grades for the hypothetical data set are shown for the two pits (Fig. 1). Blocks from pit Alpha as open dots and blocks from pit Beta are represented as crosses, and the target grade {Fe, Al2O3} = {57·50, 3·20} shown (Fig. 1).
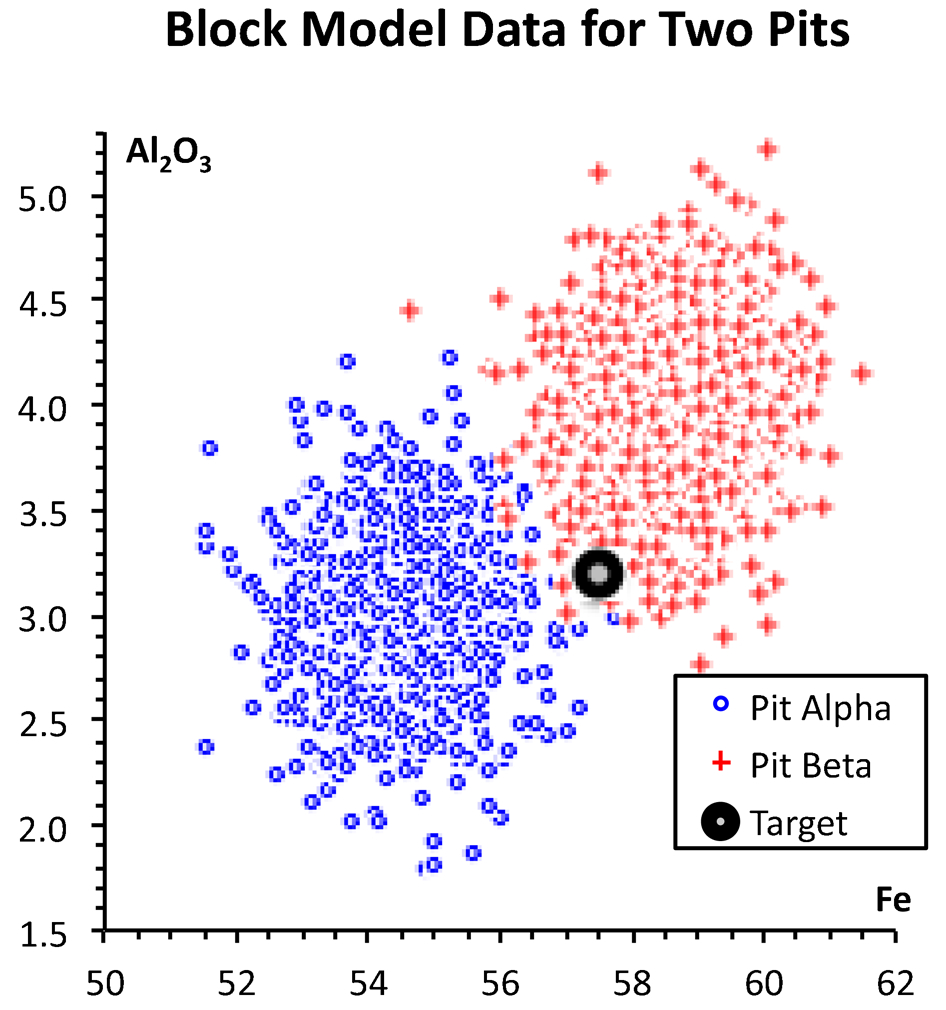
Block model data for two pits. Each block is 50 kt
The synthetic data used in this study are not realistic, since the iron and alumina grades within each pit are uncorrelated, whereas we would usually expect them to be negatively correlated. A later section will consider the effects of introducing negative correlation between the iron and alumina grades within each pit.
The two pits have consistently different but compensating compositions, as can often occur in reality. Pit Alpha is low in iron content, but also low in the contaminant alumina. Conversely, Pit Beta is high in iron content, but high in the contaminant alumina. The objective is to extract the maximum tonnage that, when blended, will match the target grade {Fe, Al2O3} = {57·50, 3·20}. To enable the problem to be presented in two dimensions, we are assuming that the levels of silica and phosphorus are too low to be of concern, but including them in the target grade vector would not materially alter the nature of the problem.
The quadrant method
The results are shown when a single quadrant cut-off is used (Fig. 2). The ore to be extracted lies within the lower right hand quadrant defined by the iron and alumina cut-off values. The cut-off values have been chosen by a hill-climbing iteration, to maximise the tonnes of ore that can be extracted at the target grade.
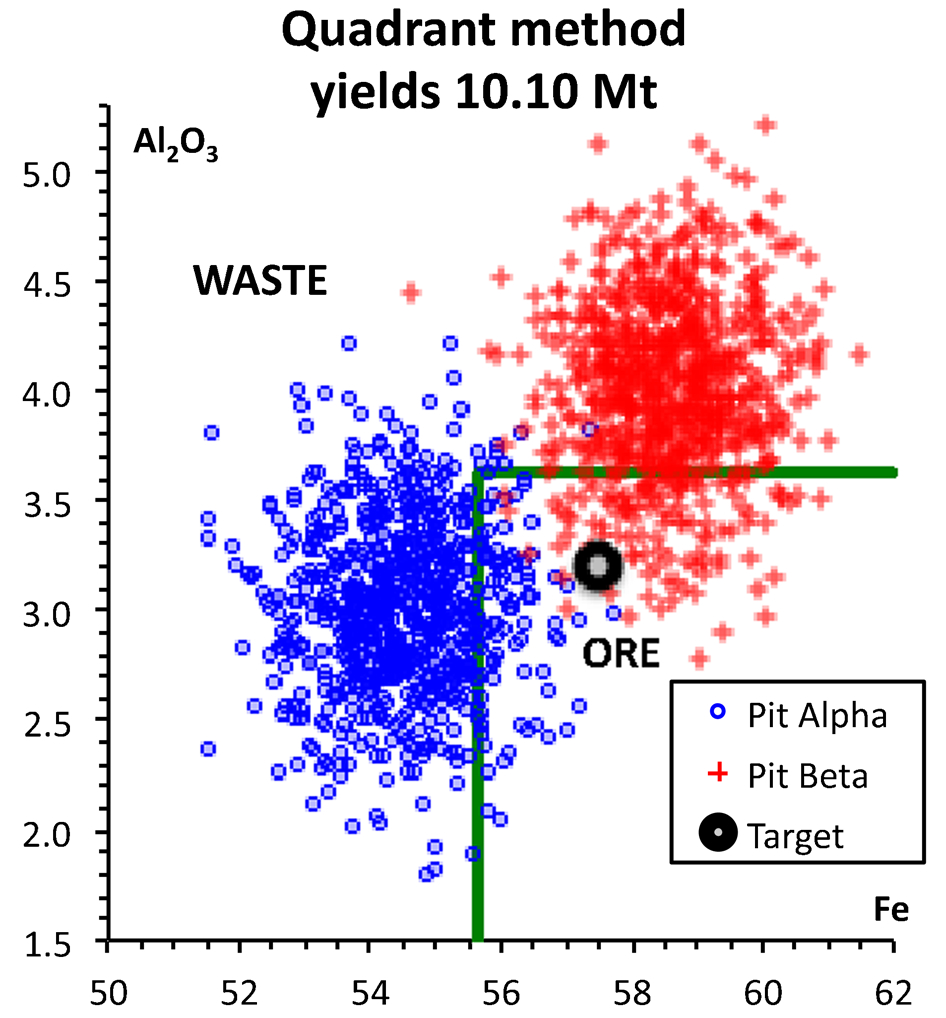
Quadrant method yields 10·10 Mt at target grade
An iterative hill-climbing search showed that selecting as ore all blocks whose grade satisfied the cut-off values of {Fe>55·64; Al2O3<3·62} yielded a maximum of 10·10 million tonnes of ore at the target grade {Fe, Al2O3} = {57·50, 3·20}.
Inconsistency #1
When the quadrant method is applied, a set of ore blocks is rejected which, if aggregated, would lie within the acceptance quadrant (Fig. 3).
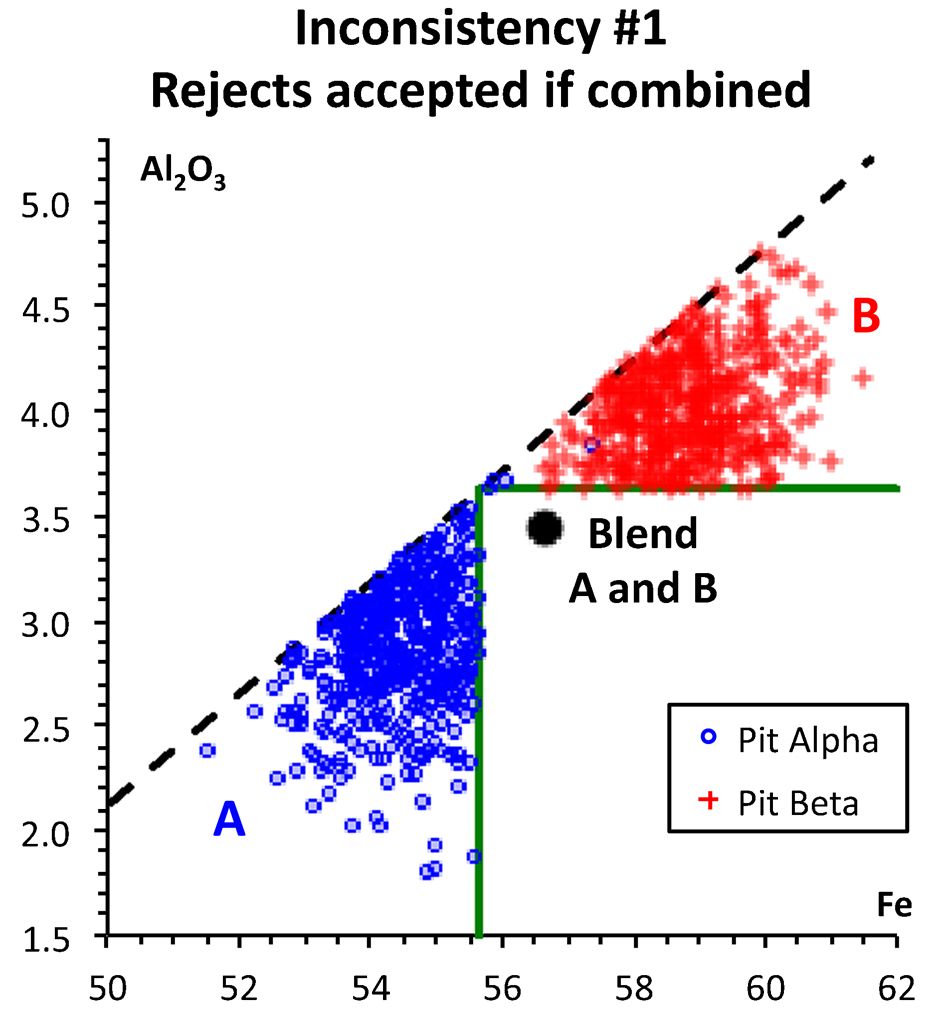
Inconsistency #1. Rejected blocks acceptable if aggregated
Consider the Alpha pit blocks that lie in area A, the lower left triangle. Because they have iron content below the Fe cut-off value, they are all rejected as waste. Similarly, the Beta pit blocks that lie in area B, the upper right triangle, are all rejected as waste because they have alumina content above the Al2O3 cut-off value. If we combine all the blocks in the A and B areas we get a blend, as plotted, which would lie within the acceptance quadrant and therefore be accepted as ore. This is clearly inconsistent, so the quadrant method must be sub-optimal.
Pit specific quadrant method
For the pit-specific quadrant method, a different set of quadrant cut off values has been applied to each pit. The cut-off criteria have been established by an exhaustive hill-climbing technique, iteratively changing the four cut-off values to spiral in on the maximum ore tonnage at target grade.
The criteria for the Alpha pit are {Fe>54·94; Al2O3<3·03}.
The criteria for the Beta pit are {Fe>57·95; Al2O3<3·83}.
The pit-specific quadrant criteria have increased the yield to 15·55 million tonnes of ore at the target grade {Fe, Al2O3} = {57·50, 3·20}.
The results for ore selection applying the pit-specific criterion are shown (Fig. 4). A separate lower-right quadrant is delineated for each pit. The two quadrants overlap as shown.
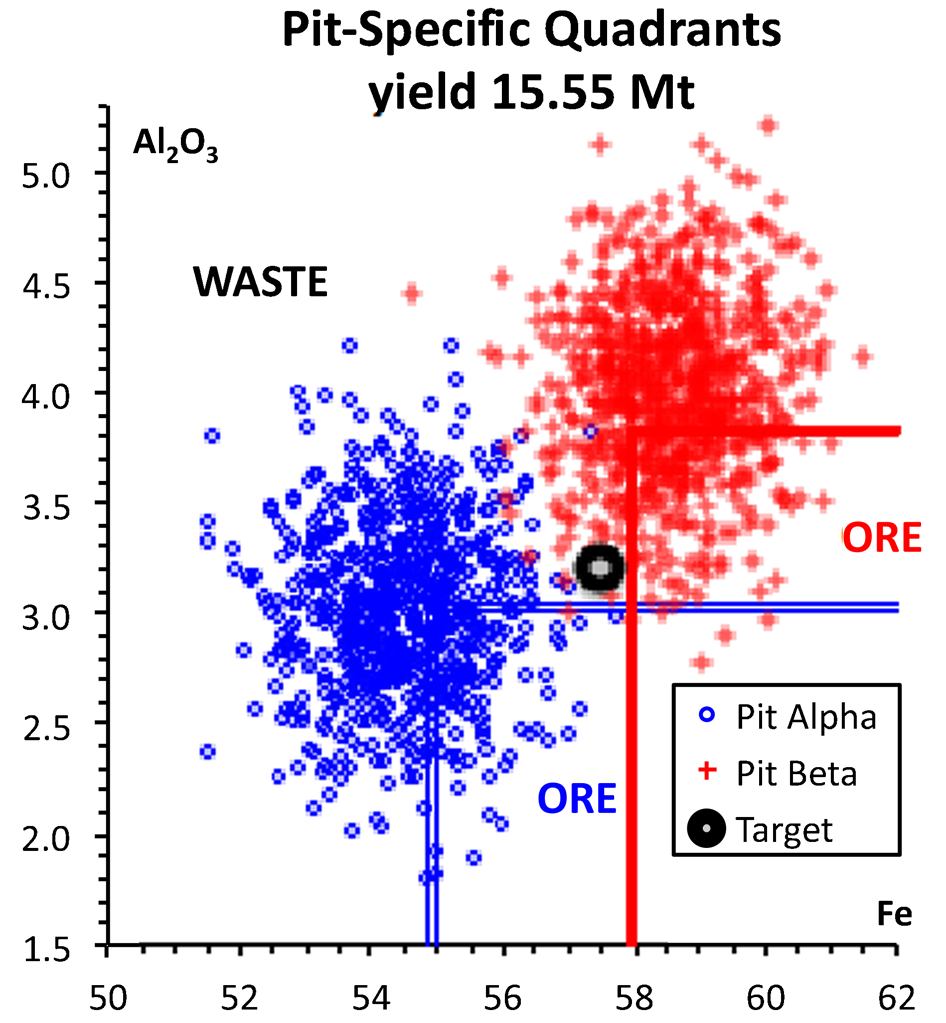
Pit specific quadrants yield 15·55 Mt
Blocks from pit Alpha that lie in the quadrant delineated by the double line are accepted as ore, since they satisfy the criteria {Fe>54·94; Al2O3<3·03}. Similarly, blocks from pit Beta that lie in the quadrant delineated by the thicker solid line are also accepted as ore, since they satisfy the criteria {Fe>57·95; Al2O3<3·83}.
With just two pits and two cut-off values for each pit, the objective function is a reasonably well-behaved function that is smooth (apart from irregularities due to the discrete nature of the blocks) with a single global optimum. If we extend the problem, for example to eight pits with four analytes of interest, giving thirty-two decision variables, it rapidly grows in combinatorial complexity, to be what is known as an NP-hard problem. An NP-hard problem (i.e. non-deterministic polynomial time hard) is essentially a problem where you would have to evaluate every possible solution before you could be sure that you had found the optimum (see Weisstein, 2012). Such a problem has multiple local optima, so that an optimum can be absolutely verified as being a global optimum only by a huge search of the entire decision space. Finding the global optimum is then not trivial, and evolutionary genetic algorithms have been proposed (Myburgh and Deb, 2010).
Inconsistency #2
The inconsistency in using the pit-specific quadrant criteria is demonstrated in Fig. 5. Any Alpha blocks falling in the upper right rectangle, area B, would be rejected, even though Beta blocks of identical grade would be accepted. Similarly, Beta blocks falling in the lower left rectangle, area A would be rejected, even though Alpha blocks of identical grade would be accepted. Furthermore, any blocks in either pit matching the target grade would be rejected, because they fall outside either set of cut-off criteria.
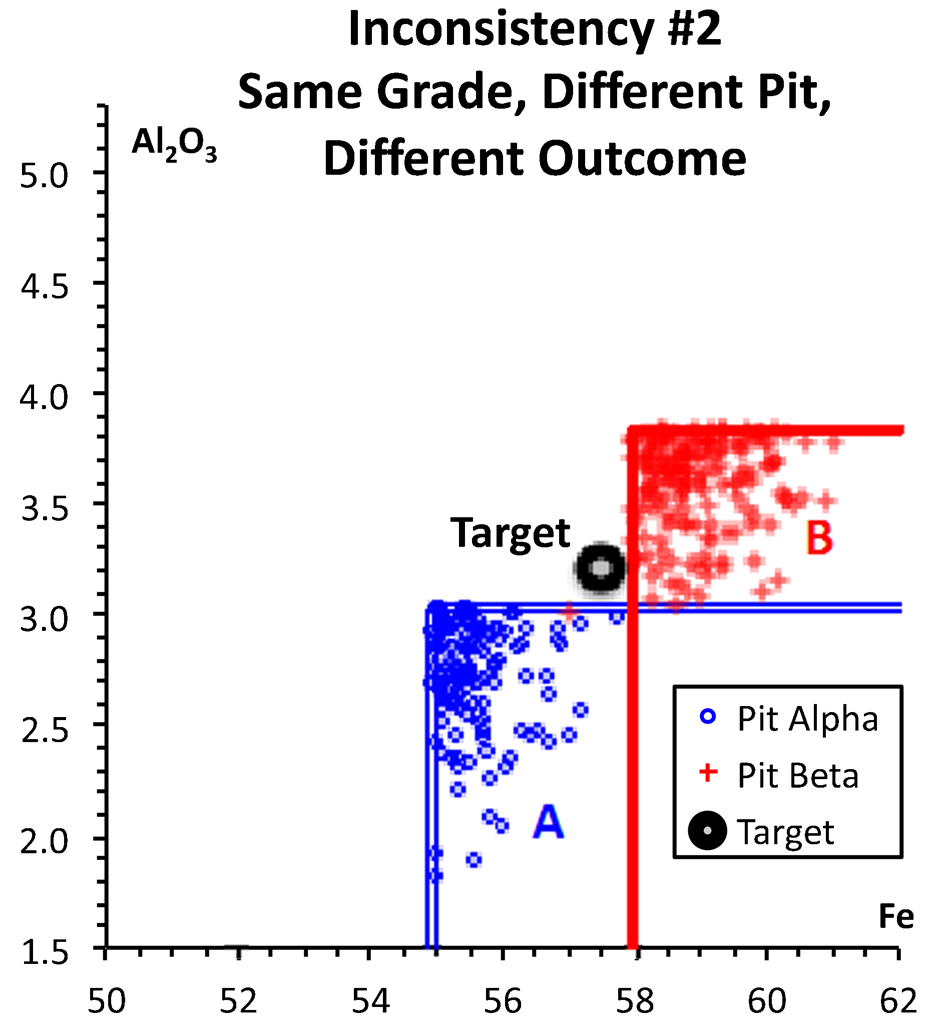
Inconsistency #2. Different pit, different outcome
Nevertheless, applying the pit-specific quadrant criteria with this second inconsistency increases the available tonnes at target grade, illustrating the Theory of Second Best. Because we have already allowed one inconsistency, allowing a second inconsistency can be an improvement (Lipsey and Lancaster, 1956).
The composite method
Although the multiple quadrant cut-off gave more tonnage than the single quadrant cut-off, it was still sub-optimal. Instead of applying a set of quadrant cut-off criteria, it is preferable to use a single composite cut-off criterion, accepting as ore any blocks from either pit that satisfy the single criterion: X = Fe–KAl.Al2O3>X[cut]. The constants {KAl, X[cut]} are chosen so as to maximise the ore tonnage that has average grade equal to the target grade.
Choosing the constants {KAl, X[cut]} so as maximise the ore tonnage at the target grade can readily be done by a simple iterative hill-climbing search, since the objective function (tonnage selected) behaves smoothly in the search area defined by {KAl, X[cut]}. By ‘behaves smoothly’ we mean that there are no discontinuities in the objective function as we move around the search area, and within the search area there is a single optimum.
Generalised composite method
Although the example studied here considers only iron and alumina, the method can be extended so that the target grade includes other contaminants such as silica and phosphorus, in which case we still have a single cut-off criterion, choosing as ore blocks which satisfy: X = Fe–KAl.Al2O3–KSi.SiO2–KP.P>X[cut].
The constants {KAl, KSi, KP, X[cut]} are chosen so as to maximise the ore tonnage averaging the target grade {Fe[target], SiO2[target], Al2O3[target], P[target]}. The composite grade cut-off criterion will always give an ore tonnage at least as large, and commonly up to 10% larger, than does the quadrant cut-off method (Everett, 2011).
Component and total stress
The iterative computational procedure to be described applies the concept of stress, where the stress component for each analyte is defined as (Target–Grade)/Tolerance for that analyte. The total stress ST is then the sum of the squared stress components.
Computational procedure for the composite method
The computational procedure for the generalised problem is as follows (note that in our simplified example we consider only iron and alumina, so the terms in KAl and KSi are omitted):
arbitrarily choose initial values of KAl
compute X = Fe–KAl.Al2O3–KSi.SiO2–KP.P for each block
sort the blocks in descending order of X
compute the cumulative grade down to each block, and the stress components of the cumulative grade
identify a value X[cut] for which the cumulative tonnage for X>X[cut] has minimum total stress
identify the analyte for which the component stress (for X>X[cut]) has the largest magnitude
increment the K constant for that analyte, in the direction determined by the sign of its component stress and by an amount indicated by the derivative of the stress with respect to tonnage
repeat steps (ii) to (vii) until the ultimate minimum total stress of step (v) is below a chosen threshold (such as 10−4)
identify as ore all the blocks for which X>X[cut].
Choosing the constants {KSi, KAl, KP, X[cut]} so as maximise the ore tonnage at the target grade can readily be done by this iterative hill-climbing search, since the objective function (tonnage selected) behaves smoothly in the search area defined by {KSi, KAl, KP, X[cut]}. Naturally, both ore selection methods depend upon there being a feasible solution: if the target grade is infeasible, specifying an unattainable grade combination {Fe[target], SiO2[target], Al2O3[target], P[target]}, then there will be zero ore identifiable by any method.
Redundant analyte targets
If any of the contaminant coefficients {KSi, KAl, KP} turn out to be negative, then that indicates the target grade for that analyte is redundant, and a greater ore tonnage can be achieved by dropping the analyte from the cut-off criterion. For example, if KSi in the above procedure is found to have a negative value, then the procedure should be repeated without any silica target. The result of the repeat run will be a larger ore tonnage with a silica grade less than its target grade. Forcing the silica content up to the target grade would in this case reduce the ore tonnage.
Worked example
The composite cut-off method was applied to our synthetic data set. The target grade was again {Fe, Al2O3} = {57·50, 3·20}. Tolerances for iron and alumina were set to 0·24 and 0·10 respectively, but the method is not very sensitive to the choice of tolerances. Since in this example alumina is the only contaminant, we search for a cut-off function of the form: X = Fe–KAl.Al2O3>X[cut].
Iterations of the coefficient KAl successively reduce the minimum total stress of step (v).
The iterative progress towards the ultimate minimum stress is shown (Fig. 6). Note that the vertical scale is logarithmic. The ultimate minimum total stress of <10−4 is achieved after 12 iterations. The minimum total stress of step 50 for this final iteration is the optimal solution: X = Fe–3·761Al2O3>X[cut] = 44·341.
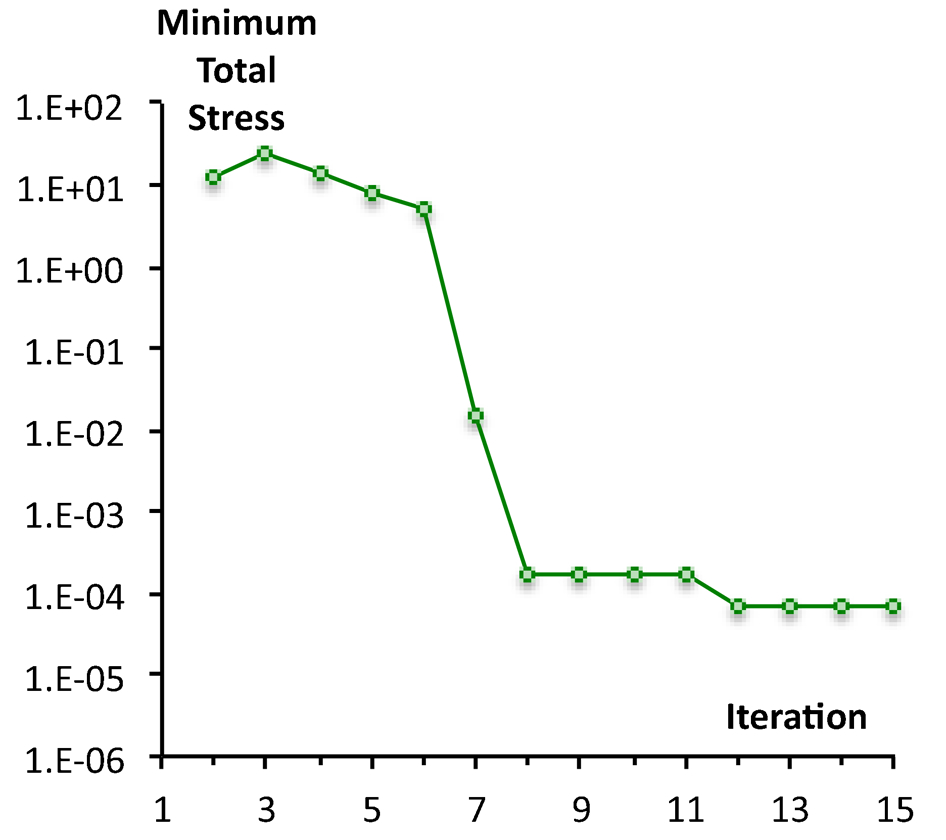
Iteration towards ultimate minimum stress
It should be noted that we are dealing with a rather small number of blocks (1500 blocks) each of rather large tonnage (50 kt), and only the one contaminant. I have applied the method to real data sets with three contaminant analytes and up to a million blocks averaging about 1 kilotonne. Up to 100 iterations are then required, but because of the finer block size the minimum total stress (sum of the four component stresses squared) can be reduced to below 10−8.
Three graphs of the cumulative total stress against cumulative tonnage are shown in which the blocks are cumulated in decreasing order of X (Fig. 7). The plots are for:
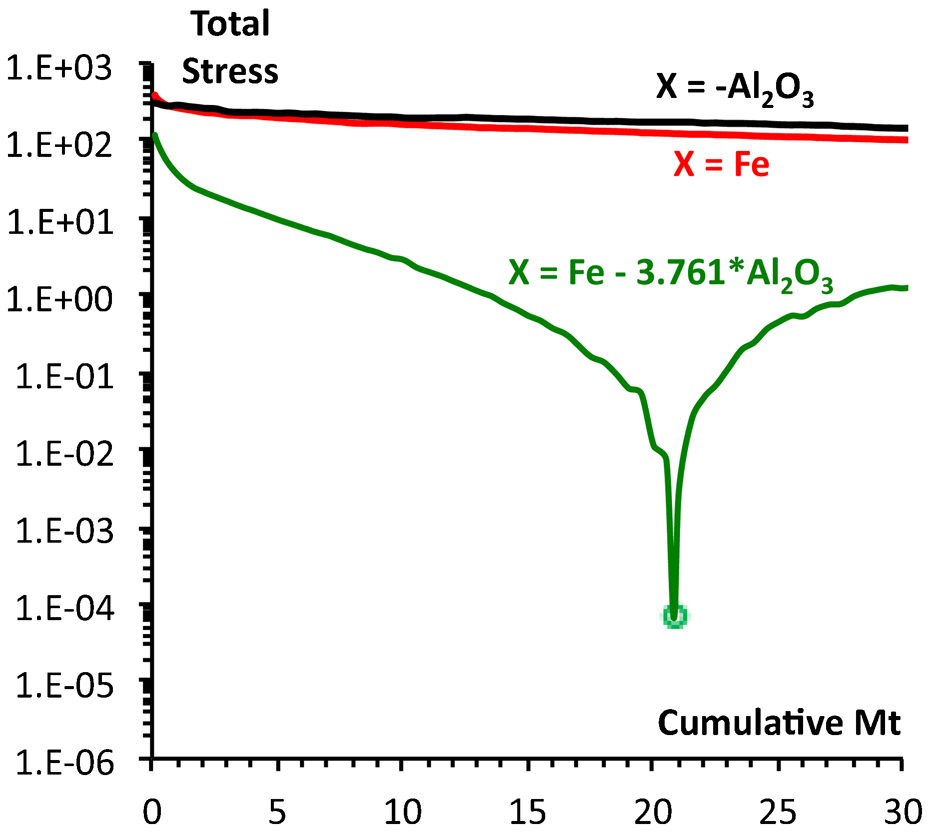
Stress as a function of cumulative tonnage
X = Fe
X = –Al2O3
X = Fe–3·761Al2O3, the optimal solution.
For X = Fe and for X = –Al2O3, the total stress of the cumulated blocks never drops below about 100. For the optimal solution (from the12th iteration of Fig. 6), X = Fe–3·761Al2O3, the total stress of the cumulated blocks reaches a minimum of less than 10–4 when X = X[cut] = 44·341.
The corresponding cumulated grade for Fe and for Al2O3, for each of the three functions is shown (Fig. 8): X = Fe; X = –Al2O3, and X = Fe–3·761Al2O3. At the cumulated tonnage of 20·85 Mt, corresponding to X = X[cut] = 44·341, each analyte has cumulated grade equal to its target grade {Fe, Al2O3} = {57·50, 3·20}.
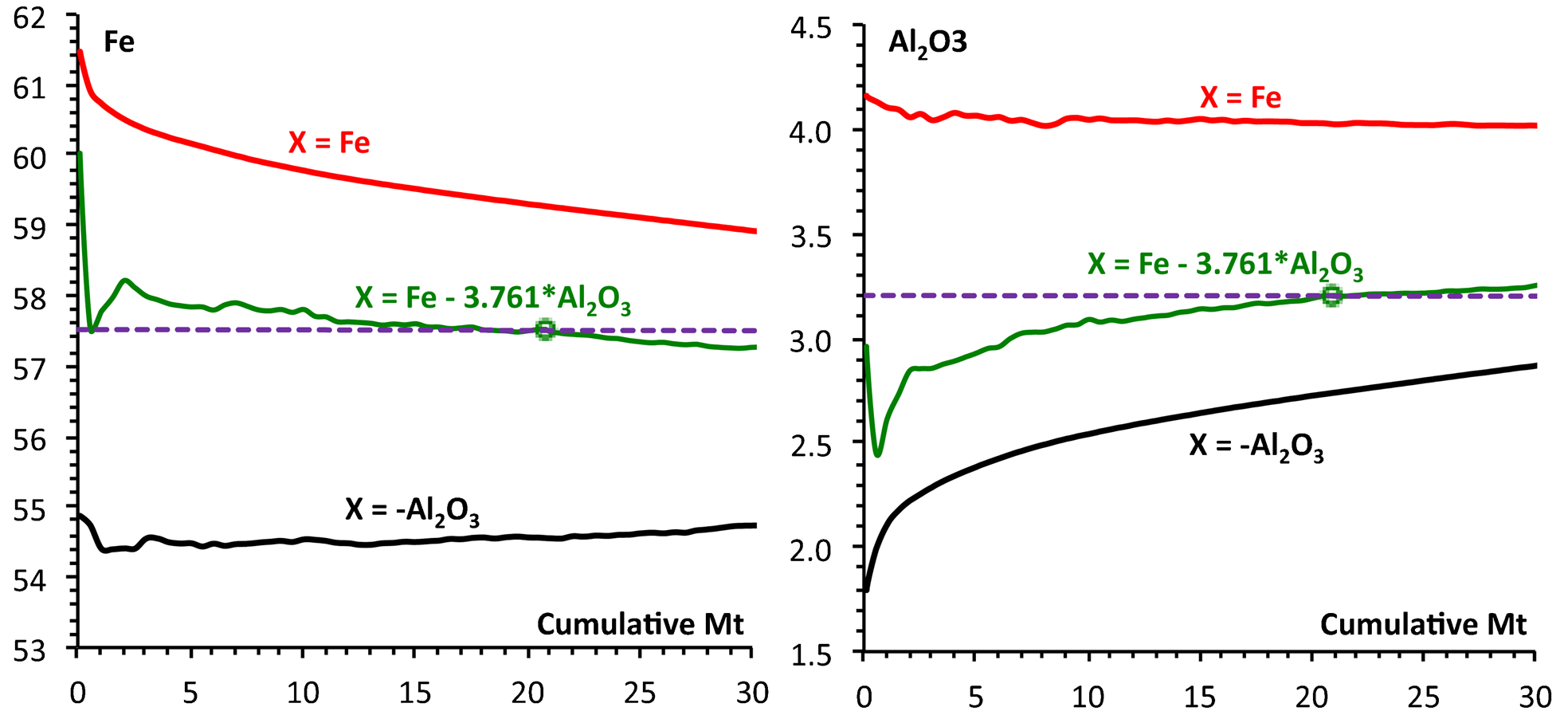
Grade as a function of cumulative tonnage
Results
The optimal results are obtained by using the composite cut-off (Fig. 9)
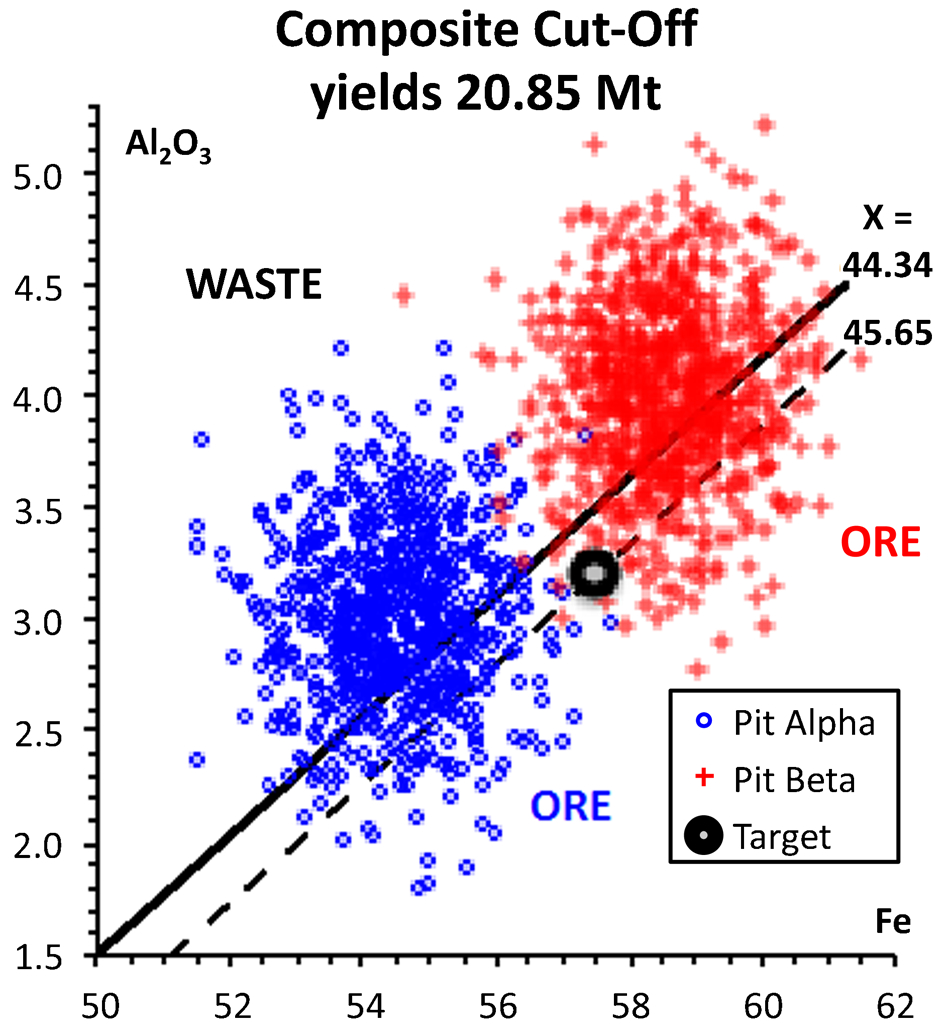
Composite method yields 20·85 Mt at target grade
X = Fe–3·761Al2O3>44·34 = X[cut]
The coefficient and cut-off value were established by the iterative hill-climbing procedure described in the previous section. Using the optimal composite cut-off criterion, the yield is increased to 20·85 million tonnes, averaging the target grade {Fe, Al2O3} = {57·50, 3·20}.
For the synthetic but realistic data set examined, the composite criterion gives a 34% increase on the ore tonnage yielded by the pit-specific quadrant criteria, and more than double the tonnage yielded by the single quadrant criterion.
Proof of optimality
The solid black line in Fig. 9 is the contour line of the composite cut-off score that maximises the tonnage at target grade. Any blocks with a composite score greater than 44·34 lie below and to the right of the solid black line and are included as ore. Any blocks with a composite score less than 44·34 lie above and to the left of the solid black line and are rejected as waste.
The total ore blocks have an average composite score of 45·65. This matches the target grade, and lies on the broken black line.
Ore addition
If we were to increase the tonnage of ore, we would have to include some blocks with composite score less than 44·34. This would reduce the ore's average composite score below 45·65, the target grade.
Ore exchange
Consider taking one ore block lying below and to the right of the cut-off line and exchanging it with one waste blocks lying to the left and above the cut-off line. The block removed would necessarily have a composite score higher than the block added, so the aggregate ore composite score would face a net reduction, to below the target grade of 45·65.
Any adjustment to increase the ore tonnage can be expressed as ‘Ore addition’ with or without ‘Ore exchange’. Since any such adjustment would lower the average composite score below 45·65, there is no way that we can increase the ore tonnage while maintaining the target grade. Therefore, the composite ore selection method has maximised the tonnage of ore that can be selected to match the target grade. The solution is therefore the global optimum.
Data limitations
Negative correlations
The synthetic data used in this study are not realistic, in that the iron and alumina assays within each pit are uncorrelated. In reality, the two analytes will usually be negatively correlated. The alumina grades in each pit were adjusted so that they were negatively correlated with the iron grades, maintaining the same means and standard deviations within each pit. The two plots show the results for iron to alumina correlations of −0·5 and −1·0 respectively (Fig. 10).
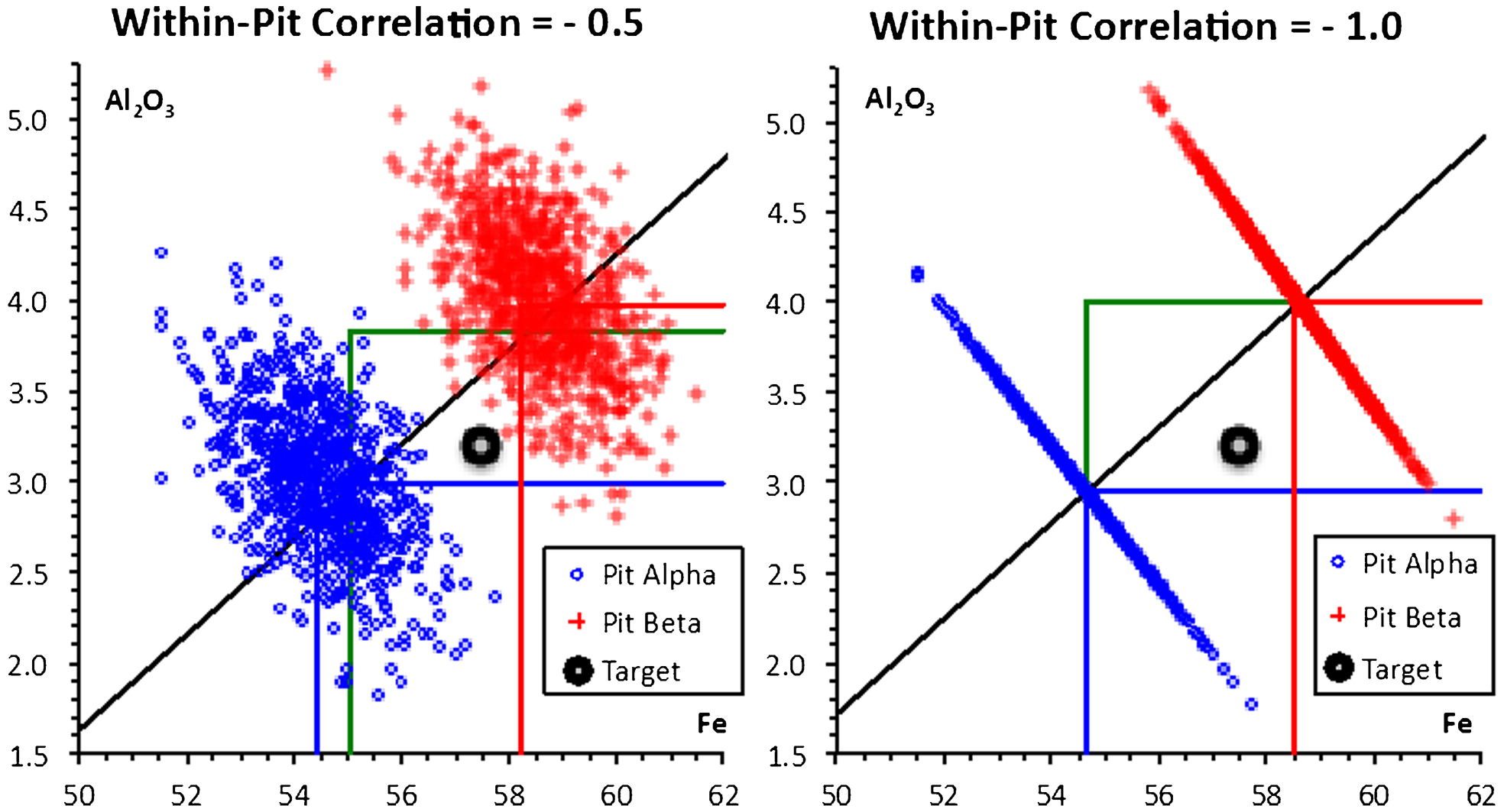
Composite, single quadrant and pit-specific quadrant cut-off criteria, for negative correlations
With a within-pit correlation of −1·0, the problem is essentially one dimensional, since for each pit the alumina grade is a linear function of the iron grade. In this limiting case, the apex of each pit-specific quadrant cut-off lies on the composite criterion cut-off. The single quadrant cut-off is now the envelope of the pit-specific quadrant, and all three methods give the same ore tonnage.
The ore tonnages for the three methods converge as the iron to alumina correlation ranges from zero to minus one (Fig. 11).
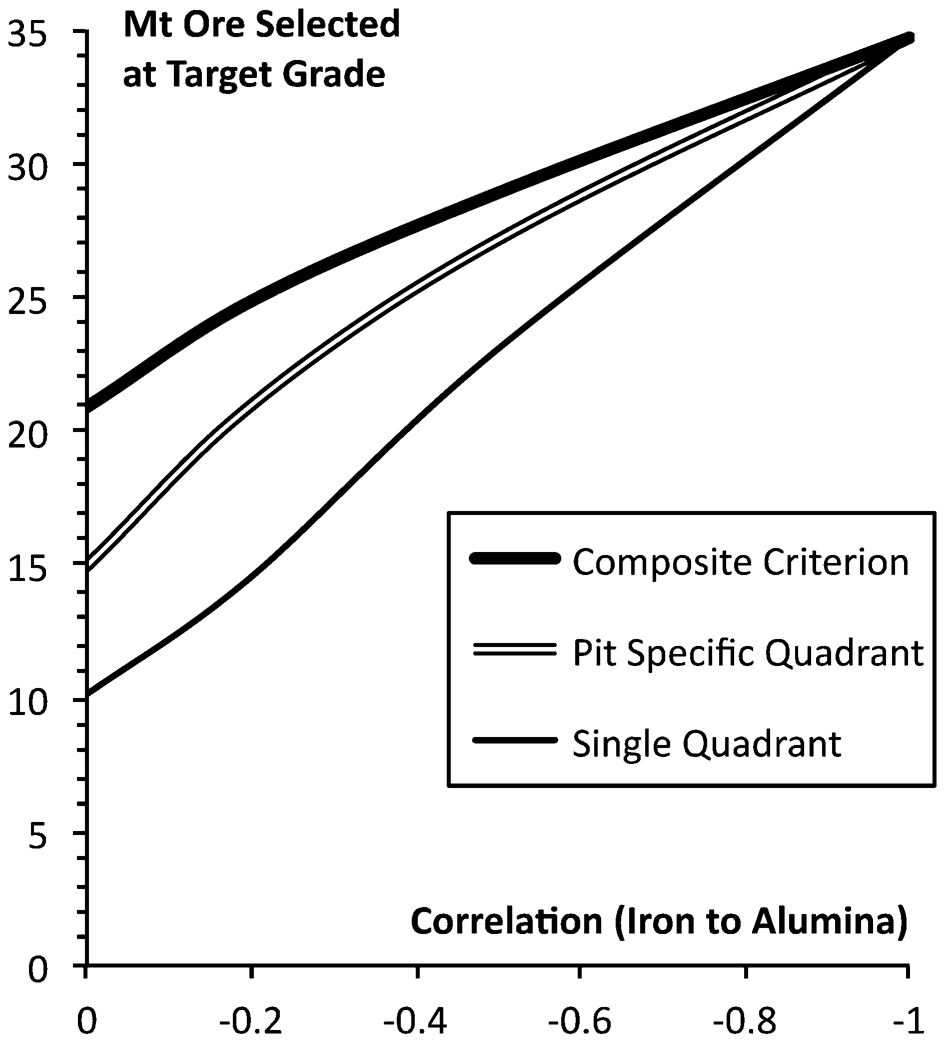
The three criteria converge with increasing negative correlation
Grade dimensionality
As the negative correlation tends to −1·0, the grade tends from two dimensions down to one, and the difference between the amounts of ore selected by each of the three criteria steadily decreases.
In reality, since other analytes (such as silica and phosphorus) are usually included in the target grade, the grade dimensionality is larger, and this effect would be expected to increase the difference between the tonnages selected by each criterion, enhancing the advantage of the composite criterion, which will always be optimal in selecting the maximum ore tonnage at a specified grade vector.
Value versus consistency
The composite cut-off method described has maximised the ore yield obtainable at a target grade. However, it may not maximise the value of the mine. To maximise the value of the mine, we would have to estimate the ore value per tonne (net of production cost ‘C’ per tonne). The value per tonne is a function of the grade vector, ‘
Instead of maximising the tonnes W, the objective is now to maximise the total value:

Alternatively, it may be easier to find the optimum tonnage at target grade (as described), and then explore the direction in which it may be worth adjusting the target grade. This method would require estimation of the differential, ∂fn(
Because iron ore is generally marketed to a target grade, with the customer favouring consistency of grade in preference to maximum grade, it is found in practice to be very difficult to establish marginal values as a function of grade. Consequently, for iron ore it may be preferable to apply the method as has been done in the preceding sections, to maximise the ore tonnage at a target grade. This does not preclude running the analysis over a range of potential target grades. Such a procedure could be used to provide an informed discussion between marketing and production staff, to explore and compare the values of the available marketing and production alternatives.
However, for other ore types, such as gold, a method equating marginal value to marginal cost is appropriate in differentiating ore from waste. It is however appropriate in this case to point out that although NPV is maximised by selecting as ore any blocks for which marginal value>marginal cost, this criterion is not necessarily appropriate for sequencing ore after it has been selected. Provided the ore sequence is feasible, and consistency of grade is not a factor, then the NPV will be enhanced if we produce the higher value ore earlier than the lower value ore.
Conclusions
Analysis of the synthetic data for two hypothetical pits has clearly demonstrated the inconsistency and sub-optimality of the quadrant method of ore selection, which appears still to be commonly used in the industry (Table 1).
Ore yield at target grade
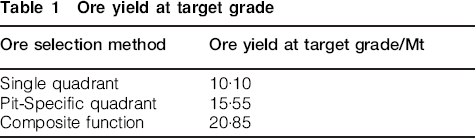
In this example, the optimal composite method yields more than twice the tonnage of the single quadrant method, and 34% more than the pit-specific quadrant method. A further advantage of the composite method lies in the fact that the optimum composite function coefficients and cut-off value can be found by a straightforward iteration, by hill climbing over a smooth continuous surface. A similar iterative process can be used for the single quadrant method, but the solution for the pit-specific quadrant method becomes very difficult if there are multiple pits as well as multiple contaminants.
The optimality of the composite method has been proved. It is suggested that the method be modified to maximise total value rather than maximising tonnage at a predetermined grade. The potential benefits and limitations of this modification have been briefly discussed.
Footnotes
Acknowledgement
The author wishes to thank the Australasian Institute of Mining and Metallurgy for permission to publish this manuscript, which was originally presented at the AusIMM Iron Ore Conference in Perth in August 2013.