
Abstract
In this work, a simulated corrosion electrolyte was employed in order to assess the effect of sealing treatment on the corrosion resistance of arc sprayed zinc coatings in atmospheric environment. The microstructures and corrosion behaviours of unsealed and sealed coatings had been studied using scanning electron microscopy and electrochemical testing. Scanning electron microscopy observations revealed that the unsealed coating consisted of an outer coarse layer and an inner impact layer. As for the sealed coating, the sealing agent not only covered the surface but also permeated into the original microdefects on the outer coarse layer of the as sprayed coating. The results of electrochemical testing and corrosion morphology observations indicated that the corrosion resistance of the sealed coating was enhanced a great extent due to the blocking and shielding effect of the sealing layer.
Keywords
Introduction
Atmospheric corrosion is the most widespread form of metal deterioration because most metallic structures and equipment installations are exposed to atmospheric environments.1 Metallic coatings such as zinc, aluminium and zinc–aluminium alloy coatings are one of the main ways of protecting steel against atmospheric corrosion. Of these, the generation of zinc coatings is commercially the most important processing technique. The position of zinc in the electromotive series of metals indicated that the zinc coatings not only prevent contact between the underlying steel and corrosion medium by a simple barrier effect but also provide a sacrificial protection due to the fact that zinc is cathodic compared with steel.2,3
Zinc coatings can be deposited by several ways, one of which is thermal spraying. Thermal spraying provides much thicker coatings suitable for heavier application conditions and can be applied to ferrous materials of nearly any size. Moreover, thermal spraying does not require special installations, and it is applicable also in field, compared with the competitive techniques that are applicable only in workshop.4,5 Nevertheless, thermal sprayed coatings inevitably contain pores and cracks because of imperfect bonding between lamellae, which are deleterious when the coatings have to perform in an aggressive environment.6 – 9 Sealing treatment is an effective post-treatment technique to close this porosity and thus improve their corrosion resistance, which is processed by dipping, spraying or brushing methods. Sealants normally used can be designated organic sealants, inorganic sealants and metals. Among them, organic sealants have many technical and economic advantages for corrosion protection associated with barrier effects.10,11 Organic sealants are typically one- or two-component unfilled resin systems formulated for a suitable viscosity and surface tension. The formulation is usually performed using solvents, reactive diluents or surfactants. Many organic resins such as epoxy resin, phenol resin, polymethyl silicone, vinylmethyl silicone and sol–gel can enhance the corrosion resistance of coatings to some extent.12,13
Practically, to assess the corrosion resistance and service life of zinc coatings, long term atmosphere exposures or accelerated corrosion tests are commonly used.14 – 17 Compared with accelerated corrosion tests, long term atmosphere exposures are time consuming and region dependent, which is unfavourable for the application and promotion of new coatings. In the present work, in order to evaluate the effect of sealing treatment on the corrosion resistance of thermal sprayed zinc coatings in industrial atmosphere, an electrolyte comprising K2SO4, KCl, KHCO3 and H2O2 was employed, which was confirmed as a reliable simulated and accelerated corrosion electrolyte to simulate the atmospheric zinc corrosion in Refs. 18 and 19. This electrolyte contains some hydrogen peroxide, which is always present in precipitations. Sulphate and chloride ions are also present because they are known as the main atmosphere pollutants to enhance the corrosion of zinc. Finally,  addition was made in order to simulate the benefit effect of the CO2 dissolution in providing a passivating species.
addition was made in order to simulate the benefit effect of the CO2 dissolution in providing a passivating species.
Then, arc sprayed zinc coatings were prepared on steel, and part of them were sealed with organic sealants. Electrochemical impedance spectroscopy (EIS) and potentiodynamic polarisation were applied to study the corrosion behaviours of unsealed and sealed zinc coatings in the simulated corrosive medium. In addition, scanning electron microscopy (SEM) was used to determine the surface and cross-section morphological characteristic of zinc coatings before and after immersion tests.
Experimental
Metallic coatings
Hot rolled low carbon steel sheets (100 mm long×30 mm wide×3 mm thick) were used as substrates to be coated using an XDP-2 electric arc spray device. The chemical composition of the steel was Fe–0·11C–0·55Mn–0·012Si–0·016P (wt-%). The wire with a diameter of 3 mm composed of 99·9% pure Zn was selected as the spraying material. Before the spraying process, the substrates were sandblasted to eliminate surface impurities and to confer a surface roughness for better adhesion. After sandblasting, the substrates exhibited an average roughness R a of 6 μm (average value) and a peak to valley height R z of 60 μm (average value).20 The processing parameters of arc spraying were as follows: spray voltage, 30 V; spray current, 350 A; spray distance, 200 mm; and air pressure, 0·8 MPa.
Sealing treatment
Coating samples were ultrasonically cleaned and dried at 60°C before sealing treatment. After the coatings had cooled to room temperature, sealing was performed in as sprayed conditions without grinding. In the present work, sealing treatment was carried out by spraying fluorocarbon resin, which is based on fluoroethylene vinyl–ether copolymer as the binder. Just before application, fluorocarbon resin was mixed with diluents to obtain appropriate viscosity. Then, the sealants were sprayed under low pressure conditions (0·5 MPa) and with spray distance of 250 mm. After 2 days of solidifying under atmospheric pressure at room temperature, the samples were covered with a layer of fluorocarbon resin. After curing, sample surfaces were not ground for elimination of the residue of the sealants.
Test methods
The surface and cross-section morphologies of unsealed and sealed coating and chemical composition of the sealed coating were determined using an FEI Quanta 200 environmental SEM equipped with EDAX capabilities. The surface of the coatings was observed with SEM without any preparation. Before the examination of the cross-section, the samples were ground on 240, 400, 800 and 1200 SiC grit papers in sequence and then polished with 1 μm diamond paste. Both the surface and cross-section of sealed coating samples were treated with gold sputtering before SEM observation, and from the cross-section SEM images, the approximate thicknesses of the as sprayed coating and the sealing layer were estimated.
Samples were cut from the coated steel sheets (unsealed and sealed), and most of the surface was protected with an adhesive film to leave 1 cm2 surface in contact with the corrosive medium. All the corrosion tests were normally repeated two or three times, checking that they presented reasonable reproducibility. The medium selected for the corrosion tests was quiescent potassium salt solution (Table 1) in direct contact with the laboratory atmosphere. The electrochemical impedance spectrum measurements were carried out for different immersion times at room temperature.
Composition of corrosion electrolytes and immersion time of coated steel

The electrochemical experimental set-up was composed of a classic three-electrode cell using a platinum net as counter electrode and a saturated calomel electrode (SCE) as the reference one, the coated samples being connected to the working electrode. The measurements were conducted on a Zahner Im6ex electrochemical workstation (Germany). The polarisation curves were acquired in potentiodynamic regime, with a linear sweep rate of 1·5 mV s−1. The measurements were carried out in the potential interval from −500 to +600 mV versus the open circuit potential. All impedance data were obtained at open circuit potential in the frequency range from 105 down to 10−2 Hz. The root mean square of voltage was 10 mV.
Results and discussion
Morphologies of unsealed and sealed coatings
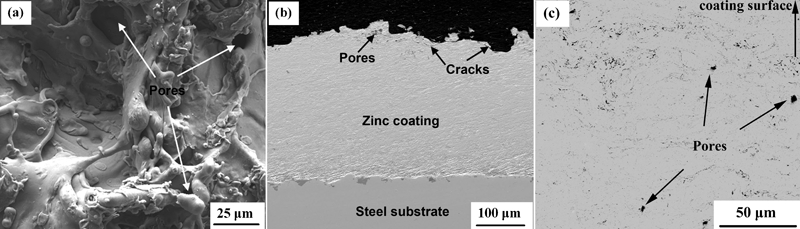
In order to display the structure characteristic of the as sprayed zinc coating and the form of the sealing layer integrated with the as sprayed coating, the surface and cross-section morphologies of unsealed and sealed coatings were investigated by SEM. From Fig. 1a, it is observed that the surface of the as sprayed coating is considerably rough, companioned with many open pores. As the cross-section morphology (Fig. 1b) shown, the as sprayed coating with a thickness of ∼300 μm is composed of an outer coarse layer and an inner compact layer, and it was integrated with the substrate mostly by mechanical interlocking. From the backscattered electron image (Fig. 1c), it can be seen that there are also some pores and microcracks in the cross-section morphology, and these pores and cracks were not connected each other or traversed the coating from coating surface to steel substrate. The pores were mainly resulted from the fact that the partly molten particles cannot adapt well to the previously deposited coating, while the microcracks formed due to the residual stress generated in the process of rapid solidification. Compared with the inner compact layer, the outer layer has higher porosity and more microcracks, which would permit more corrosive medium to permeate into the as sprayed coating and decreased the corrosion resistance of arc sprayed coating.
Images (SEM) of unsealed coating
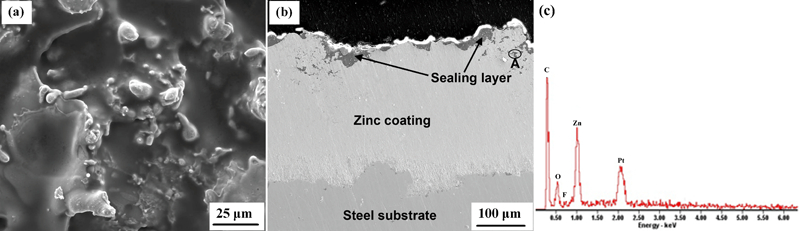
As the surface morphology of the sealed coating shown (Fig. 2a), the sealing layer can overlay most open pores of the as sprayed coating, leaving a fraction of the surface of the as sprayed coating exposed to the corrosion medium. This fact can be testified further by the cross-section morphology (shown in Fig. 2b). In the cross-section morphology, it can be seen that the sealed coating is composed of the sealing layer, the outer coarse layer and the inner compact layer. The sealing layer <10 μm connected with the outer coarse layer surface by physical interlocking. The thickness of the sealing layer is different with the undulation of the microirregularity surface, such as there are thicker sealing layer on the concave surface than that on the convex surface of as sprayed coating. As shown in the EDAX spectrum (Fig. 2c), there are the evident peaks of organic sealing agent (such as C Kα, O Kα and F Kα) in the sealed coating (range A in Fig. 2b). Therefore, it can be concluded that the sealants can permeate into the pores and microcracks on the outer coarse layer.
Images (SEM) and EDAX spectrum of sealed coating
Potentiodynamic polarisation tests
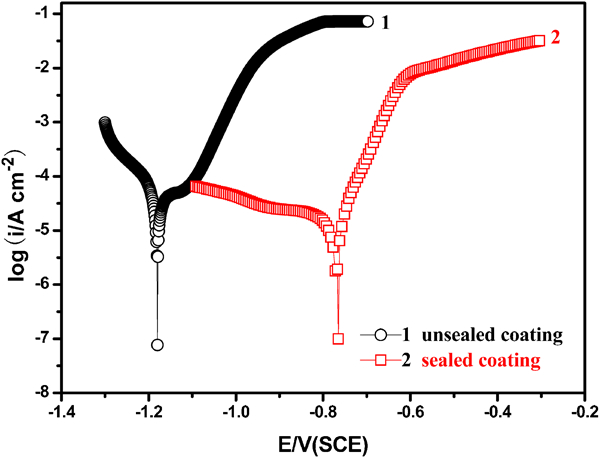
The protectiveness of the unsealed and sealed coatings was evaluated through potentiodynamic polarisation technique in the simulated corrosion solution, as shown in Fig. 3. The results clearly show that the corrosion resistance of sealed coating was enhanced a great extent, while the sealed coating shows corrosion potential [−0·765 V(SCE)] much positive than the unsealed coating [−1·180 V(SCE)]. The improvement of corrosion resistance for the sealed coating is mainly attributed to its special structure. Compared with the unsealed coating, there is lower porosity on the surface of the sealed coating, which resulted from the fact that the sealants blocked the open pores and formed a protective layer over the surface. In fact, the more porous surface would enlarge the effective surface area for corrosion.21 On the other hand, there is larger tendency to adsorb and concentrate the corrosive medium into pores on the more porous surface. Thus, the sealed coating with fewer microdefects has a superior corrosion resistance.
Potentiodynamic polarisation curves of unsealed and sealed coatings in simulated corrosion solution
Electrochemical impedance spectroscopy evaluation for long time immersion
The results of the polarisation curves cannot predict the long term corrosion behaviours of the unsealed and sealed coatings. Fortunately, impedance data have been used extensively in a semiquantitative way to study degradation processes and predict the protective lifetimes of surface coatings on metals during exposure in corrosive environment.22 – 24 In this study, the impedance characteristic as a function of immersion time had been examined to illustrate the corrosion behaviours of unsealed and sealed coating in the simulated corrosion solution.
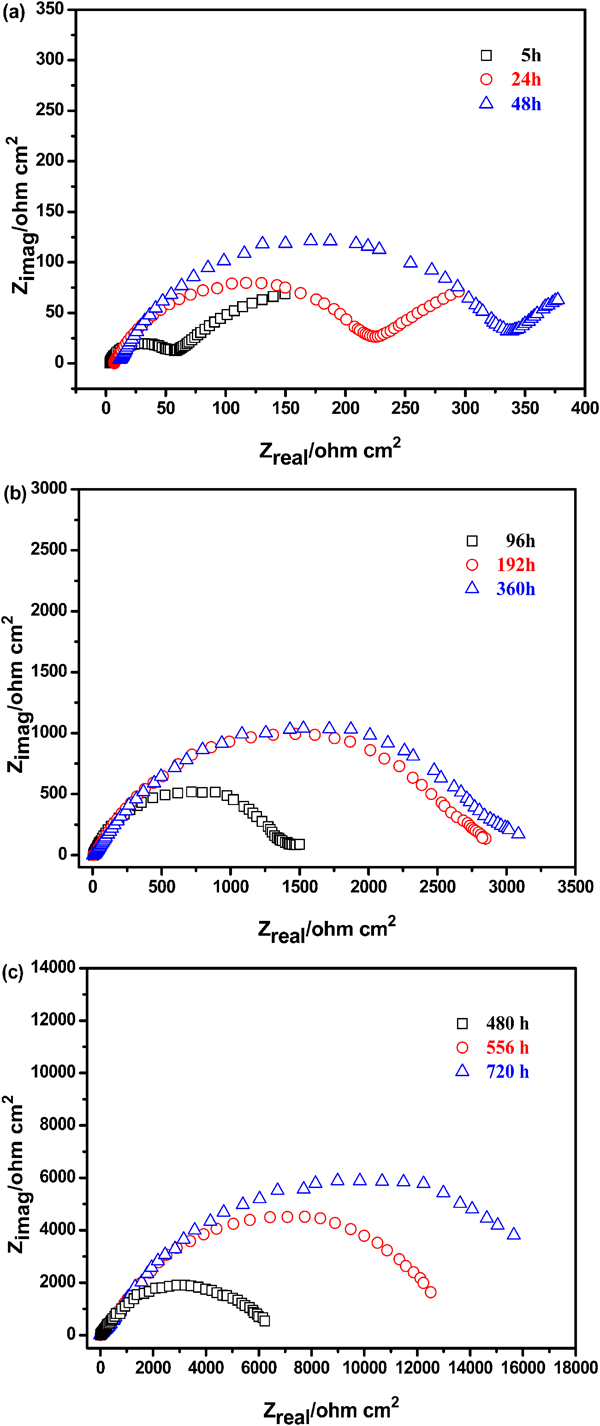
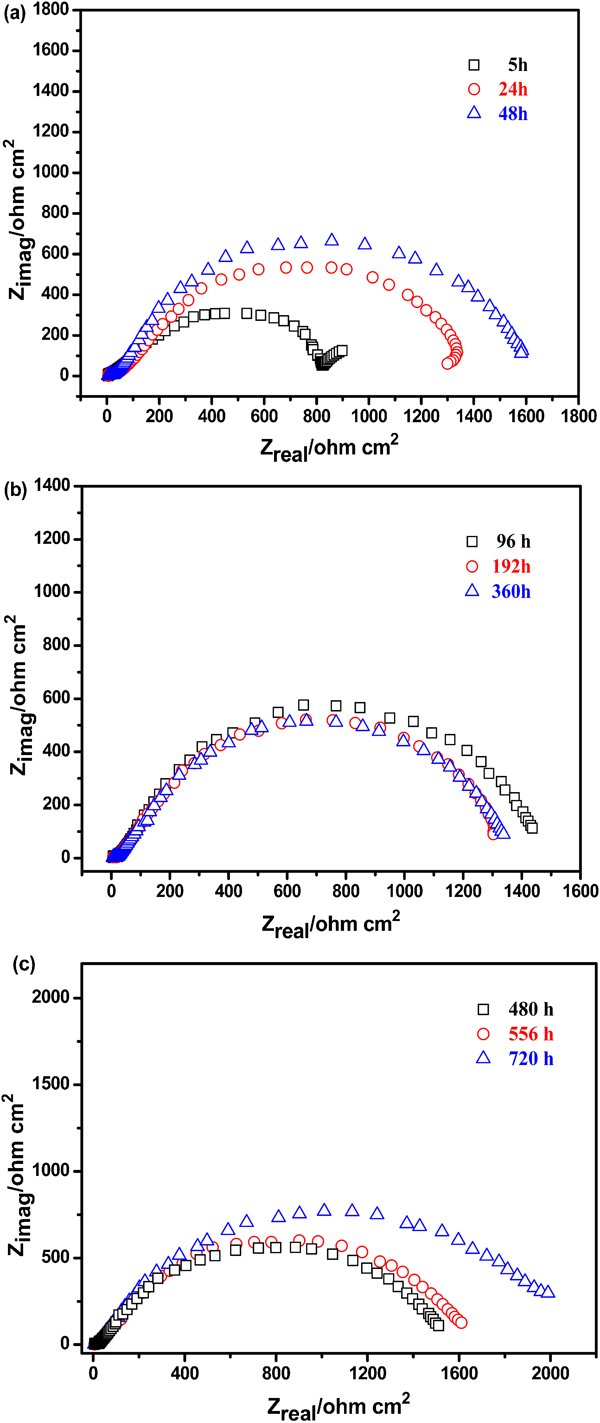
Experimental EIS spectra obtained from the unsealed coating after different immersion times in the simulated corrosion solution are presented in the Nyquist plots in Fig. 4. It can be seen that the Nyquist plot (Fig. 4a) shows two capacitive arcs after immersion for 5 h. The first one is attributed to charge transfer, associated with the effect of electric double layer capacitance of the zinc coating surface/solution interface, while the second one at low frequency range can be ascribed to the pores on the outer coarse layer. With immersion time up to 24 h, the second arc at low frequency range starts to shrink, which is due to the fact that compact corrosion products of zinc formed and blocked the microdefects of the outer coarse layer. With longer immersion time (96 h), the second arc almost disappears in the corresponding Nyquist diagram (Fig. 4b). This indicates the complete blockage of the pores on the outer coarse layer. After immersion over 192 h, the Nyquist diagrams show only one semicircle attributing to the corrosion process of zinc. In addition, with prolonging immersion time, the size of the diagrams is increased evidently. It is suggested that the impedance value of unsealed coating is increased with corrosion time significantly.
Experimental Nyquist diagrams of unsealed coating after different immersion times in simulated corrosion solution
Figure 5 is representative of the Nyquist diagrams that had been obtained for the sealed coating in the simulated corrosion solution. It is hydrophobicity of the sealants so that significant charge transfer reaction was not observed, only the capacitance of the sealing layer. Therefore, the one obvious semicircle in the Nyquist diagrams is attributed to the sealing layer/solution interface. With extending immersion time, no obvious differences have been observed in the general shape of the Nyquist diagrams. However, it should be mentioned that a very short arc appears at the low frequency range in the Nyquist diagram after 5 h of immersion, as shown in Fig. 5a. This response is mainly ascribed to the corrosion reaction of the exposed zinc coating.
Experimental Nyquist diagrams of sealed coating after different immersion times in simulated corrosion solution
Electrochemical impedance spectroscopy results of unsealed and sealed coatings after different immersion times are fitted using equivalent circuit models shown in Fig. 6. Mode a is used to fit the EIS results of unsealed coating and sealed coatings in the initial stage of immersion (5, 24 and 48 h for unsealed coating and 5 h for sealed coating). The impedance diagrams of both coatings in the later immersion stage were fitted with mode b. The electrical equivalent elements used in the models are the solution resistance R s, the charge transfer resistance R ct and the double layer capacitance CPE dl, the resistance of pore walls R po in parallel with CPE po, the resistance of sealing layer R se and the layer capacitor CPE se. The constant phase element is used as a substitute for the capacitor due to the dispersing effect.25
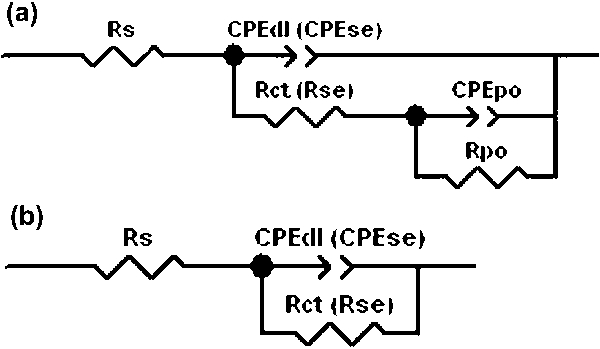
Equivalent circuit models used to fit EIS diagrams of unsealed and sealed coatings a in initial immersion stage and b in later immersion stage
In order to illustrate the corrosion process more clearly, the change of fitting values of the circuit elements (R ct for unsealed coating and R se for sealed coating) with immersion time is represented in Fig. 7. As supplement, the surface and cross-section morphologies of unsealed and sealed coatings after immersion tests for different times are given in Fig. 8. The charge transfer resistance R ct is an important parameter and is inversely proportional to the corrosion rate for each type of coating.26 As seen from Fig. 7, the R ct values of the unsealed coating keep increasing up to 720 h, which indicates the decreasing trend of the corrosion rate. At the initial immersion stage, the corrosion rate of the unsealed coating is very high due to the existed microdefects on the surface and the outer coarser layer, as well as the rate of the formation of the corrosion products. As shown in Fig. 8a, stable corrosion products formed and blocked the open pores or defects on the surface after 48 h of immersion. As the immersion time was extended, the corrosion product accumulated and became thicker and more compact (shown in Fig. 8c), where a corrosion product layer ∼100 μm can be observed in the cross-section morphology after 720 h of immersion. Furthermore, when the corrosion electrolyte reached the inner compact layer during the later immersion stage, the infiltration process of electrolyte into inner layer was very difficult for its more compact structure. These factors significantly increased the R ct values and improved the corrosion resistance of the unsealed coating.
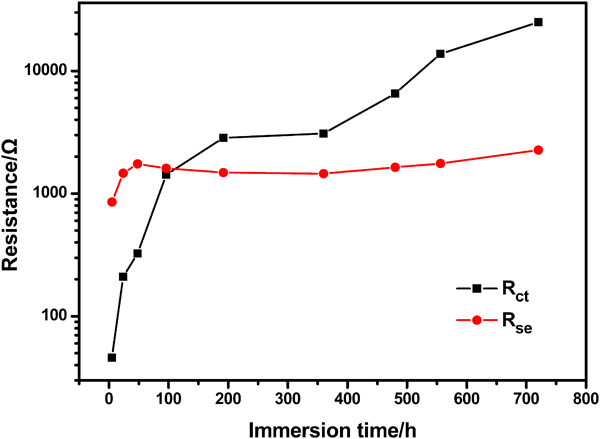
Fitting values of circuit elements for unsealed and sealed coating as function of immersion time
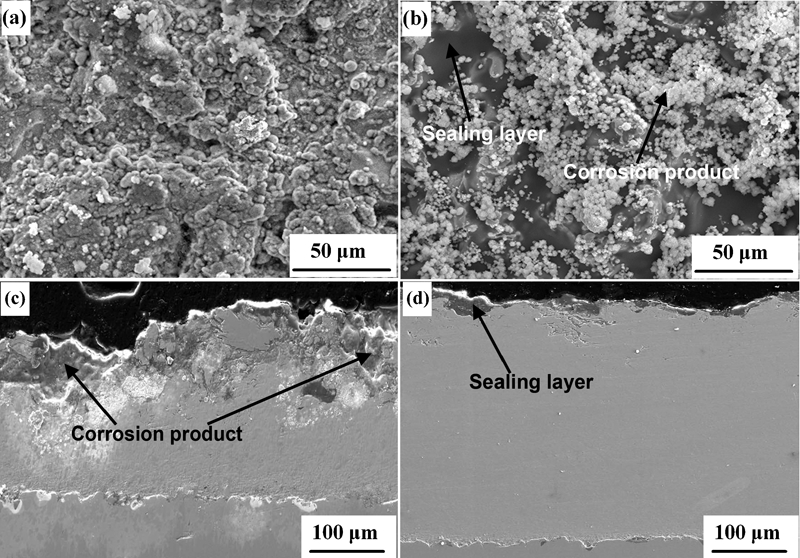
Corrosion morphologies of coatings after immersion test
For the sealed coating, the resistance of sealing layer R se shows an obvious increase in the first 48 h, which can be attributed to the formation of the corrosion products and then stays about the same, as shown in Fig. 7. It can be testified from the surface morphology of the sealed coating after 48 h of immersion (shown in Fig. 8b), where a small quantity of corrosion products are observed only on the surface of the exposed zinc coating. Compared with the unsealed coating, the variation range of R ct values with immersion time is much smaller, and a thin sealing layer still retained on the surface of as sprayed zinc coating after 720 h of exposure period, while very few corrosion products can be seen on the convex surface of zinc coating, as shown in Fig. 8d. These indicate that there is no obvious degradation for the sealed coating after long term exposure in the simulated corrosion solution, which is in contrast with the finding for the unsealed coating. The better corrosion resistance for the sealed coating during long term immersion is mainly due to the fact that the sealing layer blocked the transfer of corrosive electrolyte or corrosion products between the sealed coating and solution and thus delayed the corrosion process of underlying zinc coating.
Conclusions
The arc sprayed zinc coating prepared in this work can be divided into two regions on the cross-section: an outer coarse layer with higher porosity and more microcracks and an inner compact layer. The sealed coating, obtained by spraying sealing agent on top of the as sprayed coating under low pressure conditions, had less microdefects compared with the unsealed coating. The sealing agent covered the surface and thus enormously reduced the effective reaction surface area of the as sprayed coating. Moreover, the sealants penetrated into the original pores and microcracks of the outer coarse layer, preventing their degradation due to the penetration of corrosive medium.
Compared with the unsealed coating, the corrosion potential E corr of the sealed coating increased by a value ∼415 mV in the simulated corrosion solution. During the long term immersion in the simulated corrosion solution, the unsealed coating corroded rapidly in the initial immersion stage. Then, the microdefects on the outer layer of the as sprayed coating were blocked due to the formation of the compact corrosion products. The corrosion products became thicker and more compact with the increase in immersion time, which would improve the corrosion resistance of the unsealed coating in the later immersion stage. However, for the sealed coating, a thin sealing layer still retained on the surface of as sprayed zinc coating, and very few corrosion products formed after long term immersion, indicating that a better corrosion resistance was obtained after sealing treatment.