
Abstract
The corrosion behaviour of 316L stainless steel (SS) in acetic–10% formic acid mixture containing Br− and in simulated purified terephthalic acid (PTA) slurry was investigated to understand the corrosion mechanism of 316L SS in the drying process of PTA slurry. The results show that in acetic–10% formic acid mixture containing Br−, the corrosion rate of 316L SS increases with the increase in Br− concentration and temperature. In the PTA slurry, the corrosion rate of 316L SS changes in a parabolic form with an increase in the solid/liquid ratio of the slurry. The slurry has the strongest corrosivity when the solid/liquid ratio of the slurry reaches ̃6·25. In a half dry–half wet PTA slurry, when the 316L steel surface remained at a suitable temperature to avoid continuous liquid film on the surface, the corrosion rate of the steel will be greatly reduced.
Introduction
The polyester industry has been developing rapidly in recent years. As the main raw material of polyester, purified terephthalic acid (PTA) is in great demand.1 In the PTA process, paraxylene is oxidised to terephthalic acid. Manganese acetate and cobalt acetate are used as catalysts, tetrabromoethane is used as accelerator and acetic acid is the dissolvent.2 Hence, acetic acid containing Br− is the primary solution in PTA slurry, which is strongly corrosive to stainless steel equipments. During the drying process of PTA slurry, the solvent is gradually evaporated in the dryer. It is frequently observed in practical industries that the middle part of the dryer was most severely corroded, which indicates a relationship between the solid/liquid ratio of the PTA slurry and the corrosion rate.
The corrosion behaviour of stainless steel in acetic acid with or without halide ions has been reported by many authors.3 – 9 However, a few researches were focused on the corrosion behaviour of stainless steel in PTA slurry, which is important to industrial production. In this research, the corrosion behaviour of 316L stainless steel (SS) in the simulated drying process of PTA slurry was studied. The effects of the solid/liquid ratio of the slurry and temperature on the corrosion behaviour of 316L SS were investigated.
Experimental
The studied material was 316L SS with the following chemical composition (wt-%): Fe–0·75Si–2·00Mn–0·045P–2·28Mo–17·14Cr–12·58Ni–0·030C–0·030S. The sample surface was abraded with abrasive papers up to no. 1000 and then was degreased with acetone.
The corrosion rate of 316L SS in boiling 90 wt-% acetic plus 10 wt-% formic acid mixture containing 400 ppm Br− was measured by weight loss test. The addition of formic acid was to accelerate the corrosion rate. The PTA slurry was composed of 150 mL PTA and 60 mL acetic/formic acid mixture containing 400 ppm Br−. Figure 1 shows the schematic diagram simulating the PTA slurry drying process. The solution was evaporated from the slurry at 105°C and collected by a measuring cylinder; therefore, by measuring the evaporated volume, the solid/liquid ratio of the slurry can be calculated (Table 1). The solid/liquid ratio was calculated by dividing the purified terephthalic volume by the rest acetic/formic acid mixture in the slurry. After the solid/liquid ratio of the slurry reached the required value, a vertical reflux condensation tube was connected with the flask to keep the solid/liquid ratio of the slurry stable. The specimens were immersed in slurries with different solid/liquid ratios for 72 h at 105°C. Scanning electron and optical microscopes were used to observe the surface of the specimens after immersion.
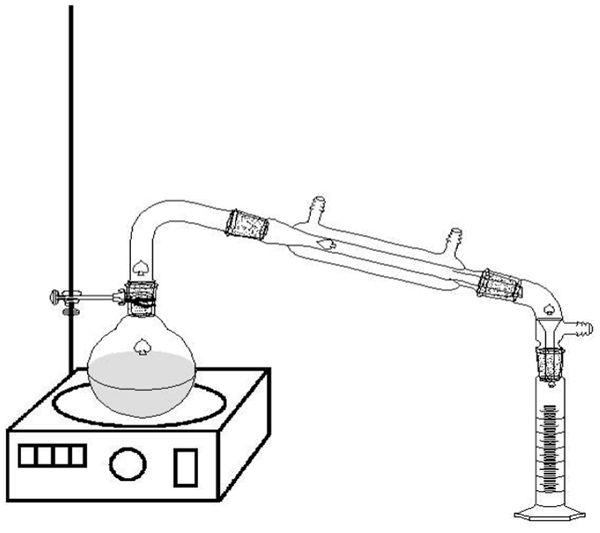
Schematic diagram simulating PTA slurry drying process
Corrosion rate of 316L SS at different PTA humidities

A special experimental equipment was designed to study the influence of the steel surface temperature on the corrosion behaviour in PTA slurry, as shown in Fig. 2. The container was made of 316L SS. A 316L SS specimen, which has the same size as the container bottom, it was put closely at the bottom and sealed with polytetrafluoroethylene. Then, PTA slurry was added in the container, and the whole container was heated to 150°C by an oil bath. Three other 316L SS specimens were immersed in the middle part of the slurry. The temperature of the middle part of the slurry was 105°C, as measured by a thermometer. To keep the solid/liquid ratio of the slurry stable, the acetic/formic acid mixture containing 400 ppm Br− was added into the slurry at the rate of 40 mL h−1, as the slurry was evaporated during the testing process. During the test, the Br− concentration of PTA slurry may increase gradually due to the solution evaporation; however, the results on the influence of surface temperature on corrosion rate would not be influenced.
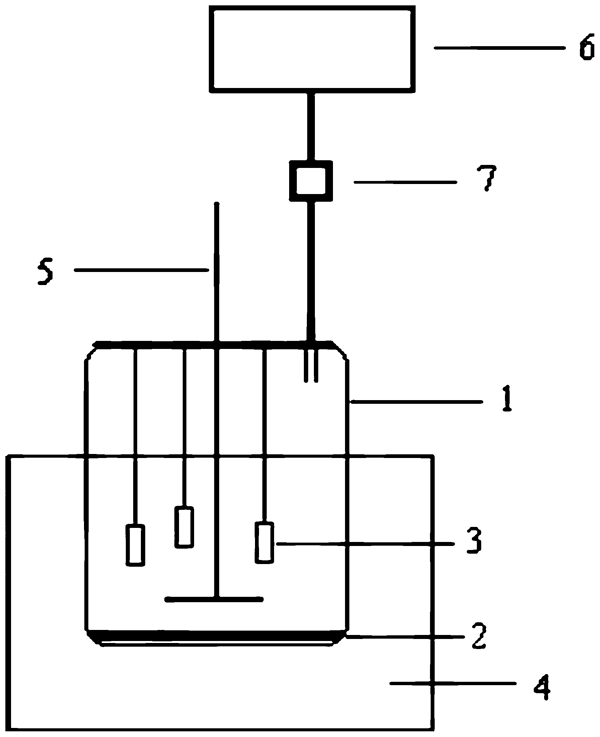
1: container made of 316L SS; 2: 316L specimen at container bottom; 3: 316L specimens immersed in middle part of PTA slurry; 4: constant temperature oil bathing; 5: mechanical stirring; 6: solution replenish; 7: flowing regulator
Results and discussion
Corrosion behaviour of 316L SS in boiling acetic and formic acid mixture
Figure 3 shows the corrosion rate of 316L SS in boiling acetic and formic acid mixture containing different Br− concentrations at 105°C. According to Fig. 3, the corrosion rate increases as the Br− concentration increases. The corrosion resistance of stainless steels is dependent on the passive film on the surface. In boiling acetic and formic acid mixture, which is a reducing medium, the passive film is not stable, and Br− ions would adsorb on the surface defects10 and damage the passive film. Figure 4 shows the morphology of the 316L samples after immersion in boiling acetic and formic acid mixture containing 400 ppm Br−. It can be seen that the corrosion morphology of 316L SS in the medium is mainly uniform with some shallow pits, which is in accordance with a previous report.11
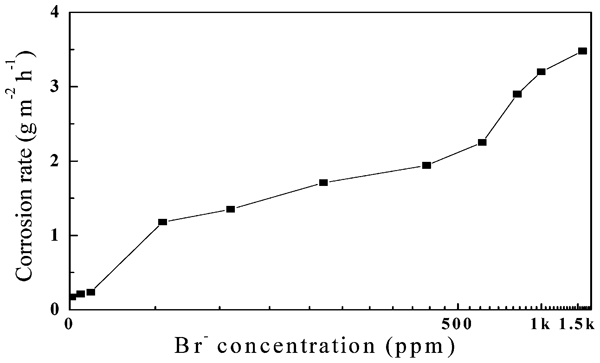
Relationship between corrosion rate of 316L SS and Br− concentration in boiling acetic and formic acid mixture
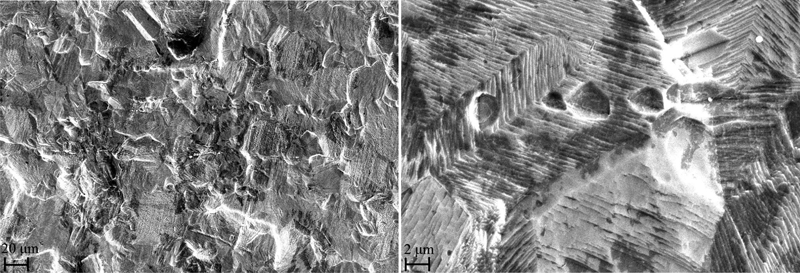
Corrosion morphology of 316L SS after immersed in boiling acetic and formic acid mixture containing 400 ppm Br− (10 wt-% formic acid)
Effect of temperature on corrosion rate of 316L steel in acetic/formic acid mixture containing Br−
Figure 5 shows the corrosion rate of 316L SS in the acetic/10% formic acid mixture containing 10 ppm Br− at different temperatures. As shown in Fig. 5, the corrosion rate rises as the temperature increases. Sekine4 reported that the corrosion of 430 SS in aqueous formic and acetic acid systems is determined by the solution conductivity. The conductivity of non-aqueous acetic acid increases rapidly with increasing temperature. On the other hand, at higher temperature, more H+ tends to ionise from acetic acid, which accelerates the dissolve rate of stainless steel.11 In addition, the porosity of the passive film increases with temperature, which can accelerate the permeation of Br− in the passive film.12
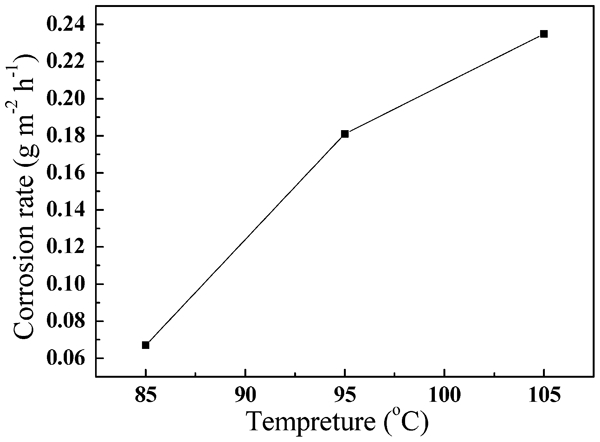
Relationship between corrosion rate of 316L SS and temperature of acetic and formic acid mixture containing 10 ppm Br−
Corrosion behaviour of 316L SS in PTA slurry at different solid/liquid ratios
Table 1 and Figure 6 show the corrosion rate of 316L SS in PTA slurry with different solid/liquid ratios. The solid/liquid ratio was calculated from the evaporated solution volume. It is seen that as the solid/liquid ratio of the PTA slurry increases from the initial value to ̃6·25, the corrosion rate rises quickly until a peak value. After the peak value, the corrosion rate decreases as the solid/liquid ratio increases.
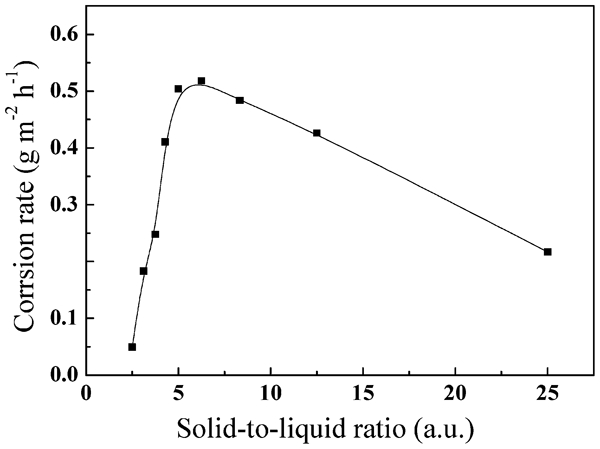
Relationship between corrosion rate of 316L SS and solid/liquid ratio of PTA slurry
The colour of the initial acetic/formic mixture containing Br− was orange yellow, while the evaporated solution was colourless and transparent. When AgNO3 was added in the two solutions, different results were observed. In the initial solution, white and yellow precipitation was produced, and the solution turned colourless and transparent, which is due to the reaction between Br− in the solution and AgNO3, while in the evaporated solution, white precipitation was produced, and the solution remained colourless. The white precipitation is due to AgAc, which is insoluble in HAc. This experiment confirms that the evaporated solution did not contain Br−; hence, during the heating process, Br− in the rest of the PTA slurry was concentrated. This may explain the increase in the corrosion rate with the increased solid/liquid ratio. When the solid/liquid ratio exceeds a critical value (̃6·25 in Fig. 6), the liquid film on steel surface would turn thinner and discontinuous, which leads to decreased corrosion rate, although the Br− concentration is at high levels.
From the above results, the corrosion phenomenon in a PTA slurry dryer may be explained. At the initial section, the temperature of the PTA slurry is low, and the corrosion is low. As the slurry is put forward in the dryer and heated, both the slurry temperature and the Br− concentration increase, and the corrosivity of the slurry increases. However, with the drying process going on, the slurry gradually turns to solid PTA, and corrosion decreases again. Therefore, at the middle section of the drying process, the slurry shows the most severe corrosivity to the stainless steel dryer.
Influence of 316L SS surface temperature on corrosion rate in PTA slurry
Table 2 shows the measured corrosion rates of 316L SS specimens in PTA slurry at different temperatures. It is seen that the corrosion rate of the specimen at the container bottom, which remained 150°C during the test, is only 8·33×10−4 g m−2 h−1, three orders of magnitude lower than that of the specimens in the middle part of the slurry. The surface morphology of the specimens after immersion is shown in Fig. 7. The specimen at 150°C was only slightly corroded and the surface remained smooth, while for the specimens immersed in the slurry, where the temperature was only 105°C, the corrosion rate was obviously higher. The highest corrosion rate was observed for the specimen located near the solution supply (Fig. 2). The above results may be explained as follows: corrosion reactions as electrochemical processes depend on the presence of the electrolyte on the surface. In the solid/liquid mixed slurry, when the surface temperature of the specimen is high enough, the liquid film on the surface may be evaporated quickly. Hence, corrosion is greatly decreased. While for the other specimens in the middle part of the slurry, because the specimen surface is heated by the PTA slurry, the liquid film would be always present on the surface, resulting in a continued corrosion reaction. The above results show that in a half dry–half wet PTA slurry, if the 316L steel surface remained at a high temperature to avoid continuous liquid film on the surface, the corrosion rate of the steel may be reduced.
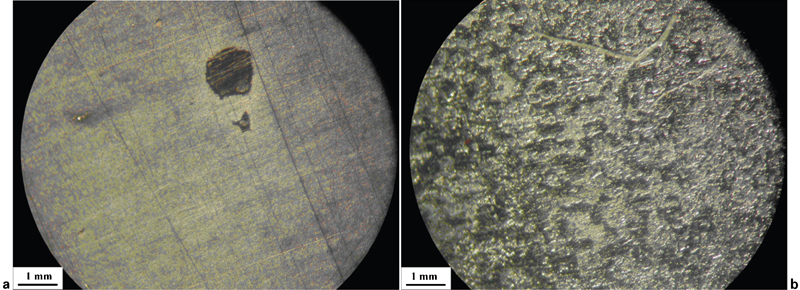
a specimen at container bottom (150°C); b specimen in middle part of slurry (105°C)
Corrosion behaviour of 316L SS in PTA slurry at different temperatures

Conclusions
In acetic/10% formic acid mixture containing Br−, the corrosion rate of 316L SS increases with the increases in Br− concentration and temperature.
In PTA slurry, the corrosion rate of 316L SS shows a parabolic relationship to the solid/liquid ratio of the slurry. The slurry has the strongest corrosivity when the solid/liquid ratio of the slurry reaches ̃6·25.
In a half dry half wet PTA slurry, if the 316L steel surface remained at a high temperature to avoid continuous liquid film on the surface, the corrosion rate of the steel may be greatly reduced.
Footnotes
Acknowledgements
The authors are grateful to the National Natural Science Foundation of China (contract no. 51210001) for support to this work.