
Abstract
The effect of phosphate on the tribocorrosion of aluminium D16T (AA 2024 equivalent) alloy in synthetic acid rain was studied. It was established that an extract of modified zinc phosphate increases the resistance of aluminium alloy to corrosion and mechanical wear, which is confirmed by the reductions in its polarisation current, friction coefficient against a ceramic counter body and erosion track dimensions. Electrochemical impedance results confirm the decrease in the corrosion rate of the rubbing surface of the aluminium alloy in the presence of phosphate. The charge transfer resistance of aluminium in the track area was found to be 1·65 times higher due to the formation of a conversion film in the phosphate containing solution. Precipitation of the phosphate film on the wear track area is accelerated due to the mechanical activation of aluminium alloy and its anodic polarisation at places of local destruction of oxide film.
Introduction
Aluminium alloys are widely used in different industries due to their low specific gravity and high strength.1 However, they are predisposed to localised corrosion due to the presence in their structure of intermetallic phases. 1 1,2 In some applications, aluminium is subject to simultaneous corrosion and mechanical wear.3 The oxide film on the surface of aluminium alloy under such conditions is more rapidly destroyed due to the influence of mechanical abrasion and consequently the metal corrosion is significantly accelerated. The synergy between these two processes has been described in Ref. 4, which is known as tribocorrosion, and can cause significant economic losses due to early failure of process equipment and structures. The use of inhibitors, conversion coatings and organic coatings is a necessary condition to provide corrosion protection of aluminium alloys1,5 – 7 and phosphate inhibiting compounds play an important role. They may be added to working solutions as metal corrosion inhibitors, used in phosphatising compositions for obtaining conversion coatings and in anticorrosion paints.
Not enough data are present in the scientific literature concerning the effect of inhibitors on the tribocorrosion of aluminium alloys. It has been established8 that the presence of strontium chromate in slightly acidic corrosion solution promotes the formation of the passive film on aluminium alloy, consisting of hydrated oxides of Cr(III) and Al(III), which slows down the electrochemical corrosion during wear of the metal in the environment, mainly by controlling the anodic reaction. However, the addition of the inhibitor to the working environment in general speeds up the destruction of the alloy under conditions of corrosive sliding wear, as a result of insufficient wear resistance of the chromate passive film.8 A tribocorrosion study of 6082 aluminium alloy in contact with stainless steel in 0·01M NaCl solution has revealed9 that the addition of sodium molybdate to the environment reduces the friction coefficient of the pair. This effect is explained by adsorption of  from corrosive solution onto the oxidised surface of the alloy and by formation of a film composed of
from corrosive solution onto the oxidised surface of the alloy and by formation of a film composed of  . Konno et al.10 concluded on the basis of their own and literature data that the oxide film, formed at the anodic areas of the aluminium, degrades in aqueous solutions, and its dielectric and mechanical properties deteriorate. This can be explained by transformation of amorphous alumina to the hydrated oxide Al2O3.3H2O. The presence in the aqueous solution of even small concentrations of ions
. Konno et al.10 concluded on the basis of their own and literature data that the oxide film, formed at the anodic areas of the aluminium, degrades in aqueous solutions, and its dielectric and mechanical properties deteriorate. This can be explained by transformation of amorphous alumina to the hydrated oxide Al2O3.3H2O. The presence in the aqueous solution of even small concentrations of ions  significantly reduces the rate of hydration due to the formation on the aluminium oxide surface of insoluble phosphate compounds.
10
10,11 Since the coordinate interaction of phosphate ions with
significantly reduces the rate of hydration due to the formation on the aluminium oxide surface of insoluble phosphate compounds.
10
10,11 Since the coordinate interaction of phosphate ions with  are stronger, they will tend to prevail over
are stronger, they will tend to prevail over  ,
,  and other ligands. Leivo et al.12 found that treatment of plasma deposited aluminium oxide by a solution of Al(OH)3–H3PO4 increases its wear resistance and anticorrosive properties. Therefore, phosphate compounds may be promising for protection of aluminium alloys from tribocorrosion. The aim of this research is to study the effect of zinc phosphate on the corrosive wear of aluminium alloy.
and other ligands. Leivo et al.12 found that treatment of plasma deposited aluminium oxide by a solution of Al(OH)3–H3PO4 increases its wear resistance and anticorrosive properties. Therefore, phosphate compounds may be promising for protection of aluminium alloys from tribocorrosion. The aim of this research is to study the effect of zinc phosphate on the corrosive wear of aluminium alloy.
Experimental
Corrosive wear tests of 2000 series aluminium alloy D16T13 (the Russian analogue of AA 2024-T3) were performed on a special self-made tribometer using linear reciprocating (sliding) ball on flat geometry ( Figure 1 Figs. 1 and 2). A corundum ball with 9 mm diameter was used as an indenter. The set-up consists of a frame, a reciprocating stage and a support with the mounted indenter. The stage is driven by an electric motor through a worm gear. A flat alloy sample was secured on the stage and was also contained within a corrosion cell fastened to the sliding wear stage through a rubber seal. The friction couple was loaded by a weight placed on the top of the indenter. Strain sensors were fixed to the indenter support and recorded a moment of friction force. The friction coefficient between the ceramic ball and the aluminium alloy was calculated using values of this moment. The total loading on the ball was 1 N, the sliding speed of indenter was 1·6 mm s−1 and the length of wear track was 24 mm. Flat samples (50×40×5 mm) of the D16T alloy were abraded with SiC paper (800 and 1500 grit) and polished with diamond paste ACN 60/40 (60-40 μm grit size), ACN 28/20 (28-40 μm grit size), ACN 14/10 (14-10 μm grit size). Before each wear test, the ceramic ball and D16T samples were ultrasonically cleaned in acetone for 10 min and then air dried.
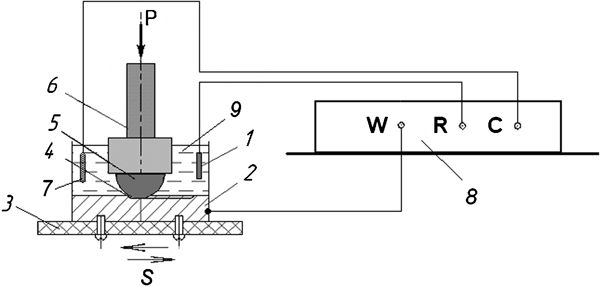
Scheme of corrosive wear test of aluminium alloy: 1: saturated Ag/AgCl reference electrode; 2: flat sample; 3: reciprocating stage; 4: contact zone; 5: corundum ball, ø = 9 mm; 6: indenter support with strain sensors; 7: platinum electrode; 8: potentiostat Gill AC; 9: artificial acid rain; P: loading; S: direction of stage movement
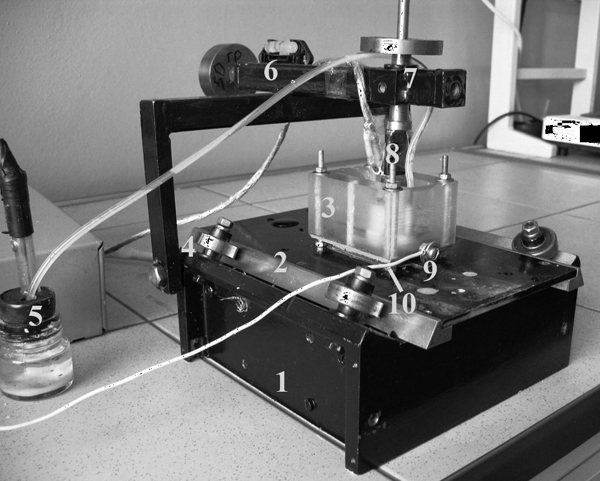
Photo of experimental installation for tribocorrosion tests: 1: frame; 2: stage; 3: corrosion cell; 4: bearing; 5: saturated Ag/AgCl reference electrode; 6: level; 7: load; 8: indentor support with strain sensors; 9: contact assembly; 10: aluminium alloy sample
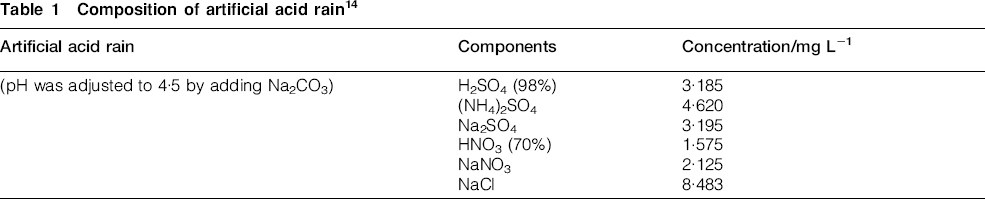
The investigations were carried out in an artificial acid rain solution14 without inhibitor (Table 1) and with the addition of 0·6 g L−1 modified zinc phosphate Actirox 106 (Nubiola Pigmentos, S.L., Barcelona, Spain). The solution inhibited with phosphate was kept for 24 h with vigorous mixing and then filtered, to remove any insoluble fraction. Corrosion potentials and polarisation dependences of aluminium alloy in corrosive solutions were recorded using a potentiostat Gill AC, a saturated Ag/AgCl reference electrode and a platinum auxiliary electrode.
Composition of artificial acid rain14
The corrosion behaviour of the aluminium alloy before and during the tribocorrosion tests was investigated using electrochemical impedance spectroscopy (EIS) where recording of individual spectra commenced after 10 min of tribocorrosion loading. The measurements were carried out using a three electrode electrochemical cell with a sample testing area of 6·0 cm2 and with the platinum auxiliary electrode as a counter and the saturated Ag/AgCl as reference electrode. The impedance measurements were carried out close to corrosion potential using a Gill AC Potentiostat in the current frequency range from 1 kHz to 0·1 Hz and with the signal amplitude of 20 mV. The impedance spectra were interpreted with the EIS spectrum analyser programme.15
Corrosive wear tracks on the D16T aluminium alloy samples were observed using a Carl Zeiss EVO-40XVP scanning electron microscope connected with INCA Energy 350 Microanalysis System from Oxford Instruments. The roughness of the aluminium alloy sample surface after corrosive wear was studied with profilograph–profilometer ‘Kalibr C-265’.
Results and discussion
Direct current and EIS study
The open circuit potential behaviour of the D16T aluminium alloy during corrosive wear in acid rain solution with and without the addition of zinc phosphate is shown in Fig. 3. At the beginning of testing, the potential of the unloaded sample was about −400 mV(SCE) in uninhibited solution, and reached −625 mV(SCE) in phosphate containing acid rain. This potential difference probably can be explained by an increase in cathodic control of the corrosion process in the inhibited solution. The slight increase in solution pH due to the addition of phosphate also can cause a decrease in corrosion potential of the alloy.2
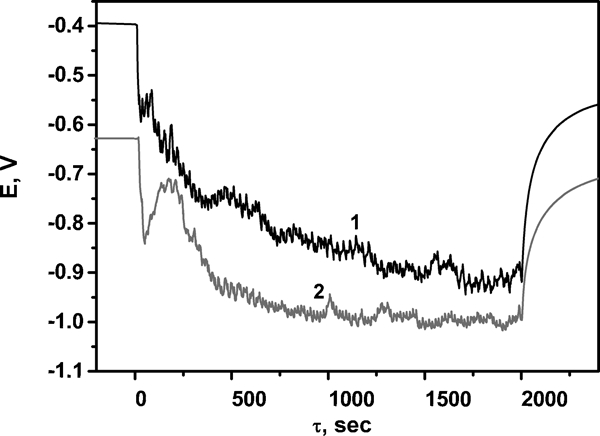
Time dependences of corrosion potential of D16T aluminium alloy during tribocorrosion in synthetic acid rain: 1: uninhibited; 2: inhibited by zinc phosphate
Corrosion potentials of aluminium alloy in both solutions after its mechanical activation by the ceramic ball became more negative, which is characteristic for non-passive state. The sharp decrease in potential corresponds to the increasing electrochemical activity of the metal surface due to the destruction of oxide film. This negative shift in potential for D16T alloy during the tribocorrosion test was 200-250 mV for the phosphate containing solution and 200-375 mV for the control uninhibited solution. It can be assumed on the basis of comparison of corrosion potentials that electrochemical activity of the aluminium alloy sample in the phosphate containing environment is slightly less than that in the uninhibited solution.
The potentiostatic polarisation current of the aluminium alloy at the nominal free corrosion potential ( ) can be considered as proportional to the electrochemically active area of the metal with a destroyed passive film.16 In the absence of corrosion and mechanical wear, it is effectively equal to the passive current. Measurements have revealed (Fig. 4) that the polarisation current of the sample in synthetic acid rain rapidly increases in the anodic direction from 0 to ∼0·0015 μA after the start of sliding wear and then slowly reaches the range 0·0075-0·0100 μA. The addition of modified zinc phosphate to the acid rain solution reduces the polarisation current of the alloy by 3-3·5 times, indicating that a slowdown of the metal corrosion during sliding wear is most likely due to the formation of a surface phosphate film.
) can be considered as proportional to the electrochemically active area of the metal with a destroyed passive film.16 In the absence of corrosion and mechanical wear, it is effectively equal to the passive current. Measurements have revealed (Fig. 4) that the polarisation current of the sample in synthetic acid rain rapidly increases in the anodic direction from 0 to ∼0·0015 μA after the start of sliding wear and then slowly reaches the range 0·0075-0·0100 μA. The addition of modified zinc phosphate to the acid rain solution reduces the polarisation current of the alloy by 3-3·5 times, indicating that a slowdown of the metal corrosion during sliding wear is most likely due to the formation of a surface phosphate film.
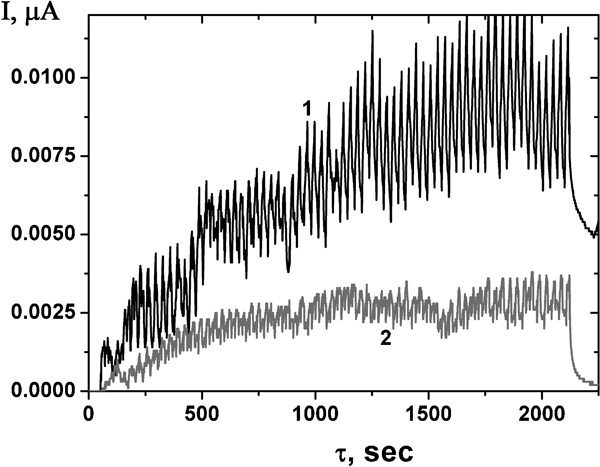
Time dependences of polarisation current of D16T aluminium alloy during tribocorrosion tests in synthetic acid rain: 1: uninhibited; 2 inhibited by zinc phosphate
Electrochemical impedance spectra were recorded before and during sliding wear tribocorrosion tests of D16T samples with measurements performed at open circuit potential. These diagrams are presented as Bode plots (Fig. 5). It was established that the value of impedance modulus for aluminium alloy samples in the unloaded state at 0·1 Hz exceeds that for samples under tribocorrosion conditions by ∼2·2 and 1·6 times respectively for the uninhibited solution and the solution inhibited with phosphate. However, there is a significant influence of the phosphate on conductivity of the solution in the corrosion cell. Impedance modulus at a frequency of 1000 Hz, which is close to the resistance of the electrolytic solution, in the presence of zinc phosphate filtrate significantly increases both with and without the tribocorrosion load (Fig. 5). This probably is caused by a decrease in the quantity of aluminium ions in the solution due to inhibition of metal corrosion. Frequency dependences of phase angle for the aluminium alloy in uninhibited and phosphate containing solutions exhibit one time constant (Fig. 5). The same dependences, obtained under the tribocorrosion load, clearly show that reacting interface carries two time constants.
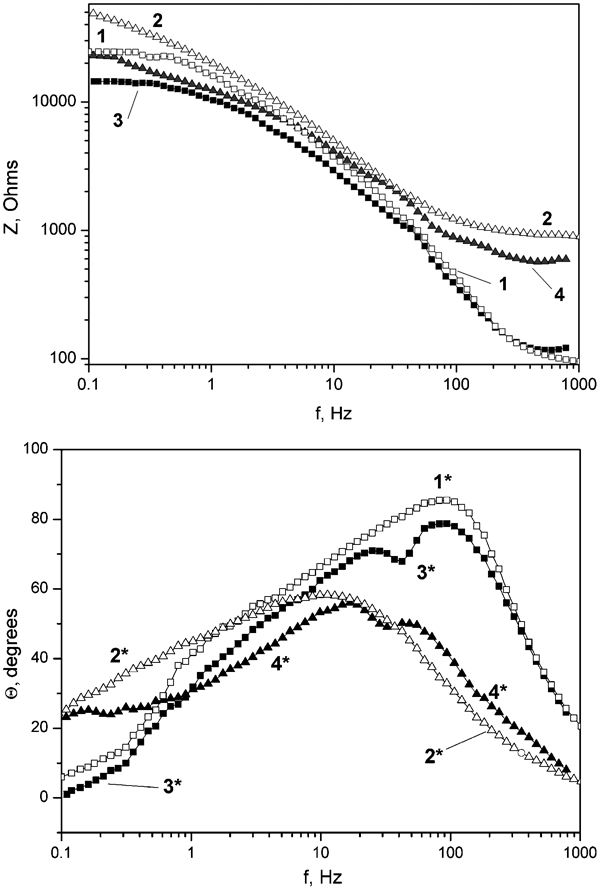
Impedance spectra of aluminium alloy D16T before (1, 2, 3, 4) and under (1*, 2*, 3*, 4*) tribocorrosion tests in: 1, 1*: acid rain solution; 2, 2*: acid rain solution with phosphate filtrate; 3, 3*: acid rain solution+tribocorrosion loading; 4, 4*: acid rain solution with phosphate filtrate+tribocorrosion loading
The spectra of unloaded D16T are characterised by a one time constant behaviour and can be modelled by a basic Randle equivalent circuit (see Fig. 6a). Such circuit consists of the following elements: R s corresponds to the solution resistance of the test electrolyte between the working electrode and the reference electrode; R ct is the charge transfer resistance, proportional to the corrosion resistance of the surface; and Q is a constant phase element term related to the capacitance which represents the charge build-up at the interface between the sample surface and the electrolyte. The replacement of conventional double layer capacitance by the Q in the equivalent circuit model gives a good simulation of the experimental data with a minimal error and is a well established approximation. The deviation of the impedance from pure capacitor behaviour can be attributed to non-homogeneity in the system (a rough and porous surface of aluminium alloy developing due to local corrosion and protective film formation). Its impedance is expressed as17

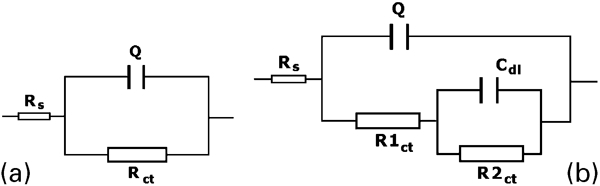
Equivalent circuits for EIS spectra modelling a before and b during tribocorrosion tests
The EIS spectra of D16T alloy sample recorded during sliding wear are characterised by a two time constant behaviour since two peaks are observed in the phase angle plot (Fig. 5); therefore, the Randle circuit cannot be used for modelling. Many electrical circuits have been proposed in the literature to model such EIS spectra of aluminium alloys.18 – 20 The most commonly used equivalent circuit is shown in Fig. 6b. It contains the higher frequency, lower impedance (QR1ct) and the lower frequency, higher impedance (C dlR2ct) components. Here Q represents the charge build-up at the interface between the unworn area (outside of the wear track) of aluminium alloy sample and the electrolyte; R1ct is the charge transfer resistance mainly related to cathodic processes of charge transfer on the unworn area; C dl is the double layer capacitance of the worn surface (within the wear track) and R2ct is charge transfer resistance of the worn surface of aluminium alloy which arises from anodic part of the open circuit reaction. Similar equivalent circuit has been proposed by Burstein20 to describe time resolved impedance of guillotined aluminium electrodes in chromate and phosphate solutions.
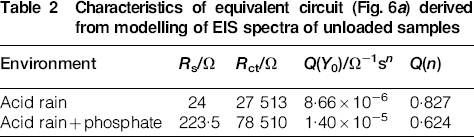
Using the above mentioned equivalent circuits (Fig. 6), the experimental EIS spectra of D16T in acid rain solution were modelled and the results are summarised in Table 2 Tables 2 and 3. It was established that the presence of phosphate filtrate in corrosive solution increases the charge transfer resistance of unloaded alloy sample in ∼2·85 times (Table 2). At the same time, the parameter Y 0 of the constant phase element for the alloy in the phosphate solution also increases. This component in the inhibited solution is strongly influenced by diffusion limitations. The approach of the n value of Q to 0·62 confirms this interpretation. The limitation on the corrosion reaction can be caused by the formation of a phosphate film in the pores of the passive oxide layer. The increases in charge transfer resistances R1ct and R2ct of the wear sample in the phosphate containing solution are 1·90 and 1·65 times respectively (Table 3) and indicate corrosion inhibition on the sample surface both outside and inside of the wear track. Values of elements Y 0 of Q and C dl are here slightly higher than those for uninhibited solution and can be explained by a precipitation of phosphate film in the pores of the oxide layer on the area outside of or directly on the wear track. However, it should be noted that the decrease in alloy charge transfer resistance R1ct compared with the resistance R ct both in uninhibited and phosphate containing solutions. This may be caused by the formation of a galvanic couple between the wear track and the rest of sample surface which accelerates localised corrosion of the metal. The interaction has an influence on the impedance response of aluminium alloy sample. Oltra and Keddam21 have pointed out the effect of the main feature of the localised corrosion situations, i.e. the electrical coupling between the passive and the corroded areas, on the impedance response of the whole electrode. Therefore, the EIS results confirm the reduction in the corrosion rate of the rubbing surface of the aluminium alloy in the presence of phosphate inhibitor in solution.
Characteristics of equivalent circuit (Fig. 6a) derived from modelling of EIS spectra of unloaded samples
Characteristics of equivalent circuit (Fig. 6b) derived from modelling of EIS spectra of samples under tribocorrosion

Wear parameters
Comparison of averaged friction coefficients of the pair ‘alloy D16T/ceramic ball’ in the control and inhibited acid rain solutions shows (Fig. 7) that the phosphate inhibitor improves the antifriction properties of the alloy. Correspondingly, surface wear of the aluminium alloy in the phosphate containing corrosion solution is considerably reduced. An analysis of sample surfaces after corrosive wear with analytical scanning electron microscopy (SEM) confirms the positive effect of zinc phosphate (Fig. 8). It can be observed on SEM surface scans that the width of wear track decreased by ∼1·5 times in phosphate inhibited solution compared with the uninhibited solution.
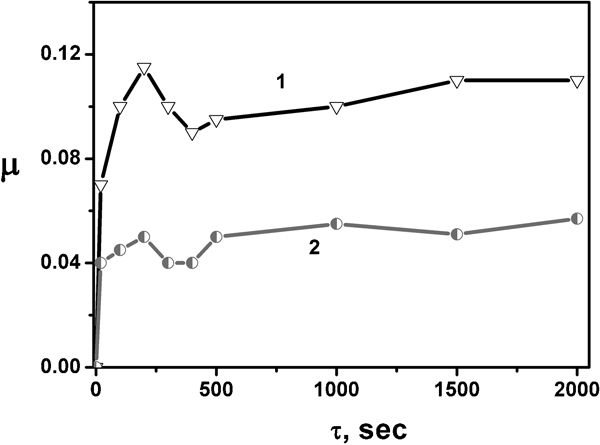
Dependences of averaged friction coefficient of pair ‘aluminium alloy–ceramic ball’ from time of sliding: 1: in uninhibited corrosion solution; 2: in inhibited by zinc phosphate filtrate
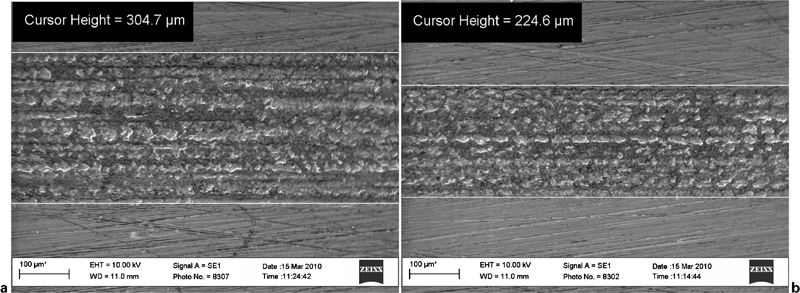
Appearance of aluminium alloy surface after its corrosive wear in acid rain: a uninhibited and b phosphate containing
The wear track profile on the aluminium alloy in corrosion environments correlates with the SEM observations (Fig. 9). The surface of the wear track on D16T alloy in uninhibited acid rain is rougher, and has greater width and depth than samples in the phosphate solution. The cross-section of the wear tracks on the aluminium alloy sample after tribocorrosion testing in the inhibited solution is smaller than that in the uninhibited acid rain.
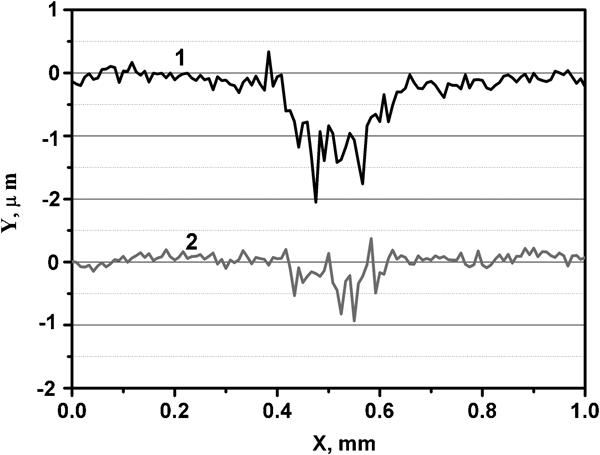
Profilograms of aluminium alloy surface obtained across of wear track after corrosive wear tests in acid rain: 1: uninhibited and 2: inhibited by zinc phosphate
Mechanistic aspects
During sliding wear, the ceramic alumina ball removes the protective oxide layer from the aluminium alloy surface, exposing the aluminium matrix and the intermetallic inclusions. As a result, the corrosion rate of the alloy at the site of oxide film damage rapidly increases. During the mechanical destruction of oxide film, the local cathodic and anodic polarisation currents on the aluminium alloy can increase by several orders of magnitude.8 Most likely, the corrosion processes occur throughout all areas of activated surface of the track, not only in the vicinity of intermetallic particles, as it happens in normal conditions without sliding wear. The surface of the track basically acts as the anode and the remaining surface of the sample as the cathode. Agglomerates of corrosion products  are formed on the edge of cathode and anode sections and then cover the entire wear track. They have a gel-like structure due to inclusions of hydroxyl groups OH− and establishment of hydrogen bonds.22 The mechanism of tribocorrosion destruction of the aluminium alloy is presented schematically in Fig. 10. It is a bit similar electrochemically to the mechanism of pitting corrosion of aluminium alloy.23 The mechanical removal of oxide film from the alloy surface provides conditions for direct contact of the metal surface with the electrolytic environment and facilitates dissolution of aluminium. Trivalent aluminium ions are easily hydrolysed and the pH value of local volume of corrosive solution in the vicinity of wear track decreases.
22
22,24
are formed on the edge of cathode and anode sections and then cover the entire wear track. They have a gel-like structure due to inclusions of hydroxyl groups OH− and establishment of hydrogen bonds.22 The mechanism of tribocorrosion destruction of the aluminium alloy is presented schematically in Fig. 10. It is a bit similar electrochemically to the mechanism of pitting corrosion of aluminium alloy.23 The mechanical removal of oxide film from the alloy surface provides conditions for direct contact of the metal surface with the electrolytic environment and facilitates dissolution of aluminium. Trivalent aluminium ions are easily hydrolysed and the pH value of local volume of corrosive solution in the vicinity of wear track decreases.
22
22,24
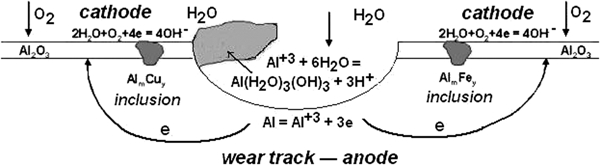
Scheme of tribocorrosion destruction of aluminium alloy surface in acid rain solution
Under such conditions, the local solubility of zinc phosphate significantly increases and the ionic species  and
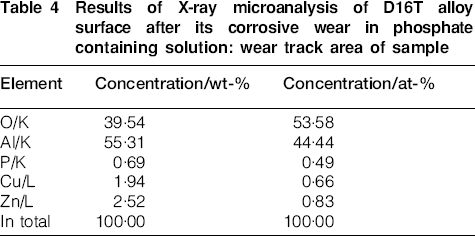
and  , present in the inhibited solution migrate to the region of the wear track, interacting with the surface of the metal. As a result of this, a protective conversion film is formed on wear track which was confirmed by SEM data (Fig. 8) and X-ray microanalysis (
Table 4
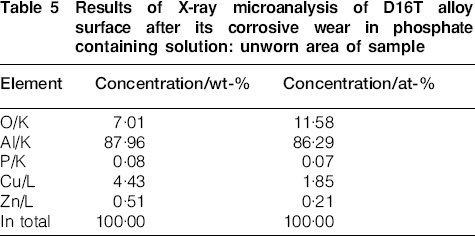
Tables 4 and 5). In this case, according to Ref. 25, it is possible that competitive formation of aluminium and zinc phosphates may occur since the atomic concentration of phosphorus in the track area is up to seven times higher than outside of it. A similar effect of acceleration of phosphating of metal surface by its mechanical treatment or activation has been described by Narayanan.26 However, it should also be noted that the phosphating of the wear surface takes place under the electrochemical acceleration. The method of phosphating acceleration of carbon steel by its anodic polarisation due to formation of galvanic couple with more noble metal is known in literature.26 – 28 In our case, the potential difference between anode (wear track) and cathode (mainly not damaged surface) parts of the aluminium alloy sample under tribocorrosion loading is rather large and reaches 300 mV. It should be considered also that the area of cathodic part of the sample exceeds the anode area by at least an order of magnitude. This causes an increase in the anodic current density in the galvanic couple ‘not destroyed surface/wear track’. Therefore, the effect can be described as accelerated formation of phosphate films on aluminium alloy wear track due to synergistic action of two factors: mechanical failure of oxide film and anodic polarisation of the metal. In both cases, the ionisation of the metal is accelerated and conditions for pH decrease and facilitation of zinc phosphate dissolution are created in the area of ceramic counter body contact with the alloy sample. As a result of this, a thicker protective phosphate film is formed on the friction surface, which has good antifriction properties and reduces adhesive wear. According to Ref. 29, it has good adhesion to metal due to epitaxial growth. Developed porosity of the phosphate film facilitates removal of heat from the contact pair. In that way, modified zinc phosphate can effectively protect the aluminium alloy D16T from tribocorrosion in the synthetic acid rain.
, present in the inhibited solution migrate to the region of the wear track, interacting with the surface of the metal. As a result of this, a protective conversion film is formed on wear track which was confirmed by SEM data (Fig. 8) and X-ray microanalysis (
Table 4
Tables 4 and 5). In this case, according to Ref. 25, it is possible that competitive formation of aluminium and zinc phosphates may occur since the atomic concentration of phosphorus in the track area is up to seven times higher than outside of it. A similar effect of acceleration of phosphating of metal surface by its mechanical treatment or activation has been described by Narayanan.26 However, it should also be noted that the phosphating of the wear surface takes place under the electrochemical acceleration. The method of phosphating acceleration of carbon steel by its anodic polarisation due to formation of galvanic couple with more noble metal is known in literature.26 – 28 In our case, the potential difference between anode (wear track) and cathode (mainly not damaged surface) parts of the aluminium alloy sample under tribocorrosion loading is rather large and reaches 300 mV. It should be considered also that the area of cathodic part of the sample exceeds the anode area by at least an order of magnitude. This causes an increase in the anodic current density in the galvanic couple ‘not destroyed surface/wear track’. Therefore, the effect can be described as accelerated formation of phosphate films on aluminium alloy wear track due to synergistic action of two factors: mechanical failure of oxide film and anodic polarisation of the metal. In both cases, the ionisation of the metal is accelerated and conditions for pH decrease and facilitation of zinc phosphate dissolution are created in the area of ceramic counter body contact with the alloy sample. As a result of this, a thicker protective phosphate film is formed on the friction surface, which has good antifriction properties and reduces adhesive wear. According to Ref. 29, it has good adhesion to metal due to epitaxial growth. Developed porosity of the phosphate film facilitates removal of heat from the contact pair. In that way, modified zinc phosphate can effectively protect the aluminium alloy D16T from tribocorrosion in the synthetic acid rain.
Results of X-ray microanalysis of D16T alloy surface after its corrosive wear in phosphate containing solution: wear track area of sample
Results of X-ray microanalysis of D16T alloy surface after its corrosive wear in phosphate containing solution: unworn area of sample
Conclusions
Modified zinc phosphate increases the resistance of aluminium alloy to corrosive sliding wear in synthetic acid rain environment. This is confirmed by decreases in the alloy polarisation current and friction coefficient of the pair ‘alloy/ceramic counter body’ and the reduced dimensions of the wear track. Electrochemical impedance results confirm the decrease in corrosion rate of the rubbing surface of the aluminium alloy in the presence of phosphate filtrate in the corrosion solution. The charge transfer resistance of the alloy in the track area is found to be 1·65 times higher due to the formation of conversion film in phosphate containing solution. The precipitation of the phosphate protective film is accelerated in the vicinity of wear track due to a combination of two processes: mechanical activation of aluminium alloy and its anodic polarisation due to the destruction of oxide film.
Footnotes
Acknowledgements
The present work was supported by the Air Force Office of Scientific Research (AFOSR) and the AFOSR European Office of Aerospace Research and Development (AFOSR/EOARD) within the framework of STCU Partner Project no. P-340.