
Abstract
Freeze casting is a promising technique to fabricate porous materials with complex pore shapes and component geometries. This review is aimed to elaborate the fundamental principles of the porous microstructure evolution and critical factors that influence the fundamental physics involved in freeze casting of particulate suspensions. The discussion separately analyses homogeneous and directional freeze casting for both aqueous and non-aqueous systems. The effects of additives, freezing conditions, suspension solids loading and particle size on pore shape, size and morphology evolution are discussed. Special techniques based on modified freeze casting, such as freeze tape casting, double sided freeze casting and field directed freeze casting, are also included.
Introduction
Different material shaping techniques have been developed in the past decades due to the demand for advanced material fabrication with enhanced properties and unique characteristics. Compared to the dry processing routes, wet shaping techniques are capable of producing materials with complex shapes and satisfying a large range of applications; they are also effective in fabricating both dense and porous materials. Among different wet shaping processes, freezing techniques involving a colloidal suspension are desirable as they are flexible and cost effective, and have a near net shaping capabilities. 1 1,2 In the early 1990s, freeze gelation technique was developed for a number of colloidal suspensions that can gel irreversibly upon freezing.3 After the freeze gelation (normally at the temperature of a few degrees below the freezing point), the frozen gel is melted and dried to obtain either dense or porous materials. In addition to the typical drying step, freezing extraction is also applied to extract the frozen solvent due to the miscibility between the solvent and the non-solvent bath.4 The freeze gelation technique is mostly used for silica sols and biodegradable polymers containing poly(L-lactic acid), poly (lactic-co-glycolic acid), chitosan and alginate,3 – 5 and find most applications in biological materials.6 However, this technique can only be used for a few systems since it requires a gel formation process during freezing. In recent years, the development of freeze casting techniques has overcome this limitation and successfully expanded to particle based colloidal suspensions.
Freeze casting is a wet shaping technique that involves preparing a stable colloidal suspension (Fig. 1a ), pouring the suspension into a mould (Fig. 1b ), freezing the suspension while it is in the mould (Fig. 1c ), and sublimating the dispersing medium (Fig. 1d ).7 The relationship between the aqueous suspension states and the processing steps is shown by Deville et al. (Fig. 2).7 Very desirably, freeze casting induces solid formation by percolating the network of a dispersing medium such as water and forms near net shape complex geometry parts with no external pressure and often environmentally benign advantages. The key requirements for the suspensions are being stable and well dispersed.8 The dispersing medium can be water, camphene, naphthalene–camphor9 or tertiary butanol.10 Among these, water and camphene are the most commonly used. When the freezing and drying conditions are properly controlled, the dispersing medium solidifies and separates from the solid phases through sublimation and little capillary force exists to cause hard agglomerates or cracks. This is very desirable in offering high integrity samples with homogeneous or directional microstructures. The final products are green state samples with either homogeneous or directional microstructures, depending on freeze casting conditions.
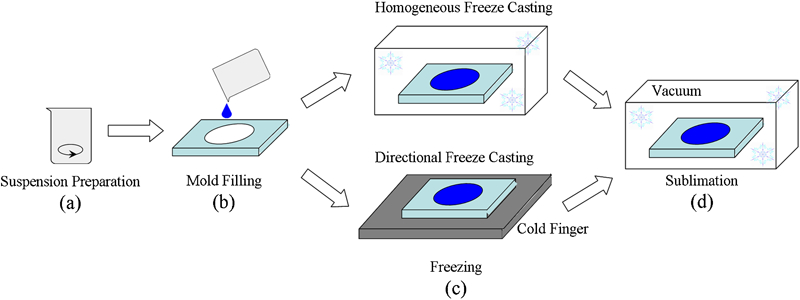
Illustration of freeze casting process
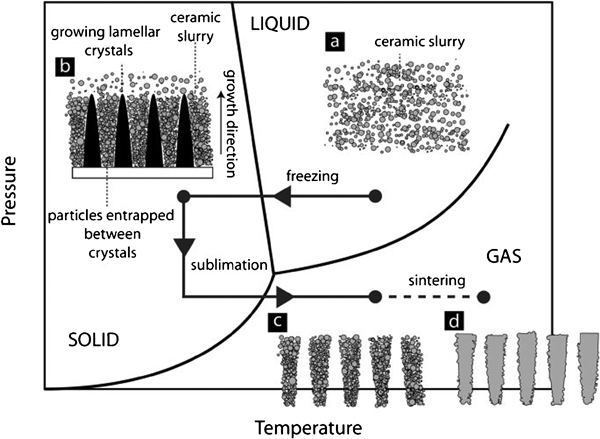
Relationship between aqueous suspension states and freeze casting procedures (after Deville7)
The tailorability of the freeze casting technique makes it capable of fabricating materials with dense, cellular, and lamellar microstructures. Although freeze casting can be applied to producing dense materials, 11 11,12 the strength of this technique lies in creating materials with adjustable porous microstructures. It can effectively eliminate capillary forces and the collapse of pores.13 When the freezing conditions are controlled to achieve uniform temperature and freezing rate throughout the sample, and the particle size is properly chosen to offset particle expulsion from the freezing front, directional growth of the solidified dispersing medium is inhibited and homogeneous (cellular) microstructures with interconnected pores can be fabricated after sublimation. When the anisotropic growth of the solidifying dispersing medium is favoured by the temperature gradient or the particles expelled are arranged in a specific way, freeze casting is also able to fabricate well defined directional (lamellar) microstructures. 14 14,15 In both cases, freeze cast microstructures can possess tailorable open pores.
With the advancement of nanoparticle synthesis, freeze casting has generated great interest in nanoparticle based materials. To avoid agglomeration and low particle packing density problems, many nanoparticle systems have to be processed through a liquid route. In a liquid suspension, the interactions between nanoparticles can be well controlled using proper electrolytes or polymeric dispersants; electrostatic repulsion and/or steric hindrance can be tailored to overcome the van der Waals attraction between the particles.13 Freeze casting can be a natural forming process after the suspension preparation step.
In comparison to other wet shaping processes, such as slip casting and tape casting, freeze casting is a versatile forming technique. First, it can be tailored to form either homogeneous or directional microstructures. Second, it can form open pores with either interconnecting pore channels or gradient pore sizes. 16 16,17 Third, it is capable of fabricating materials with a high porosity (ranging from 25% to 90%).7 Fourth, it can produce complex shapes and fine features with little tooling cost. The simple equipment requirement and cost effective advantages make this near net shape process an ideal technique for producing porous ceramics, metals or even polymers. 13 13,18 Besides, freeze casting has the capability of making hollow shells with enclosed cores or other novel structures. 19 19,20 As a result, freeze cast materials offer unique properties such as low elastic modulus, unique microstructures and relatively high mechanical strength.21 – 25
In the early days, freeze casting was mainly used as a near net shape forming technique. 8 26 8,26,27 In recent years, it has mostly focused on producing tailored porous materials, and significant progress has been made as reported by Deville et al., 7 7,16 Fukasawa et al.,28 – 30 etc. The controllable microstructures of the porous materials are well suited to facilitate cell growth templates for bioapplications.31 – 34 Freeze cast hydroxyapatite scaffolds exhibit excellent compressive strength (e.g. 145 MPa at 47% porosity and 65 MPa at 56% porosity), open porosity and high pore connectivity, which can overcome the common compromise between strength and porosity.16 Furthermore, since the freeze casting technique is versatile for many kinds of materials (from ceramics to metals, and to polymers) and the resulting mechanical strength can be very high, freeze cast materials are promising candidates in bionics, such as tooth and bone. In addition, the low temperature process facilitates the formulation of drug carrier, and the designable microstructures can promote matrix–solvent interaction and therefore improve the drug dissolution, bioavailability, and the therapeutic effect of the active ingredients.22 The environmental friendliness of freeze casting further enables its potentials in other bio-related applications. For example, the shelf life of products such as vaccines and other injectables can be prolonged when freeze casting is applied because of the removal of water. The tablets produced through freeze casting can be easily absorbed. Besides bioapplications, freeze cast porous materials are also excellent insulators, separation filters and gas distributors, since the high pore connectivity and the dense walls provide high specific strength, surface area and adsorption ability. The high permeability as well as high chemical and thermal resistance allows these materials to be used as catalyst supports and thermal and acoustic barriers.20,35 – 38
Main achievements in this area have been elaborately discussed.7,39 – 42 However, due to the diversity of the systems involved, a systematic review of the critical factors in porous microstructure evolution and the ability of predicting porous microstructure behaviours at different conditions is not presently available. This paper is aimed to provide a review of the freeze casting process applied to the fabrication of porous materials from particulate suspensions, focusing on the influences of critical factors in influencing the resulting microstructures. Specifically, this includes additives, freeze casting conditions, suspension solids loading and particle sizes. Each critical factor is qualitatively evaluated, and their influences on pore size, shape and morphology are discussed. At the beginning, the solidification behaviours of liquid systems are analysed. After that, the freeze casting systems are broadly divided into aqueous and non-aqueous systems since their solidification behaviours and sublimation conditions are significantly different. Under each category, both homogenous (cellular) and directional (lamellar) microstructures are reviewed. The fundamental understanding related to freeze casting and the guiding principles that govern the microstructure evolution are analysed based on the current active research efforts.
Solidification principles
Solidification of a prepared suspension is the most critical stage during freeze casting, since the crystal morphology determines the resulting porous microstructure and the volume change associated with the phase transformation greatly influences the integrity. Crystal nucleation and growth, interaction between the moving solidification front and particles, as well as the freezing modes (homogeneous or directional), are key issues that control the solidification behaviour of the dispersing medium. Extensive work has been carried out to investigate ice formation and suspension solidification and will not be discussed. However, the fundamental principles will be used to analyse the freezing process and predict the resulting microstructures.
In general, the formation of porous microstructures using freeze casting relies on the rejection of the particles by the advancing solidification front, the breakdown of the solidification front to a non-planar morphology, and the concentration and entrapment of the particles in between the solidified crystals, all of which are determined by the interaction between the solidification front and the particles. Thermodynamically, the interfacial free energy between particles and solidification front σ
sp should be larger than the sum of interfacial free energies of solid–liquid σ
sl and particle–liquid σ
pl in order to effectively reject the particles and fabricate porous structures43


The breakdown of the solidification front is necessary for the formation of porous structures and often happens because of the instability and supercooling at the interface of the advancing solidification front, the possibility of secondary nucleation and the inhomogeneity of the freezing zone.44 – 46 The curvature at the interface is dependent on the relative thermal conductivities: if the particles possess a higher thermal conductivity, the interface is concave; conversely the interface is convex.47 These interface deviations from a planar surface can further affect the freezing point of the local suspension and alter the supercooling and solidification behavior.48 Based on the dispersing media used (e.g. water, camphene) and the typical freezing conditions, the freezing process is similar to unidirectional solidification, which has been extensively studied by Trivedi, Peppin, Worster, and their co-workers.44,45,49 – 56
A different aspect of freeze casting is particle velocities, which are affected by the forces exerting on particles. Several models have been established to describe particle velocity, which is mostly affected by the particle radius and relative density between the particles and the dispersing medium, but less sensitive to the temperature gradient.
14
48
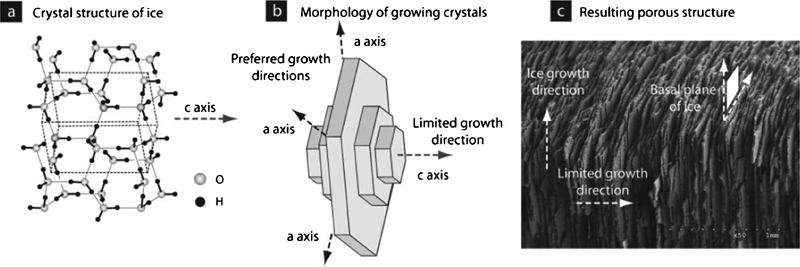
14,48,54 The critical solidification front velocity for particle trapping can be estimated by the following equation
14
14,47

It should be noticed that most of the above studies on suspension solidification are carried out for aqueous systems. However, the fundamental principles are applicable to all the systems and the porous morphology of the freeze cast materials can be qualitatively predicted.
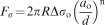
The nucleation and crystal growth of aqueous systems are well studied.57 – 62 Ice has 15 known crystalline phases, among which hexagonal ice is the most common structure (Fig. 3b ). According to the crystal structure (Fig. 3a ) and crystal growth kinetics of ice,7 the facets parallel to the c axis have a higher chemical potential than the ones parallel to the a axis (perpendicular to the c axis); the ice growth rate along the a axis is 102–103 times faster than that along the c axis (Fig. 3b ). Thus, the growth of ice crystals with the temperature gradient perpendicular to the c axis is kinetically favourable. Homogeneous microstructures are only fabricated if the freeze casting conditions are controlled such that a minimum temperature gradient exists throughout the sample and high particle expulsion hindrance is available. Temperature gradient is dependent on sample volume, shape, thermal conductivity and freezing rate. Particle expulsion hindrance is influenced by particle size, particle shape and the viscosity of the suspension.
Directional microstructure formation mechanism for aqueous suspensions (after Deville7)
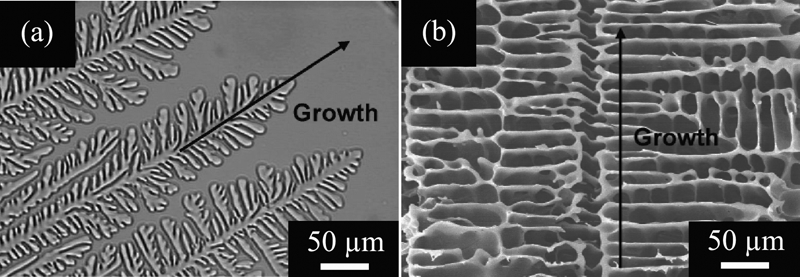
In contrast, the formation of lamellar pores possessing larger dimensions along the preferred growth directions of ice crystals (Fig. 3c ) can be prepared by increasing the temperature gradient while lowering the particle hindrance. The directional solidification behaviours of aqueous systems during freezing casting are studied by Deville et al. 40 63 40,63,64 They reported that different from the Mullins–Sekerka mechanism, where solidification interface evolves from flat to cellular, and then to lamellar,46 both lamellar crystals oriented along the freezing direction (Fig. 4a ) and pseudolamellar ones along the radial direction (Fig. 4b ) form at the initial stage.63 Homogeneous nucleation occurs near the cold surface (corresponds to the copper at the bottom of Fig. 5), where the sample is placed for directional freeze casting. The initial ice crystals are randomly oriented and the growth velocity (the distance that solidification front travels per unit time in the vertical direction) is high enough to engulf all the particles for a dense microstructure to form. Then, ice crystals both along the freezing direction and randomly oriented ones grow with the diminishing ice front velocity (Fig. 5e ). When ice crystals grow to locations of Figs. 5c and d , an obvious crystal morphology transition occurs because of the significant temperature gradient caused by increased thermal conductivity and enhanced residual stress. Ice crystals keep growing along the freezing direction.63 Passing the initial instant of rapid ice crystal growth, the solidification transitions into a steady state. The advancing solidification front repels particles and dendritic growth of ice crystals occurs. The morphologies of the growing ice crystals and the resulting pores are determined by the thermal gradient and particle redistribution, instead of particle diffusion.64 Solidification front velocity, particle size, ice crystal morphology, and the angle between crystal growth direction and temperature gradient are key factors that determine the particle redistribution.64
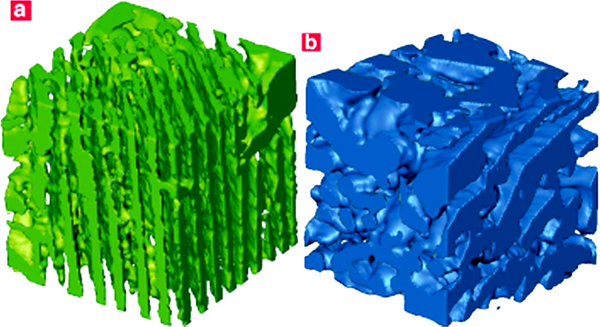
Three-dimensional ice crystal structure at initial solidification stage reconstructed from tomography data (after Deville63)
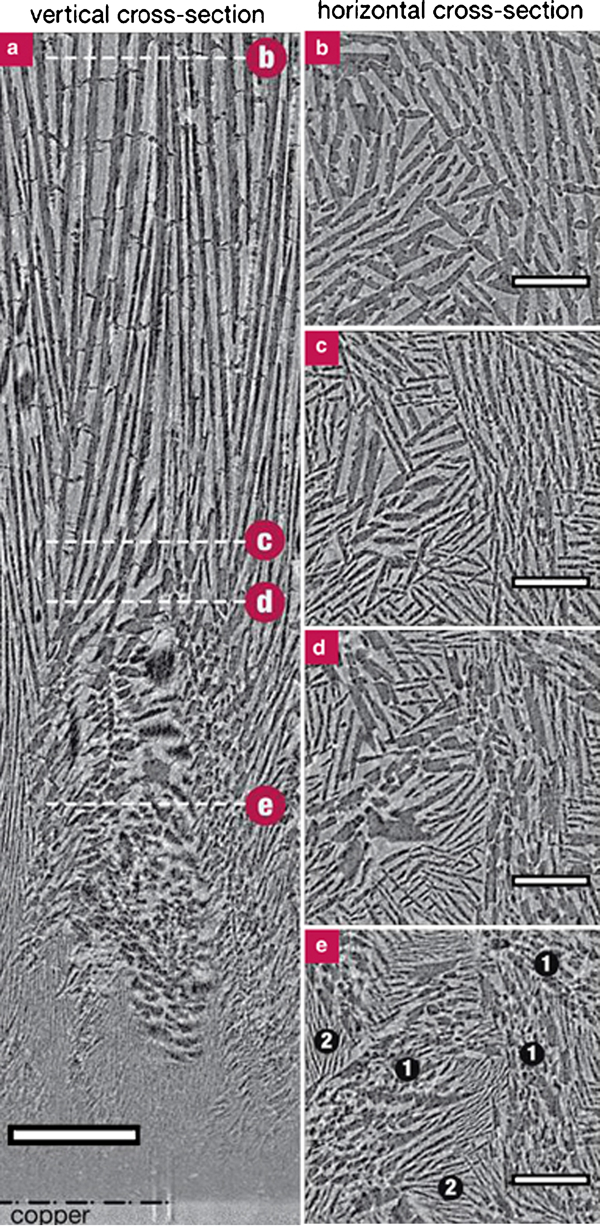
Initial instant frozen microstructure, vertical (left, perpendicular to solidification front) and horizontal (right, parallel to solidification front) cross-sections. Scale bar: a 250 μm, b–e 150 μm. Legend of e zone 1 and 2 refer to crystal oriented along freezing direction and randomly oriented crystals respectively. Scale bars: a 250 μm, b–e 150 μm (after Deville et al. 63)
As for camphene based systems, the typical morphology of the solidified phase is dendrites. An approximation of camphene dendrite growth velocity is reported as65
For directional freeze casting, bridge formation between lamellar pores is another interesting phenomenon. These bridges are caused by overgrown dendrites or densely packed particles in local regions, due to particle repulsion from the solidification front, dendritic tip splitting or healing and particle agglomeration.7 The bridge structure can be modified by additives that affect interfacial tension and interparticle forces.66
Aqueous system
Water is the most commonly used freeze casting dispersing medium. It is environmentally friendly and abundant and has been used in the freeze casting of many porous materials such as alumina,67 titanium dioxide,68 silica69 and titanium.14 The suspension is prepared at room temperature and appropriate additives are added into the suspension to adjust the freezing point, ice expansion, suspension viscosity, particle hindrance to expulsion and consequently microstructure. Freezing temperature, freezing time and freezing rate can be designed to tailor ice nucleation and crystal growth as well as particle arrangement. When the temperature distribution is uniform throughout the sample, anisotropic ice crystal growth is hindered and homogenous microstructures can be obtained. Fine particle size and stable suspension can reduce particle sedimentation and expulsion from the ice front.70 However, if the freezing temperature is controlled in a gradient distribution, then anisotropic ice crystal growth is favourable due to the chemical potential difference between different ice crystal facets. As a result, directional porous microstructures form. Directional freeze casting can be used to produce materials with complex anisotropic porous microstructures, such as lamellar, dendritic, parallel, columnar or aligned porous scaffolds.17,40,63,64,68,71 – 91 During freeze casting, a water based system experiences ∼9 vol.-% expansion, which may induce residual stresses, especially when a rigid mould is applied.7 This large change in volume should be considered in order to reduce/avoid cracks or cleavages for freeze cast samples.
This section focuses on freeze casting of aqueous systems and the key factors for both homogeneous and directional freezing processes. Additives and their effects on the microstructure evolution are evaluated. Freezing conditions such as freezing temperature, freezing time, freezing rate, suspension solids loading and particle size are discussed. The fundamental mechanisms of these factors in influencing the resulting microstructures are also analysed.
Homogenous microstructure
Additive effect
Additives are used to modify the freeze casting parameters since they are able to change the solvent phase diagram, the anisotropy of the solid/liquid interfacial energy, the interparticle forces, the degree of undercooling, the solvent viscosity, the suspension freezing point and the volume expansion of the system. Furthermore, some additives are able to induce a gelation or bond to solvent molecules.66 Some of these effects are interrelated and work synergistically to modify the microstructures. For aqueous systems, commonly used additives include glycerol, poly(acrylic acid) (PAA), gelatin, silica and clay.
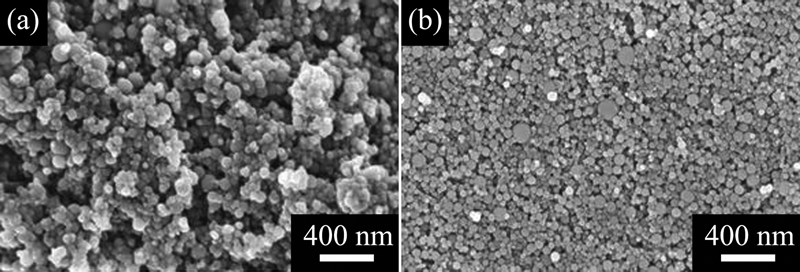
Glycerol is one of the most commonly used additives. It is non-toxic, highly soluble in water, inexpensive and has a low freezing point and a low vapour pressure.67 When added to a suspension, glycerol binds to water molecules and blocks the growth of ice crystals, resulting in the formation of a localised amorphous ice structure and a reduction in ice crystal size. Glycerol is also effective in reducing the volumetric expansion of water, inhibiting particle rejection and modifying the suspension viscosity. In general, the high viscosity of glycerol (934 mPa s) inhibits the fluidity of the suspension, which limits water molecule diffusion and leads to formation of small ice crystals. However, the effect of glycerol on suspension viscosity also depends on the additives and the solids loading of the suspension. For an alumina suspension with ammonium polymethacrylate additive at a high solids loading (such as 60 vol.-%), the viscosity decreases from 2613 to 1599 mPa s at a shear rate of 12 s−1 with 20 wt-% glycerol addition.67 This is because the glycerol addition enhances the steric hindrance among the dispersant and acts as a lubricant between particles. Thus, a better dispersed and more flowable suspension is obtained, ice crystal uniformity is improved and homogeneous microstructures are obtained.70 At low solids loading where the particle separation exceeds the steric barrier distance, this enhance effect in steric hindrance becomes negligible and the high viscosity of glycerol and its interaction with water molecules play a dominant role. In addition, glycerol is widely used to lower the freezing point of particle suspensions and adjust the corresponding microstructures. 18 18,21 For an alumina particle system, the density (from now on referred to ‘relative density’) of green samples increases slightly since the glycerol molecules decrease the growth of ice crystals and subsequently reduce the expansion of ice. These characteristics in combination make glycerol effective in modifying porous microstructures and reducing defects and large cleavage fracture. The effect of glycerol on the integrity of alumina nanoparticle samples is reported by Lu.18 Cracks and defects are apparent in the sample without glycerol because of the formation and expansion of ice crystals. In contrast, the sample with 10 wt-% glycerol possesses a smooth fracture surface and uniform microstructures.
In addition, glycerol can work with other additives to adjust the microstructures. Examples are alumina nanoparticle suspensions with glycerol and PAA, or with glycerol and ammonium polymethacrylate. 18 67 18,67,92 The polymers act as anionic dispersants. The negatively charged dispersant chains adsorbed to the positively charged alumina nanoparticles screen the nanoparticles from being directly exposed to glycerol, and interact with glycerol through hydrogen bonds to prevent the chains from entangling with each other. Micelle structures may also form. Subsequently, the electrostatic repulsion and steric stabilisation result in the increase of particle dispersion. The homogeneity of the suspension is improved even though the sample density decreases slightly (Fig. 6). 18 18,67 With added glycerol and dispersant PAA, the microstructure is more mesh-like (Fig. 7).67
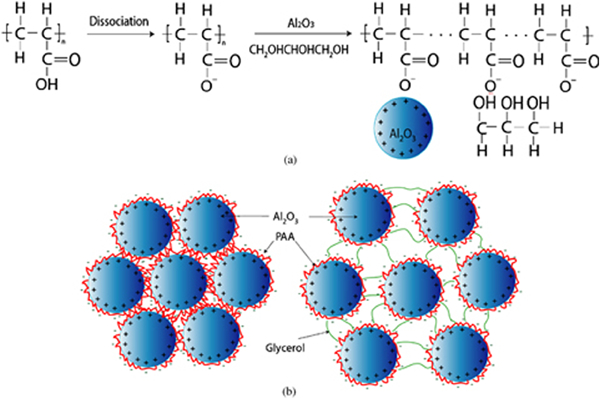
PAA–glycerol–alumina nanoparticle interaction illustration (after Lu18)
Effect of glycerol in building a mesh-like microstructure in an alumina system (after Sofie and Dogan67)
Although glycerol improves microstructure homogeneity, its amount needs to be properly chosen. This is because glycerol has a low vapour pressure. After freeze casting, glycerol stays throughout the sample and often needs to be removed. In addition, excessive glycerol increases suspension viscosity or prevents a sample from drying even after ice is sublimated. A wet sample, because of the excessive presence of glycerol, can lead to shape deformation.67
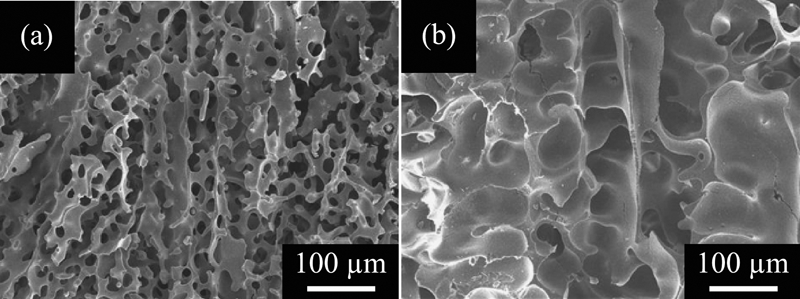
Gelatin is another additive used in freeze casting. It is a hydrolysed form of collagen, which comes from animal’s skin and bones. Gelatin addition to a freeze casting system of hydroxyapatite [HA, (Ca10(PO4)6(OH)2] is effective in adjusting the solid state microstructure and porosity. During freeze casting, gelatin slowly gelatinises and gelatin-containing HA particles hinder the anisotropic growth of ice crystals. Figure 8 shows such a system as an example. Without gelatin addition, the ice crystal growth fronts reject HA particles to form walls and lamellar porous microstructures (Fig. 8a ). With the addition of gelatin, the pores evolve into spherical and reticulated shapes (Fig. 8b ). The HA particles in combination with gelatin form a network, effectively hinder the growth of ice crystals and result in the pore evolution from lamellar structures to three-dimensional reticulated shapes.93
Effects of gelatin on microstructures of HA system (after Zhang et al. 93)
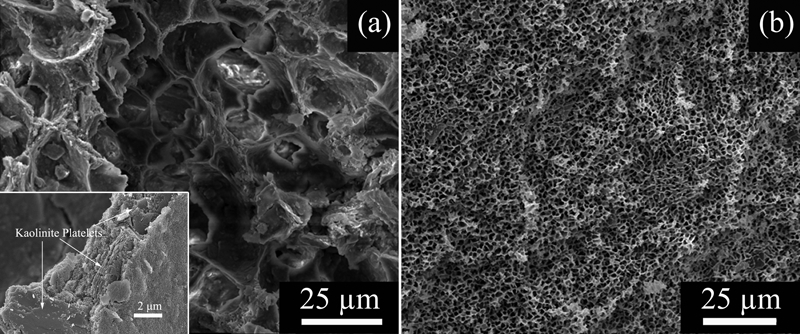
Silica and clay particles are reported to work as additives for certain freeze casting suspensions. For HA, a partial phase transformation towards β-tricalcium phosphate is initialised by adding silica nanoparticles, which can attenuate shrinkage and lead to a higher total porosity.94 A silica suspension is able to experience a gelation process when a proper electrolyte, such as NaCl, is added. 69 69,95 The gelled silica nanoparticles are effective in hindering the rejection by the ice growth front; the resulting microstructure contains numerous small pores. The introduction of kaolinite particles is effective in controlling the pore morphology of the kaolinite–silica composites. Kaolinite particles act as the framework of the sample, while silica nanoparticles form bridges to bond the kaolinite particles together and lead to a network structure. When frozen, the plate-like kaolinite particles and the gelled suspension can effectively block the anisotropic growth of ice crystals and result in the formation of homogeneous microstructures. Compared with pure silica samples, pore sizes of the kaolinite–silica composites increase gradually with the addition of large sized kaolinite particles.
Overall, additives introduced into the homogeneous freeze casting systems affect the pore morphology by adjusting the ice solidification behaviour. Most additives are used with the purpose of improving the homogeneity and integrity of the resulting porous materials. Although only four additives are discussed, their functions represent the main mechanisms of modifying the freeze casting microstructures. Other additives that are capable of adjusting suspension viscosity, freezing point, particle dispersion or particle hindrance on the ice crystal growth can be introduced to control the homogeneity and integrity of the porous microstructures.
Freezing condition effect
Freezing temperature, freezing rate and freezing time are significant factors affecting ice nucleation and crystal growth and subsequently the morphology of porous microstructures. Although different systems are affected differently by these factors, the overall trend in the microstructure evolution is shared by most materials.
Freezing temperature affects the relative dominance of ice nucleation and crystal growth. For ice nucleation to occur, suspension supercooling is needed. Supercooling effects on the nucleation and crystal growth rates are shown in Fig. 9. Under high supercooling, namely, low temperature (from point O to B), nucleation rate is higher than crystal growth rate, so ice nucleation is more favourable than ice crystal growth. At such freezing temperatures, a large number of small ice crystals form and the porous microstructure consists of uniform small pores. In contrast, if the supercooling is low and the temperature is in the range between points A and O, ice growth is favourable. A small number of large ice crystals result during freeze casting, and larger pores form after the ice sublimation. In addition, the shape of the ice crystals formed during freeze casting also depends on the freezing temperature, which influences the supercooling behaviours. The interface curvature and supercooling are correlated with each other and the morphology of the solidification front varies with the freezing temperature. This effect in combination with secondary nucleation influences the final shape of the ice crystals and porous microstructures. Overall, different freezing temperatures lead to different ice solidification behaviours, and ultimately different pore sizes and morphologies. Since the particles cannot rearrange sufficiently under high supercooling conditions, lower freezing temperature produces a higher porosity in materials.96 The typical freezing temperature range for aqueous systems is from −18 to −196°C.
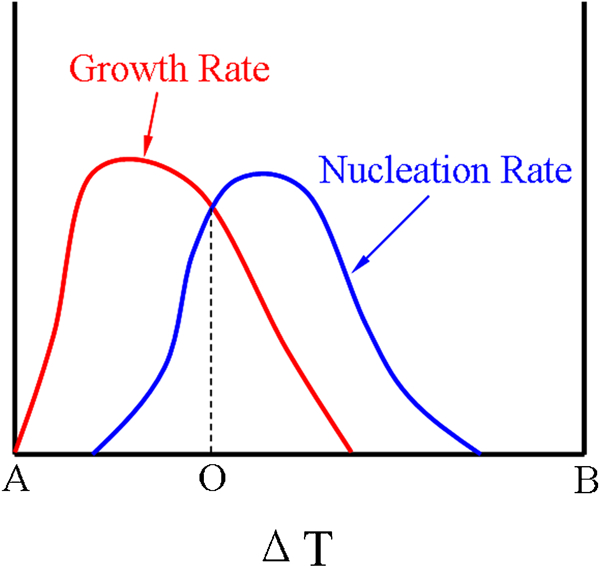
Supercooling effects on ice nucleation rate and growth rate. ΔT = T m−T refers to the degree of supercooling, where T m is the freezing temperature and T is the actual temperature. Legend A refers to the condition of low supercooling (high temperature) where the ice growth rate is much higher than the nucleation rate; inversely, legend B shows the high supercooling (low temperature); legend O indicates the critical supercooling at which the ice growth rate is equal to the nucleation rate
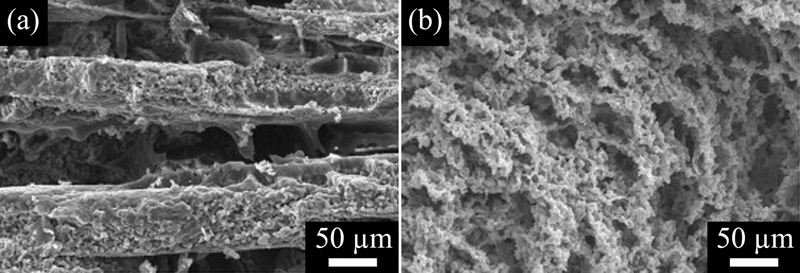
Freezing rate is another factor that influences the morphology of porous microstructures. 69 69,97 The typical freezing rate for aqueous systems is from 0·05°C min−1 up to cooling by immersing a sample in liquid propane (sudden change from room temperature to −196°C). At a high freezing rate, ice nucleation is kinetically more favourable than crystal growth, small pore formation is more likely. Moreover, the dispersing state of the suspension is more likely to be maintained at a high freezing rate since there is less time for particles to rearrange. Figure 10 is an example of freezing rate effect on the microstructure. Both samples are made by freeze casting of a kaolinite–silica suspension. Compared with the sample frozen at a low rate (<2°C min−1) (Fig. 10a ), the sample produced by direct immersion into liquid propane (−196°C) possesses smaller pores with a narrow pore size distribution (Fig. 10b ).69 Lower freezing rate provides nanoparticles with more time to rearrange, and thus the particle packing is denser. 67 67,97 As shown in Fig. 11, alumina nanoparticle suspensions frozen at 1 and 0·05°C min−1 freezing rates have visibly different microstructures on the as cast surfaces. Lower freezing rate offers more densely packed nanoparticles and lower porosity. In addition, freezing rate has strong dependence on the heat transfer within the sample. 26 26,98 When the temperature gradient is large, heat transfer efficiency is high and ice crystals can continuously grow and lead to interconnected or dendritic porous structures. When heat transfer efficiency is low, the diffusion of water molecules and the growth of ice crystals are hindered; thus, oval pore structure is more likely.
Freezing rate effect on alumina nanoparticle arrangement: images are taken from as cast surfaces (after Lu et al. 97)
Freezing time also affects ice crystal growth. When a sample is maintained at a certain freezing temperature, ice crystals keep growing and small crystals can link to each other and form large crystals. Due to the hindrance effect from the solid particles, the rejected particles form the walls and the growing ice crystals result in dendritic structures. Therefore, long freezing time favours columnar and lamellar microstructures. Based on this understanding, it is possible to control the porous structure by adjusting the freezing time.
In combination, numerous small pores can be obtained by low freezing temperature and high freezing rate. The homogeneity of the microstructure is promoted with short freezing time and low heat transfer efficiency. Although only a few specific systems are presented here to analyse these freezing condition effects on microstructures, the fundamental physical principles are applicable to most materials. Since the effects of freezing conditions are relatively independent of the specific freeze casting systems, it is possible to predict porous microstructure evolution when other factors are properly controlled.
Suspension solids loading and particle size effect
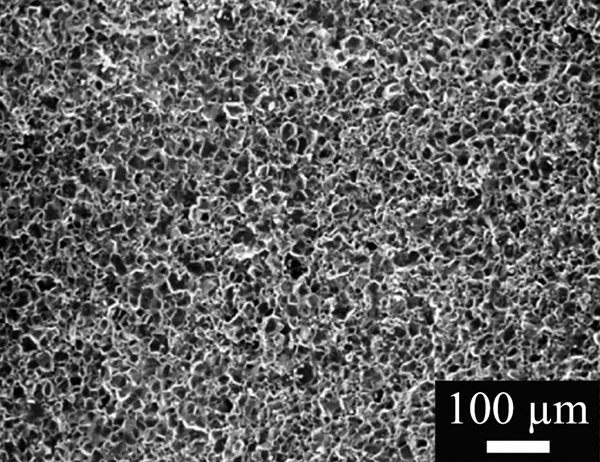
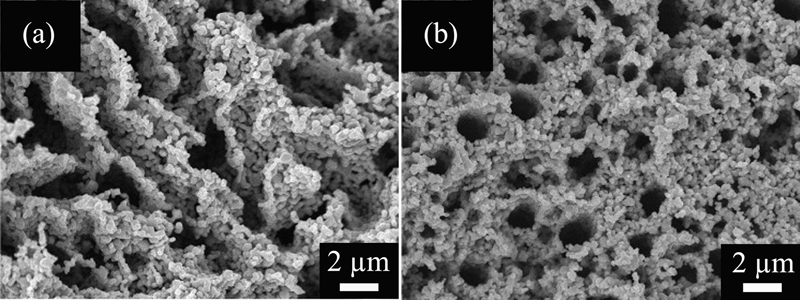
Suspension solids loading is another factor that affects the characteristics of the freeze cast samples. Higher solids loading suspensions possess lower water content and thus produce lower porosity and higher density freeze cast samples. In addition, less expansion of ice due to the lower water content further enhances the density of the resulting samples. A review of the relationship between porosity and solids loading of sintered freeze cast samples is provided by Deville.7 Furthermore, the suspension solids loading can also influence the homogeneity of the resulting microstructure. In a specific alumina system, the rejection of solid particles at the solidification fronts is so effective that ‘voids’ appear in the sample during freeze casting when the solids loading is relatively low (<45 vol.-%) (Fig. 12).67 However, for higher solids loading samples (>50 vol.-%), the rejection of solid particles is hindered by the crowded particles and the formation of ‘voids’ is inhibited. Additional solid particles also provide numerous heterogeneous nucleation sites. Thus, dendritic pattern appears. Spherical pores form in the samples with solids loading lower than 45 vol.-% as a result of effective particle rejection (Fig. 12a ). In contrast, dendritic microstructures form in the >50 vol.-% solids loading samples due to the hindrance effect from the solid particles (Fig. 12b ). For different systems, the solids loading effects on the microstructure homogeneity need to be evaluated individually. However, the fundamental mechanisms of the microstructure evolution are still based on particle expulsion and hindrance effect.
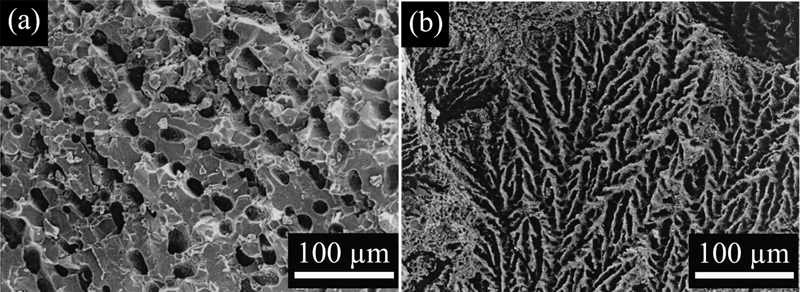
Effects of suspension solids loading on microstructures of alumina system (after Sofie and Dogan67)
Although high solids loading is beneficial for producing freeze cast samples of high density and low porosity, there exists maximum particle packing and green density for the freeze casting process. As shown in Fig. 13, particles concentrate at the solid/liquid interface as the solidification front grows into the suspension (Fig. 13a and b ). Local particle packing density keeps increasing until the capillary force is high enough to offset the osmotic pressure. Then the solid/liquid interface grows into the spaces between particles and some particles are trapped in the ice (Fig. 13c and d ). This gives a maximum particle packing density and sets the limit for the porosity of the resulting sample.7
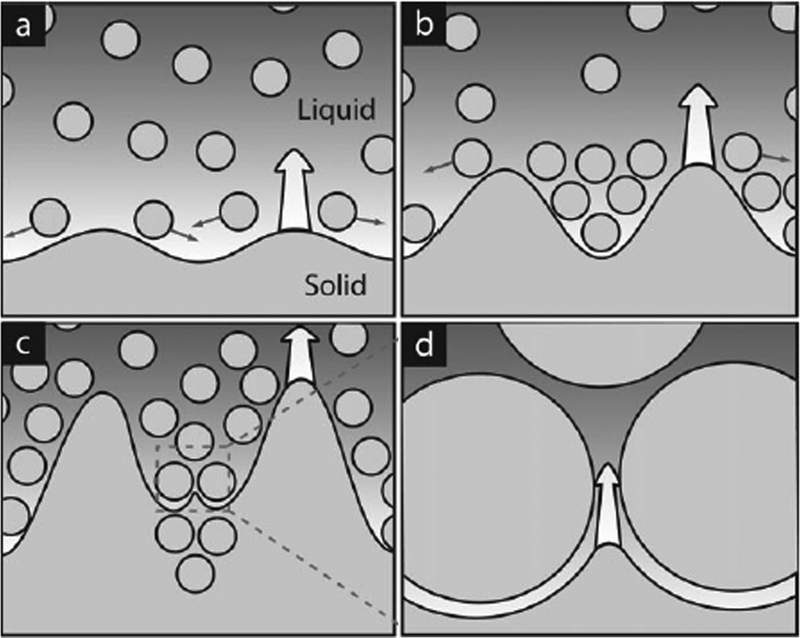
Maximum particle packing resulting from particle redistribution during freeze casting (after Deville7)
Particle size also influences the freeze cast microstructure. Since ice nucleation mostly experiences a heterogeneous process, smaller particle size provides more nucleation sites and results in the formation of numerous small pores. When the particle size is comparable to that of the crystals from the frozen liquid, the mobility of the particles is reduced and the engulfment of the particles is more likely. As a result, the structural homogeneity is compromised. Large particle systems are unlikely to replicate the fine structure of small ice crystals and the detailed features in microstructure are lost. However, for systems containing different kinds of particles, large ones may obstruct the propagation of growing ice and limit pore sizes.69 When the large particles are big enough and their content is high, pore sizes and porosity increase. For the kaolinite–silica system discussed previously,95 the micron sized kaolinite particles disturb the original silica network and build a new framework for the composite, leading to an increase in pore sizes. On the other hand, there exists an upper limit in particle size for the formation of homogeneous microstructures, above which particle sedimentation and suspension instability need to be addressed. This critical particle size differs for each specific suspension system and is influenced by electrical double layer, van der Waals force and Brownian motion, which depend on particle/liquid densities, suspension viscosity, temperature, particle shape and surface charges.
Since pore structure and porosity are crucial properties determining the functionality and performance of porous materials, suspension solids loading needs to be carefully designed to facilitate desired ice nucleation and growth. Small particles are always beneficial for improving the homogeneity, integrity and fine structures of the resulting materials.
Directional microstructure
Additive effect
For water based directional freeze casting, glycerol is again the most widely used additive.70,75 – 78 Compared to the freeze casting of homogeneous microstructures, glycerol has more effect on microstructures for directional freeze casting since it affects both the size and shape of pores. In a suspension, water molecules concentrate around the polar groups of glycerol. The viscosity of the liquid increases with glycerol concentration, which limits water molecule diffusion during ice crystallisation. The disturbed ice lattice and the reduced diffusion length result in smaller ice crystals and less repulsion of solid particles, which leads to refined porous microstructures and small pore sizes. As shown in Fig. 14, HA lamellas are fabricated with larger pore channels and fewer bridges without glycerol (Fig. 14a ). With glycerol, lamellar structures evolve into small dendritic pores and the number of dendritic bridges between pores increases dramatically (Fig. 14b ). 70 77 70,77,78 With increasing glycerol concentration in the suspension, the porosity also decreases due to the reduced ice expansion during the freeze casting process. Accompanying the finer porous microstructure, the strength of the sample is improved with the addition of glycerol.75
Glycerol effect on pore morphology of HA system from 10 vol.-% suspension (after Fu et al. 78)
Dioxane is another common additive for water based directional freeze casting systems. 70 77 70,77,78 Dioxane can induce remarkable microstructure evolution from lamellar to cellular pores. The fundamental process can be understood as follows. When dispersed in water, dioxane breaks the hydrogen bonds of water and forms stable dioxane–water complexes (dioxane)m–(H2O)n, which favours a columnar structure when solidified. When the dioxane concentration is below ∼13 mol.-%, water molecules connected by hydrogen bonds are dominant in the liquid; therefore, the pore shape remains lamellar, similar to the morphology of pure aqueous systems. The added dioxane only affects the pore sizes. However, as the concentration of dioxane increases to above ∼23 mol.-%, the suspension is dominated by (dioxane)m–(H2O)n complexes instead of hydrogen bonds, which reduces solid particle expulsion and blocks directional ice crystal growth, and the microstructure evolves into a cellular type. 77 77,78 The dioxane effect on pore morphology evolution of a HA system is as follows. When the suspension is made without dioxane, a lamellar pore structure is obtained as HA particles are effectively expelled from the ice front. With 23 mol.-% dioxane addition, a hypereutectic suspension mixture is made, the freezing point increases from −10 to −5°C and cellular dioxane crystals form. Therefore, the microstructure evolves from lamellar to cellular. If the dioxane concentration increases further, the suspension will have a large amount of dioxane crystals and the solid sample will have a large amount of fine pores.77
Polyvinyl alcohol (PVA) is the third additive that is used to adjust the pore morphology in directional freeze casting. 36 78 36,78,79 Without PVA, solid particles are more likely to be repelled from the ice crystal fronts and the accumulated particles are more likely to block the growth of ice crystals. This leads to the formation of lamellar porous microstructures. With the addition of PVA, the solution can experience a gelation process at a relatively high temperature and the viscosity of the suspension increases accordingly. During freezing, the gelled PVA combines with solid particles and inhibits the growth of ice crystals, resulting in a decrease of ice crystal sizes and providing refined pore sizes and morphology. 36 36,79 Large and isolated lamellar pores transform into small and interconnected lamellar or columnar pores; porosity increases. 36 36,68
An example of PVA effects on the freeze cast microstructures is displayed in an yttria stabilised zirconia (YSZ) system.36 The samples are frozen at −18°C. For the samples without PVA, lamellar ice crystals form as the particles are repelled from the ice front, and porous lamellar microstructure is fabricated. With the addition of PVA, ice crystal growth is hindered by the gelled PVA and the pore morphology evolves into interconnected small pores.36 The microstructures of titanium dioxide can also be adjusted by controlling the concentration of PVA.68 Without PVA, a dendritic porous structure forms from the sample top to the bottom due to a temperature gradient. With increasing PVA concentration, the porous morphology evolves from dendritic to columnar (Fig. 15). Because of the polymeric long chain configuration, PVA cannot move freely in the suspension and the suspension loses fluidity as the temperature decreases. The suspension gels with temperature decrease and evolve into two phases: ice crystals and PVA wrapped titanium dioxide particles. The gelation and phase separation limit the diffusion of water molecules and lead to small ice crystals and eventually small pores.
PVA effects on microstructure of porous titanium dioxide system (after Ren et al. 68)
Polyethylene glycol (PEG) acts as a binder and affects the microstructure of freeze cast alumina.80 In the alumina suspension, concentrated PEG in the solidification front decreases the local equilibrium solidification temperature. As a result, the supercooling of the suspension at the ice front decreases, allowing the solidified tips to melt back into the suspension. This process further breaks down the solidification front and leads to a finer microstructure. In addition, lower supercooling allows ripening of secondary dendrites, where thin secondary tips melt back while thicker dendrites grow even larger; the spaces between secondary dendrites increase. PEG addition also influences the lamellar size of the freeze cast alumina, either by poisoning the preferred growth direction or affecting the diffusivity of water molecules.80
Overall, additives affect the pore morphology of aqueous systems by either limiting the diffusion of water molecules or producing fine crystals. Glycerol and dioxane combine with water molecules and modify the freezing point of the suspension and ice expansion. PVA can experience a gelation process during freeze casting and influence the particle hindrance and water molecule diffusion. PEG affects the suspension supercooling and ice solidification behaviours. Most additives refine the microstructures and other chemicals with similar behaviours can also be considered for directional freeze casting.
Freezing condition effect
Freezing temperature, freezing rate, freezing time (all three with similar functions to those in the homogeneous freeze casting), temperature gradient and heat transfer are critical factors that influence the microstructures of directional freeze casting.
At relatively high freezing temperatures, the degree of supercooling is low and takes a longer time for the entire sample to be solidified. As time goes, the growth of ice crystals in one specific direction may be disturbed as a result of the changing supercooling condition at the interface and the possible growth of secondary dendrites. Thus, lamellar pores evolve into dendritic pores. When the freezing temperature further increases to around the freezing point, directional freezing effect is even less important and tortuous ice growth may appear.81 The decreases in ice crystal growth rate and solid particle rejection also influence the resulting pore sizes. A higher freezing temperature induces lower ice crystal growth rate and expulsion efficiency, which means smaller pore sizes. On the other hand, lower supercooling favours ice crystal growth instead of nucleation and decreases heat transfer;73 thus, fewer larger crystals form. During freeze casting, these two factors compete with each other to determine the final pore sizes.
Freezing rate also influences directional freeze casting. Samples obtained at a higher freezing rate have finer lamellar structures and pores, while those obtained at a lower freezing rate have larger lamellar structures and pore sizes, consistent with the microstructures from homogeneous freeze casting.82 Lower freezing rates provide the particles with more time to arrange and pack. Therefore, ice crystal growth is favoured in comparison to nucleation, and pore size increases. The empirical relationship between lamellar pore wavelength λ and ice front velocity υ along the temperature gradient direction is λ∝υ −n, where n is dependent on particle type and size.83
Freezing time effects on freeze cast microstructures can also be explained from ice crystal growth and heat transfer points of view. As mentioned above, anisotropic growth of ice crystals is favoured based on the chemical potentials of different ice crystal facets. Elongated ice crystals form if the freezing process is uninterrupted. Generally, an increase in freezing time promotes columnar and lamellar microstructures.
Temperature gradient influences the solidification direction and subsequently the lamellar structure direction.83 If we define the crystal growth rate along the temperature gradient direction as r, and the rate along the preferred crystal growth direction (determined by the interfacial energy) as r p, the ratio of r p/r strongly relies on the temperature gradient (T 1−T 2)/L, where T 1(t) and T 2(t) are time dependent mould top and bottom temperatures and L is the length of the mould. When the temperature gradient changes, the ice crystal growth direction tilts with the variation of r p/r.
Solidification velocity is another factor (in addition to particle size, pH value and viscosity) that affects lamellar spacing.84 When the solidification velocity is extremely low, lamellar structures may disappear. This is because the ice front velocity is much lower than the critical particle entrapment velocity and the low solidification velocity makes the ice front more stable. Thus, the solidification front does not break down and a planar morphology remains, in which case all the particles are rejected together and directional microstructure cannot be generated. As shown in Fig. 16, a switch-over occurs at 0·4 μm s−1 velocity for a 22 vol.-% alumina aqueous suspension, below which a planar ice front appears instead of a lamellar structure. When the velocity is higher than 2 μm s−1, a lamellar ice front forms and the space between lamellae decreases with increasing velocity. On the other hand, the ice front velocity should be lower than the so called critical velocity in order to produce porous microstructures. If the velocity is higher than this value, particles cannot be transported along the growing ice front and the engulfment of particles occurs.7
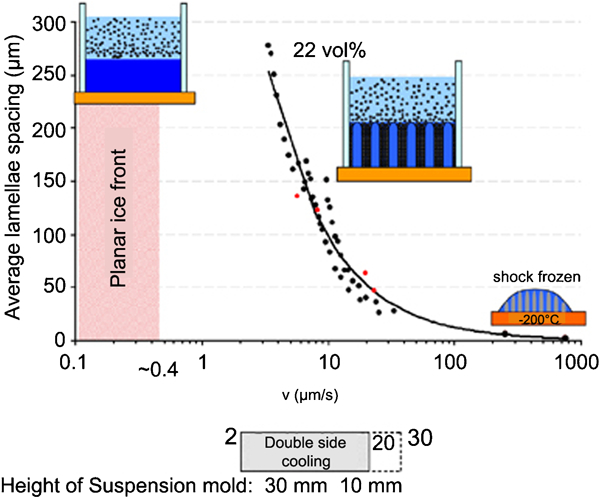
Overview of lamellar spacing development over wide range of solidification velocities (after Waschkies et al. 84)
Heat transfer also affects pore shape evolution for directional freeze casting. 85 85,86 For an aqueous chitosan system,85 the temperature gradient is relatively large and heat transfer plays an important role in phase separation when the temperature is below −50°C. If the thermal gradient is directional, then water diffusion to the ice crystals and the ice crystal growth are directional, leading to the formation of lamellar ice crystals parallel to each other. Thus, channel-like microstructures form after ice sublimation. In contrast, if the temperature is between 0 and −50°C, the diffusion of water molecules is limited and the formation of oval pores is more likely. Since the heat transfer is non-uniform throughout the sample, pore morphology varies from the bottom to the top of the thermal gradient field.85 For a given system (fixed particle and dispersing medium properties), heat transfer efficiency is determined by the temperature gradient. Since directional ice crystal growth is favoured under a high temperature gradient, pore morphology may evolve if thermal gradient changes heat transfer. For a 0·2M acetic acid aqueous chitosan system, the temperature gradient is relatively low at the beginning but increases with time.85 As a result, the original oval ice crystals evolve into lamellar and interconnected structures as the freezing time increases.
Basically, directional freeze casting shares the same fundamental principles of ice nucleation and crystal growth as homogeneous freeze casting. Since the solidified crystals are anisotropic, these factors have more influence on porous morphology than on pore dimensions. The directional structures can be promoted by lowering the freezing temperature, prolonging the freezing time, and increasing the temperature gradient and heat transfer efficiency.
Suspension solids loading and particles size effect
Suspension solids loading directly influences the microstructure and properties of freeze cast samples and ranges widely from 5 to 60 vol.-%. In addition to affecting the porosity, suspension solids loading also influences pore morphology. 87 87,88 For gradient titanium dioxide porous sheets (Fig. 17),89 the pores evolve from dendritic into three-dimensional reticular shapes with increasing suspension solids loading. When the solids loading is low, such as 2·6 vol.-% (Fig. 17a ), the particles are effectively repelled by the ice solidification front, the ice crystals are elongated along the thermal gradient direction and grow into large sizes with highly interconnected microstructures. At a higher solids loading, such as 13·6 vol.-% (Fig. 17b ), particles are ejected less effectively, the solidification front movement is not powerful enough compared to the growth of the pore walls, and the accumulated particles form the pore walls and hinder the growth of ice crystals. As a result, the ice crystal size decreases and the pore shape evolves from dendritic into interconnected reticular. Porosity decrease caused by increased suspension solids loading leads to stronger solid samples. The finer microstructure from the high suspension solids loading further enhances the sample strength. The specifics of solids loading effects on the microstructure evolution may vary for different systems. However, the fundamental effects of particle hindrance and rejection remain the same.
Effects of suspension solids loading on morphology of porous titanium dioxide microstructures. Solids loading: a 2·6 vol.-%; b 13·6 vol.-% (after Ren et al. 89)
Particle size affects pore morphology. Large particles will be trapped within the solidification front instead of being rejected. A plot of equation (4) is shown in Fig. 18 for a titanium suspension. Since the titanium particles can be oxidised by air or water during freeze casting, the aqueous system is deaerated, 0·2 wt-% agar and a very small amount of neutral detergent are added in the study.14 As shown in Fig. 18, the critical ice front velocity decreases with titanium particle size. Since the critical ice front velocity describes the condition when the ice front and the particles share the same velocity, the region above the curve gives the conditions when the particles are engulfed during the freeze casting. The region below the curve indicates the conditions when the particles are repelled by the ice front. Specifically, small particles will be rejected by the solidification front and elongated ice crystals will form during directional freeze casting; large particles will be engulfed by the ice solidification front and lead to oval pore shapes at a certain ice front velocity. For example, for 2–12 μm s−1 ice front velocity v, particles <45 μm will be rejected. When the particle size is 125 μm, it is on the boundary of being engulfed/ejected. Any particles >125 μm will be engulfed.
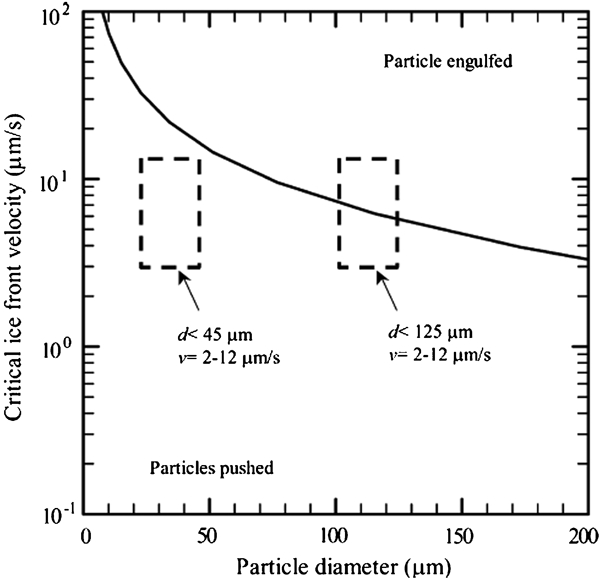
Titanium particle size effects on critical ice front velocity (after Chino and Dunand14)
Particle size also influences the solidification behaviour of ice crystals.90 When heterogeneous nucleation is dominant, the nucleation sites are provided by the liquid/solid interface, specifically the particle surfaces. Apparently, smaller particles provide a larger surface area and high surface curvatures, which lead to increased nucleation sites and numerous small pores. In contrast, large particles produce a smaller number of large pores. Large particles also provide higher supercooling compared to small particles since fewer nucleation sites allow the suspension to reach a lower nucleation temperature. Thus, larger structural gradient occurs in a system with larger particles as a result of the corresponding faster moving solidification front.90
Molecular dynamics simulations show similar results.15 Particle size effect on the particle engulfment or rejection is shown in Figure 19 Figs. 19 and 20 for both columnar and lamellar pore shapes.15 For large particles, ice front velocity affects the number of engulfed particles. For small particles, ice front velocity has no such impact (Fig. 19). If ice front velocity is high (exceeding 30 μm s−1 for the specific simulation), particles are never pushed out of the freezing ice and thus remain homogeneously distributed. If ice front velocity is intermediate (10 and 20 μm s−1), particles will be pushed over long distances and the volume fraction in the inter-dendritic regions increases; however, many particles are still engulfed and the final volume fractions are not high enough for a solid to form. If ice front velocity is low (1 μm s−1), particles will be pushed to form dendritic microstructures. Since large particles reduce critical ice front velocity, the system is more likely to form a dendritic microstructure; however, it is more difficult to create fine dendritic structures that are smaller than the particle size since the large particles cannot fill in the small spaces between dendritic arms. When the ice front velocity υ f is smaller than the critical velocity υ c, the particles are rejected by the advancing ice front. However, when υ f is greater than υ c, particle engulfment occurs, which reduces the concentration of particles and results in the increase of ice crystal sizes. In addition, those particles dispersed throughout the ice crystals may form links within the porous structure. For submicron particles, lower ice front velocity allows the particles to rearrange when they are repelled from the ice front and form oriented ice crystals. In contrast, large particle engulfment leads to disordered structure and more irregular shapes. However, very limited studies have been taken on modelling of the freeze casting process and more work is needed to confirm these conclusions.
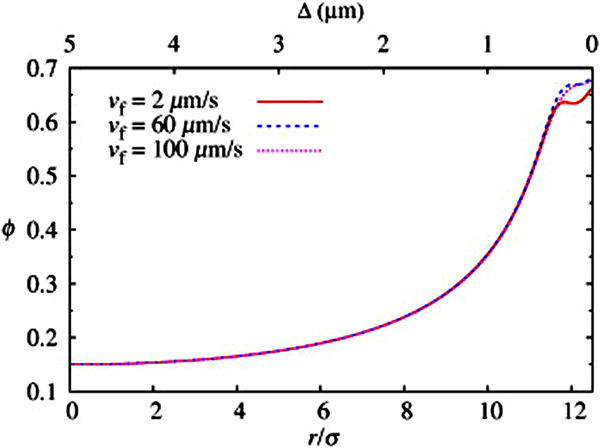
Solid volume fraction ψ in the liquid phase as a function of the dendrite radius r, for the columnar geometry and an initial volume fraction ψi = 0·15 (200 nm particle size). The graph also shows the width Δ of the interdendritic space, as measured along the centre to centre axis between neighbouring dendrites. The volume fraction increases gradually and monotonically until a value of ψ = 0.65 is reached, at which point a solid forms. As the ice moves through the solid, ψ increases less quickly (after Barr and Luijten15)
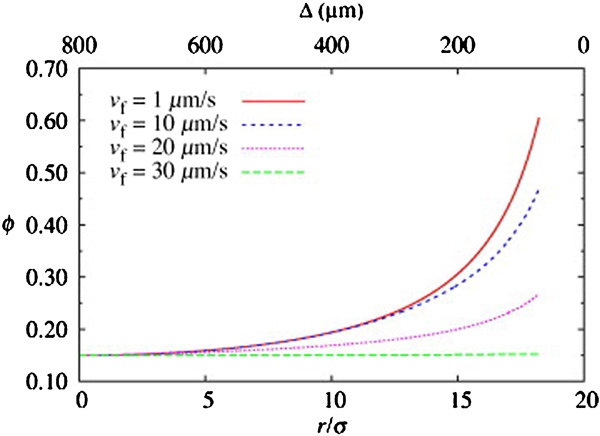
Volume fraction ψ of unengulfed particles (diameter σ = 20 μm) as a function of the dendrite radius r, for the columnar geometry and an initial volume fraction ψi = 0·15. The top axis shows the width Δ of the interdendritic space. Compared to particles with a smaller diameter (Fig. 19), significant numbers of particles are engulfed, even at ice front velocities well below the critical front velocity (after Barr and Luijten15)
Compared to homogeneous freeze casting, suspension solids loading and particle size influence not only the pore size and distribution, but also pore geometries. These factors play their roles by adjusting the particle hindrance and rejection behaviours.
Non-aqueous system
Besides water, many other chemicals are used as freeze casting dispersing medium, such as camphene, 99 99,100 naphthalene–camphor9 and tetrabutyl alcohol,10 to fabricate porous microstructures. These different chemicals have different solidification temperatures, viscosities, volume changes and vapour pressures during the freezing and sublimation process.7 Among these chemicals, camphene, a cyclic hydrocarbon and a crystalline plastic at solid state,101 is most commonly used because it is non-toxic and environmentally friendly. Compared with water, camphene makes it possible to freeze cast a suspension at room temperature because of its moderate melting temperature of 44–48°C. The suspensions are usually made at 55–60°C with molten camphene and then transferred into a mould for freeze casting.102 The volume change during the solidification of camphene is −3·1%.7 When a temperature gradient is present, dendrites form and their growth kinetics has been extensively studied. 65 101 65,101,103 The resulting porous structure can be controlled by introducing additives, or adjusting freezing conditions, suspension solids loading and sublimation conditions.
Homogeneous microstructure
Additive effect
To our best knowledge, polystyrene (PS) is the only additive used to modify camphene based systems during homogeneous freeze casting. For a HA system, PS also acts as a binder.104 As shown in Fig. 21, numerous micro-pores and cracks (indicated by the arrows) appear in the pore walls in the sample free of PS (Fig. 21a ). These micropores and cracks are formed by the spaces between particles and freeze casting shrinkage respectively. With the addition of PS, the number of micropores and cracks decreases (Fig. 21b ). This process can be understood as follows. During the freeze casting, the PS phase solidifies, separates from the camphene and forms a continuous HA/PS phase, which densifies the walls and improves the compressive strength of the porous HA. In addition, the presence of PS in the suspension effectively hinders the growth of dendrites, thus decreasing the pore size. However, excessively high PS concentration is not desired because it can create sublimation problems and lead to the formation of additional small pores.
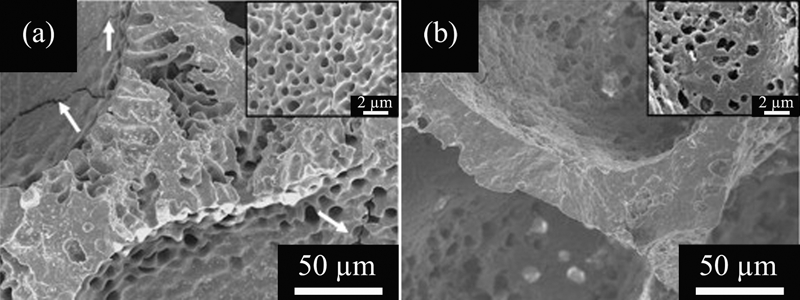
Microstructure of HA/camphene suspension with a 0 vol.-% and b 20 vol.-% PS: inserts show microstructure of HA walls (after Yook et al. 104)
In comparison to aqueous systems, the study of additives in camphene based systems is much less common as the properties of camphene are not as well understood as those of water. Still, it is possible to predict specific chemical effects of additives on the pore morphology evolution according to their influences on camphene solidification behaviours, the anisotropy of the solid/liquid interfacial energies, the interparticle forces, the suspension freezing point and the bonding effect of additives with camphene molecules. The details obey the fundamental nucleation and growth theories and are omitted here.
Freezing condition effect
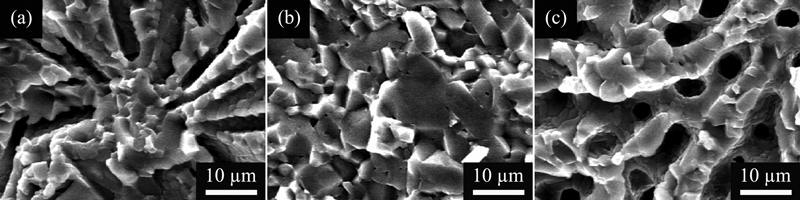
To our best knowledge, the current activities in the study of freezing condition influence on the microstructure evolution for non-aqueous systems are focused on freezing time and temperature. Higher freezing temperature and longer freezing time favour larger pores. Figure 22 shows the freezing temperature effect on the microstructure evolution of a camphene based hydroxyapatite/tricalcium phosphate (HA/TCP) system.105 The average pore size increases from <40 μm (Fig. 22a ), to 40–80 μm (Fig. 22b ) and to >100 μm (Fig. 22c ) as the freezing temperature increases from 4 to 23°C, and then to 30°C. As discussed above, high freezing temperature favours camphene crystal growth versus nucleation. The heat transfer efficiency, the solidification driving force and the solidification rate decrease with increasing freezing temperature. Therefore, the solidified camphene grows into interconnected dendrites.
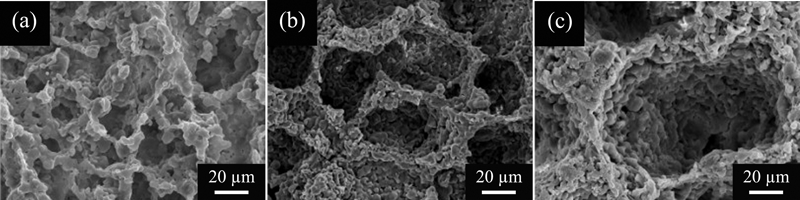
Freezing temperature effects on microstructure evolution of 10 vol.-% HA/TCP–camphene system at a 4°C, b 23°C and c 30°C (after Macchetta et al. 105)
For titanium hydride (TiH2)/camphene suspension at 42°C, the pore size increases from 143 to 271 μm due to the continuous overgrowth of camphene dendrites as the freezing time increases from 1 to 7 days.106 This can be understood as follows. Camphene has a freezing temperature around 42°C. At this temperature, the solidification velocity is relatively low due to the low supercooling. As time progresses, the solidified phase grows into large dendrites. Moreover, since the freezing temperature is close to the melting point of camphene, there is always some camphene remelting in the system, which leads to continuous growth of the camphene dendrites. As the small pores merge into large ones, the density of pore walls and the sample strength increase. However, a longer freezing time does not lead to a significant change in pore structure. 106 106,107
When the freezing temperature is around the dispersing medium solidification point, the number of macrosized pores increases with time, while the number of small pores inside the pore walls decreases.107 The capillary drag force and the osmotic force together determine the particle packing density. Since the space between the large particles increases with particle size, the capillary force decreases. Therefore, a certain amount of dispersing liquid is kept inside the pore walls as small dendrites. With increasing freezing time, the small dendrites merge into large ones and the number of the resulting small pores inside the walls decreases, while the number of the macrosized pores increases. During the freezing process, large dendrites grow continuously by consuming their neighbouring small dendrites. 106 106,107
For homogeneous freeze casting of non-aqueous systems, freezing temperature and time are more effective in adjusting the pore sizes. Microstructures with larger pore sizes and denser pore walls can be obtained by increasing the freezing temperature and time. Although freezing rate and heat transfer effects have not been extensively studied, the understanding based on aqueous systems can be borrowed since the fundamental freeze casting process is physical instead of chemical and the dispersing medium should only affect the physical interactions.
Suspension solids loading effect
As for aqueous systems, suspension solids loading of non-aqueous systems greatly influences the pore size and porosity of the freeze cast samples. A decrease in suspension solids loading always results in an increase in porosity, pore channel diameter, and pore size, but a decrease in pore wall thickness, density, and strength.105,107 – 113 An example of suspension solids loading effect on the microstructure is given by a TiH2/camphene system.111 In this system, porous metal titanium scaffolds with interconnected pores are fabricated by freeze casting and sintering. The porosity (calculated by measuring the area occupied by epoxy in the SEM images of the epoxy filled titanium scaffolds) decreases from 63% to 49% for the samples with 15 and 25 vol.-% solids loading respectively. During the freeze casting, the solidified camphene grows until the hindrance from the titanium particles concentrated at the solid/liquid interface exceeds the capillary drag force. Thus, a higher suspension solids loading leads to the formation of smaller camphene crystals due to higher particle resistance.
For the same TiH2/camphene system, a continuous trilayer microstructure with different porosities is fabricated by casting a series of suspensions with different solids loading into the same mould with 5 min intervals (Fig. 23, 10, 25 and 40 vol.-% from left to right).107 The microstructure difference is attributed to the different solids loadings discussed above. The trilayer displays distinctive pore size and porosity differences without any noticeable cracks or cleavages. Since the freezing temperature is around the solidification point, the frozen camphene near the interface is able to grow continuously by consuming smaller neighbours; thus, continuous interfaces form.
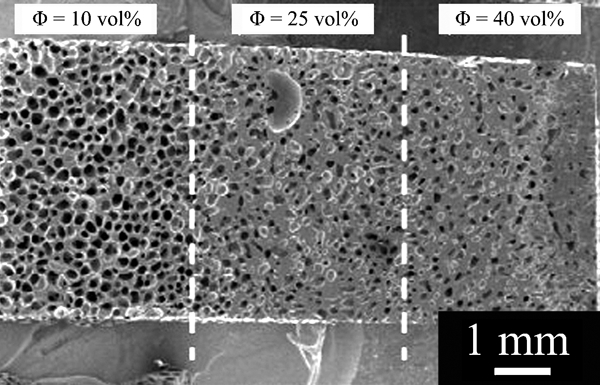
Trilayer titanium scaffold microstructure with continuous interfaces (after Jung et al. 107)
Directional microstructure
Additive effect
PS polymer is used to control the pore structure of an alumina/camphene system according to its thermally induced phase separation behaviour. Optical and SEM images of the freeze cast PS/camphene only system are shown in Fig. 24. Camphene dendrites grow towards the upper right corner in Fig. 24a . The PS polymer experiences a thermally induced phase separation, works as a structuring agent during the freeze casting and promotes the growth of camphene dendrites in the preferential orientation (Fig. 24a ). The images indicate that PS addition is effective in improving the alignment of pores (Fig. 24b ) and the side arms. The PS addition may also vary the supercooling and temperature gradient and thus control the size and morphology of solidified camphene. Besides, PS plays an organic binder role and enhances the structural stability and the green strength.114
a optical photograph of phase separation of PS/camphene suspension and b SEM image of porous PS sample after sublimation of camphene: arrow indicates direction of dendritic growth of camphene (after Koh et al. 114)
As a freeze casting dispersing medium, naphthalene–camphor eutectic system has a freezing temperature (eutectic temperature) at 31°C. The freeze cast sample density and pore shape can be adjusted by controlling the ratio of naphthalene to camphor. As shown in Fig. 25b , no obvious voids are observed in the alumina/naphthalene–camphor sample. However, large voids appear in the samples with off-eutectic composition (Fig. 25a and c ). In order to understand the microstructure evolution, the solidification behaviour of each suspension composition should be considered. Based on the phase diagram, long plate shaped precipitates and six-pointed star shaped precipitates are formed within hypoeutectic composition and hypereutectic composition respectively. During the freeze casting, the particles are rejected from the suspension by the growing naphthalene–camphor precipitates and the pore morphology is a replication of the shaped precipitates. For the eutectic composition (Fig. 25b ), an almost fully dense sintered body is obtained; a uniform microstructure is formed for the solidified alumina/naphthalene–camphor eutectic sample.9
Fracture surface of sintered alumina/naphthalene–camphor samples from a hypoeutectic, b eutectic and c hypereutectic composition suspensions (after Araki and Halloran9)
Freezing condition effect
Similar to homogeneous freeze casting, high freezing temperature and long freezing time lead to large pore sizes for directional freeze cast samples. The microstructure evolution is displayed in the HA suspension system with camphene as the dispersing medium. Pore size increases with increasing freezing temperature from 0 to 30°C (Fig. 26). This is because high supercooling (low freezing temperature) leads to higher solidification rate and stronger hindrance on particle movement; therefore, smaller pores are favoured.102 Low supercooling corresponds to low chemical potential and kinetically favours ice crystal growth instead of nucleation. Freezing time has a similar function, just as for the homogeneous freeze casting process. Taking calcium phosphate (CaP)/camphene system as an example, the dendritic pore size grows from 122 to 166 μm with thickened pore walls as the freezing time increases from 1 to 3 days (Fig. 27). The mechanism for this microstructure evolution is the same as that for the homogeneous freeze casting and will not be repeated here.115
SEM images for HA/camphene samples prepared at a 0°C and b 30°C (after Yoon et al. 102)
SEM images for CaP/camphene samples freeze cast at 32°C for a 1 day and b 3 days (after Koh et al. 115)
The basic understanding on the effects of freezing rate and heat transfer for directional freeze casting of non-aqueous systems can also be developed according to what has been done for the corresponding aqueous systems. Freezing conditions can modify the microstructure homogeneity and pore morphology by varying the solidification behaviours of non-aqueous dispersing media and the particle hindrance at the solidification fronts. However, studies in these areas are lacking and no experimental evidence is currently available to corroborate these predications.
Suspension solids loading effect
Similar to the homogenous freeze casting process, porosity and pore size increase with decreasing suspension solids loading for directionally freeze cast microstructures. 101 102 105 114 116 101,102,105,114,116,117 Figure 28 shows a typical microstructure of freeze cast porous lead zirconate titanate ceramic using tertabutyl alcohol as the dispersing medium.118 When solids loading increases from 20 to 40 vol.-%, the dendritic pore size decreases dramatically. The insert image in Fig. 28a gives a view of the microstructure parallel to the freezing direction. Pore morphology also varies with suspension solids loading, typically from 5 to 60 vol.-% for camphene systems. For low solids loading suspensions, the resistance from particles is relatively small compared to the expulsive force induced from directional freeze casting. The solidified phase is more likely to form lamellar patterns. With increasing solids loading, particle expulsion resistance increases and the growth of dendrites from the liquid phase is hindered; the microstructure evolves from dendritic pores into interconnected spherical pores. In addition, varying suspension solids loading in the same sample can create a dense shell/porous core structure. For a HA/camphene system, the solidified camphene fronts progress until the particle hindrance balances the capillary drag force and a dense shell forms. Then, the concentrated particles suppress the freezing point of the suspension and lead to a decrease in solidification velocity, resulting in dendritic camphene and a porous core.119
SEM images of lead zirconate titanate/tertabutyl alcohol samples with different solids loadings (perpendicular to the freezing direction): a 20 vol.-% and b 40 vol.-%. The insert image shows the microstructure parallel to the freezing direction at 15 vol.-% solids loading. (after Wang et al. 118)
Suspension solids loading is a crucial factor determining the surface area, porosity and pore morphology of freeze cast samples. It needs to be carefully designed in order to produce desired microstructures, which needs to take both solidification behaviours of dispersing media and particle rejection effects into consideration.
Evaporation/sublimation effect
Evaporation/sublimation is a unique feature of the camphene system since it possesses a vapour pressure of 2·0×103 Pa at 55°C.120 The upper layer camphene exposed to the ambient condition can evaporate before being frozen, which increases the local suspension solids loading. Since the evaporation and sublimation locations correspond to the dense and porous structures respectively, the microstructure evolution can be adjusted by controlling the rate of evaporation before sublimation. For an YSZ/camphene system (Fig. 29), the thickness of the dense YSZ layer is determined by the amount of evaporated camphene before solidification occurs. 105 121 105,121,122
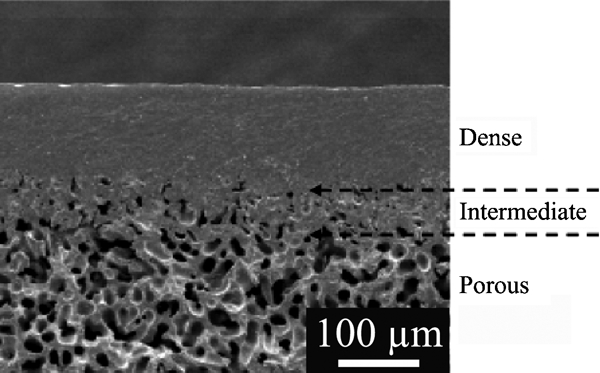
SEM image of dense/porous structure of YSZ/camphene system (after Koh et al. 121)
Novel freeze casting techniques
Double sided freezing
Double sided freezing is a freeze casting technique that freezes the suspension from both sides of the sample in order to keep the solidification velocity constant during the entire freezing process with the aim of obtaining constant spaced lamellae. 84 84,88 For one sided freezing, the chilled plate is under a constant temperature, but the upper side is exposed to ambient conditions, where the temperature decreases with time in an uncontrolled manner. The ice solidification velocity decreases with time and the pore size varies with holding time. For double sided freezing, the upper and lower plates are set at specific temperatures; the solidification velocity can be controlled. Accordingly, homogeneous lamellar structures are obtained. By this approach, unique lamellar structures with varying spaces can also be created by modifying the upper and lower plate temperatures.
The thermal behaviour of double sided freezing systems has been discussed. The solidification front position s is related to freezing time t as follows84


Freeze tape casting
Freeze tape casting is a technique to obtain vertically graded porous structures for large area tape samples. Similar to traditional tape casting, the suspension is first cast onto a casting bed through a doctor blade assembly. Then, the casting bed is moved into a freezing zone to realise directional freeze casting (Fig. 30).81 This technique is effective in fabricating graded and aligned porous microstructures and the pore morphology can be adjusted by controlling the freezing conditions and the bed temperature.
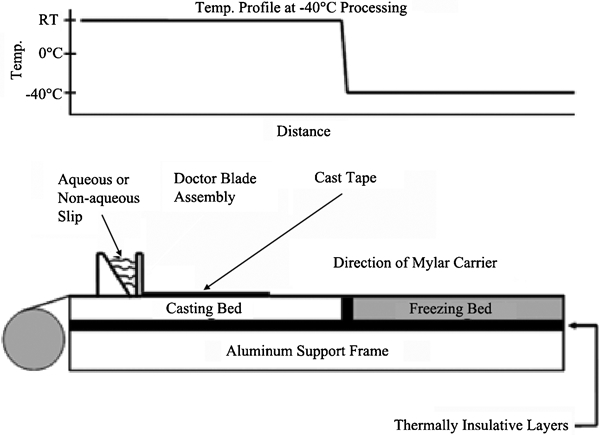
Schematic of freeze tape casting (after Sofie81)
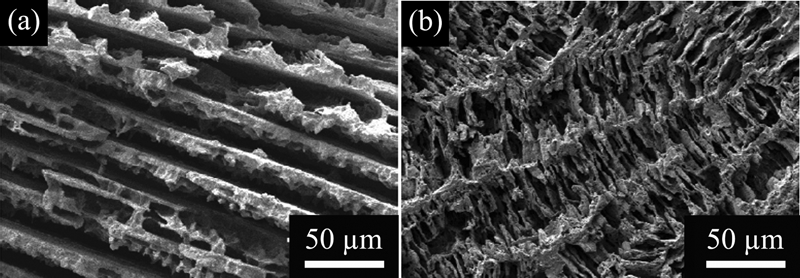
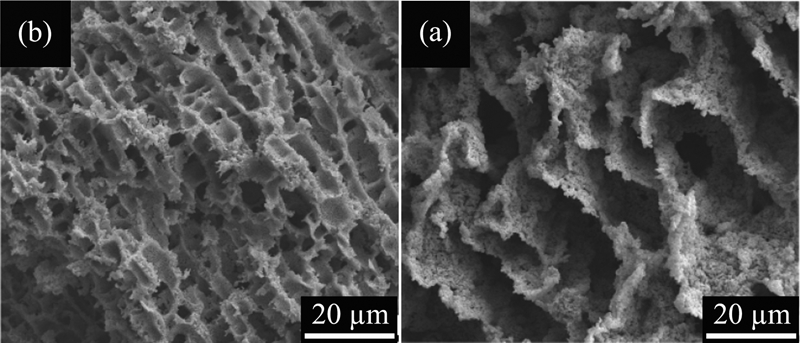
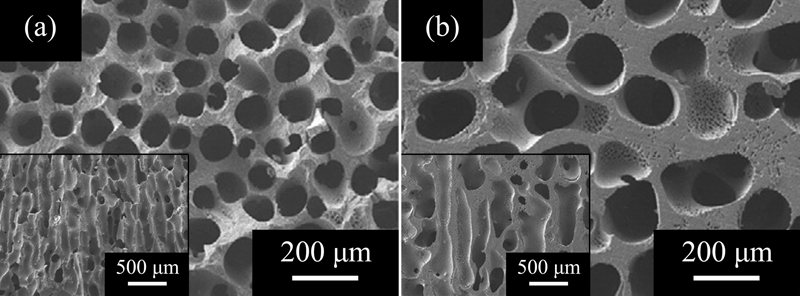
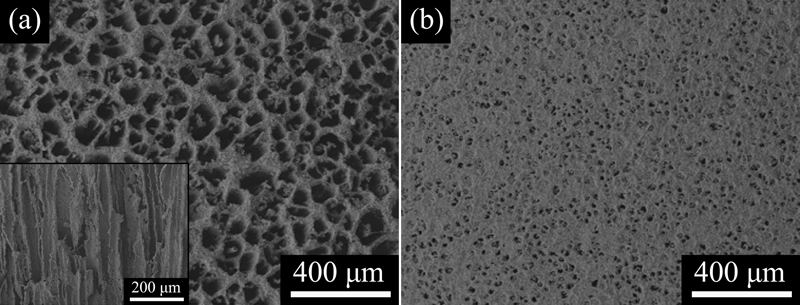
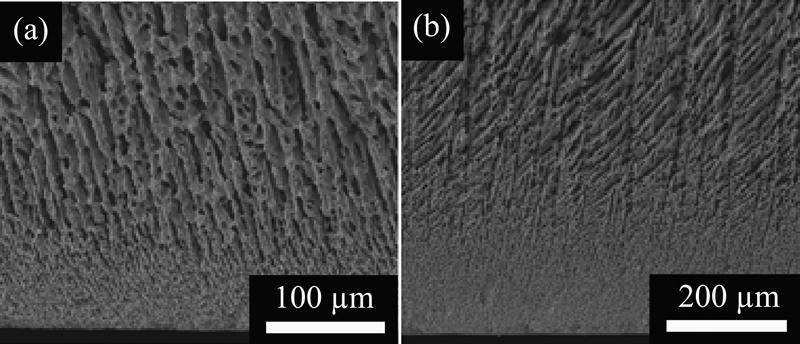
Freeze tape casting has been applied to YSZ and titanium dioxide aqueous systems to fabricate gradient porous structures. 81 81,89 Figure 31 shows aligned porous microstructures and freezing temperature effect on pore morphology for a YSZ system. At low freezing temperature, the ice front has a high solidification velocity and can effectively reject the particles to form a columnar structure (Fig. 31a ). At high freezing temperature, the ice front velocity slows and dendritic microstructure forms since the ice front particle rejection is not as effective (Fig. 31b ). As the freezing temperature continues to rise to near the freezing point, columnar structures grow into tortuous ones (Fig. 31c ). A bimodal distribution of pore sizes occurs in all three samples. The struts are of high density and the particle rejection mainly occurs in the transverse direction. Figure 31d shows the surface pore morphology of the freeze tape cast YSZ system. The elongated pores align along the casting direction, indicating that the particle rejection is dominant in the transverse direction.
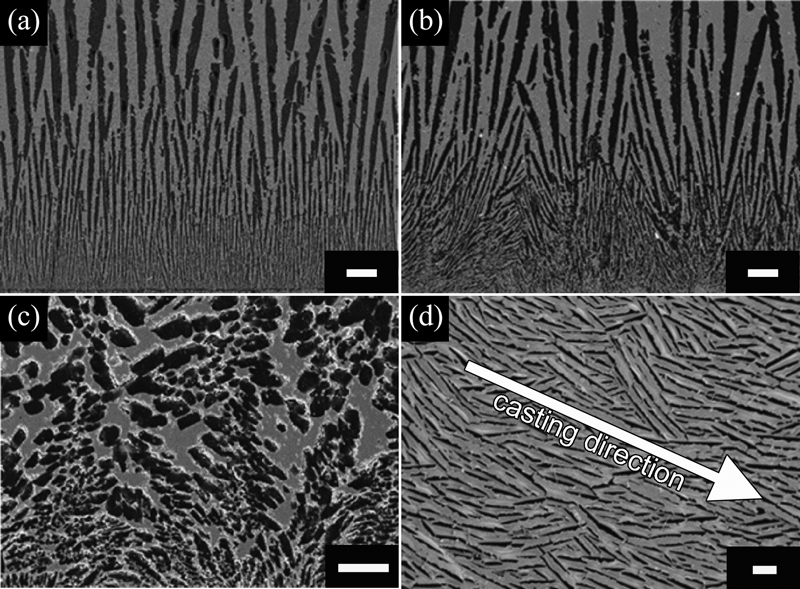
SEM images of freeze tape cast yttria stabilised zirconia suspension at 30 vol.-% solids loading: a cross-section, frozen at −50°C; b cross-section, frozen at −25°C; c cross-section, frozen at −5°C; and d surface morphology (scale bar = 25 μm) (after Sofie81)
Field directed freeze casting
Field directed freeze casting uses a specific external field to modify the ice solidification and particle ejection directions. This technique has been used to fabricate dense/porous bilayered composites and the thickness of the dense layer can be efficiently controlled by the applied field. The most common field directed freeze casting is through an electrical field. One example suspension contains 20 vol.-% alumina particles in a water–glycerol mixture.91 The measured zeta potential of the alumina suspension is −49 mV, indicating that the alumina particles are negatively charged. Under an electrical field (15–90 V), the negatively charged alumina particles move towards the anode and cause a stratification of solid concentration. At the beginning of the electrical field directed freeze casting, the ice front velocity is higher than the critical value and most alumina particles are engulfed by the ice front. Those particles that are repelled by the solidification front accumulate at the interface. When the concentration of alumina particle at the interface increases to a certain value, the ice front velocity is lower than the critical value, the solidification front breaks down and ice dendrites form. The high suspension solids loading near the anode leads to a dense layer, while the low solids loading away from the anode results in a dentritic porous microstructure with growing ice crystals rejecting the solid particles more effectively. Therefore, a gradient dense/porous structure is fabricated.91 Figure 32 shows the microstructure evolution when the voltage increases from 15 to 90 V. The thickness of the dense layer continuously increases from 51 to 155 μm with the voltage and can be effectively controlled.
SEM images for cross-sections of alumina samples prepared with different electrical field strength (after Zhang et al. 91)
The above discussed novel freeze casting techniques are mostly based upon aqueous systems. However, they can be applied to non-aqueous systems since the fundamental principles are the same. The key factors that influence the aqueous systems can be similarly discussed for non-aqueous systems.
Perspectives
Owing to its versatility and flexibility in the fabrication of porous materials with controllable porous structures, freeze casting technique has a promising perspective in both scientific studies and industrial applications. Based on the current research activities and understanding, the future development in this area will likely advance along the following four aspects.
Further understanding on non-aqueous systems
From this review, it is clear that freeze casting of aqueous systems has been extensively studied and the main issues as well as their effects on porous microstructure evolution are well discussed. In comparison, the study on non-aqueous systems is limited. Although the fundamental principles should be shared by both kinds of systems, the specific influences need to be evaluated for different materials. In addition, some of the factors, such as feasible additives, can be significantly different.
Applications in metals, polymers and composites
The fundamental principles of freeze casting are closely related to heterogeneous nucleation and growth and can be applied to any species that are stable in the specific dispersing medium. Because of the widespread use of water as the dispersing medium, the main activities in this area are in ceramics. With proper care, it should be possible to freeze cast metals and even polymers or their composites. For instance, oxidation of metal particles should be avoided; polymer should not be soluble but should be dispersible. Several studies have been carried out on the freeze casting of metals and polymers. 14 14,123 Modelling indicates that the pore size is dependent on the freezing front velocity and the temperature gradient.123 The interaction between chains should be considered for polymer freeze casting. For multicomposition suspensions, a proper codispersion system and a good understanding of different particle solidification front interactions are necessary. Chitosan gelatin–graphene oxide is an example of freeze cast composites.124 Key factors such as pH values, additives, suspension compositions and solids loading are investigated. However, the interactions between species, freezing conditions and the above key factors need to be established. The extension of freeze casting to these kinds of materials will open up new opportunities in fundamental science as well as applications.
Applications in biomimetic- and bio-materials
The capability of freeze casting in fabricating complex shaped scaffolds with porous microstructures similar to that of natural biomaterials (e.g. nacre, bone) makes it an ideal candidate for applications in biomimetic- and bio-materials. 7 7,16 Furthermore, many freeze cast scaffolds (e.g. HA) exhibit both excellent strength and porosity, which can overcome the traditional limitation in the strength of porous materials. These advantages enable many application potentials (e.g. synthetic bone substitute, osseous tissue regeneration) that generally require connective porous microstructures. However, limited effort has been devoted to the study in this area.
Simulation and general models
To our best knowledge, very limited simulation study has been reported on freeze casting. In order to establish general models which can quantitatively describe the relationship between critical factors and porous structures, more theoretical and simulation studies are needed.
Summary
In this paper, a review of the freeze casting process for producing porous materials by either aqueous or non-aqueous dispersing media is presented. Both homogenous and directional freeze casting as well as their characteristics and fundamental principles are discussed.
Water based systems are the most widely used since water is abundant and environmentally friendly and the properties of water based systems are well understood. The microstructures can be effectively adjusted by controlling additives, freezing temperature, freezing rate, freezing time, suspension solids loading and particle size. These factors can modify ice nucleation and crystal growth rates, system volumetric expansion and particle rejection capability. Compared with water based systems, non-aqueous systems can be freeze cast at room temperature and show desirable flexibility. The same factors as those for aqueous systems are analysed. A decrease in solids loading leads to an increase in porosity. Low solids loading systems experience less resistance from particles and thus promote directional freeze casting. Additives can refine microstructures and modify the pore morphologies. The critical issues and their effects on porous structure evolution for both kinds of dispersing systems are presented in Table 1.
Summary of critical factors affecting porous microstructure evolution during freeze casting
During the freeze casting process, the solidification of the suspension is the most significant stage as the crystal size and morphology are established in this period and the resulting porous microstructures are correspondingly determined. General models for solidification can be applied to analyse the freezing process, but each suspension requires specific evaluation. The solidification behaviours for certain materials can be predicted by analysing parameters that affect the interaction between advancing solidification front and particles. Fundamental principles shared by different systems (ceramics, metals, polymers and composites) are discussed in this review.
Freeze casting has great advantages in fabricating porous materials with complex shapes. In future studies, efforts should be taken to fully understand the freeze casting process of non-aqueous systems. To realise the full potential of freeze casting, the applications to metals, polymers and composites need to be extended. A general model for predicting microstructure evolution from different freeze casting conditions should be established, which requires more effort on simulations of freeze casting.
Footnotes
Acknowledgements
The authors acknowledge the financial support from the National Science Foundation under grant no. CBET-0827246 and CMMI-0969888. Assistance from the Nanoscale Characterization and Fabrication Laboratory of Virginia Tech is greatly acknowledged. The authors would like to thank Z. P. Tian and B. Chen for their valuable comments.