
Abstract
Simulation modelling is a practice commonly used in the mining industry to evaluate alternative process designs. Such modelling is typically undertaken as an optimisation study to increase the efficiencies, productivity and product quality of operating mines. In this situation real short-term grade variability data of extracted ore are available from production records as input data into the simulation. There is also a need for simulation modelling to be performed before mines are approved for construction to clarify the grade variability characteristics that can be expected from the operating mine and assist in the optimisation of the process design. In this situation no historical short-term grade variability data are available. To achieve meaningful and reliable results from a simulation it is necessary to have input data for the ore to be extracted from the pits, representative of the short-term grade variability that would be expected for the operating mine. This paper describes an example of a path taken to generate realistic input data. A method described as composite cut-off criterion was used to distinguish ore from waste which gave substantially greater recovered tonnage at target grade compared to the conventional quadrant cut-off grade criteria. The only data available for the project was resource model data in the form of kriged block models, which are known to underestimate true ore grade variability. To achieve realistic results from the simulation it was essential to increase this variability while maintaining the accurate average grades. Areas of certain deposits that were modelled using both kriging and conditional simulation estimation techniques were quantitatively compared to establish the comparative variance and the kriged data was modified to match the conditionally simulated variance. A realistic mining model was generated via a process of discretisation and regularisation of the resource blocks. Quantitative assessment demonstrated that this method adequately compensated for ore dilution and that adjustment for ore loss was not required due to an ore skin surrounding the edge blocks. The conditioned data were then used to generate a schedule of daily mine extraction, considering grade variability, tonnage, equipment constraints and extensive blended-in-blended-out pre-crusher stockpiles to feed into the process design simulations. For the pre-crusher stockpiles a number of alternative allocation criteria were examined for ore being extracted from the pits to identify the best method in achieving reduced variability through the daily scheduling system. The study concluded that a single analyte separation criterion produced acceptable variability with minimal complexity. The blending efficiency of manually stacked and reclaimed pre-crusher stockpiles was studied to determine a realistic blending efficiency within the pile. A recommended method of building and reclaiming was determined to give maximum blending efficiency. Finally, the data were used as input into process design simulation models; simulation from crusher feed to ship loading demonstrated that control of shipment grade variability was achievable and that the conditioning of the data delivered realistic results.
Introduction
Simulation modelling is a well-documented practice commonly used in the mining industry to evaluate alternative process designs (see Everett, 1996; 1997; 2001; 2007; Howard et al., 2005; Everett et al., 2010). Such modelling is typically undertaken as an optimisation study to increase the efficiencies and productivity of operating mines where actual short-term grade variability data are available from production records. However there is also a need for simulation modelling to be performed earlier during the feasibility phase, prior to project approval and construction, to identify the grade variability characteristics that can be expected from the operating mine. In this situation no historical short-term grade variability data are available. To achieve meaningful and reliable results it is necessary to have input data for the ore to be extracted from the pits that is representative of the short-term grade variability that would be expected for the operating mine. This requires an innovative approach when resource models are the only available data source available.
The objective of this paper is to outline an approach of how realistic synthetic data, based on available resource models, can be generated as the prime input into a grade simulation model and how potential issues with the use of synthetic data were addressed. The application of this data into a typical simulation model is also described.
The data preparation procedures and simulation models were constructed as a series of interlinked software modules, with the output from each module providing the input data for the next (Fig. 1). At each stage, the grade variability was calculated and reported.
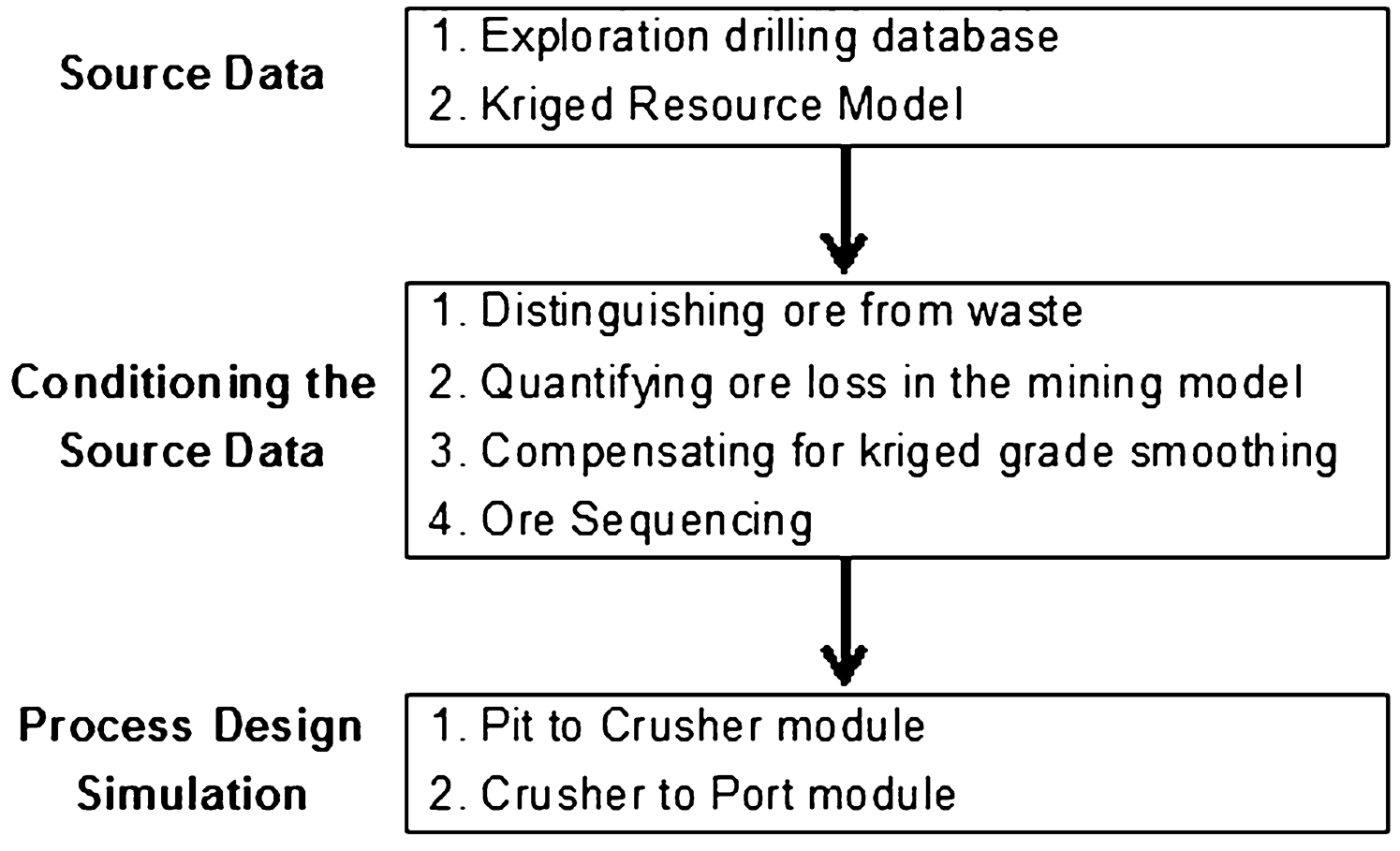
Schematic of the series of interlinked modules from generating the source data to the final simulation model
In summary, the resource block model was analysed to distinguish ore from waste blocks. The blocks selected as ore were then sequenced to provide a steady stream of ore, subject to various production and mining requirements. The simulation model then created and tracked production from the pit to the crusher (by direct feed and from pre-crusher stockpiles), rail to the port and finally ship loading through a combination of direct loading and port stockpiling.
Source data
Assays from exploration drilling typically provide the raw data to generate estimated grades for resource block models of a project, which for this paper was assumed to comprise multiple pits. The block models enable the evaluation and potential development planning of the resources, including the mine planning function. The resulting Life of Mine plans are invariably based on annual or quarterly production units and consequently do not contain the data resolution required to simulate short-term (daily) grade variability and to evaluate the effect of alternative process designs on reducing the variability.
For this study, since there was no production history, the only grade data available was from a kriged resource block model that used the grades from the exploration drilling as the raw data. The input to the simulation model had to be based on this data but significantly conditioned.
Conditioning the source data
From the resource model it was necessary to generate a synthetic stream of ore production data with realistic grades for a potential set of operating pits. The ore grades needed to not only have average value matching the marketing target but also have realistic grade variability and appropriate cross-correlations, both between the analytes in each potential pit and across the overall project containing several pits.
Marketing personnel had agreed to a desirable target grade in line with resource capability and customer requirements and an acceptable shipment grade variability that again should be in line with process capability and customer desires.
It is common that resource models are estimated into large-sized parent cells, say 25×25×4 m and sub celled along the borders of wire-framed geological models. Such large blocks may not be representative of the typical blast block sizes or the minimum selective mining unit (commonly designated SMU) and therefore in this project the block sizes required modification to provide finer resolution production data as input into the simulation models.
Distinguishing ore from waste
The composite ore selection procedure Everett (2011, 2014) was used to identify the blocks comprising the maximum tonnage available at the specified grade vector target {Fe, Al2O3, SiO2, P}. The grade is referred to as a vector because it contains multiple components: one component for each analyte.
Ore blocks were selected that satisfied the condition

Parameters K1, K2, K3 and XC were evaluated using the procedure described by Everett (2011, 2014). The composite criterion method identifies the maximum ore tonnage at the specified target grade and is therefore considered to be superior to the commonly used quadrant criteria (Fe>KFe; Al2O3<KAl; SiO2<KSi; P<KP) where set cut off grades are stipulated for each analyte and are applied independently of each other.
Consider the quadrant and composite cut-off methods for a simplified situation considering only iron and alumina (Fig. 2). Each dot represents the grade of an ore block. Selection of blocks with grade lying in the region below and to the right of a slanting composite cut-off function yields more ore at the target grade than does the quadrant cut-off, which selects ore in a quadrant lying to the right of the vertical iron cut-off and below the horizontal alumina cut-off. The values of the quadrant cut-offs were chosen so as to give maximum ore tonnage at the specified target grade but all the rejected blocks lying below and to the right of the broken slanting line but outside the quadrant cut-offs would, if aggregated, lie within the quadrant and therefore be of grade acceptable on the quadrant cut-off criterion. This demonstrates that the quadrant cut-off criterion is inconsistent because a set of blocks that are each individually rejected would be accepted if aggregated. Consequently the quadrant criterion cannot be optimal. Including all the blocks to the right and below the broken slanting line would reduce the grade below the ore target, so the composite cut-off that maximises ore tonnage at target grade is the solid slanting line a little further to the right. It can be shown that such a suitably chosen linear composite cut-off function provides the cut-off criterion that maximises ore tonnage at the target grade.
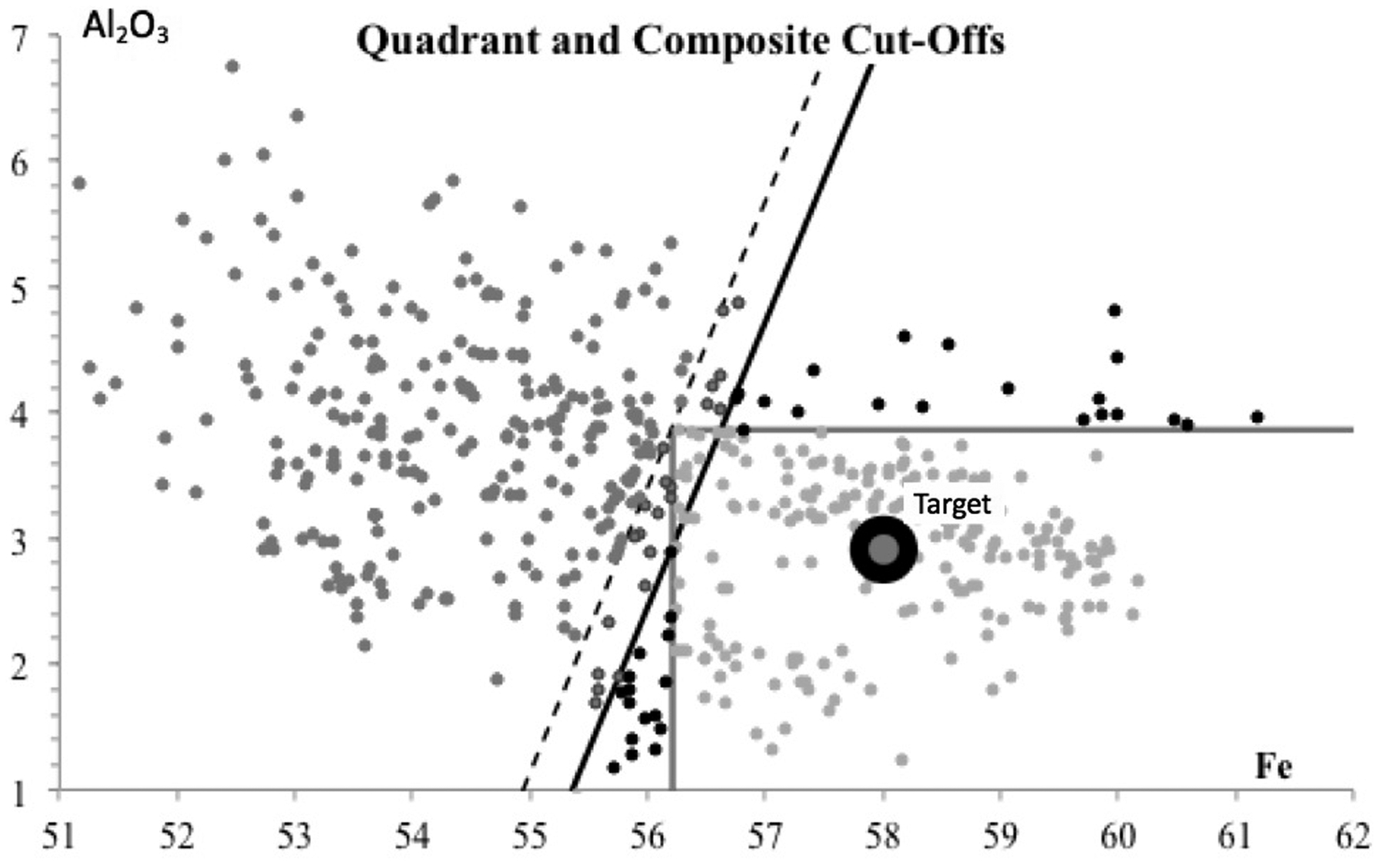
Comparison of ore waste discrimination using the quadrant and composite cut-off classification methods for the same target grade vector illustrating increase in ore tonnage using the composite method
It has been objected that the composite cut-off criterion requires multiple blocks outside the quadrant cut-offs must be available simultaneously and aggregated to achieve target grade. However, the same objection applies equally strongly to the multiple blocks within the quadrant cut-offs. In both cases, once ore blocks have been selected matching target grade in aggregate, we face the same problem of sequencing them as a steady stream of ore close to target grade. The problems of ore selection and sequencing are discussed more fully by Everett (2011).
Extending the dimensionality to include silica and phosphorus in the cut-off criteria does not alter the conclusion that a composite criterion is optimal, and the quadrant criterion is inconsistent and sub-optimal.
Quantifying ore loss in mining models
Mining models are commonly created from resource models for mine design and mine planning purposes and their attributes will invariably depend on the selectivity in the discrimination of ore and waste along with other mining factors (Bertinshaw and Lipton, 2007). Their construction often involves discretisation of parent blocks and regularisation (or re-blocking) to the mining model specifications and this can incur ore loss and/or dilution that require quantification.
In generating the input data for the simulation models the first step was to discriminate ore from waste. The original kriged resource models, were discretised from the parent blocks to 5×5×2 m blocks each with an {Fe, Al2O3, SiO2, P} grade vector. The 5×5×2 m blocks were then aggregated to 10×10×4 m blocks (smallest mining unit) however, the 5×5×2 m blocks identity was retained for analysis of ore loss.
Although each 10×10×4 m ore block had an assigned grade, it was recognised that in reality there would be short-range grade variation within each block, which was particularly relevant at the ore/waste interface. Consider two 10×10×4 m ore blocks, each bounded by waste blocks above and to the left (Fig. 3). The 5×5×2 m components at the ore/waste interface can be either waste components within the ore blocks, or an ore skin within the waste blocks, as shown. It should be noted that any ore dilution or included waste component within the ore blocks has already been accounted for in the computed ore tonnage and grade, as the discretised blocks are aggregated to an average grade that is then assigned as ore. In this particular project it was concluded that ore loss was preferable to ore dilution because the diluted ore grade would be considered unacceptable.
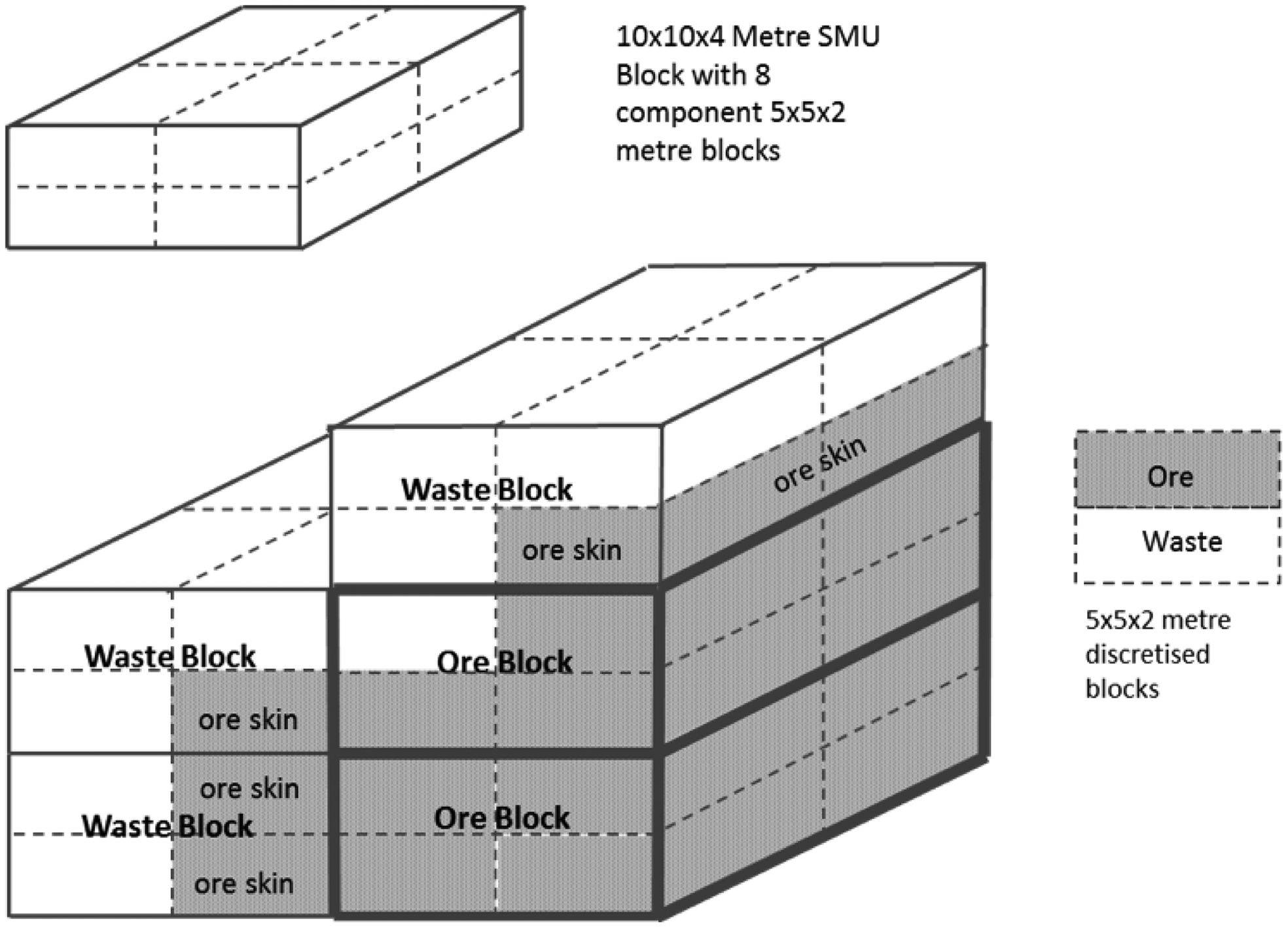
Schematic of the mining model component blocks, aggregated smallest mining unit blocks, and the ore skin at the ore/waste interface that compensates for any ore loss during mining
Conventionally this ore loss is allowed for by identifying a thin layer of ore loss at the ore/waste interfaces and reducing the tonnages of each ore block accordingly. The exact thickness of the ore loss layer depends on factors including the bench height, method of extraction and digging unit selection. However, this correction is over-conservative since it ignores the circumstance where a skin of ore is left on the waste block side of the ore/waste interface. In this project, the ore block may be entirely ore up to and beyond the interface and the ore skin lying within the waste block compensates for any anticipated ore loss in mining up to this interface. If ore loss accounting was included in the ore block tonnage to avoid any dilution it would represent unacceptable double counting of loss.
Example of ore skin estimation
An example of the computation of ore skin for a resource appears in Table 1. There were 24 211 ore/waste interfaces where a 10×10×4 m ore block butted up against a 10×10×4 m waste block. Of these, 13% were east–west interfaces, 11% were north–south interfaces, and 76% were vertical interfaces (where an ore block overlays a waste block, or vice versa).
An example of ore skin analysis at the ore/waste interface, demonstrating that there is a sufficient ore skin surrounding ore blocks to compensate for ore loss
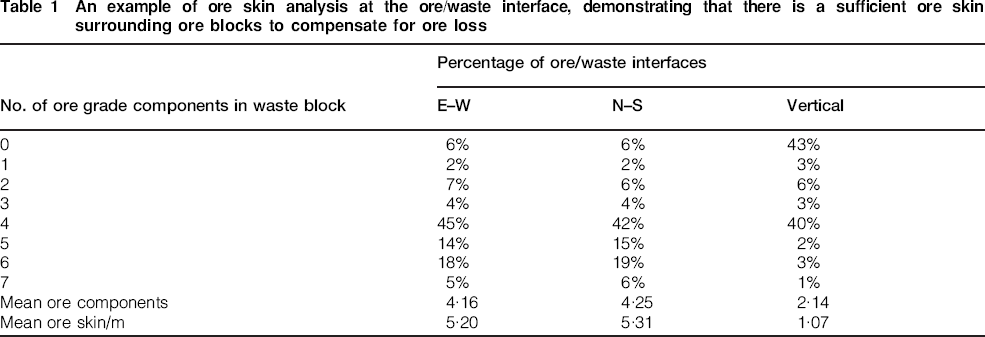
For each such ore/waste interface, the eight 5×5×2 m components of the waste block were examined and each component identified as being ore or waste grade (depending on whether its composite score lay above or below the ore cut-off score Xc of equation (1)). The number of 5×5×2 m components of ore grade in the waste block were tallied: there could be from zero to seven components of ore grade, since it must contain at least one component of waste grade for the block as a whole to average a waste grade.
The results for the east–west, north–south and vertical interfaces are shown in Table 1. For example, for the east–west ore/waste interfaces, 6% had no ore grade components, 45% had four ore grade components, and 5% had the maximum possible seven ore grade components. The waste blocks in the east–west interfaces had an average of 4·16 ore grade components (out of a total of eight components). Since the blocks measured 10 m east–west, the ore skin in the interface waste blocks averaged 5·20 m ( = 4·2×10/8). Similarly, the ore skin for north–south interfaces averaged 5·31 m. For the vertical interfaces (with component thickness of 2 m), the ore skin averaged 1·07 m.
These ore skin thicknesses were considered more than adequate to allow for any likely ore losses during mining, so no further compensation for ore loss was deemed necessary. The conclusion that an ore loss allowance was not required appreciably increased the estimate of recoverable ore.
Compensating for kriged grade smoothing
It is well documented that the kriging estimation process produces the expected average grade value for each block in a block model (Krige, 1951) The kriged variance is the variance between separate block means and there is no calculated variance within individual blocks (Boyle, 2009; Everett and Grobler, 2014). If the total ore grade variance is defined as the sum of the variance between blocks grades plus the variance within blocks then kriging must underestimate the ore grade variability between blocks. Consider the difference between kriging and conditional simulation (Fig. 4): kriging gives the expected (or mean) grade for each block, whereas conditional simulation is a Monte–Carlo based sampling technique that includes the variance around the expected grade. The conditional simulation variance is equal to the variance between block means plus the variance within blocks.

Kriged and conditional simulation interpolations
Whereas kriging is known to smooth grades but give an accurate average, conditional simulation preserves the variability but does not necessarily give an accurate average grade for each block. By combining the two methods an accurate average grade with a realistic variability could be achieved.
Both kriged estimates and conditional simulation data were available for small regions of several deposits, allowing a direct comparison of the inter block variability obtained by the two estimation methods. Examining just the ore blocks for these regions, it was calculated that the conditional simulations for the ore blocks had a variability that was approximately 30% larger than for the corresponding kriged estimates, for each analyte except phosphorus (for which the effect was somewhat less). The grade for each ore block in the resource model was therefore adjusted so that its deviation from target grade was increased by 30%. For example an ore block grade that was one standard deviation below target grade was decreased to 1·3 standard deviations below target, whereas an ore block grade that was one standard deviation above target average resource grade was increased to 1·3 standard deviations above target grade. By this procedure, the overall ore block grade deviation from target grade was increased by 30%, while maintaining an average ore grade equal to the target grade. This had the effect of downgrading the low-grade ore and upgrading the high grade ore, thus preserving the average ore grade while correcting tendency of kriging to smooth out variability. None of the adjusted ore blocks were rejected as waste or waste reclassified as ore.
Ore sequencing
The 10×10×4 m ore blocks (identified as ore by the composite selection criterion) were further aggregated to mining units of 50×50×8 m. It was considered that each mining unit represented the minimal amount of material that would reasonably be scheduled for mining as an individual blast pattern. The mining units were each ascribed a single aggregated grade and were used in the short term scheduling system. Since some of the 10×10×4 m blocks in a 50×50×8 m mining unit would be waste, the ore tonnes and grade for each mining unit were calculated only from the constituent 10×10×4 m blocks classified as ore, ignoring those classified as waste as they would be sent to waste during the blast blocking and extraction operations.
A simulation model to sequence the digging units on a weekly basis was written, following the procedures described by Everett (2011) and summarised below:
an Available Block List was compiled from all the mining units that were not overlain or constrained by units not yet mined, and whose removal would not create cliffs above a nominated height; usually one bench
the Available Block List was successively trimmed to a Trimmed Block List (TBL) by taking out those units whose removal would best bring the remaining TBL grade back towards the target grade. In doing so, weightings were assigned towards satisfying a number of production objectives, such as reducing the horizontal distance spanned by the TBL to minimise digging unit movements. Another objective was to balance each pit's ore contribution and the total extraction rates from multiple active pits. The TBL was thus successively reduced until it reached the target tonnage for a week's production
the identified TBL was then removed from the block list, representing the week's production and the procedure repeated, identifying the resulting Available Block List, reducing it to a TBL, removing the TBL for the next week's production, through the planned life of the mine.
The sequenced mining units were each replaced by their (up to) 50 component ore blocks. This provided a data set to act as timed input (based on daily production rates) to the subsequent modules simulating the extraction, stockpiling, crushing, transport and shipping operations.
Process design simulation
The process design simulation model consisted of two modules written in Virtual Basic with an Excel user interface as described below. Each module calculated and tracked the ore tonnage and grade; one module from the pit to the crusher (by direct feed or from pre-crusher stockpiles), and the second module from the post crusher stockpiles, through railing to the port and finally ship loading by a combination of direct from train unloading and port stockpiling. These modules were designed to study the short term grade variability and facilitate sensitivity analysis of variability by varying key processing parameters for separate runs to measure the effect of various process designs on shipping grade variability while maintaining the same feed properties from the pits. Production delays were not included in the simulations as they could mask any changes in grade variability from minor changes in processing parameters.
Pit to crusher module
The module simulating the operations from the pits to the crusher was designed to read in the 50×50×8 m mining units scheduled for that day's production from each pit, breaking them down to their 10×10×4 m ore block components with each such component being just over a kilotonne.
The module used a Virtual Basic macro and Solver to allocate the selected day's ore movement for either direct crushing, movement to stockpiles in a build status (for ore that was required to be mined but not suitable for the grade requirements for the daily blend) or reclaiming from stockpiles that were built to completion and available for reclaiming. The crusher feed was selected so as to bring an exponentially smoothed output grade as close as possible to the shipping target grade. To achieve this the simulation model included a rudimentary daily grade control system based on a Continuous Stockpile Management System philosophy (Howard and Everett, 2008) to emulate daily mine decisions, such as which ore blocks and pre-crusher stockpiles would be included in the daily blend.
After the day's crusher feed had been selected, any unused ore from the mining units was transferred to the appropriate stockpile currently being built. Any allocation of ore to a particular stockpile was based on either the source pit or alternatively could be allocated by one of several criteria described in a later section.
Stockpiling
A key part of the process design included the use of pre-crusher stockpiles not only to buffer and decouple the crusher from the pit operations but also to assist with control of grade. Well-designed pre-crusher stockpiles reduce the grade serial correlation present in the ore extracted from the pits and thus play an active part in reducing the short-term grade fluctuations ultimately seen in shipment variability. The pit to crush module therefore included alternative property options of pre crusher stockpiling, such as the method of building and reclaiming, either blended-in-blended-out (BIBO) or last-in-first-out, maximum build size and classification of the stockpile based on the ex-pit ore allocation criteria. This study only included BIBO pre-crusher stockpiles, with each stockpile being built to completion and then fully reclaimed, as these were considered to be the most effective for controlling grade, reducing variability and maintaining ore traceability.
It is not valid within a simulation to assume that perfect blending has occurred within stockpiles. This is particularly the case in pre-crusher stockpiles that are manually built and reclaimed. To make the simulation more realistic some estimate of the grade variability of the ore reclaimed was required. A separate study was undertaken to determine the grade variability that could be expected from reclaiming BIBO stockpiles in a variety of sizes and configurations (Jupp et al., 2014). The key measure in this study was attenuation which was defined as the ratio, expressed as a percentage, of the standard deviation achieved by passing ore through a stockpile, divided by the standard deviation that would be encountered if the same size parcels were direct fed to the crusher, without any intervening stockpiles. Therefore low percentage attenuation values indicate a high degree of blending. The study concluded that well designed BIBO pre-crusher stockpiling systems can significantly reduce the short-term serial correlation of ore mined from a pit, leading to a reliable reduction in short term grade variability with an attenuation of 6–10%. Therefore in the simulation a random variability was applied to the average grade of ore in a stockpile that was reclaimed to accommodate the limitations of blending while assuming well designed stockpiles.
The typical reduction in grade variability achieved by stacking and reclaiming through a well-designed BIBO stockpile is seen in Fig. 5 (Jupp et al., 2014). Each stack standard deviation represents the standard deviation of a series of ore parcels as if a stockpile was not used and the ore fed direct to the crusher. The corresponding reclaim standard deviation represents the standard deviation of the series of ore parcels of the same tonnage as they were reclaimed from a well-designed stockpile.
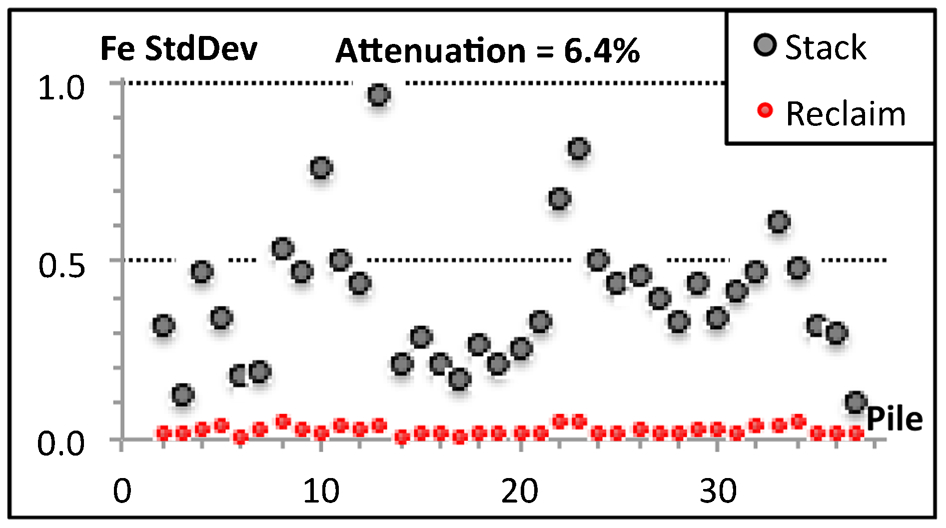
Stack and reclaim standard deviations of ore parcels that were either sent direct to the crusher (Stack) or were passed through pre-crusher blended-in-blended-out (BIBO) stockpiles of a nominated size (Reclaim)
Alternative allocation criteria
The allocation of mined ore to a series of pre-crusher stockpiles using either grade or other classification methods plays an important role in providing maximum practical flexibility for short term grade selection of the continuous stockpile management system. the need for grade control flexibility must be balanced against the need to minimise the number of stockpiles (of different ore classifications) and therefore inventory and to reduce the complexity of the system.
Several different ore allocation methods for BIBO pre-crusher stockpiling were examined, with the measures of success considered to be the effectiveness of the continuous stockpile management system in reducing grade variability post crusher along with the simplicity of daily operation. For each of the criteria studied the ore tonnage movements were spread equally between the pre-stockpiles based on cut offs for each of the criteria.
The allocation criteria examined were:
principal components – the calculation of the principal components of each block allows all analytes to be considered in maximising the separation of grades for pre-crusher stockpiling (see Everett et al., 2010)
each key analyte alone – maximising the separation of grades using only one of iron, alumina, silica, phosphorus or loss-on-ignition separately
silica plus alumina – maximising the separation of the combined analytes representing the majority of gangue in the ore
random – blocks were allocated in a totally random manner to each of the pre-crusher stockpile sets. This would represent a practice of stockpiling with no grade control objective; the ultimate situation in a poorly designed grade control regime
value – this criterion using the addition of several analytes was developed to separate the ore coming from the pits based on the value to customers; i.e. high iron, low silica, alumina and phosphorus are of greater value than ore of low iron, high silica, alumina and phosphorus.
The detailed analysis and results of the study are beyond the scope of this paper. However, an important conclusion was that the merits of simplicity in allocating ore to stockpiles via a single analyte far outweighed any reduction in grade variability by using more complex criteria. This was largely due to the cross correlation relationships of the analytes in the ore.
Crusher to ship module
The daily output from the Pit To Crusher simulation module provided the input to the this module, which simulated building post crusher stockpiles, loading trains for transporting the ore to port, and finally loading to ships, via a mixture of direct loading and port stockpiles. The trainload grades were taken to be the post crusher stockpile grade plus a variability factor based upon experience of similar operations. A similar variability was added to shipment grades. The simulation procedures for the crusher to ship module were similar to those described by Everett et al. (2010).
Managing uncertainty within the process design
If there were no uncertainty within the process design then simulation modelling would potentially offer little advantage over using algebra to obtain an optimal solution. However, invariably there is uncertainty in most mining operations and risk management in the simulation design should endeavour to quantify and incorporate this uncertainty to generate credible results.
To simulate realistic operations, estimated random variances or error were applied where appropriate throughout the simulation. A settable standard error was incorporated into the daily production grades to simulate the normal degree of success in achieving daily target grade from both uncertainty of blast block grades and the practical aspect of not achieving the daily plan. This error was applied in a random manner to all daily production crusher grades in such a way that the annual average grade was not affected. The input of a random error in the daily production grades meant that a range of results was possible depending on the seed error introduced. The simulation module was therefore run 10 times, each run with a different seed to generate its stream of errors. Once all 10 runs were completed, the system selected the run closest to the average daily crusher standard deviation and generated the output from this run as representative for the parameters that had been set.
Settable but random variability was also introduced for reclaiming ore from pre-crusher BIBO stockpiles; from the post-crusher yard stockpiles onto trains, and for reclaiming ore from port stockpiles into cargoes. This simulated the imperfect blending of the stockpiles and also sampling error.
Synthetic grades and real grades
The simulation methodology proposed cannot differentiate between the apparent grades of mine blocks and the real grades of mine blocks, because the real grades are not yet known. This means that efforts to choose the sequence in which mining units will be mined with the aim of reducing short-term grade variation may be substantially more effective in the simulations than they would be in practice, if the initial planning were followed blindly. However, any mining plan will be subject to continual revision as the results from finer drilling become available. Even during and after blasting the final ore selection can be revised using the techniques of continual stockpile management system, with real grades forecast from the recent history of discrepancy between real and blast hole grades, as discussed for example by Howard and Everett (2008).
As explained by Everett and Grobler (2014) kriged estimates, because they underestimate the grade variability, will have a downward bias, tending to underestimate the recoverable ore at market grade. They show how conditional simulation can be used to guide the initial mining to choices of least uncertainty: further information gained during the initial mining can then be used to reduce the uncertainty for blocks not yet mined.
Conclusions
In the absence of relevant historical production data it is possible to use kriged resource model data, with its inherent smoothed grades, as a starting point for generating input data into process design simulations of mines that are not yet operational. The raw data must be conditioned using several steps to develop a set of synthetic data containing typical short term grade variability evident in actual production data. This data can then be used to generate mining plans and ultimately fed into process design simulation. The results obtained are typical of what is seen when operational data are used.
The use of a comparison between kriged data and conditionally simulated data from identical regions of a plan can give the necessary increase in variability required in the kriged data to give realistic variability. It was found that variability between blocks had to be increased by 30%. By adopting this approach the accuracy of the average grades in the kriging method can be combined with the maintenance of short-term grade variability from conditional simulation.
Using composite cut-off grade method to determine ore and waste is practical and results in an increase in the tonnage of the resource compared to that obtained using the conventional quadrant cut-off method. The resulting blocks are easily accommodated in the daily grade control system and target grades achieved.
The use of the single analyte allocation criteria for assigning ore to pre-crusher stockpiles of diverse grade is a practical method that gives similar results to more complicated allocation criteria.
Process design simulation results using the synthetic data appeared to be realistic in comparison to other simulation runs carried out with production data in other operations. The only way to confirm the accuracy would be to compare with results from the operating mine when it is constructed which is outside the scope of this study.
Footnotes
Acknowledgement
The authors wish to thank the Australasian Institute of Mining and Metallurgy for permission to publish this manuscript, which was originally presented at the AusIMM Geomet Conference in Brisbane in September 2013.