
Abstract
This paper described the mechanical properties and corrosion behaviour of new designed Mg–Gd–Nd–Zn–Zr alloy processed by equal channel angular pressing (ECAP) at 375°C. An attractive phenomenon was observed. Both strength and ductility of ultrafine grained Mg–Gd–Nd–Zn–Zr alloy were improved after multipass ECAP. The microstructure of the alloys became much finer and more homogeneous with increasing ECAP passes. The yield strength, ultimate tensile strength and elongation of the alloys under eight-pass ECAP process were over 223 MPa, 270 MPa and 36% respectively, showing desirable mechanical properties of equal channel angular pressed Mg–Gd–Nd–Zn–Zr alloy. The equal channel angular pressed alloy displayed a lower corrosion resistance immersed in Hank's solution due to the crystalline defects as well as the galvanic corrosion induced by precipitation of ultrafine β phase particles.
Introduction
Magnesium alloy, working as an exceptionally biodegradable implant due to its low corrosion potential, has attracted extensive attention in recent years. Compared to commercial biodegradable implants made of polymeric materials, magnesium and its alloys provide desirable mechanical properties: the density, compressive yield strength (YS) and elastic modulus are closer to the natural bone than currently used biodegradable implants. With the possession of these mechanical properties, stress shielding is minimised effectively to a certain extent. 1 Therefore, magnesium alloys have become a potential candidate for temporary implants, such as cardiovascular stents and bone fixtures. What is more, appropriate biocompatibility and suitable corrosion are also needed to be considered for biodegradable applications. 2 However, the corrosion behaviour of Mg and its alloys is susceptible in physiological systems. 3 Thus, adding effective alloying elements is considered to be an efficient approach to enhance mechanical and corrosion properties simultaneously. As researches reported, Al is unsuitable for use in the human body for causing Alzheimer's disease, 4 and commercial magnesium alloys (e.g. AZ31, AZ91) were inappropriate for biomedical applications because of the high content and the toxicity of the elements. Therefore, Witte et al. 5 suggested that Al free magnesium alloy systems are the selections of priority. Rare earth elements, such as Gd and Nd, solute into magnesium alloys can bring the improvement of mechanical and corrosion properties. 6 Zinc is regarded to be one of the nutritionally elements in the human body. A small number addition of Zn exhibited significant strengthening effect. What is more, the microalloyed Zr added to the alloy works as a grain refinement agent to obtain a homogeneous microstructure. 7 Consequently, we have designed the biodegradable Mg–Gd–Nd–Zn–Zr magnesium alloy with favourable mechanical properties and corrosion resistance, which has not been investigated in previous studies.
Grain refinement is an effective way to improve mechanical properties. Nowadays, researches have demonstrated that severe plastic deformation (SPD) processes are favourable to the fabrication of fine grained materials. Herein, the equal channel angular pressing (ECAP) deserves to be a promising SPD procedure. This efficient process results in significant refinement in microstructure due to its SPD. As a result, it improves the mechanical characteristics of magnesium alloy. However, relatively little attention has been attached to the corrosion behaviour of Mg alloy after ECAP processing. Furthermore, researches also show the contrary results of improved or reduced corrosion resistance for equal channel angular pressed Mg and its alloy. 8 As for Mg–Gd–Nd–Zn–Zr alloy, the effects of the ECAP on the mechanical properties and corrosion resistance are still unknown. The present work focused on the influence of microstructure and β phase particles on the mechanical properties of the alloy processed by ECAP, the deformation mechanism of ECAP was also investigated. The influences of grain size change and β phase particles distribution on the corrosion behaviour of the alloy processed by ECAP were studied. The objective of this study is to present the possibility that the designed equal channel angular pressed Mg–Gd–Nd–Zn–Zr alloy could be used as the biodegradable implant material.
Experimental
Alloy preparation
Mg–Gd–Nd–Zn–Zr ingots were produced by melting the mixture of high purity Mg ( ≥ 99.99%), Zn ( ≥ 99.99%), Mg–25Gd, Mg–30Nd and Mg–30Zr master alloys in a furnace with argon and SF6 in the atmosphere. The billets (11.5 × 11.5 × 70 mm) cut from the ingots were homogenised at 540°C for 10 h, followed by water quenching at room temperature (T4 treatment). Then, the billet were pressed at 375°C with the plunger speed of 0.4 mm s− 1 and ECAP passes of one, four and eight respectively (denoted as 1P, 4P and 8P). The die channel and samples were lubricated with graphite; billet was inverted with the angle of 90° in the same direction after each pass. The chemical composition of the alloy, analysed using an X-ray fluorescence analyser (Axios PW4400, PANalytical B.V., The Netherlands), was Mg–4.75Gd–1.42Nd–0.59Zn–0.37Zr (wt-%).
Microstructure and mechanical properties
The samples used for microstructure observation were cut parallel to the pressing direction and ground using emery paper up to 2000 grit, followed by mechanically polishing. Then, samples were etched with a mixture of 3 g picric acid, 25 mL acetic acid, 50 mL ethanol and 5 mL distilled water. The microstructure observation was characterised on transmission electron microscopy (TEM, JEOL Ltd, JEM-2010, Japan) and scanning electron microscopy (PhenomproX, Phenom-World B.V., The Netherlands), equipped with energy dispersive spectrometry. Mechanical testing samples with a gauge length of 5 mm, a width of 10 mm and a thickness of 2 mm were machined along the longitudinal direction of the specimens and performed with a strain rate of 1.0 × 10− 3 s− 1 using a SANSCMT 5105 testing machine at room temperature. At least three samples were tested for each condition.
Biocorrosion tests
The biocorrosion behaviour of the alloys were studied via hydrogen evolution and weight loss test. The samples, with the size of 30 × 10 × 5 mm, were cut from the core of equal channel angular pressed billets and polished each side with 2000 grit emery paper to avoid surface contamination. Hank's solution, composed of 8.0 g L− 1 NaCl, 0.4 g L− 1 KCl, 0.35 g L− 1 NaHCO3, 0.2 g L− 1 MgSO4, 0.14 g L− 1 CaCl2, 0.06 g L− 1 KH2PO4 and 0.06 g L− 1 Na2HPO4, was used as the immersion solution, and the pH value was adjusted to 7.4 with NaOH or HCl solution. All in vitro tests were carried out at 37°C in Hank's solution in conformation with ASTM G31-72. The immersion solution was renewed every 24 h to keep a stable pH value. Hydrogen volume was recorded before renewing test solution. After immersion, the corrosion products were cleaned with chromic acid solution (200 g L− 1 Cr2O3+10 g L− 1 AgNO3) for 5 min, then rinsed with distilled water and dried in air. At least three specimens were measured for each condition.
Electrochemical tests were also conducted at 37°C in Hank's solution via an electrochemical workstation (IM6ex, Zahner, Germany) with a traditional three-electron system. The system includes a silver chloride (Ag/AgCl, saturated KCl) reference electrode, a Pt counter electrode and the specimen (with 1 cm2 exposed surface area) as working electrode. Before the test, the specimens were polished with a series of emery papers (up to 2000 grit), then cleaned with ethanol and dried in air. The potentiodynamic polarisation curves were measured at a relative high scan rate of 5 mV s− 1. For a good reproducibility, each sample was repeated in triplicate.
Results and discussion
Microstructure of equal channel angular pressed Mg–Gd–Nd–Zn–Zr alloy
Figure 1a–d shows the SEM images of T4 condition and equal channel angular pressed alloys for one, four and eight passes respectively. According to Fig. 1a, the microstructure of T4 treated alloy exhibits equiaxed grains with an average grain size of ∼80 μm, and cuboidal particle with a size of 1-2 μm is observed in the grain boundaries. Energy dispersive spectrometry result shows the average atomic percentage for Mg/Gd is equal to 76:24. These secondary phase particles are Mg3Gd, which were frequently found in similar alloy after homogenising. 9 After one pass (Fig. 1b), the grain boundary is less discernable, and some second phases in the grain interiors are observed. After four passes of ECAP (Fig. 1c), the grains can be classified as a heterogeneous microstructure with a bimodal grain size distribution of coarse or large long grains with ∼40 μm in length coexisting with a large number of ultrafine grains with a size of ∼1.5 μm in the α phase matrix. After eight passes, the alloy (Fig. 1d ) possesses a main fraction of ultrafine magnesium grains with a few long grains ∼20 μm in length. As well known, the ultrafine grains are mainly the result of dynamic recrystallisation (DRX). 10 Partial mechanical energy produced by SPD at a relatively high strain rate thereby converted into thermal energy, and this acts as a trigger for DRX with substantial temperature rise. Figure 2 illustrated TEM images of alloy after eight passes of ECAP; secondary phase particles (white dots) are precipitated both within the grains and also along the boundaries of grains, which can be explain as the phenomenon of particle stimulated nucleation. 11 The corresponding selected area electron diffraction patterns indicate that precipitated particles have an fcc structure, and they should be thermally equilibrium β phase (fcc, a = 2.22 nm) composed of Mg5Re. The formation of high stress regions around these β phases accelerates the DRX process and enhances the grain refinement effect. What is more, continuous decrease in particle size can bring a pinning force to the migration of recrystallised grain boundaries. Therefore, ECAP works as a simple and effective method for grain refinement of Mg–Gd–Nd–Zn–Zr alloy.
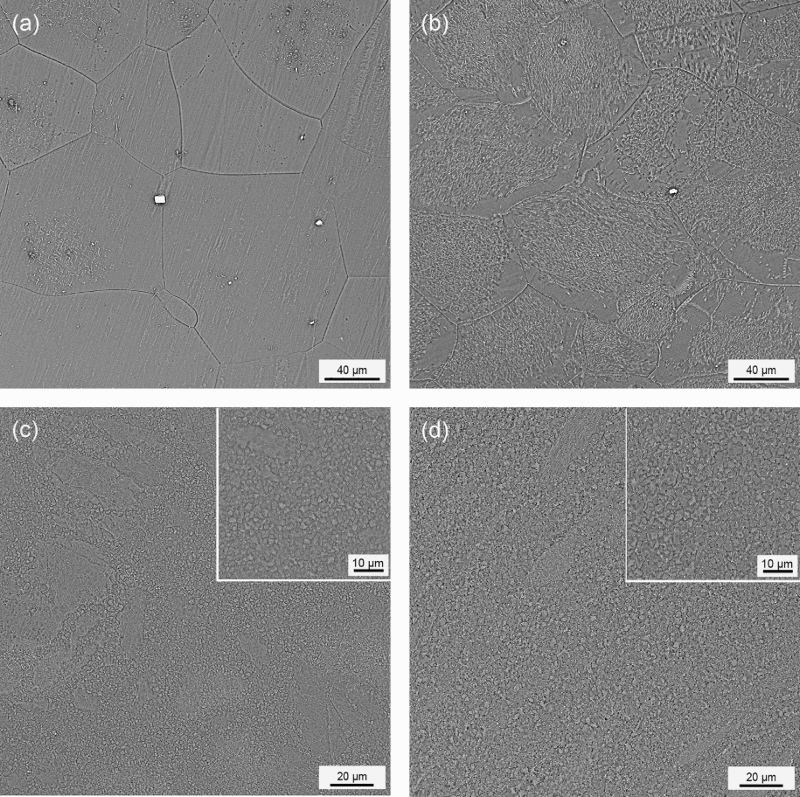
a T4; b one pass; c four passes; d eight passes
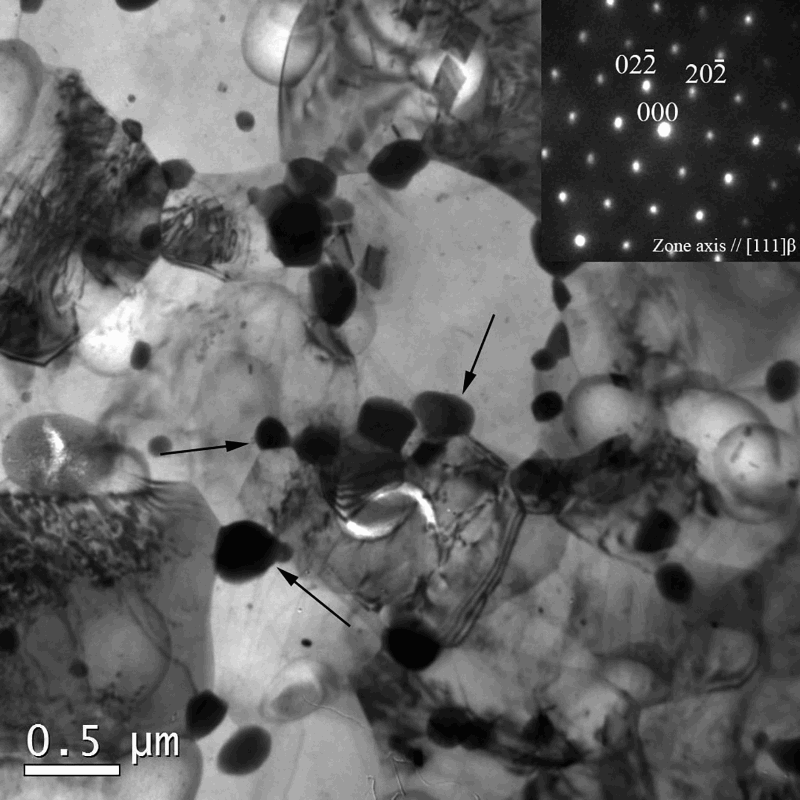
Images (TEM) of equal channel angular pressed Mg–Gd–Nd–Zn–Zr alloy after eight passes
Mechanical properties of equal channel angular pressed Mg–Gd–Nd–Zn–Zr alloy
As shown in Fig. 3, the samples after ECAP exhibit higher YS and ultimate tensile strength (UTS) with increasing pressing pass. After one pass, the YS at room temperature is ∼185 MPa, which is almost 50% higher than that of T4 treated alloy. After over four passes, the YS and UTS of the alloy show ∼80 and 30% improvement compared with the alloy in T4 condition. Moreover, the elongation to failure of equal channel angular pressed alloy shows a different change with increasing the number of ECAP. At listed in Table 1, the one-pass sample exhibits lower elongation (17.9%) than the T4 treated alloy (22.7%), and as anticipated, the elongation improves with the ECAP passes after one pass and the highest elongation is acquired in the eight-pass sample (36.1%).
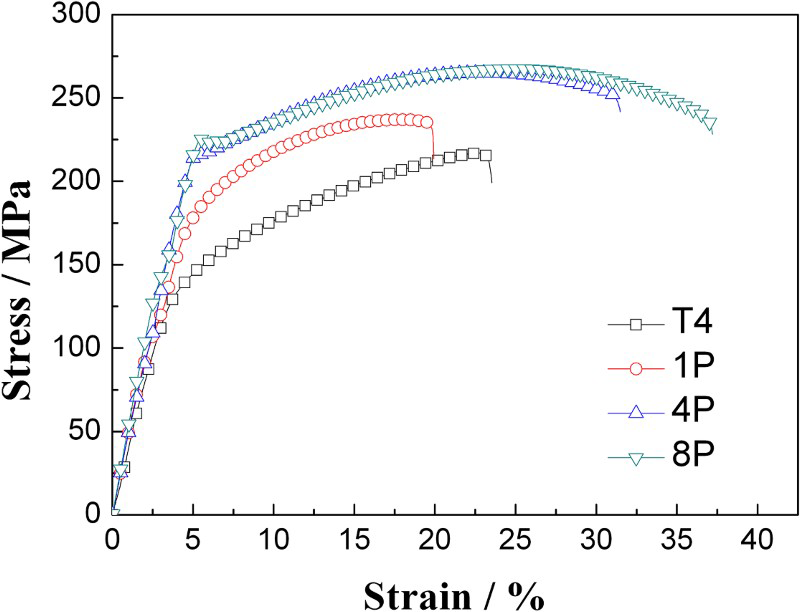
Stress–strain curves of T4 treated and equal channel angular pressed Mg–Gd–Nd–Zn–Zr alloys tested at room temperature
It is clear that the behaviour of mechanical properties is determined by its microstructure. The main reason explained for the decreasing elongation of one pass equal channel angular pressed alloy is the inhomogeneous microstructure and large amount of second phases in the grain interiors. The improved strength of Mg–Gd–Nd–Zn–Zr alloy over four-pass pressing is attributed to the refined grain size and the fine precipitation formed during ECAP. It was reported that both basal and non-basal slip systems were activated in fine grain magnesium alloys on account of grain boundary compatibility effect. 12 At the same time, grain boundary sliding (GBS) can also be stimulated in fine equiaxial grains with high angle grain boundaries at room temperature.13,14 As a consequence of DRX, the pressed samples after four and eight passes possess ultrafine grains with large misorientation angles, elongation of which is higher than the T4 treated alloy. The GBS has been inspected widely in fine DRX grains, which is agreeable to grain boundary diffusion and intragranular slip. 15 Hence, a combination of non-basal slip system and the occurrence of GBS is responsible for improved strength and ductility during the tensile test. The precipitation plays an essential role in hindering dislocation recovery with ECAP processing, which eventually increase dislocation density in α phase.
Biocorrosion properties of equal channel angular pressed Mg–Gd–Nd–Zn–Zr alloy
Figure 4 presents the hydrogen evolution curves of the Mg–Gd–Nd–Zn–Zr alloys immersed in Hank's solution at 37°C for 120 h. The hydrogen evaluation at the first 24 h is the least and then increases with the extension of immersion time, while the hydrogen evaluation rate almost stays stable as time continues. Obviously, the hydrogen evolution volume of T4 treated alloy is the lowest and increases with rising ECAP passes.
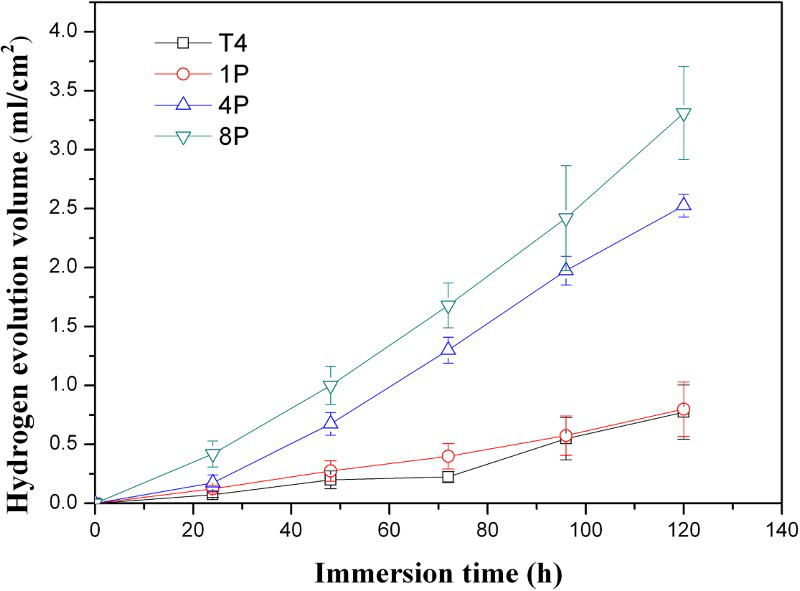
Hydrogen evolution volume of Mg–Gd–Nd–Zn–Zr alloy immersed in Hank's solution for 120 h
Figure 5 shows the corrosion rate of the alloy calculated according to the hydrogen evolution volume and mass loss experiment respectively. The corrosion rate of T4 treated sample is the lowest and that of the equal channel angular pressed alloys increases with ECAP passes. Furthermore, the results of corrosion rate obtained from mass loss test are both a little higher than those obtained from hydrogen evolution experiment. Reasons accounting for the phenomenon can be explained as follows: some hydrogen dissolved into the Hank's solution and some released into the air while renewing the immersion solution, which could not be collected.
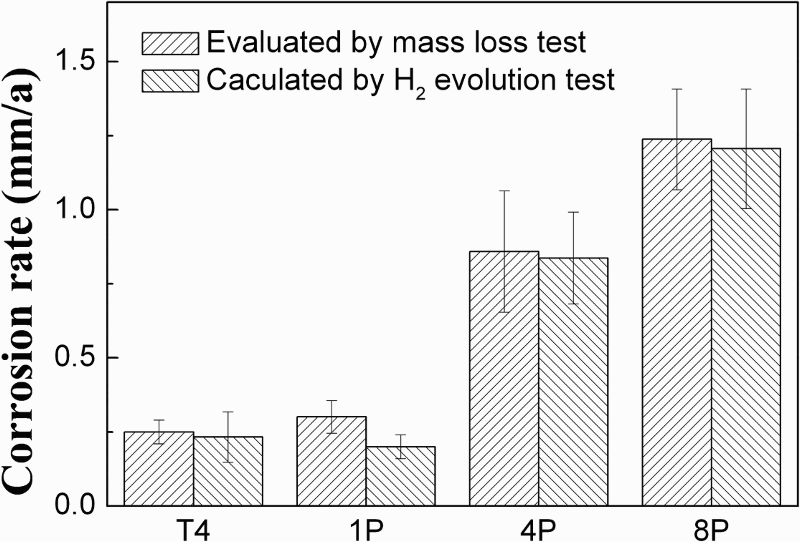
Corrosion rate of Mg–Gd–Nd–Zn–Zr alloy immersed in Hank's solution for120 h
Figure 6a shows the potentiodynamic polarisation curves of the T4 treated and equal channel angular pressed alloys tested at the stable open circuit potential. The data obtained from potentiodynamic polarisation are illustrated in Fig. 6b. The equal channel angular pressed samples have lower corrosion potential than the T4 treated one. The more ECAP passes correlate with higher corrosion densities. The corrosion density of eight-pass sample (12.60 μm cm− 2) is about three times higher than the T4 treated sample (4.13 μm cm− 2). These data are visibly consistent with the results obtained from immersion test.
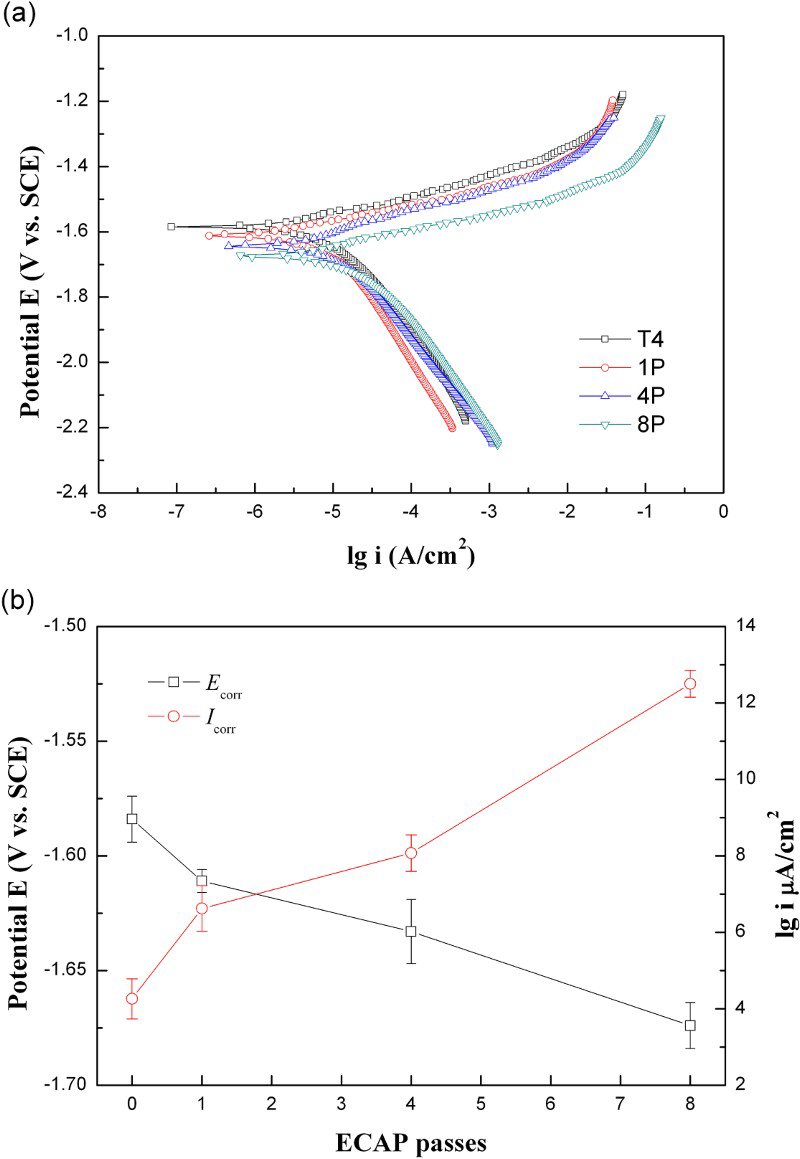
a polarisation curves of T4 treated and equal channel angular pressed Mg–Gd–Nd–Zn–Zr alloys in Hank's solution at 37°C and b E corr and I corr with respect to ECAP pass times
Previous report16,17 has indicated that grain refinement can enhance materials’ corrosion resistance. However, the corrosion resistance of the Mg–Gd–Nd–Zn–Zr alloy in Hank's solution is weakened by ECAP procedure. The unexpected phenomenon should be associated with the microstructure properties and corrosion mechanism of the equal channel angular pressed alloy. In terms of corrosion mechanism, the deteriorated corrosion resistance of the alloy after ECAP is mainly attributed to two primary factors as follows. On the one hand, the amount of crystalline defects caused by imposed strains during ECAP offers more corrosion motivation to the α phase matrix. Op't Hoog et al. reported that if large stresses or strains remain after grain refinement, then cathodic kinetics will increase even if overall grain size has decreased. 18 Similarly, Hamu et al. 19 held the same opinion that the presence of surface stresses or strains had a significant effect on the corrosion resistance of Mg. On the other hand, the precipitation of ultrafine β phase particles induced by the ECAP process leads to galvanic corrosion in the α phase matrix. 20 Atrens et al. 21 also found that deteriorate corrosion properties may be associated with Fe pick-up caused by ECAP. However, the samples were cut from the core of equal channel angular pressed billets and polished each side with grit emery paper to avoid surface contamination. Thus, there is no necessity to consider the influence of Fe pick-up.
Owing to the severe strains imposed by ECAP, the α phase matrix possesses extremely fine grains and lots of stacked dislocations with restoring more energy. Hence, the deformed grains and grain boundaries are susceptible to the aggressive solution, and it is not difficult to comprehend that corrosion reaction would occur in these sites. After ECAP process, a large fraction of β phase particles precipitated in the grain interiors and boundaries, which play an important role in the corrosion behaviour of Mg–Gd–Nd–Zn–Zr alloy. First, it acts as a cathode in the galvanic reaction, which has a nobler corrosion potential than α phase matrix. Second, more isolated fine particles precipitate and distribute homogeneously in the α phase matrix with the increase in ECAP passes, as a result, leading to more amount of homogeneously dispersed smaller microgalvanic, thus causing the trend of transformation from localised corrosion to uniform corrosion of equal channel angular pressed alloy. Furthermore, the high corrosion rate of studied alloy also correlate with the amount of β phase particles exfoliated into the Hank's solution. Since the α phase matrix saturated fine β phase particles would be easily corroded, the particles would exfoliate into the Hank's solution, and it accelerated the mass loss of equal channel angular pressed samples in the immersion test.
Figure 7 shows the corroded morphologies of T4 treated and equal channel angular pressed Mg–Gd–Nd–Zn–Zr alloys immersed in a Hank's solution for 120 h after removing corrosion products. According to the area magnitude of the corroded zone, the corrosion resistance of the equal channel angular pressed alloy is weaker than that of the T4 treated sample. Only several limited corrosion pits could be observed on the T4 treated sample (Fig. 7a), and this represents a typical localised corrosion with comparable pit depth (judged by darkness of the pitting area). After one- to four-pass ECAP process, more pits are observed, presenting in more pit quantities. Moreover, a sort of filamentary corrosion occurred along the deformed grain boundaries. After eight-pass ECAP process, the corrosion pits are replaced by obvious severe uniform corrosion. According to the research of Song et al. 8,22 on equal channel angular pressed pure Mg and AZ91D magnesium, the deformed grain boundaries are easier to be corroded due to the stored energy produced by ECAP process. Thus, a combination of pitting corrosion and filamentary corrosion is found in the equal channel angular pressed samples with initial ECAP passes. In short, the corrosion behaviour of equal channel angular pressed samples is transformed from pitting corrosion to filamentary corrosion and eventually to severe uniform corrosion with increasing ECAP passes.
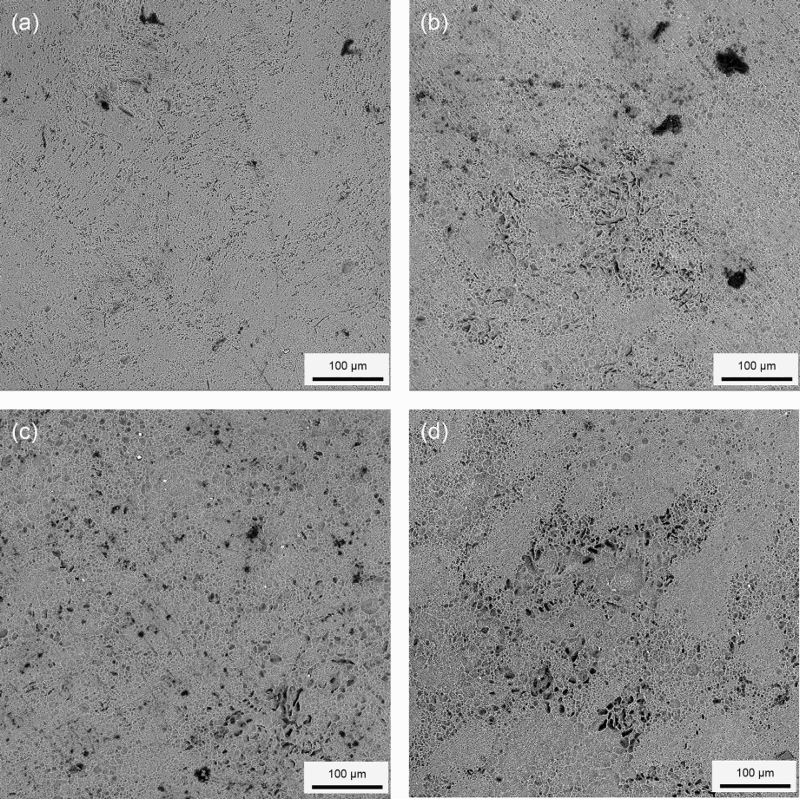
a T4; b one pass; c four passes; d eight passes
Mechanical properties of T4 treated and equal channel angular pressed Mg–Gd–Nd–Zn–Zr alloys

Conclusions
Microstructure, mechanical properties and biocorrosion behaviour of Mg–Gd–Nd–Zn–Zr alloy under ECAP process were studied in this work. Equal channel angular pressing provided an effective process for grain refinement of magnesium alloy. The microstructure of the alloys after eight passes were refined to 1.5 μm due to the occurrence of DRX and particle stimulated nucleation, as a result, leading to a homogeneous distribution of equiaxed grains.
Mechanical analyses revealed that a combination of grain refinement and β phase particles precipitation led to an improvement of both strength and ductility after over four passes. The alloys with such attractive mechanical properties are appropriate for the application on cardiovascular stents and bone fixtures.
The lower corrosion resistance of equal channel angular pressed alloy is related to the strain induced crystalline defects and fine β phase particles. What is more, the corrosion mode of the equal channel angular pressed alloy is transformed from pitting corrosion to uniform corrosion, which is favourable for biomedical applications. Thus, the Mg–Gd–Nd–Zn–Zr alloy processed by ECAP has a potential to work as a biodegradable implant material.