
Abstract
In the current investigation, several Al/SiC and Al/Al2O3 metal matrix nanocomposites (MMNCs) were fabricated using the powder metallurgy route. The microstructure and the mechanical properties of the fabricated MMNCs were evaluated. Moreover, the corrosion behaviour of the MMNCs in NaCl aqueous solution under several corrosion test conditions of NaCl concentration, solution temperature and exposure durations was investigated. The corrosion tests were designed using Taguchi's design of experiments approach. Mathematical correlations were obtained to predict the corrosion rates of the MMNCs as a function of the corrosion test parameters. The results revealed that both Al/Al2O3 and Al/SiC MMNCs exhibited higher hardness than the pure Al matrix. The increase in the volume fraction and/or the size of the nanoparticles results in an increase in the hardness of MMNCs. Both Al/SiC and Al/Al2O3 MMNCs showed better corrosion resistance than the pure Al matrix in NaCl aqueous solution. However, the Al/Al2O3 MMNCs exhibited lower corrosion rates than the Al/SiC MMNCs. It has been found that the NaCl solution temperature and the exposure time showed the highest and lowest statistical physical significance on the corrosion rate of MMNCs respectively.
Introduction
Corrosion is the deterioration of a material due to dissolution, leaching and chemical or electrochemical reaction with the environment. Corrosion occurs locally or globally, depending upon the environmental conditions and material structure, including the internal structure and the interface. Generally, for homogeneous single phase materials, corrosion occurs uniformly. Irregular corrosion can also occur due to the segregation of reactive phases and impurities at the grain boundaries.1
Metal matrix composites (MMCs) find extensive applications in many marine engineering activities because of their light weight, high stiffness and high specific strength. They also offer excellent tribological properties and wear resistance at both room and elevated temperatures.2 In order to use these materials in marine environments, it is required to withstand corrosive environments. The MMCs contain reinforcements in the forms of fibres, particles and whiskers (short fibres) dispersed in the metal matrix, and they usually combine two or more materials that have different corrosion potentials and corrosion characteristics.2 Reinforcement particles, fibres or whiskers may interact electrochemically, chemically or physically with the matrix, leading to accelerated corrosion. In addition, galvanic interactions between the reinforcement and the matrix can also accelerate corrosion. Preferential corrosion along a particle matrix interface can lead to rapid penetration along the large interfacial areas in the composites. This can result in enhanced corrosion of MMCs in comparison to the corrosion of the respective monolithic matrix alloys.3 – 5 Crevice attack at the metal/reinforcement interfaces and preferred localised attack on the structural and compositional inhomogeneities can occur within the matrix. Since corrosion decreases the load bearing capacity, resulting in catastrophic failures, corrosion can limit the application of MMCs in corrosive environments, especially in the presence of stresses.
While considerable work has been performed on the physical and mechanical properties of MMCs, very little systematic studies have been conducted to study the corrosion behaviour of MMCs.6 – 11 Most of the time, MMCs were typically developed for specific applications to meet the mechanical properties, and these were subjected to casual corrosion studies as an afterthought. Several physical and mechanical properties of composites, including modulus of elasticity, can be predicted using models and equations involving properties of the matrix and the reinforcements, the chemistry, geometry and volume fractions of reinforcements. Unfortunately, such predictive equations are not available to predict the corrosion behaviour of MMCs, especially due to the large effects of processing on the corrosion behaviour. Recently, metal matrix nanocomposites (MMNCs) have become more attractive in various applications because of their improved properties over conventional microparticle reinforced MMCs. It is believed that the properties of MMCs with embedded ceramic nanoparticles would be enhanced considerably even with a very low volume fraction of these nanoparticles. The potential advantages of these MMNCs have generated excitement in both academic and industrial fields. Corrosion resistance is one of the candidate properties that it is believed to be enhanced by the addition of ceramic nanoparticulates to the metal matrix, such as aluminium and it alloys. However, similar to conventional MMCs, there is a lack of instigations that study the corrosion behaviour of MMNCs.12 There is a necessity for more investigations to be carried out to study the corrosion behaviour of MMNCs.
The aim of the current investigation is to study the mechanical as well as the corrosion characteristics of Al/SiC and Al/Al2O3 MMNCs. Several aluminium MMNCs containing different sizes and volume fractions of SiC and Al2O3 nanoparticulates were prepared using conventional powder metallurgy (P/M) route. The corrosion tests were designed using Taguchi's experimental design approach. The weight loss method was used to determine the corrosion rate. Corrosion tests were performed at several temperatures up to 75°C. The exposure durations of the tests ranged from 120 to 240 h. Both the pure Al matrix and the MMNCs were subjected to identical corrosion test conditions to study the influence of the material parameters (such as reinforcement type, size and volume fraction) as well as the corrosion test conditions (such as NaCl solution concentration, solution temperature and exposure duration) on the corrosion behaviour of the MMNCs. Moreover, mathematical correlations for the corrosion rate of the MMNCs in the NaCl solution as a function of the aforementioned parameters were developed. Such correlations can be used to predict the corrosion rate of MMNCs.
Experimental
Materials
In the current study, commercially pure Al powder having minimum purity of 99·7% was used as matrix material. The Al powder size ranged between 10 and 100 μm. Both SiC and Al2O3 ceramic nanoparticulates were used as reinforcing agents. Each of the SiC and Al2O3 nanoparticulates has two different average sizes, typically 200 and 60 nm.
Fabrication of MMNCs
Several MMNCs containing up to 5 vol.-% of SiC and Al2O3 nanoparticulates were prepared using conventional P/M route as follows: Both Al powder and nanoparticles in addition to 0·5-1·5 wt-% paraffin lubricant wax were placed into a blender, mechanically mixed until a homogeneous mixture is achieved and then placed into containers. The mixed Al/nanoparticles powders were cold compacted in a tool steel die shown schematically in Fig. 1. The powders were then pressed using a hydraulic press having a capacity of 400 kN. The applied compaction pressure during compaction was ∼500 MPa. The MMNCs produced from the cold compaction step were subjected to sintering at 600°C for 100 min. The sintering process was performed under argon inert gas atmosphere. After sintering, the MMNCs were subjected to hot extrusion. The MMNC billets were extruded at 500°C. The heating process was carried out using Ni–Cr coils around the upper cylinder. The extrusion reduction ratio was 2∶1 by area. The final MMNC samples had a cylindrical shape of 5 mm diameter and ∼100 mm length.
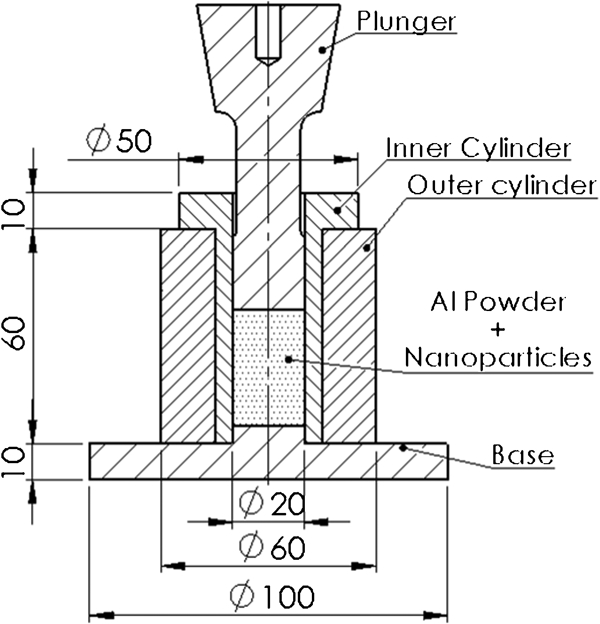
Schematic illustration of cold compaction die (dimensions in mm)
Porosity measurements of MMNCs
The bulk porosity of the fabricated MMNCs was measured using the water displacement (Archimedean density) approach according to ASTM B962-08.13
Microstructural examinations
Samples from the extruded rods were cut in transverse directions (i.e. cross-sectional) for microstructural examinations. The microstructural specimens have a cylindrical shape with dimensions of 10 mm diameter and 10 mm length. The specimens were ground under water on a rotating disc using silicon carbide abrasive discs of increasing grade up to 1200 grit. Then, they were polished using 10 μm alumina paste and 3 μm diamond paste. Microstructural observations were conducted using optical and scanning electron microscopes (SEM).
Microhardness measurements
The hardness of the MMNCs was measured on polished samples using a Zwick/Roll microhardness tester. The test was carried out by applying an indentation load of 25 g with a Vickers indenter according to ASTM B721-91.14 A minimum of 10 readings was taken for each sample, and the average value was determined and reported.
Static immersion corrosion tests
The design of experiments (DoE), using Taguchi's approach, was used to design the static immersion corrosion tests. The DoE and the analysis of variance were performed using MiniTab commercial statistical software. The effect on the nanoparticulate type, volume fraction and size, as well as the influence of the solution concentration, solution temperature and exposure time, on the corrosion characteristics (corrosion rate) of Al MMNCs in NaCl aqueous solution was evaluated. It is decided to use Taguchi's mixed level DoE approach. In the present study, an L18 (2×1 3×7) orthogonal array of Taguchi was chosen. The L18 (2×1 3×7) means that there is one factor of interest that has two levels (i.e. 2×1) and up to seven factors each having three levels (i.e. 3×7). In an L18 (2×1 3×7) orthogonal array, the total number of experiments to be conducted is 18. Since two types of nanoparticulates (typically, SiC and Al2O3) were used as reinforcements, the total number of experiments conducted was 36. Each experiment was repeated two times.
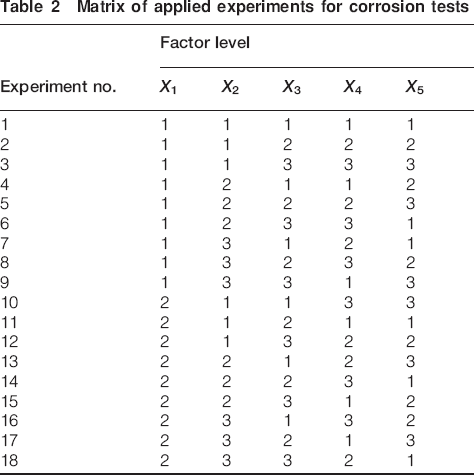
The levels of the investigated factors were fixed as given in Table 1, where X 1 is the size of the nanoparticulates in nanometre, X 2 is the volume fractions of the nanoparticulates in volume per cent, X 3 is the NaCl concentration in weight per cent, X 4 is the solution temperature in degree celcius and X 5 is the exposure time in hours. Table 2 shows the matrix of applied experiments for the immersion corrosion test in NaCl aqueous solution. Corrosion tests were carried out by suspending disc shape samples in a NaCl aqueous solution. To avoid crevice corrosion, the specimens were suspended in the solution with a plastic string. The results of corrosion tests were evaluated using weight loss measurements and performed by following the ASTM-G31 recommended practice.15 Before immersing in NaCl solution, the specimens were ground, polished and then cleaned with deionised water followed by rinsing with methanol and finally dried. The specimens were exposed to the test solution for several hours. After exposure, the specimens were cleaned in 50 vol.-% nitric acid for 3 min, as recommended by ASTM G1-90, and dried before weighing in a digital balance with an accuracy of 0·1 mg.
Studied parameters and their levels for immersion corrosion tests in NaCl aqueous solution
*Level 1 (1), level 2 (2) and level 3 (3) represent the minimum, mean and maximum values of the factor respectively.
Matrix of applied experiments for corrosion tests
The corrosion rate CR (from the mass loss) was calculated using the following equation1

Results and discussion
Porosity of MMNCs
The results of the porosity measurements, conducted on the extruded pure Al matrix as well as the Al/Al2O3 and Al/SiC MMNCs samples, are shown in Fig. 2. It is clear that the amount of bulk porosity in MMNCs was below 3 vol.-%, indicating the near net shape forming capability of the processing methodology adopted in the current study. The pure Al matrix exhibited the lowest porosity when compared with both Al/Al2O3 and Al/SiC MMNCs. It has been found that the increase in the volume fraction of the Al2O3 and/or SiC nanoparticulates increases the porosity of the MMNCs slightly. For Al/Al2O3 MMNCs, the MMNCs reinforced with 60 nm nanoparticulates exhibited slightly higher porosity content when compared with those reinforced with 200 nm nanoparticulates. While for Al/SiC MMNCs, the porosity of the MMNCs reinforced with 60 and 200 nm was practically the same.
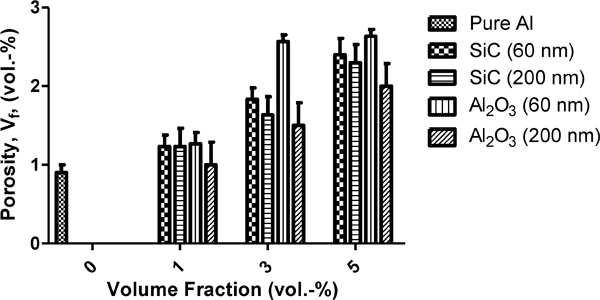
Variation of bulk porosity with volume fraction of MMNCs
Metallographic and SEM examination of MMNC structure
Figure 3 shows sample optical micrographs of the fabricated Al/Al2O3 and Al/SiC MMNCs. It has been found that the agglomeration per cent of the nanoparticulates tends to increase when the volume fraction of the nanoparticulates dispersed into the Al matrix is increased. Such agglomerations were found to be concentrated on the grain boundaries of the Al grains (see Fig. 3c). The agglomeration size was found to vary between 1 and 5 μm. Generally, it has been found that the Al/Al2O3 MMNCs exhibited better nanoparticulate distributions than the Al/SiC MMNCs. The Al/SiC MMNCs exhibited more agglomeration per cent when compared with the Al/Al2O3 MMNCs. The agglomeration size in the Al/SiC MMNCs was found to vary between 0·5 and 10 μm. Both the Al/Al2O3 and Al/SiC MMNCs exhibited a slightly lower average Al grain size when compared with the pure Al matrix. The Al/Al2O3 MMNCs exhibited practically the same average size of Al grains when compared with the Al/SiC MMNCs. It has been found that the average size of the Al grains in the MMNCs was not significantly influenced by the volume fraction and/or the size of nanoparticulates.
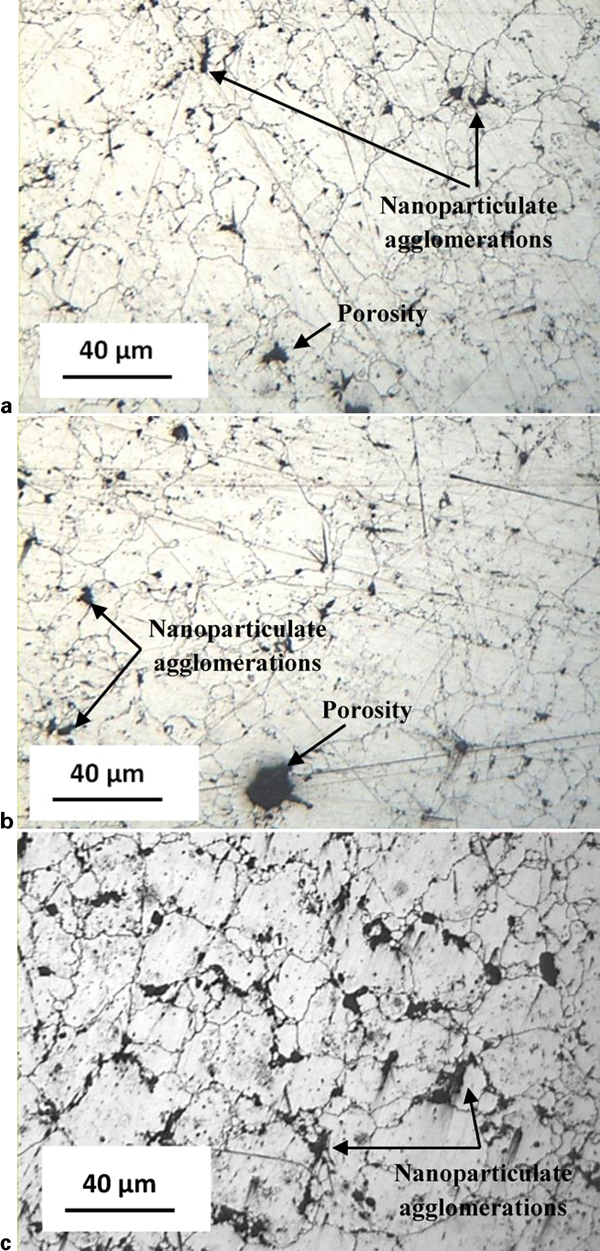
Optical micrographs of a 3 vol.-%Al/Al2O3 (60 nm), b 5 vol.-%Al/Al2O3 (60 nm) and c 5 vol.-%Al/SiC (200 nm) MMNCs
Figure 4 shows sample SEM images for the investigated Al/Al2O3 and Al/SiC MMNCs. It is clear that the nanoparticulates were successfully embedded in the Al matrix. According to the aforementioned results, it can be concluded that the production of bulk MMNCs using the conventional P/M technique is effective. The SiC and Al2O3 nanoparticulate distribution in the Al matrix was fairly uniform. Although small agglomerates in the Al/SiC and Al/Al2O3 MMNCs still existed in the matrix, the agglomerates have been greatly improved when compared with the severe agglomerates in MMNCs fabricated using the traditional mechanical stirring method.16
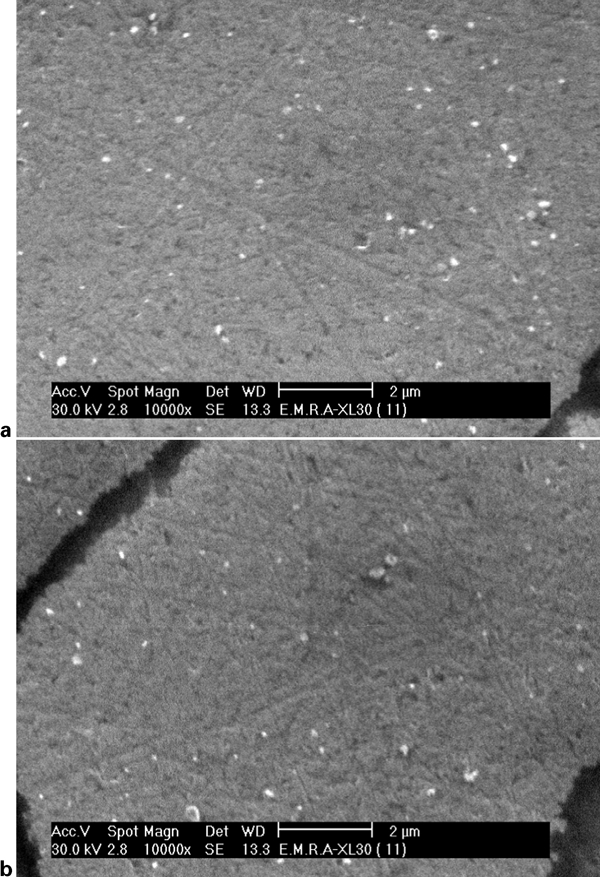
Images (SEM) of a Al/3 vol.-%Al2O3 MMNCs (200 nm) and b Al/3 vol.-%SiC MMNCs (200 nm)
Microhardness of MMNCs
Figure 5 shows the variation of the microhardness of the MMNCs with the volume fraction of the nanoparticulates. Both Al/Al2O3 and Al/SiC MMNCs exhibited higher microhardness when compared with the pure Al matrix. The microhardness of the Al/Al2O3 and Al/SiC nanocomposites increases with the increase in the volume fraction of the nanoparticulates. In addition, it has been found that the microhardness of the Al/Al2O3 and Al/SiC MMNCs increases when the size of the nanoparticulates is increased from 60 to 200 nm at constant volume fraction. The Al/SiC MMNCs exhibited higher microhardness when compared with the Al/Al2O3 MMNCs at the same volume fraction and nanoparticulate size. The Al/SiC MMNCs containing 5 vol.-%SiC nanoparticulates of 200 nm exhibited the highest microhardness values among the investigated MMNCs.
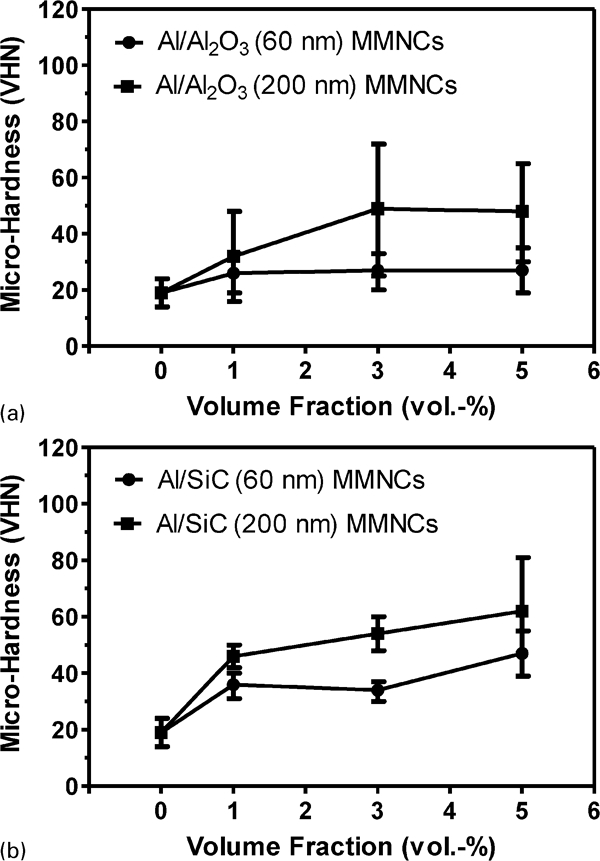
Variation of microhardness of a Al/Al2O3 and b Al/SiC MMNCs with volume fraction of nanoparticulates of different sizes
The increase in the hardness of MMNCs with the addition of ceramic nanoparticulates was reported by many investigators.16 – 18 For instance, Hemanth18 showed that the presence of nano-ZrO2 particulates has significantly improved the strength and hardness with a slight reduction in ductility as compared to the LM13 Al matrix alloy. Jie et al.16 showed that the microhardness of composites reinforced with SiC nanoparticulates has been improved significantly compared to that of pure AZ91D. For AZ91D/5SiC, the average hardness is increased by ∼75% compared to magnesium AZ91D alloy. The microhardness of the nanoparticle reinforced magnesium composites improved with increasing fraction of SiC nanoparticles.
Corrosion behaviour of MMNCs in NaCl aqueous solution
Figure 6 shows the corrosion rates of all the experiments performed in the current investigation for the pure Al matrix as well as the MMNCs. For comparison, the pure Al matrix was subjected to the same corrosion conditions listed in Table 2. Generally, it has been found that the MMNCs exhibit better corrosion resistance when compared with the Al matrix. Moreover, the Al/Al2O3 MMNCs exhibited better corrosion resistance than the Al/SiC MMNCs.
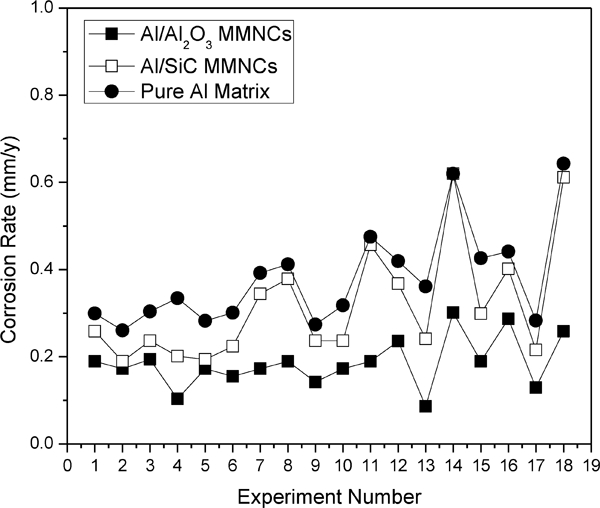
Corrosion rates of pure Al matrix and MMNCs
The variation of the corrosion rate of the MMNCs with static immersion corrosion test parameters is shown in Fig. 7. The results revealed that, in both Al/Al2O3 and Al/SiC MMNCs, the corrosion rate of the MMNCs was increased when the size of the nanoparticulates was increased from 60 to 200 nm (see Fig. 7a). In addition, increasing the NaCl solution concentration from 1 to 6% increases the corrosion rate of the MMNCs, as shown in Fig. 7c. This behaviour is observed for both Al/SiC and Al/Al2O3 MMNCs. The corrosion rate of the MMNCs was significantly increased by increasing the temperature of the NaCl aqueous solution. The corrosion rate increases linearly with the temperature. It has been found that the corrosion rate was reduced by increasing the exposure time.
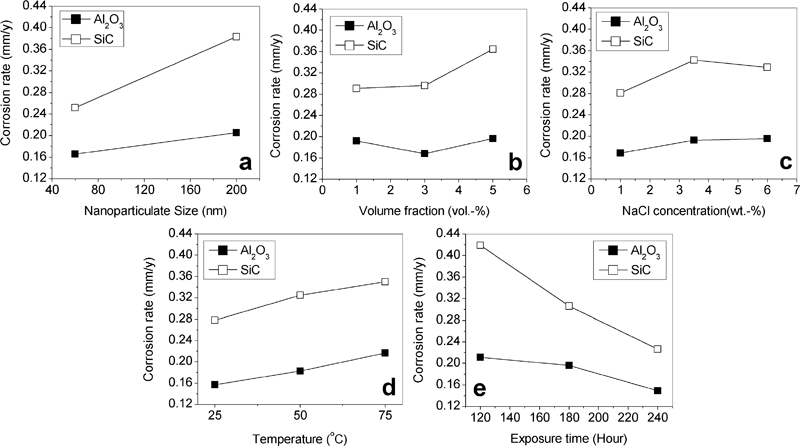
Variation of corrosion rate of MMNCs with immersion corrosion test parameters
It has been found that increasing the volume fraction of the Al2O3 nanoparticulates up to 3 vol.-% reduced the corrosion rate of the Al/Al2O3 MMNCs (see Fig. 7b). While increasing the volume fraction of the Al2O3 nanoparticulates above 3 vol.-% (i.e. 5 vol.-%) increased the corrosion rate. The increase in the volume fraction of the SiC nanoparticles from 1 to 3 vol.-% did not show any significant influence on the corrosion rate of the Al/SiC MMNCs. However, the corrosion rate of the Al/SiC MMNCs was found reduced when the volume fraction of the SiC nanoparticulates was increased to 5 vol.-%.
From the analysis of variable results, the temperature of the NaCl aqueous showed the highest statistical physical significance on the corrosion rate of the MMNCs, while the exposure time showed the lowest statistical physical significance on the corrosion rate.
The relation between the corrosion rate of the Al/Al2O3 and Al/SiC MMNCs and the studied corrosion test parameters is formulated in equations (2) and (3) respectively, as follows


 and CR SiC are the corrosion rates for Al/Al2O3 and Al/SiC MMNCs respectively (mm/year), S is the size of the nanoparticulates (nm), V is the volume fraction of the nanoparticulates (vol.-%), T is the temperature of the NaCl solution (°C), C is the concentration of the NaCl in the solution (wt-%) and D is the exposure time (h). Equations (2) and (3) can be used to predict the corrosion rate of the investigated MMNCs.
Figure 8
Figures 8 and 9 show sample graphs of the variation of the calculated corrosion rates with the solution temperature and exposure time for Al/Al2O3 and Al/SiC MMNCs respectively. It is clear from these figures that the corrosion rate of the MMNCs increases with the increase in the solution temperature. Moreover, the corrosion rate of the MMNCs decreases with the increase in the exposure time. Such results were previously stated experimentally.
and CR SiC are the corrosion rates for Al/Al2O3 and Al/SiC MMNCs respectively (mm/year), S is the size of the nanoparticulates (nm), V is the volume fraction of the nanoparticulates (vol.-%), T is the temperature of the NaCl solution (°C), C is the concentration of the NaCl in the solution (wt-%) and D is the exposure time (h). Equations (2) and (3) can be used to predict the corrosion rate of the investigated MMNCs.
Figure 8
Figures 8 and 9 show sample graphs of the variation of the calculated corrosion rates with the solution temperature and exposure time for Al/Al2O3 and Al/SiC MMNCs respectively. It is clear from these figures that the corrosion rate of the MMNCs increases with the increase in the solution temperature. Moreover, the corrosion rate of the MMNCs decreases with the increase in the exposure time. Such results were previously stated experimentally.
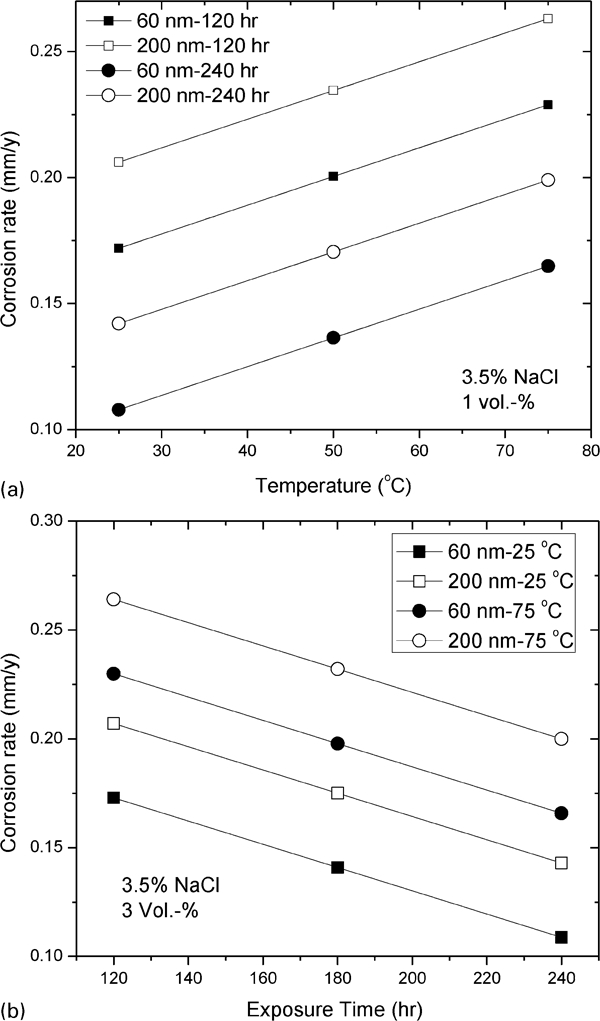
Variation of calculated corrosion rates of Al/Al2O3 MMNCs with a solution temperature and b with exposure time
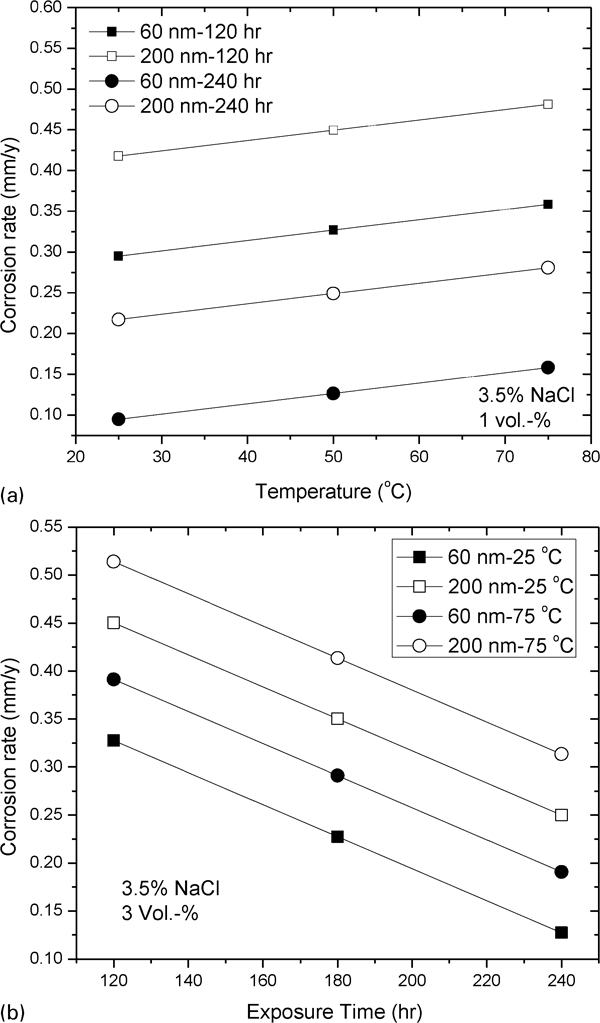
Variation of calculated corrosion rates of Al/SiC MMNCs with a solution temperature and b with exposure time
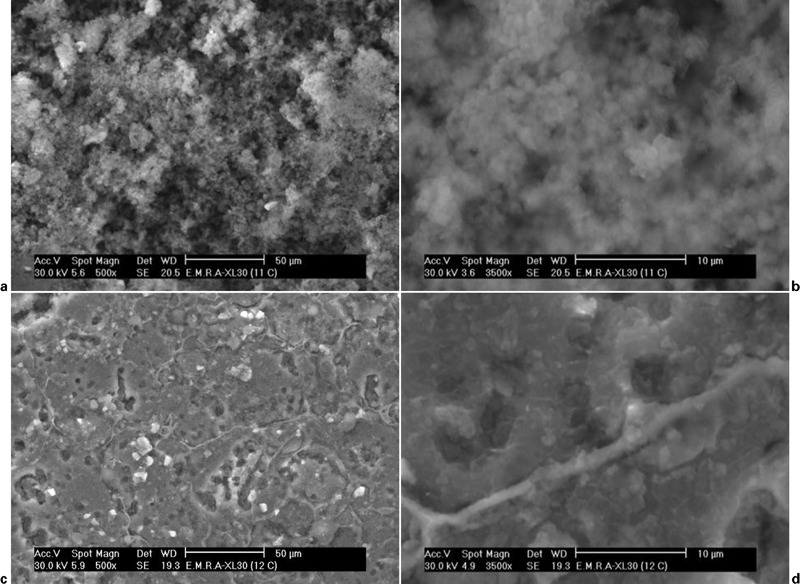
Sample SEM images of the surfaces of the MMNCs as well as the pure Al matrix after immersion in 3·5 wt-%NaCl solutions for 180 h at room temperature are shown in Fig. 10. Severe damage is found on the surface of the pure Al matrix. Large pits were visible on the surface, indicating susceptibility of the material towards pitting corrosion in NaCl medium (see Fig. 10a). The measure of corrosion can be well understood from the evaluated corrosion rate in terms of millimetre per year, as already shown in Fig. 7. The lower damage for the MMNCs containing 3 vol.-%SiC and Al2O3 (60 nm) nanoparticulates is evident in Fig. 10b and c respectively.
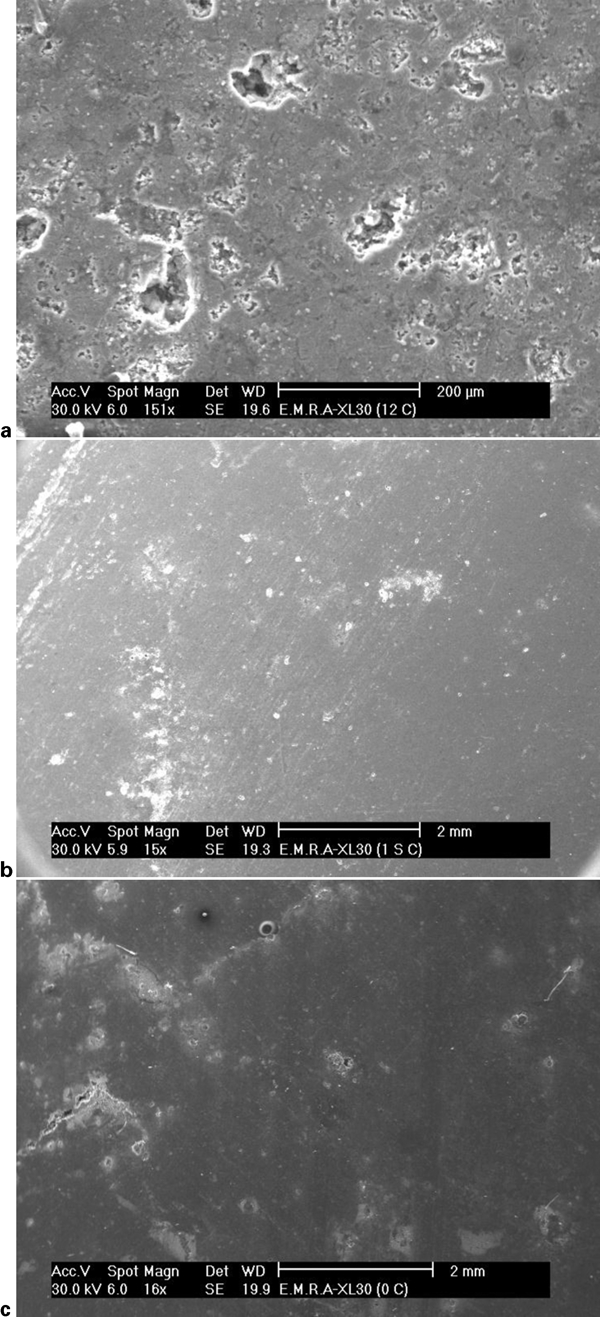
Micrographs of surfaces of MMNCs as well as pure Al matrix after immersion in 3·5 wt-%NaCl solutions for 180 h at room temperature
It has been observed that the severity of damage in the MMNCs and the pure Al matrix increases with the increase in the NaCl concentration, exposure time and the NaCl solution temperature. Sample micrographs of the surfaces of the MMNCs and the pure Al matrix after immersion in 3·5 wt-%NaCl solutions for 120 h at 75°C are shown in Fig. 11. It is clear from Fig. 11a and b that the surface of the unreinforced Al matrix underwent severe degradation, especially along the grain boundaries. These grain boundaries provide preferential corrosion initiation sites because of the discontinuity in the surface due to the change in structure. It can be concluded from these figures that the amount of surface degradation increased with temperature. In the case of MMNCs, in addition to grain boundary attack, pitting occurred at the sites where the nanoparticulates agglomerate. The number per unit area and the size of pits are seen to increase with the temperature of the NaCl solution.
Images (SEM) of surfaces after immersion in 3·5 wt-%NaCl solutions for 120 h at room temperature
The improvement of the corrosion resistance of the Al matrix due to the dispersion of nanoparticulates observed in the current investigation was also reported by El-Mahallawi et al.12 In their work, A356/Al2O3 (the Al2O3 nanoparticle size was <500 nm) MMNCs were fabricated using rheocasting technique. They reported that the A356 monolithic alloy exhibited high corrosion rates in 3·5%NaCl solution at room temperature when compared with the A356/Al2O3 MMNCs. They also showed that the corrosion resistance of the A356 alloy was improved by the proper selection of the fabrication conditions of MMNCs. Even though the P/M technique is more expensive than the casting techniques, it is a promising technique for the production of bulk MMNCs with better quality than that produced by the casting techniques, such as stir casting. Stir casting is an easily adaptable and cost effective method. Such technique is capable of producing complex shapes by conventional foundry processes. It has been reported16 that it is extremely difficult for the mechanical stirring method to distribute and disperse nanoscale particles uniformly in metal melts due to their large surface/volume ratio and their low wettability in metal melts, which easily induce agglomeration and clustering.
Conclusions
Both Al/Al2O3 and Al/SiC MMNCs exhibited higher microhardness values when compared with the pure Al matrix. The Al/SiC MMNCs exhibited slightly higher microhardness when compared with the Al/Al2O3 MMNCs. The microhardness of the MMNCs increases with increasing volume fraction and/or size of nanoparticulates.
Both Al/SiC and Al/Al2O3 MMNCs exhibited better corrosion resistance in NaCl solution when compared with the pure Al matrix. However, the Al/Al2O3 MMNCs exhibited lower corrosion rates than the Al/SiC MMNCs.
The corrosion resistance of MMNCs in NaCl solution decreases with the increase in the size of the SiC and Al2O3 nanoparticulates. Moreover, the corrosion rate of the MMNCs increases when the volume fraction of the nanoparticulates is increased beyond 3 vol.-%. Increasing the volume fraction tends to increase the agglomeration of the nanoparticulates and hence reduce the corrosion resistance.
The temperature of the NaCl aqueous solution showed the highest statistical physical significance on the corrosion rate of the MMNCs, while the exposure time showed the lowest statistical physical significance on the corrosion rate.
Mathematical correlations were developed to evaluate the corrosion rates of the MMNCs under different conditions of corrosion in NaCl solution. Such correlations can be used to predict the corrosion rates of the Al/SiC and Al/Al2O3 MMNCs with acceptable accuracies.
Footnotes
Acknowledgements
This work was supported by the King Abdel-Aziz City of Science and Technology (KACST) through the Science and Technology Center at King Khalid University (KKU) Fund (grant no. NAN 08-173-07). The authors thank both KACST and KKU for their financial support. Special thanks to Professor Dr S. Saber, Vice President of KKU, Dr A. Taher, Dean of the Scientific Research at KKU, and Dr K. Al-Zailaie, Dean of the Faculty of Engineering at KKU, for their support.