
Abstract
Microwave heating has been extensively explored in various fields of materials processing. This technology exhibits unique characteristics including volumetric and selective heating, which eventually lead to many exceptional advantages over conventional processing methods including both energy and cost savings, improved product quality, faster processing and greater eco-friendliness, making microwave heating appropriate for applications in metallurgy. This paper presents a critical review on the use of microwave energy in metallurgy, with emphasis on both fundamentals of microwave heating and recent experimental efforts on extractive metallurgy via pyrometallurgical and/or hydrometallurgical routes. Applications to metallurgical processes for extraction of various metals, including heavy metals (Fe, Ni, Co, Cu, Pb and Zn), light metals (Al and Mg), rare metals (Ti, Mo, W and Re) and precious metals (Au, Ag and Pt), are reviewed and discussed.
Introduction
Microwave heating has emerged as a unique and distinguishing technology used for materials processing. 1–4 The rapid advancement of this heating technology has inspired many more encouraging and successful applications to metallurgy. The earliest application of microwave energy to metallurgy can be traced back to 1960s when a patent for microwave treatment of iron ores was granted. 5 Around the same time, high-temperature microwave processing of oxide and sulfide minerals was reported. 6 Subsequent studies demonstrated strong microwave absorption in various metal-bearing minerals such as magnetite and pyrite. 7 Inspired by these discoveries, the direct reduction of metal oxides using microwave energy has been extensively explored since the early 1990s. 8–10 It is largely documented that microwave reduction of many metal-bearing minerals could be achieved rapidly, which is attributed to the volumetric and selective heating characteristics of microwave heating. Consequently, there can be a considerable reduction in energy consumption and pollution (e.g. CO2 and SO2 emissions) compared with conventional processes. 11 This cost saving, environmentally friendly feature is also accompanied by enhanced microwave heating characteristics (microwave absorption capabilities) of metal sources. Thus, microwave energy is finding increasing applications in subfields of metallurgy, such as pretreatment of metal-bearing materials and metallurgical waste remediation. 12 In many cases, the unique advantages of microwave heating were verified by experimental observations. However, from studies over the past half century, it is recognised that there are still difficulties that hinder the advancement of microwave-assisted metallurgy and more broad applications of the technology to materials processing. Many challenges are confronted in the commercialisation and industrialisation of microwave-assisted metallurgy. 13
As microwave energy is being used for the extraction of a variety of metals, this paper presents a critical and comprehensive review of the scientific literature on microwave-assisted metallurgy. The authors try to put emphasis on both the principles and applications of microwave heating associated with numerous metallurgical processes for extraction of various metals including heavy metals (Fe, Ni, Co, Cu, Pb and Zn), light metals (Al and Mg), rare metals (Ti, Mo, W and Re) and precious metals (Au, Ag and Pt). Some key fundamentals of microwave heating that relate microwave–material interactions will be described by introducing the main microwave heating mechanisms, crucial physical parameters (e.g. permittivity, permeability, microwave penetration depth, reflection loss and impedance matching degree), and characteristics of microwave heating. This is followed by a brief introduction of features in microwave-assisted metallurgy and a detailed discussion on various applications to extractive metallurgy. Concluding remarks touch on major difficulties that limit further development of microwave-assisted metallurgy followed by promising measures that address challenges faced with commercialisation and industrialisation.
Microwave heating fundamentals
Introduction to microwave heating
Microwaves are electromagnetic waves with wavelengths from 1 mm to 1 m with corresponding frequencies between 300 MHz and 300 GHz. Among the industrial, scientific and medical (ISM) radio bands set aside for non-communication purposes (Table 1), 14 915 and 2450 MHz are the most commonly used frequencies for microwave heating. In particular, 915 MHz is preferred for industrial/commercial microwave heating systems while 2450 MHz is mostly used for household microwave ovens.
Industrial, scientific and medical (ISM) frequencies for ISM applications 14
Not allowed in Germany.
Microwave heating mechanism
Dielectric polarisation
Microwave heating of dielectric materials mainly lies in the ability of the electric field to polarise bound charges within the material where polarisation cannot follow the rapid change of the electric field. In general, the total polarisation is the sum of four individual components: electronic polarisation, atomic polarisation, dipolar polarisation and interfacial polarisation (Maxwell–Wagner effect). 15,16 The electronic polarisation arises from the realignment of electrons around specific nuclei while the atomic polarisation results from the relative displacement of nuclei because of the unequal distribution of charge within the molecule. As the timescales for electronic polarisation and atomic polarisation are much faster than the microwave frequencies, they do not contribute to the dielectric heating effect. Figure 1 illustrates these polarisation mechanisms. 17
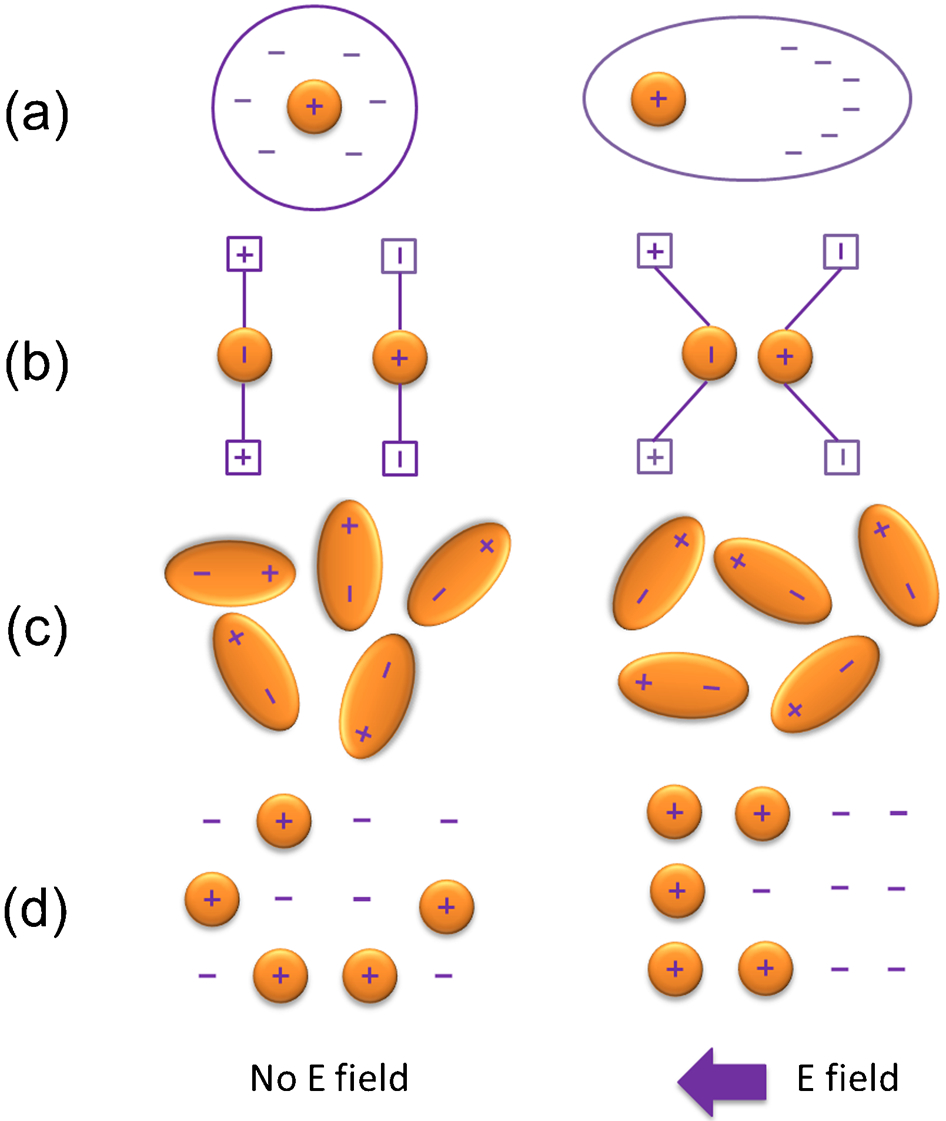
Schematic of different dipolarisation mechanisms: a electronic polarisation; b atomic polarisation; c dipolar polarisation (reorientation); and d interfacial polarisation 17 (adapted from Ref. 17)
Unlike the electronic polarisation and atomic polarisation, dipolar polarisation and interfacial polarisation have timescales comparable to microwave frequencies. The dielectric polarisation in the microwave frequency band arises from the dipolar polarisation and interfacial polarisation. The dipole polarisation is caused by the reorientation/realignment of induced/permanent dipoles of molecules under the influence of the changing or alternating electric field. The realignment occurs trillions of times each second (10 12 s−1) and causes friction between the rotating molecules. This process causes heat to be generated within the entire volume of the material. Contrary to dipolar polarisation, the interfacial polarisation occurs when there is a build-up of charges at contact areas or interfaces between different components in heterogeneous systems. The accumulation of space charge results in field distortions and dielectric loss, contributing to microwave heating.
Conductive loss
Apart from the dielectric polarisation, electrical/electronic/ionic conduction effects/mechanisms may also, in part, contribute to losses in the microwave region (microwave loss). These effects occur when the concentration of the charged particles or carriers (e.g. electrons and ions) is increased in a non-conducting material. The interactions between these particles/carriers and externally applied microwave field cause microwave losses, because of both single-relaxation-time response and dc conduction. For many materials (e.g. alumina), the dipolar polarisation/relaxation dominates the loss in the microwave region at room temperature, but as temperature increases the contribution from conductive effects increases rapidly because of thermal activation of the electrons and defects of the material. 15
Magnetic loss
Magnetic loss is another important mechanism that contributes to the microwave heating of materials with non-zero magnetic susceptibility and powered metals. The loss may be associated with hysteresis, eddy currents, magnetic resonance and domain wall oscillations. 3 It was claimed that the magnitude of magnetic losses can be approximately four times that of dielectric losses during microwave heating. 18 The dominant effect of magnetic loss is also supported by the experimental evidence of selective heating of powders of transitional metals (e.g. Fe, Ni, and Co) and metallic composites in separated microwave magnetic and electric fields. 19
Microwave permittivity and permeability
From the microwave heating mechanisms, it is evident that the extent to which a material heats up when subjected to microwave irradiation (microwave power absorption in a material) is principally determined by the dielectric and magnetic properties of the material. These properties are usually described in terms of permittivity (ϵ) and permeability (μ). They are expressed as









Microwave power absorption
Owing to intensive microwave–material interactions during the heating process, the microwave energy absorbed by a material (P) is determined by the following equation
20,21


Loss term ϵ″ (the combined loss represented by red line) as a function of frequency because of dipolar reorientation and interfacial polarisation (
Microwave absorption capability
Microwave penetration depth
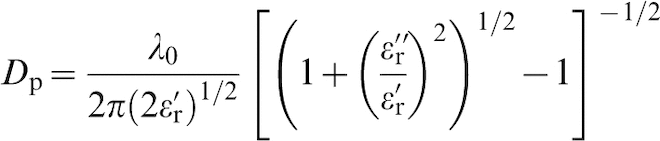
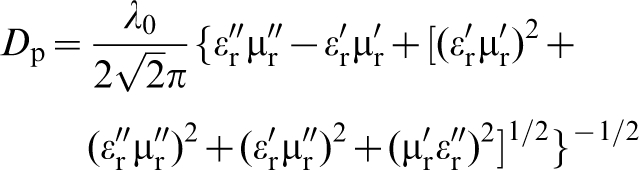
Microwave absorption capabilities of materials are mainly dependent on permittivity and permeability but are also affected by other factors (e.g. sample size, microwave frequency, etc.). The capability can be deduced by several parameters based on the measurements of permittivity and permeability. One of the most widely used parameters is microwave penetration depth (D
p), which indicates the decay strength of microwave power in materials. It is defined as the distance from the surface into the material at which the travelling wave power drops to e
−1 from its value at the surface. The smaller the D
p, the better the microwave absorption. Theoretically, D
p will rely on both permittivity and permeability. This indicates that microwave absorption in materials may be contributed by both microwave dielectric loss and magnetic loss. However, many researchers use the penetration depth as written in equation (4), and consider only the permittivity because the use of the full formulation with permeability is difficult and permeability data may be unavailable
24,25
Reflection loss
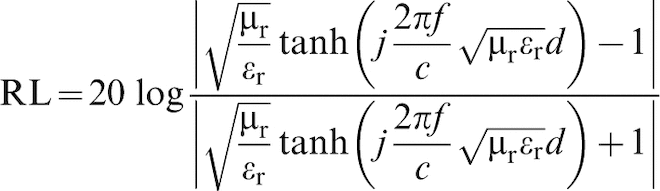
Microwave heating is generally conducted in a metal cavity having a strong dependence on sample size. Another parameter, reflection loss (RL), has recently been proposed to evaluate the microwave absorption capabilities of materials by determining the amount of microwave power reflected from the surface of a material slab backed by a perfect electric conductor (PEC).
27
According to transmission-line theory, the reflection loss of a material is given by
27
Impedance matching degree
To achieve the maximum absorption (RL→−∞), it is necessary to optimise the thickness of sample (d). The process for optimisation is called impedance matching degree analysis.
28
For microwave absorbers, there is a simplified equation for achieving perfect impedance matching being which no microwaves are reflected back from the sample surface [f(d) = 0, RL→−∞]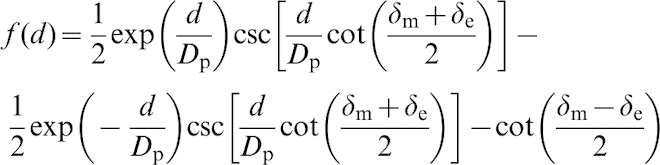


Temperature profile and heating rate in microwave heating
When microwave energy is absorbed, a temperature profile is exhibited in a material. The spatial temperature distribution and heating rate of microwaved materials are determined by an energy balance equation having appropriate boundary conditions. Based on heat transport from conduction, temperature (T) in the material as a function of space (e.g. in the x direction) and time (t) is determined by the governing energy balance equation
29


Microwave heating system
Microwave heating systems or furnaces usually consist of three main components: microwave source, transmission line and applicator (cavity). Some major microwave sources include magnetrons, travelling wave tubes, and klystrons. 30 Among these sources, magnetrons are mass-produced and the lowest cost source available. Microwaves that are emitted by the source travel along a waveguide to an applicator where microwave heating is carried out. The waveguide has a hollow rectangular or cylindrical cross-section constructed of highly reflective metals, i.e. aluminium. The applicator is usually a metal box (cavity) and is designed to ensure the transmission of electromagnetic energy from the waveguide to the sample. According to the microwave resonant characteristics, single-mode and multimode applicators are the most common because of their high field strengths. The design of single-mode applicators is based on the solutions to the Maxwell equations that support one resonant mode. On the contrary, multimode applicators sustain a number of high-order modes at the same time. Apart from these components, other accessories may also be used in a modern microwave heating system. They include circulator (acting as a one-way valve controlling the path of reflected power), dummy load for dissipating reflected power, e.g. water, directional coupler (for separating forward and reflected waves for power measurement by power metres), tuner (for minimising the reflected power by impedance matching), turntable (for homogenising changes in microwave fields within the material being processed), mode stirrer (for periodically changing the standing wave patterns in the applicator), crucible/tray (for holding sample) and temperature measurement device (e.g. thermocouple and pyrometer). Figure 3 shows a typical multimode microwave heating system used in extractive metallurgy consisting of a magnetron operating at 2·45 GHz with adjustable power within the range 0–2 kW. 25
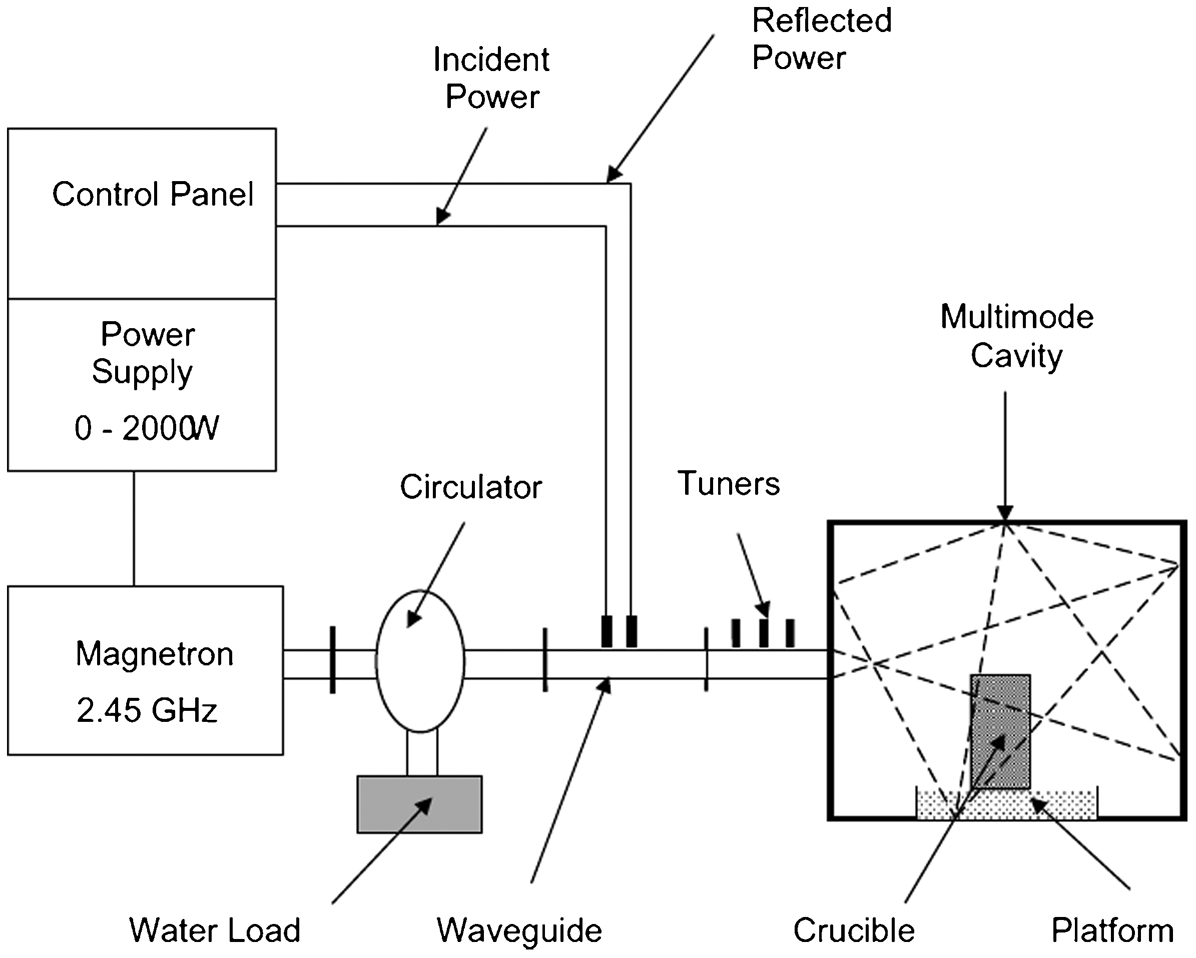
Schematic of a typical multimode microwave heating system consisting of a magnetron at 2·45 GHz with adjustable power within the range 0–2 kW used in extractive metallurgy. 25 Note that some components such as mode stirrer and temperature measurement device are absent (reproduced with permission of Elsevier)
Characteristics of microwave heating
Advantages of microwave heating
Volumetric heating
In microwave heating, microwave energy is delivered to materials through molecular interaction with electromagnetic fields. There is direct energy conversion of electromagnetic energy into thermal energy contrary to conventional thermal processing in which heat transfer takes place as conduction within materials. Because microwaves can penetrate materials and deposit energy, heat is generated throughout the material volume. The transfer of energy does not rely on diffusion of heat from surfaces, making it possible to achieve rapid and uniform heating of thick materials. The potential of volumetric heating exists, reducing processing time and enhancing product quality.
Selective heating
In addition to volumetric heating, energy transfer at a molecular level through microwave processing has additional advantages, such as selective heating of materials. When a material is composed of components having different dielectric properties, microwaves will selectively couple with the higher loss component. This characteristic can be used for a number of purposes in materials processing, including microwave-assisted grinding and selective leaching, creation of new or unique microstructures or initiation of chemical reactions not possible in conventional processing.
Non-thermal effects
Non-thermal effects (a.k.a. the ‘microwave effect’) were proposed to explain unusual observations in microwave chemistry. As the name suggests, the effects are supposed not to require the transfer of microwave energy into thermal energy. Instead, the microwave energy itself directly couples to energy modes within the molecule or lattice. The existence of a non-thermal microwave effect is assumed to originate in the lowering of the Gibbs energy of activation of reactions, either through storage of microwave energy in the vibration energy modes of molecules (i.e. enthalpy effect) or by alignment of molecules (i.e. entropy effect). 31 However, it was also claimed that the effect of microwaves may be purely thermal because of temperature gradients at the reaction interface that lead to a higher reaction rate. Non-thermal effects in liquids were found almost non-existent in some studies because the time for energy redistribution between molecules in a liquid is much less than the period of a microwave oscillation. 32,33 On the contrary, non-thermal effects in solids are still part of an continuing debate. It is likely that microwaves cause plasma formation and enhance diffusion in solids via second-order effects through focusing of electric fields at particle interfaces, as suggested by many solid-state sintering processes. 34–37
Factors influencing controllable rapid and uniform microwave heating
Controllable rapid and uniform microwave heating can only be achieved by precisely controlling a series of factors. Specifically, the most important ones are microwave frequency, microwave power, sample temperature, dielectric and magnetic properties, load size/mass, load position, cavity type and insulation.
Microwave frequency
As indicated by the power absorption equation (3), microwave heating depends on the applied frequencies. As summarised in Table 1, there are multiple frequencies allowed for microwave heating. Among them, low frequencies are suitable for industrial applications, particularly for processes requiring low-energy inputs. For instance, 915 MHz has been widely applied in industrial drying applications for coal and food in which a low energy input is needed. 4 Another advantage of low-frequency heating is its large microwave penetration depth, which indicates effective heating of a large volume sample, ensuring high productivity. Compared with 915 MHz, 2450 MHz is mainly used for household applications and small-scale experiments. Application of higher frequencies other than the allowed frequencies, such as 28 GHz, has been attempted to minimise non-uniform microwave heating. 38 However, these high frequencies systems are considered to be extremely costly and not economically feasible. 39 To further optimise heating, microwave sources with variable frequencies (variable frequency microwaves) have been developed and successfully applied to selected areas. 40,41 Although there has been little work on this field, it reveals a specialised research direction for enhancing microwave heating efficiency.
Microwave power
The power level of microwave sources often determines the efficiency of the entire heating process. In principle, the temperature of a sample increases with microwave power. However, two issues may heavily limit the increase in microwave power in materials treatment. The first issue is associated with the efficiency of microwave energy. In many cases, as microwave power increases, the rise in sample temperature becomes faster with the energy reflected by the sample increasing simultaneously. 42 Most of the reflected microwave energy is then absorbed by the dummy load of the microwave heating apparatus, resulting in a significant energy loss during the heating process. The other issue is ‘thermal runaway’, a catastrophic heating phenomenon heavily dependent on microwave power. 43,44 It represents high sensitivity of microwave heating to microwave power: continuous high power levels often cause an exponential temperature increase of the sample exceeding process control. Aiming at improving heating efficiency and preventing ‘thermal runaway’, short-time microwave exposure at high power density has been found useful for some applications. A typical example is microwave-assisted ore comminution as high electric field strength is vital for the failure of ore. 45 In the process, by minimising residence time and maximising applied field strength or power density, thermal damage of the ore is significantly increased. The increased thermal damage results in lower energy consumption spent on ore comminution.
Temperature
Temperature plays an important role in reaching the preset reaction conditions for microwave processing of materials. In domestic microwave ovens, adjustable parameters are only time and power irradiated during the period. Temperature is usually uncertain, while it increases gradually during irradiation. A common, but insufficient, method for temperature control is on- and off-switching of the microwave field within a given time interval. Computer controls in contemporary laboratory microwave systems that set attainable temperature or pressure as limiting parameters are state of the art. 14 After reaching the preset parameters, the energy input controlled by computers is reduced to a level necessary for keeping the scheduled values. This feature is crucial for both the reproducibility of reactions and the scale-up of processing. As control systems depend on the temperature response, an accurate temperature measurement and prediction technique is extremely important. The main devices (tools) for temperature measurements in the presence of microwaves are summarised in Table 2. 46
Comparison of temperature measurement devices for microwave processing 46
Dielectric and magnetic properties
As indicated by equation (3), the energy absorbed by a material depends on microwave dielectric and magnetic properties (permittivity and permeability). The variations of permittivity and permeability with temperature and microwave frequency can complicate the process of microwave heating. Thus, it is essential for one to know exactly changes in these values as a function of temperature and frequency using various measurement techniques, such as transmission-line method and cavity perturbation technique. 47,48 In many cases, the changes in the dielectric and magnetic loss factors are substantially larger than any variations in the dielectric constant and magnetic constant. For materials with non-zero magnetic susceptibility, magnetic loss represents an additional part to the energy absorbed by these materials. It accounts for the fact that magnetic dielectrics (e.g. Fe3O4) usually exhibit a higher heating rate in a microwave field compared to conventional dielectric materials (e.g. Fe2O3). 18
Load size/mass
For efficient heating, delivery of maximum microwave power to the sample is absolutely necessary. It implies that the electric field stored in the sample has to be maximised relative to the total electromagnetic power supplied to the cavity. Thus, the general solution would be to increase the volume of the sample or fill the microwave applicator (cavity) with it. However, when the sample fills the entire applicator, severe field uniformity problems occur because of the boundary conditions imposed by the applicator that eventually lead to substantial spatial variations of the electromagnetic field. On the other hand, from the perspective of uniform heating, sample geometry should be much smaller than the radiation wavelength in the structure. Thus, an optimisation method considering these two opposing trends should be developed. Owing to the complexity of microwave applicator, prior work mostly focused on the design and optimisation of these load factors in single-mode pillbox cavities utilising mathematical functions. 49
Load position
A sample subjected to microwave irradiation usually changes the microwave electric/magnetic field distribution in the microwave applicator. For applicators with a stable feeding guide (e.g. waveguide), load position plays a key part in enhancing the microwave heating efficiency. Although the effect on microwave heating can be partially reduced by stirring or using a turntable, many efforts are needed to optimise load location. Recently, a mode matching method was proposed to optimise microwave heating based on theoretical analysis. 50 The principle of the optimisation was aimed at finding the existence of positions in which the reflection coefficient S 11 is the lowest. In this way, the efficiency of power in a multimode resonator can be maximised and appropriate values are assigned to position the material for microwave heating. It was reported that there is a quasilinear change between the reflection coefficient change and the position of the load for microwave applicators with small dimensions and a limited number of modes. 50 In comparison with theoretical predictions, an experimental optimisation method based on the use of the Levenverg–Marquartdt technique was developed to allow an efficient optimisation of 3-D microwave applicators by means of the dielectric sample relocation as a function of its complex permittivity, size, and operating frequency. 51 High-power efficiencies can be obtained provided that operating frequency is not just below TM mode (transverse magnetic mode) cutoff frequencies for the transverse dimension of the applicator.
Cavity type
Microwave cavity refers to an applicator in which the sample is loaded and heated by microwave energy. Because microwave heating is a volumetric process, the geometry and size of the cavity are important for achieving high efficiency of microwave heating. Currently, there are two types of microwave cavity: multimode and single-mode cavities. Most of the research in the fields of materials processing and metallurgy employed multimode cavities (Fig. 3) essentially because of the demand for a multipurpose furnace that can be used to process samples having various geometries and dielectric properties. The main disadvantage of multimode cavities is that hot spots are formed because of constructive interference of electromagnetic waves propagating inside the cavity. These hot spots are likely responsible for ‘thermal runaway’, in which a local increase in temperature causes a local increase in microwave losses. This, conversely, causes the temperature to rise even more, creating a vicious cycle that may destroy the whole sample.
Compared to multimode cavities, single-mode cavities were developed with ability to have more control over the field distribution inside the cavity. In a single-mode cavity, the reactor is usually located in a waveguide. The sample is inserted exactly where the maximum electric or magnetic field strength in air is maintained. Only relatively small sample amounts are irradiated at one point of the side. An additional advantage of the cavity is optimisation of geometry to fit parameters of the sample. The cavity can be tuned mechanically in parallel to the heating process. 30
There are two main types of single-mode cavity used for microwave heating. The most popular type is based on modifications to rectangular waveguide where the heated sample is placed in the maximum electric or magnetic field strength for the highest heating rate. In general, a resonator with TE10p mode (transverse electric mode, e.g. TE103) is formed by using a tube attached to the wide wall of the waveguide and by shorting one end of the waveguide (Fig. 4a ). 52–54 Tuning stubs are used to control resonant frequency and position of the maximum electric field. Another type of single-mode applicator is a cylindrical cavity resonator with axisymmetric TM0n0 mode (Fig. 4b ). 55 A dielectric tube for transportation of sample is mounted through the long axis of the resonator. Microwaves are excited using a magnetic loop or by a slot in the wall of the resonator. The resonator requires an additional transition from a rectangular waveguide to an excitation slot. The main similarity of both types of single-mode cavities (resonators) is the use of standing waves. The first type of design allows moving of standing waves by a tuning plunger. The second type concentrates standing waves to an axial area.
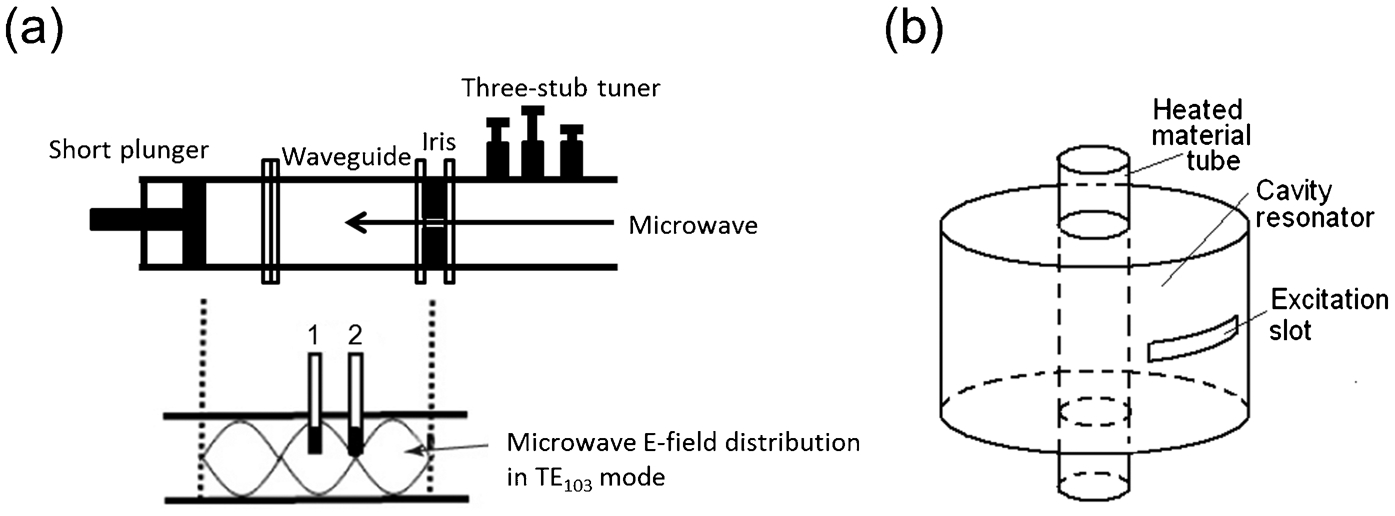
Schematic of a a rectangular single-mode cavity resonator (TE103 mode) 54 and b a cylindrical single-mode cavity resonator. 55 For the TE103 mode rectangular resonator, the sample with the holder can be set at either the maximum E-field (position ‘1’) or at the maximum magnetic field (position ‘2’) (adapted from Refs. 54 and 55)
Insulation
As indicated by equation (9), temperature rise of a material via microwave heating depends on the thermal energy balance between the material and surroundings. In other words, heat conduction, convection and radiation effects should be critically evaluated to optimise any microwave heating process. To enhance microwave heating efficiency, the insulation is intrinsically valuable for microwave processing of materials. It was reported that during microwave carbothermic reduction of iron ore, the biggest energy loss (91·7%) was caused by a heat convection effect. 56 Therefore, insulation must be implemented to ensure rapid heating of materials even when these materials are considered good microwave absorbers.
For effective insulation, selection of right insulating materials for proper use is crucial. Considering the characteristics of microwave heating, only a limited number of materials can be used. The desirable insulating materials should be transparent to microwaves, heat and corrosion resistant (chemically inert to reactants and products) with sufficient mechanical strength. In practice, multilayered insulating structures, such as those incorporating an abrasion resistant layer and a high-temperature insulating layer, may also be used to improve the overall performance.
To date, the most commonly used insulating materials are alumina, mullite and quartz (fused). 57 Table 3 compares their physical properties for microwave-assisted metallurgy. 57–62 As shown in Table 3, all of these materials have low permittivity values. Alumina has the highest melting point (2030°C) and working temperature (1900°C), and good thermal shock resistance. The main shortcomings of alumina arise from its relatively high thermal expansion coefficient (8·6×10−6°C−1) and comparatively strong temperature dependence of permittivity (particularly at temperatures >1000°C). 63 Mullite is another important insulting material used in microwave-assisted metallurgy because of its low thermal conductivity, small thermal expansion coefficient and high mechanical strength. In spite of these good properties, the application of mullite is limited because its preparation is comparatively difficult. 57 Compared to alumina and mullite, quartz has a lower density, a smaller thermal expansion coefficient and a lower thermal conductivity. Additionally, it exhibits a very small permittivity and exceptionally good thermal shock performance. However, the maximum working temperature of quartz is only 1110°C and its flexural strength (67 MPa) is much lower than those of alumina and mullite. These disadvantages significantly limit its applications. Obviously, selection of insulating materials for microwave-assisted metallurgy depends on operating conditions of specific metallurgical processes.


aExact values depend on temperature and frequency.
b99·8 wt-%Al2O3.
cThe chemical composition may vary from 3Al2O3⋅2SiO2 to 2Al2O3⋅SiO2.
dFused, 99·8%SiO2.
All properties are room temperature values except as noted.
Characteristics of microwave-assisted metallurgy
Microwave energy has been extended to various fields of metallurgy, especially ferrous pyrometallurgy and non-ferrous hydrometallurgy. The distinguishing advantages of microwave heating described above (such as volumetric and selective heating) lead to rapid chemical reactions (extraction of metals) with much less environmental pollution. Full understanding of extraction processes using microwave energy is still difficult because of the complex composition of source materials (impure minerals and other additives including binders, reductants, etc.) and multiple high-temperature phase transformations. Most studies found improved metal productivity and/or extraction rates by applying microwave irradiation as the energy source when compared to conventional heating being applied. The application of microwave energy impacts on both the thermodynamics and kinetics (e.g. reduced activation energy and enhanced mass transfer rate) of chemical reactions involved in the metallurgical processes, which is thought to be induced by microwave electric/magnetic field gradients. 64
Applications of microwave energy to metallurgy
Microwave energy was applied to the extraction of various metals including heavy metals (Fe, Ni, Co, Cu, Pb and Zn), light metals (Al and Mg), rare metals (Ti, Mo, W and Re) and precious metals (Au, Ag and Pt).
Iron
Ferrous (Fe) metallurgy is one of the main metallurgical fields that employs microwaves as the primary energy source. Previous work focused on microwave absorption properties of materials relevant to ferrous metallurgy and microwave extraction/recovery of iron including pretreatment of ironmaking materials, reduction of iron oxides/ores, and recycling and remediation of ferrous metallurgical wastes.
Microwave absorption properties of materials relevant to ferrous metallurgy
Like other microwave heating applications, microwave-assisted ferrous metallurgy directly depends on the microwave absorption of materials. Thus, characterisation of microwave absorption capabilities of materials is essential to ferrous metallurgical processing. It could be accomplished by measuring the permittivity and permeability of materials for ferrous metallurgy, which include iron oxides, carbonaceous materials and other minerals/phases in iron ores (e.g. SiO2).
Systematic and detailed studies on the characterisation of permittivity and permeability of materials used in ferrous metallurgy have not been reported until the late 2000s although the importance of characterisation has long been recognised. This was, to some extent, because of lack of accurate measurement systems for high-temperature and wideband characterisation. The situation remained nearly unchanged until recent years owing to the advancement of measurement techniques and demand for rapid development of ferrous metallurgy using microwave energy. In 2009, the room temperature permittivity and permeability of Fe3O4 and SiO2 at varying microwave frequency, relative density and particle size of the samples were reported.
65
The relative dielectric constant 





Microwave heating behaviours of materials 66
In a similar study, the temperature and frequency dependences of permittivity and permeability of Fe3O4 powders were investigated using the coaxial transmission-line method.
67
The samples were examined in the frequency range of 0·2–13·5 GHz between 25 and 575°C. It was found that 









Complex relative permeability (



Considering the importance of microwave absorption capabilities of materials in reduction of iron oxides, high-temperature dielectric and magnetic properties of magnetite concentrate and microwave absorption characteristics of non-stoichiometric ferrous oxide (wüstite, Fe0·925O), α-Fe2O3, and bituminous coal were studied.
21,26,27,70
In these studies, the cavity perturbation technique was used for the measurements covering the temperature range up to 1400°C at 915 and 2450 MHz. According to the measurement results, thermal activation was found to continuously contribute an increase in the permittivity of magnetite concentrate while the relative magnetic constant and loss factor of the concentrate dropped dramatically (to 1 and 0, respectively) at approximately 575°C, likely because of the Curie point effect of Fe3O4. For Fe0·925O, dramatic variations of permittivity and permeability were found between 200 and 550°C, resulting from the thermal decomposition of Fe0·925O to Fe3O4 and Fe. At higher temperatures, Fe0·925O tended to regenerate. The evaluation of microwave penetration depth of the sample indicated good microwave absorptivity of Fe0·925O at temperatures above 550°C. The investigation of microwave absorption capability of α-Fe2O3 from 24 to beyond 1000°C at 915 and 2450 MHz demonstrated that 






Complex relative permittivity (

As seen from the above studies, the main materials used for ferrous metallurgy, such as iron oxides and carbonaceous materials, maintain good microwave absorption properties throughout the heating process, especially at high temperatures. The characterisation of microwave absorption capabilities of materials offers a reliable approach to assess and quantify the contribution of individual materials to the entire microwave heating process. It is beneficial to promotions of the understanding of microwave–material interactions and to the improvement of the efficiency of microwave-assisted ferrous metallurgy.
Microwave extraction/recovery of iron
Pretreatment of ironmaking materials
Grinding
Microwave-assisted grinding of iron ores containing haematite, magnetite and goethite has been investigated since late 1980s.
71,72
Microwave heating is useful for improving grindability of ores and mineral liberation because it offers the potential of decreasing energy consumption required during grinding iron ores by inducing thermal stress cracking. The iron ores could be heated to average maximum temperatures between 840 and 940°C in a 3-kW microwave oven operating at 2·45 GHz.
72
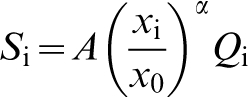
Owing to the stress cracking occurring at a lower temperature compared with conventional heating, less energy was consumed during the process. Microwave heating reduced the work index of iron ores by 10–24%. Cleaner liberation of the ore mineral at a larger particle size could reduce the grinding energy requirements, improve the concentrate grade and increase metal recovery after beneficiation. An experimental study on the enhancement effect of microwave pretreatment on grindability of iron ores revealed that after microwave treatment, the grindability increased significantly with the specific rate of breakage (S
i) (increased by an average of 50%).
73
S
i is defined as
74
The experimental findings in a very recent study demonstrated that breakage of microwave-treated iron ore followed a first-order behaviour for fine feed sizes and deviated from first order for coarse feed sizes. 74 The microwave-treated ore produced more coarse-sized material and broke faster than untreated iron ore. It was recognised that microwave treatment created new cracks and developed network cracks at the borders between iron oxide minerals (good microwave absorbers) and gangue minerals (poor microwave absorbers). As a result of the treatment, the breakage rate of iron ores and the throughput of grinding with a minimum proportion of fines were increased. Table 5 shows the values of specific rate of breakage of untreated and microwave-treated feeds. 74
Values of specific rate of breakage of untreated and microwave-treated feeds (min−1) 74
Drying
It is well known that some iron ores contain a substantial amount of water that should be removed for ironmaking. As water is a strong microwave absorber, rapid dehydration (drying) of iron ores with a high water/moisture content can be easily achieved. This feasibility has been demonstrated by experimental observations on drying of agglomerates (e.g. iron ore pellets) using microwave energy. 12 It was suggested that the dehydration rate could be very high without crack and burst generated in pellets. A large amount of dehydration energy could be saved compared to traditional heating. During the process, the most effective factor influencing the microwave dehydration was microwave power, followed by drying time and sample weight. To speed up dehydration of iron ores, additives, such as carbon, are extensively used. A recent experimental study on the dehydration behaviour of goethite–graphite pellets by microwave heating has shown that carbon content in pellets controlled the dehydration process. 75 The efficiency of microwave heating depended on the ratio of FeO(OH):C. With an appropriate ratio (e.g. 1∶1), sufficiently large distance between graphite particles allowed microwaves to penetrate into the core of pellets, resulting in volumetric heating and rapid dehydration. The schematic in Fig. 7 illustrates microwave absorption behaviours of sample pellets with different amounts of carbon. 75 Microwaves might penetrate into the pellets or reflect at the pellet surface, depending upon the carbon addition.
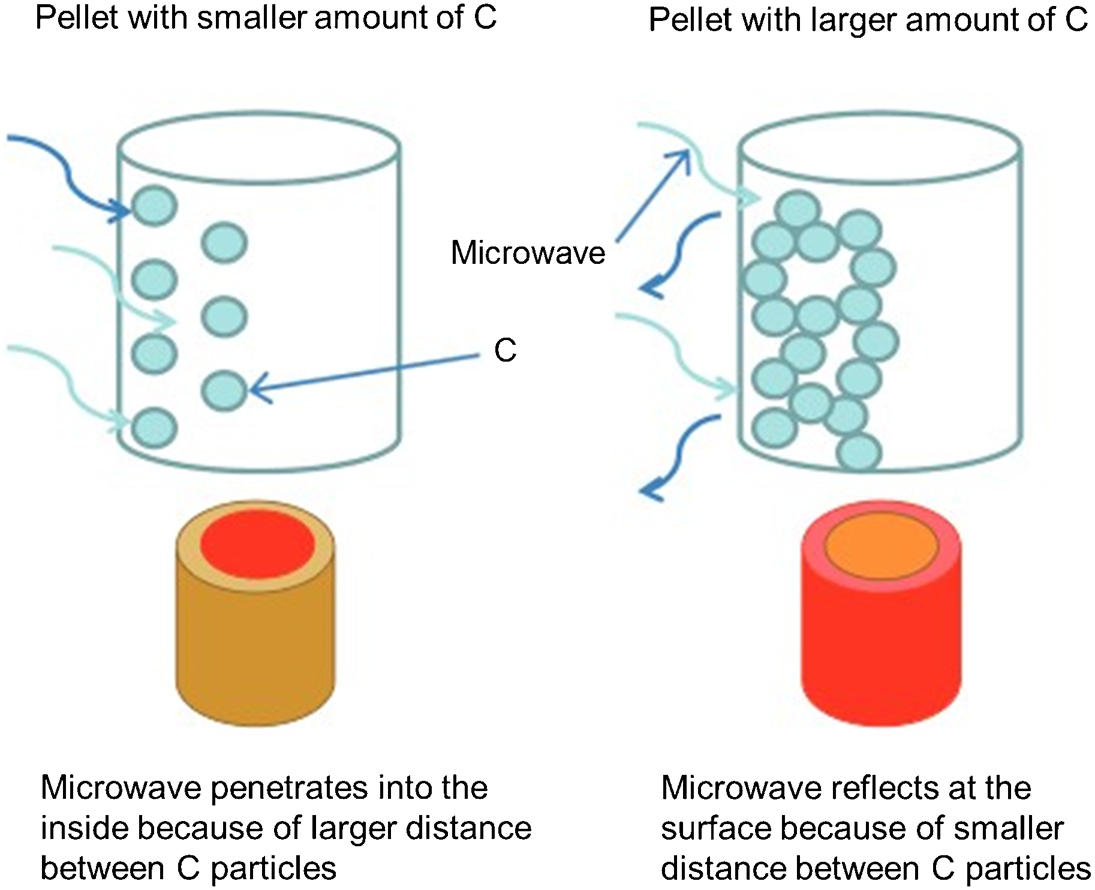
Microwave absorption behaviours of goethite–graphite pellets with different amounts of carbon 75 (reproduced with permission of the Iron and Steel Institute of Japan)
Sintering
Conventional ironmaking usually involves a step known as sintering in which iron ore fines (dust) with other fine materials are agglomerated at high temperatures to create a product that can be used in a blast furnace (BF). Among various sintering approaches, microwave-assisted carbon-less sintering of iron ores was believed to be advantageous to energy conservation and environmental protection because of less CO2 emissions. The advantages were demonstrated by carbon-less sintering of magnetite concentrates under microwave irradiation. 12 The entire process was dominated by rapid heating of Fe3O4 having less liquid phase generated in sintered magnetite concentrates when the magnetite content was increased. To assist with iron ore sintering, hot airflow ignition of sinter mixtures (iron ores, coke, etc.) using microwave energy was recently proposed. 76 The ignition system consists of a power control cabinet, a microwave heating device, a sinter pot and a preheating furnace (shaft furnace). Airflow was first preheated in the shaft furnace to approximately 300°C and then directed to a microwave heating reactor in which porous ceramics were heated by microwaves at 2·45 GHz. After heat exchange with the porous ceramics, high-temperature airflow would conduct heat to the sinter pot where sintering of the mixture proceeded. It was found that the ignition energy consumption for sintering using microwave power was 43·77 MJ m−2, far less than 185·13 MJ m−2 by the traditional ignition process. Other advantages of this new ignition technique included sufficient coke combustion, better mineralised product (sinter) and less air pollutants.
Oxidation
Aiming at separating iron from titanium-bearing minerals, microwave oxidation of ilmenite ore using 28 GHz microwave irradiation has been studied. 77 Unlike aforementioned low-frequency microwaves (915 MHz and 2·45 GHz), which were produced by magnetrons, 28 GHz microwaves were generated from a gyrotron. Using a waveguide, high-frequency microwaves were directed to a multimode microwave applicator in which samples were irradiated at various power levels (0·8, 1·0, and 1·5 kW) and temperature was measured by thermocouple and pyrometer, as shown in Fig. 8. 77 After the ilmenite ore sample was exposed to microwave irradiation for given time periods, the original FeTiO3 phase in the ore was oxidised to rutile (TiO2) and pseudobrookite (Fe2TiO5). It was found that both ilmenite and pseudobrookite were good microwave absorbers. The grain growth rate of pseudobrookite and rutile under microwave irradiation was much faster than that obtained in the resistance furnace. The rapid grain growth of pseudobrookite led to a considerable difference between the grain sizes of pseudobrookite and rutile, which was favourable for subsequent separation steps, e.g. magnetic separation and dilute acid leaching.
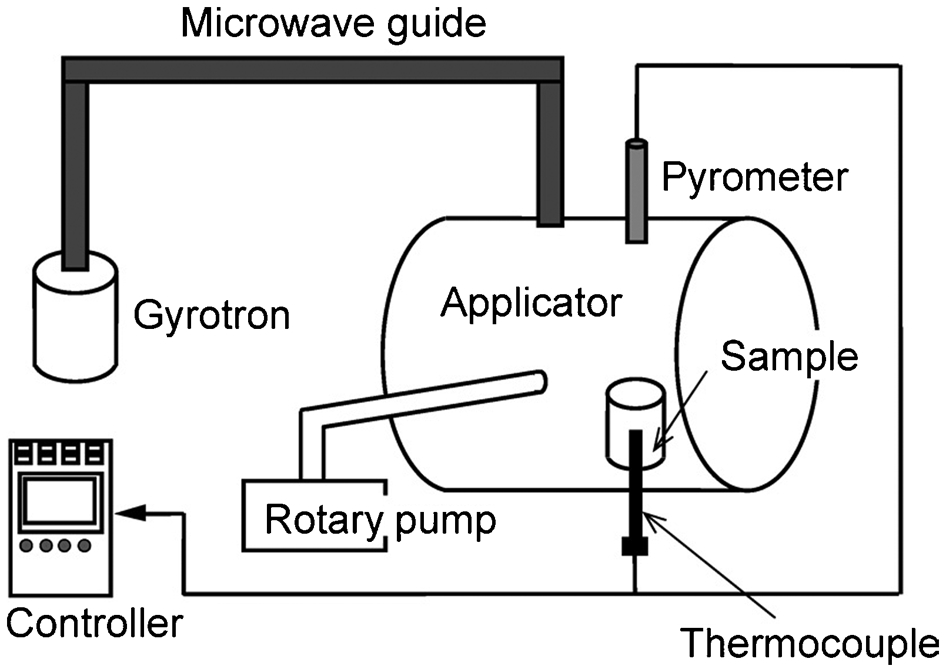
Schematic of multimode 28 GHz microwave processing system 77 (reproduced with permission of the Iron and Steel Institute of Japan)
Dephosphorisation
In general, iron ores containing high phosphorus cannot be directly used for steelmaking because of the detrimental effects of phosphorus on steel properties, such as various forms of embrittlement that reduce the toughness and ductility of steel. Although dephosphorisation of iron ores has been studied for a long time, efficient separation of the Fe- and P-containing phases at reasonable cost still remains a main obstacle in the dephosphorisation process. Recently, an integrated process, which combines microwave carbothermic reduction (coal as a reductant) with magnetic separation, for dephosphorisation of high phosphorous iron ores was proposed. 78 It was found that the reductant has a weak effect on the dephosphorisation rate and iron recovery when its addition was varied from 18·7 to 21·3 wt-% (Fig. 9). The dephosphorisation rate decreased with increasing microwave irradiation time, while the iron recovery ratio showed the opposite tendency. It was revealed that efficient separation of the reduced Fe and unreduced P-containing gangues determined the dephosphorisation rate. Although the desired dephosphorisation rate was not obtained, microwave treatment was considered an effective approach for enhancing iron recovery.
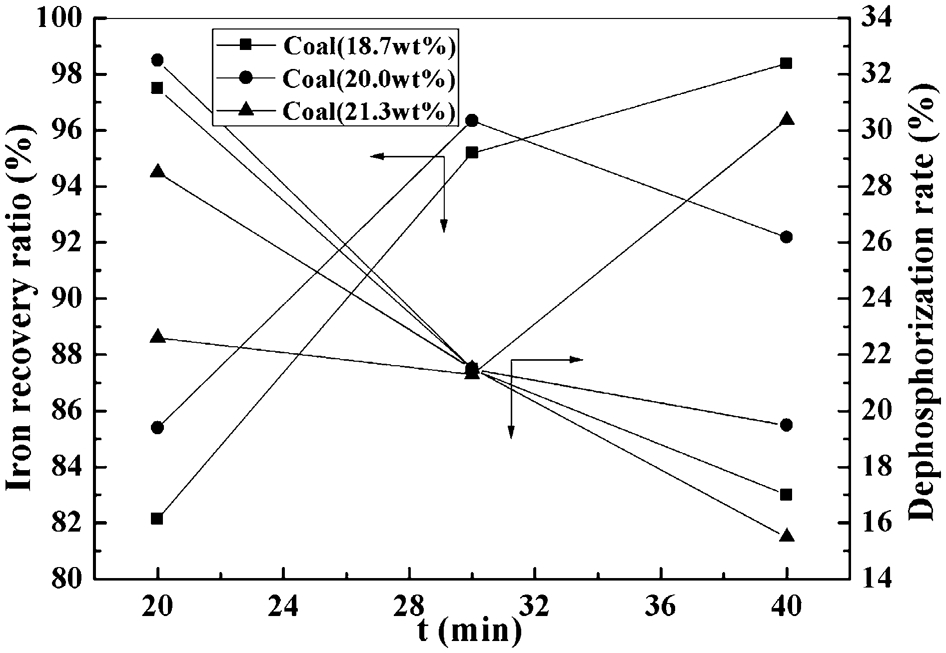
Effects of carbon addition and microwave irradiation time on the iron recovery ratio and dephosphorisation rate 78 (reproduced with permission of the Iron and Steel Institute of Japan)
Reduction of iron oxides/ores
Laboratory-scale experimental progress
Many efforts have been expended to assess laboratory-scale reduction of iron oxides/ores using microwave energy starting from pioneering investigations to temperature distribution in the spherical composites (pellets) of Fe2O3 and carbon subjected to 2·45 GHz microwaves. 8 It was revealed during heating that the temperature of the pellet decreased from the centre to surface, which was contrary to that of conventional heating. The experimental results were compared with numerical ones that were based on a simplified model. As the temperature dependence of dielectric properties, thermal conductivity and specific heat was not available at the time of the publication, the effects of these factors were not considered in the proposed numerical model. Despite these disadvantages with the model, which eventually caused some discrepancies between the results of numerical simulation and experimental observations, the basic trend suggested by the simulation was found reliable. Based on these findings, a follow-up study on the reduction of magnetohaematite ore particles in CO atmosphere with microwave irradiation was performed. 9 It was pointed out that the reducibility and post-reduction strength of the sample were enhanced by microwave heating and the optimal values were achieved after microwave treatment (1300 W) for 6 min. During the reduction process, magnetite was the component dominating the temperature rise of the sample. Another analogous work confirmed the superiority of microwave heating over conventional heating in the carbothermic reduction of iron ores. 10 Phase transformation from Fe2O3 to Fe3O4 enhanced the heating process. As a hyperactive microwave absorber, Fe3O4 heated rapidly. However, it was surprising to find out a weak microwave input power dependence of heating rate, probably because of the heavy heat radiation from the sample to surroundings. The work also indicated that common solid reductants, such as charcoal and coke, were effective for microwave reduction of iron oxides. Compared with coke, charcoal exhibited stronger microwave absorption. In addition, the microwave reduction process was improved by adding lime and limestone as fluxing agents although their microwave absorption capabilities were inferior to those of iron oxides.
The application of microwave energy may significantly influence the carbothermic reduction kinetics of iron ore (mainly haematite) pellets. To examine this possibility, a conventional microwave oven with an 800-W power operating at 2·45 GHz was used for the reduction of Fe2O3 pellets mixed with graphite powders. 79 It was found that reduction started from the outer part of pellets because carbon was in contact with the surface of iron oxide pellets. The pellet surface was covered by molten metallic iron, preventing diffusion of CO to the pellet centre. It was concluded that reduction was topochemically controlled by diffusion, resulting in an unreacted centre. The advantage of volumetric heating of microwaves was not clearly demonstrated in this study. In fact, this unexpected phenomenon can be explained by the faster heating rate of graphite (compared to that of iron oxide) and the relatively large size of iron ore pellets (0·6 cm of radius) used in the experiment, making reduction take place at the contacting surface first. This work also found the load position-dependent heating characteristics. The best available location of sample, surprisingly, was found to be 26 cm in front of the microwave aperture and 6 cm from the bottom of the applicator. It can be concluded with confidence that microwave heating relies on the load position in microwave applicator and on sample size.
Microwave heating characteristics of ironmaking materials have been extensively studied because of their significance in microwave reduction of iron oxides/ores. The microwave absorptivity of Fe3O4 powder, indicated by temperature increase, was found to decrease with increasing relative density but was independent of particle size. It was believed to be caused by the relatively large penetration depth of Fe3O4 compared to metal. 80 A series of experiments on the reduction of iron ore concentrates showed that a binder containing water could increase the heating rate of iron ore pellets containing coal. 12 Powdered coal was suggested to be more effective for heating and the reduction process compared with those of particled coal. Another study on the carbothermic reduction of iron ore/cement/carbonaceous material (coke and charcoal) composite pellets exposed to microwave irradiation (2·45 GHz, 1100 W) revealed that Portland cement had better microwave absorption than iron oxides. 81 The particle size of carbonaceous material must be strictly controlled and optimised for the highest reaction rate. The results also confirmed more rapid heating of charcoal than coke, which was attributed to a greater content of volatile matter in charcoal. An experimental test of carbothermic reduction of oxidised ilmenite/coke composites (mainly FeTiO3) with a microwave power level of 1·5 kW operating at 2·45 GHz found that ilmenite ore particles selectively coupled with microwaves that created hot spots in the composite pellets that consequently contributed to a lower reduction temperature and shorter reaction time. 82 A recent study also suggested that the reduction reaction between iron ore and petroleum coke was highly dependent on microwave heating characteristics of the materials, whose effects could be evaluated by simultaneously measuring temperature and mass of materials during reduction. 83 Figure 10 shows a schematic of the microwave heating system for iron ore reduction in argon, in which two directional couplers were used. By using the couplers (‘1’ and ‘2’ in Fig. 10), the irradiated microwave power and the reflected power were measured. The variations of temperature and mass loss of the materials (pellets) throughout the reduction processes were monitored by a pyrometer and a semi-analytical balance, respectively. This type of system was able to determine the kinetic curves of iron ore reduction and energy consumption during the process in either maximum E or H fields.
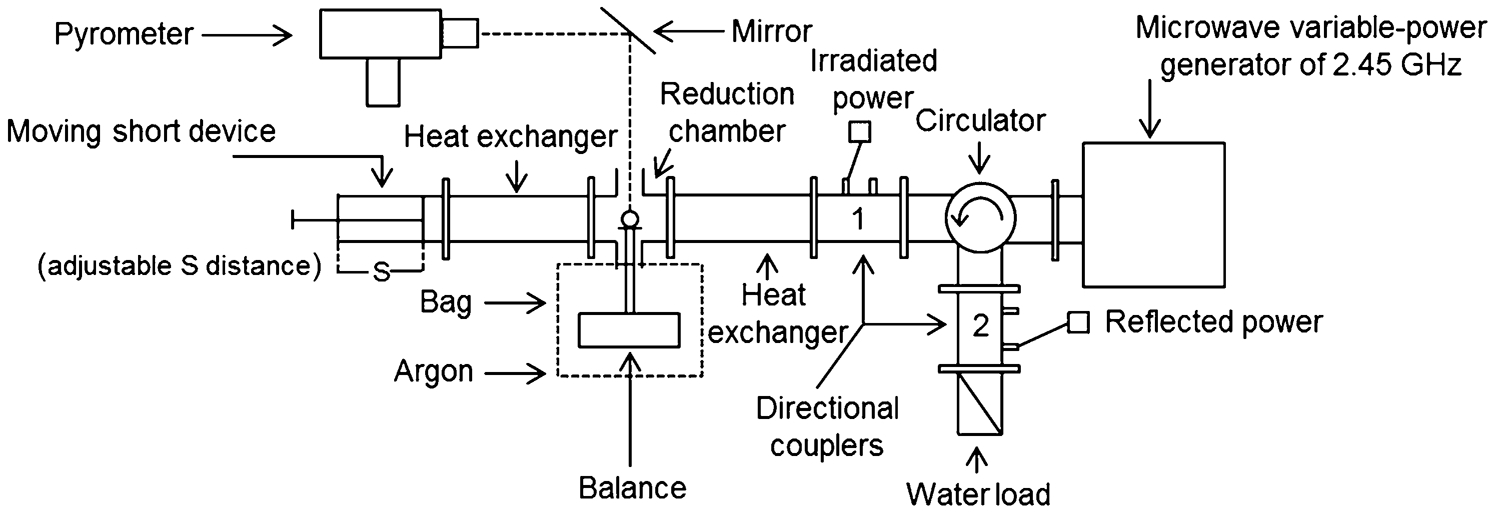
Schematic of microwave iron ore reduction system 83 (reproduced with permission of John Wiley and Sons)
The temperature dependence of microwave carbothermic reduction of iron oxides has been investigated extensively. The work on the microwave reduction characteristics of mixed powders of Fe3O4 with carbon black (2·45 GHz, 2·8 kW) demonstrated that Fe3O4 absorbed microwaves below approximately 650°C while carbon black absorbed microwave energy in a broader temperature up to 1200°C. 84 The reduction of magnetite to wüstite started at least 400°C, with subsequent reduction of wüstite to iron initiated at 800°C. Inhomogeneous reactions were found throughout the mixture heating and reduction process. As a step towards better understanding of microwave carbothermic reduction, magnetite iron ore–coal composite pellets were irradiated with a gradually increased microwave power level from 0·2 to 2 kW (in 2 min intervals) at 2·45 GHz. 85 It was established that the reduction of Fe3O4 to FeO occurred between 800 and 1000°C while the subsequent reduction of FeO to Fe started at temperatures ranging from 1000 to 1250°C. Meanwhile, carbon was considered both a reductant and heating agent, contributing to localised microwave reduction of the composite samples. It was interesting to note that at all temperatures during the reduction process, the proportion of reduced iron was larger near the sample pellet surface (out part) than in the centre, as indicated by the white regions in Fig. 11. 85 This phenomenon was partly attributed to the fact that microwave absorption capability of magnetite decreased at temperatures above 650°C because of the Curie point effect. No microwave magnetic loss would contribute to microwave heating of the sample, 18 which was demonstrated by permittivity and permeability measurements of Fe3O4 discussed previously. Hence, samples received more external radiant heat from the exothermic auxiliary substance (SiC) used in the experiment, making reactions proceed faster near the sample surface.
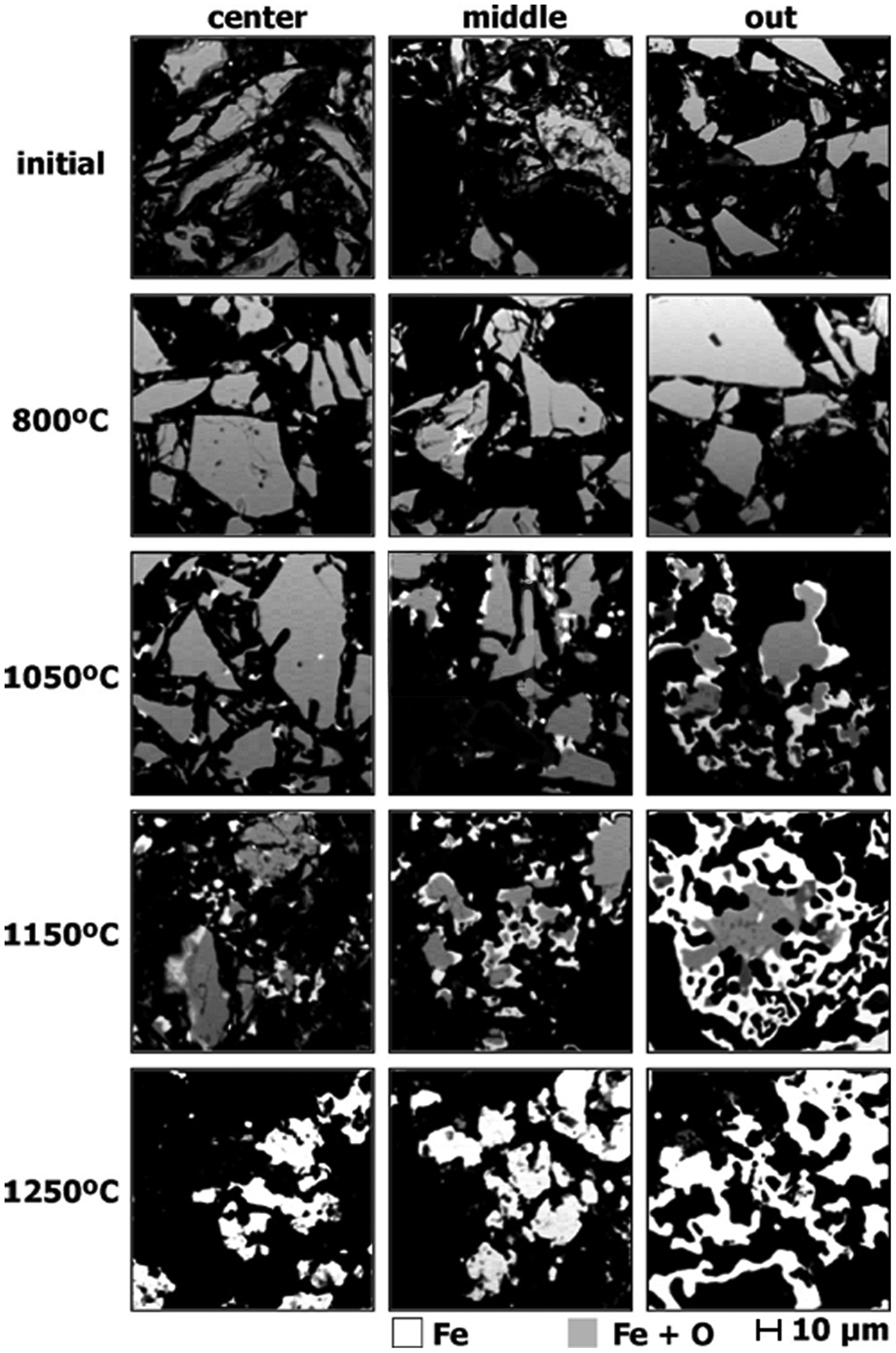
Backscattered electron (BSE) images of the initial and irradiated magnetite iron ore–coal composites at different positions showing the growth in proportion of reduced iron during microwave reduction 85 (reproduced with permission of the Iron and Steel Institute of Japan)
It is believed that microwave heating affects the entire process of iron oxide reduction, which has been demonstrated by the reactions between Fe3O4 and carbon black powders with 2·8 kW microwaves at 2·45 GHz. 86 It was shown that the reduction of magnetite to wüstite was accomplished below 651°C. A three-stage reduction process was identified based on the analysis of heating time dependence of reduction rate of magnetite–carbon black powder mixtures irradiated by microwaves up to 800, 1000, and 1200°C. As shown in Fig. 12a , the stages of the reduction process were determined by different average maximum reduction rates: 0·017 g s−1 (stage I, vary fast), 0·0017 g s−1 (stage II, very low), and 0·0045 g s−1 (stage III). 86 The initial rapid mass reduction in stage I was attributed to multiple reactions (Table 6), 86 indicated by the peaks in Fig. 12b–f . It is noteworthy that the area of each peak represented the mass of C+O loss resulting from different reactions. Considering strong microwave absorption capabilities of magnetite and carbon, the reactions between iron oxide and carbon might dominate the microwave iron and steelmaking process. Energy requirements for the reduction process could be lowered by a thermal non-equilibrium state induced by microwave heating.
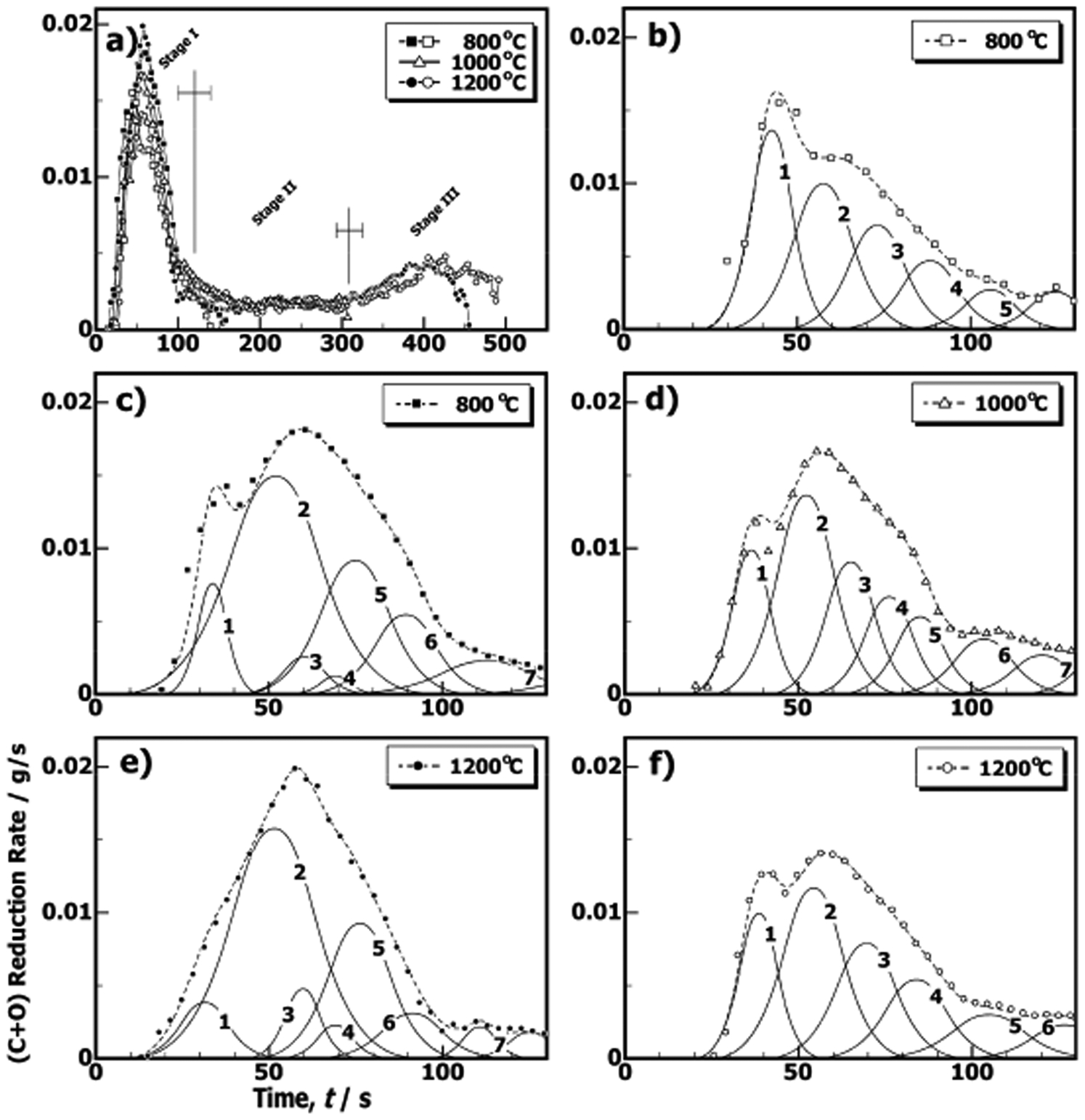
Carbon plus oxygen (C+O) weight reduction rate versus microwave irradiation time for magnetite–carbon black mixtures: a total irradiation time showing the three stages and b–f amplification of a showing only stage I during which various reactions in Table 6 were identified, as indicated by the peaks 1–6 86 (reproduced with permission of the Iron and Steel Institute of Japan)
Because microwave heating also exhibits a strong frequency dependence, several experimental tests have focused on microwave reduction of iron oxides at frequencies other than 2·45 GHz. For instance, an investigation was undertaken for the reduction of magnetite with carbon at both 2·45 and 30 GHz. 87 It was shown that high-quality pig iron could be produced in air with a 30 GHz heating system, whereas FeO was generated as the main phase in reduction of magnetite using 2·45 GHz microwave heating. Magnetite was found more efficiently reduced at higher frequencies, probably because of the effect of cathodoluminescence. Another recent study illustrated the chemical behaviour of reaction between Fe3O4 and C under electric and magnetic fields of microwaves at 915 MHz. 88 It was concluded that the combined effect of thermal energy and microwave magnetic field enhanced the high-temperature reduction with microwaves acting as a dynamic catalyst.
Scale-up of microwave iron- and steelmaking systems
As mentioned above, microwave reduction of iron oxides/ores has been extensively explored for a long time. However, to date, little work has been done on the scale-up of heating systems, primarily because of the difficulty in furnace design which requires multidisciplinary knowledge to achieve uniform heating 89 with suppression of microwave thermal runaway. 90,91
To establish a microwave heating system for continuous pig iron production, a microwave furnace having maximum power of 12·5 kW operating at 2·45 GHz was constructed. 87,92 Mixed powders of magnetite ore and carbonaceous materials including coal, coke and graphite were used for the experiment. It was concluded that several requirements should be met for constructing a successful microwave heating furnace that is capable of continuous pig ironmaking: (1) high microwave energy density in reaction chamber, (2) low temperatures of insulating materials (<c.a. 1000°C), (3) no pig iron solidification in tapping hole, (4) no feed pipe clogging, and (5) minimum heat loss of applicator. In a successive study, the maximum power of the furnace was scaled up to 20 kW for pig iron production. 93 It was found that pig iron can be produced in 35 min from 1 kg of mixed powder consisting of magnetite ore and 18% graphite with a microwave power level of 17·5 kW. The contents of impurities such as phosphorus and silicon in pig iron were much lower than pig iron produced by a BF because of vaporisation and low oxygen potential during reduction. The content of sulfur in pig iron was a little higher than that in BF pig iron owing to the slag formed. The results showed that approximately 60% of energy was used for heating materials and reduction of magnetite to wüstite and 15% for the reduction of wüstite to iron and molten pig iron.
Regarding the variation of microwave absorption capabilities of materials during the iron oxide reduction process (e.g. Fe2O3—Fe3O4—FeO—Fe), a direct-steelmaking technology by combination of microwave, electric-arc, and exothermal heating was developed and used for construction of a 225-kW microwave steelmaking furnace at 915 MHz. 94–98 It was shown that a significant reduction in CO2 emissions and energy consumption (by 25%) could be achieved by using this technology compared to that of conventional basic oxygen furnace steelmaking methods. One of the most distinguishing advantages in this technology was attributed to the application of electric arc heating for the final stage of reduction (from FeO to Fe), which avoided poor microwave absorption of metallic iron in the final step of steel production. This technology provided a method that combines diverse heating techniques, making either batch or continuous molten steel production possible.
Recycling and remediation of ferrous metallurgical wastes
It is expected that the production of crude steel will increase in the future. 99 Along with the growth in steel production, the amount of iron- and steelmaking industrial waste has increased considerably. Microwave heating has been proposed as an alternative to traditional methods for recycling and remediation of ferrous metallurgical wastes including slag, dust, sludge, and steel pickling liquors.
Slag
Each year a large amount of slag is generated during iron and steel production. Although some slag is used for land filling or road construction, most of the slag has not been used efficiently. 100 To recycle metallic components from slag, a substantial amount of work has focused on the slag treatment using microwave energy to modify the physical characteristics of iron- and steelmaking slag. The pioneering work in the field centred on the microwave heating characteristics of a synthetic CaO–SiO2–FetO slag. 101 The heating rate of the slag subjected to 1·6 kW microwave power operating at 2·45 GHz strongly depended on the ratio of Fe 3+/(Fe2++Fe3+) in the slag. When the ratio approached approximately 0·16, the slag had the largest dielectric loss resulting from the coexistence of CaFe3O5 and Fe3O4. The experimental results suggested that the maximum heating rate of slag might be obtained by optimising the ionic species of Fe. In another study, recovery of Fe and P from CaO–SiO2–FetO–P2O5 slag by heating slag–graphite mixtures with microwave power (1·7 kW, 2·45 GHz) was explored. 100 The heating rates of the examined materials followed the order: graphite≫Fe3O4≫Fe2O3≫synthesised CaO–SiO2–FetO–P2O5 slag>industrial slag. It was found that the heating process was dominated by microwave absorption of graphite. The recovery ratios of Fe and P reached 0·97 and 0·89, respectively, when the carbon equivalent C eq was 1·69.
Apart from those studies on iron recovery, microwave carbothermic reduction (graphite as a reductant) of Cr-containing steelmaking slag and pickling sludge was investigated with the goal of recycling Cr effectively. 102 Test results demonstrated that the major Cr-bearing phase of the slag, Cr2O3, was preferentially heated in the electric field of microwaves, followed by rapid generation of metallic Cr during reduction. The heated sample showed locally enhanced reduction kinetics and was reduced at lower (average) reduction temperatures than the expected value from thermodynamics. It was probably caused by inhomogeneous temperature distribution resulting from the large temperature dependence of Cr2O3 permittivity and by the existence of local arcing. Figure 13 shows a schematic of models of enhanced reaction kinetics and formation of metal pieces. 102 It is observed from Fig. 13a that the permittivity of Cr2O3 might increase rapidly with increasing temperature, resulting in hot spots that had locally much higher temperatures than other positions. The oxide could then be reduced to metallic Cr in these hot spot areas where the thermodynamic conditions were satisfied. The enhanced reduction kinetics might also be attributed to occurrence of local arcing, which was associated with thermal plasma discharge during microwave heating, as illustrated in Fig. 13b . However, this possibility was not confirmed in the work because of lack of intimate experimental techniques for the heating process.
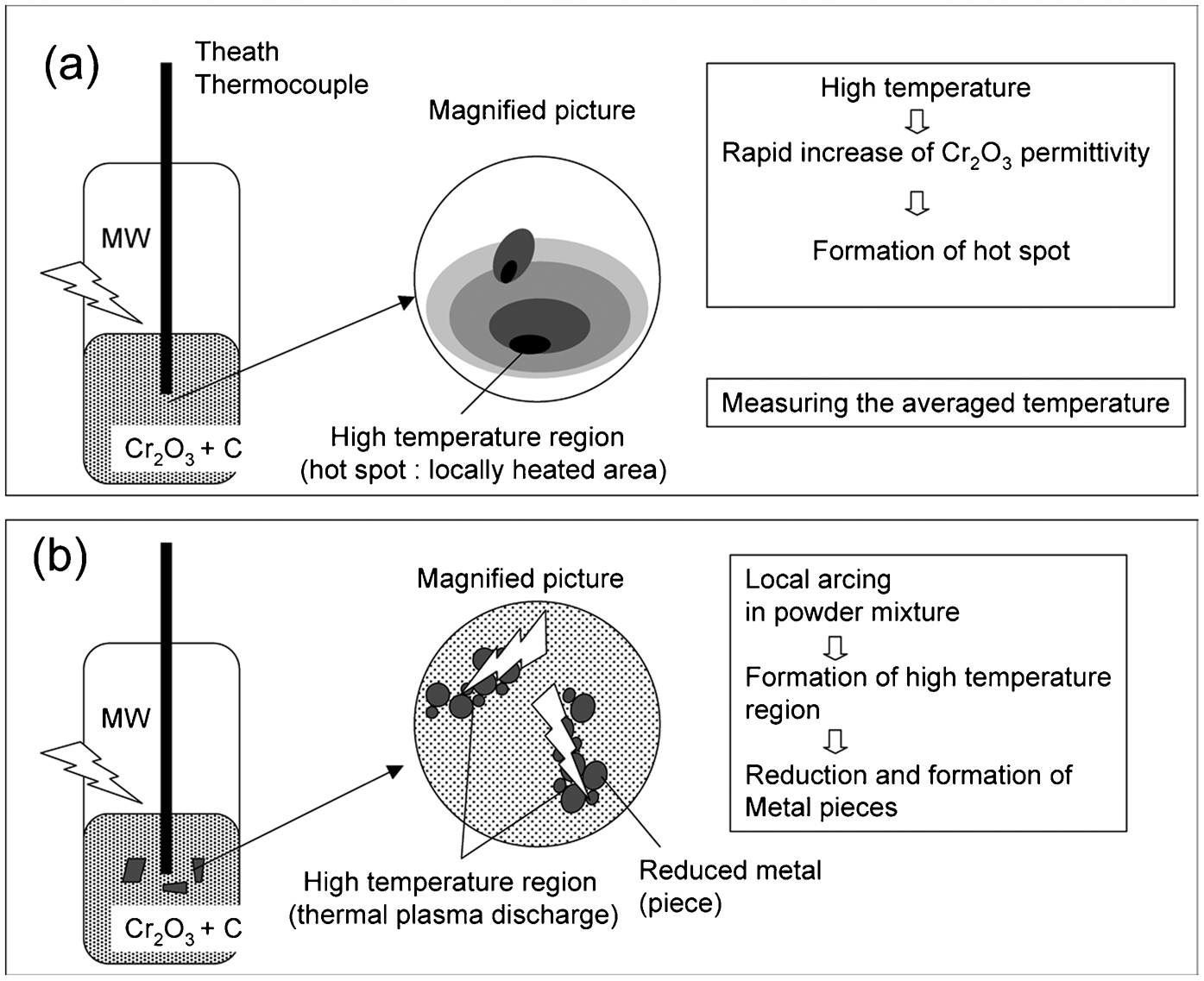
Schematic of models of microwave-enhanced reaction kinetics and formation of metal pieces 102 (reproduced with permission of the Iron and Steel Institute of the Japan)
To improve physical properties of slag, crystallisation of BF slag induced by microwave heating at different frequencies (28 and 2·45 GHz) was examined. 103 It was shown that crystallisation took place at a lower temperature (800°C) at which the crystalline phases (e.g. CaO⋅SiO2, 2CaO⋅Al2O3⋅SiO2, and CaO⋅Al2O3⋅2SiO2) were not generated by conventional electric resistance furnace. Additionally, the crystallisation process of slag was significantly accelerated using microwaves at 28 GHz, while exposure to 2·45 GHz microwave radiation had little effect on the samples. On the other hand, it is known that changes in physical properties of slag caused by microwaves may facilitate some subsequent treatments, such as slag grinding. Regarding this effect, microwave cyclic heating was applied to induce cracks in BF slag bearing high titanium. 104 It was shown that the pervoskite phases (mainly CaTiO3) in the slag were responsible for heating. The slag compressive strength decreased with increasing cyclic number and heating time. Approximately 35% of decrease in strength was obtained after 10 cycles of heating for 5 min. Another study on microwave treatment of BF slag bearing titanium demonstrated that the major Ti-bearing phase, CaTiO3, could be heated to 868°C in 150 s under 750 W, 2·45 GHz microwave irradiation. 105 By increasing the power to 2 kW, the maximum temperature reached was 1280°C. The rapid heating subsequently led to an increase in thermal stress at the interface of the slag specimen. On the contrary, microwave irradiation promoted the densification of BF slag compact after microwave-assisted hydrothermal treatment of the slag using an adjustable microwave power level up to 1·6 kW operating at 2·45 GHz. 106 Tobermorite (Ca5Si6O16(OH)2⋅4H2O) was identified as the major phase formed in the slag after the treatment, contributing to the increased reaction kinetics. The hydrothermal reaction rate was increased by 1–2 orders of magnitude using microwaves as the heating source.
Dust
Electric-arc furnace (EAF) dust is a hazardous waste containing substantial amounts of zinc, lead, and iron. 107 The first attempt on pyrometallurgical recovery of metallic elements from EAF dust using microwave heating centred upon processing synthetic dust–carbon composites. 108 The reduction of ZnO was found slow compared to that of Fe2O3. Simultaneous recovery of Zn and Fe from EAF dust mixed with graphite powders could also be achieved using microwave energy. 109 This is because Zn and Fe were obtained as vapours and metal drops, respectively, in 300 s under 2·45 GHz, 1·7 kW microwave irradiation. Meanwhile, the slag produced was found non-hazardous and safe for disposal. These results were consistent with another similar study in which microwave heating succeeded in recovering metallic Zn and Fe from EAF dust. 110 Besides these pyrometallurgical processes for dust treatment, microwave energy was employed as the heating source for Zn and Pb leaching in caustic solution. 111 It was shown that the leaching kinetics of Zn and Pb was considerably improved by microwave heating which was, according to the authors, probably because of super heating of liquid during violent interactions between microwaves and the EAF dust solids suspended in the solution. Analogous findings were obtained in microwave-assisted leaching of Zn from basic oxygen furnace dust with sulfuric acid. 112 It was found that microwave heating enhanced the leaching process, leading to a substantially higher zinc recovery than that obtained by conventional process. There were two distinct stages of the leaching process: an early stage controlled by diffusion from 22 to 50°C with the apparent activation energy (E A) of 1·15 kJ mol−1, followed by a second stage controlled by a surface chemical reaction above 50°C with activation energy of 22·01 kJ mol−1. 113 The remarkable difference between these two stages was likely attributed to the unstable reaction equilibrium caused by microwave non-thermal effects.
Sludge
Generally, steelmaking sludge contains a substantial amount of water that should be removed before further treatment. In a recent study, the effect of microwave irradiation on dehydration behaviours of industrial sludge from stainless steel plants was investigated. 114 Samples containing a mixture of a common industrial sludge (30 wt-% water, 24·3 wt-%Fe) and graphite were treated in a 0·67 kW (maximum power) microwave multimode applicator. Figure 14 shows the weight loss of the sludge mixture subjected to microwave heating up to 150°C. 114 It was seen that weight loss caused by dehydration started at 120°C with 80% of total loss accomplished in the first 9 min. The results clearly demonstrated the high efficiency of microwave irradiation in dehydration of the sludge. In addition, there was a significant difference between the dehydration rates of sludges heated by microwave energy and by conventional electric furnace heating. Their weight losses were found to be 34 and 7%, respectively. The superiority of microwave dehydration could make the commercialisation of this technology viable. However, details of scale-up were not provided in the work.
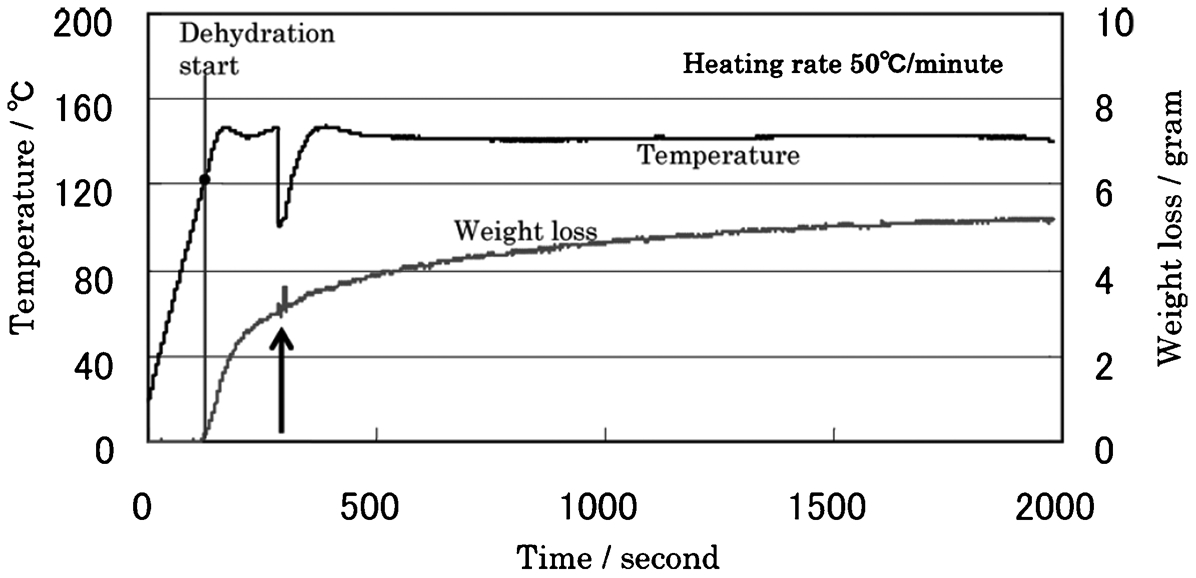
Weight loss of sludge by microwave treatment with the arrow pointing temperature drop along with weight gain taking place at 285 s. This extraordinary behaviour was associated with active dehydration, which led to water drops precipitated on the ceiling of the microwave heating apparatus 114 (reproduced with permission of the Iron and Steel Institute of Japan)
Steel pickling liquors
The disposal of pickling liquors containing significant amounts of impurities, such as Fe, Pb, Mn, Cu, Co, Ni, Zn, Cr and Cd, remains a key environmental concern for steel industry. In industrial practices, these liquors require treatments before discharge. Compared with a conventional/autoclave hydrothermal process for treatment of steel pickling liquors, microwave-based methods are generally faster, cleaner, and more economical. In view of these benefits, microwave-hydrothermal processing of chloride pickling liquors, with different pH values ranging from 6 to 13 (adjusted with NaOH), was carried out. 115 Microwave treatment was found capable of eliminating heavy metal contamination from the pickling liquors with appropriate PH values (>9). Figure 15 compares the metal concentrations in the original liquor and after microwave-hydrothermal treatment at 110°C for 5 min (pH = 13) with regard to levels established by local environmental legislation (Class 3 effluent, Brazil, 1987) for some environmentally hazardous elements. 115 It can be seen that the metal concentrations were considerably reduced after the treatment. The microwave-hydrothermal technology demonstrated the potential to treat industrial effluents for production of impurity-free water. Further, some value-added products, such as magnetite, goethite, β-FeOOH and haematite, were obtained along with the purification of steel picking liquors, depending on the pH value. The microwave-hydrothermal technology is thus important from both environmental and economic points of view as it is capable of combining the removal of various types of aqueous pollutants with the production of valuable materials.
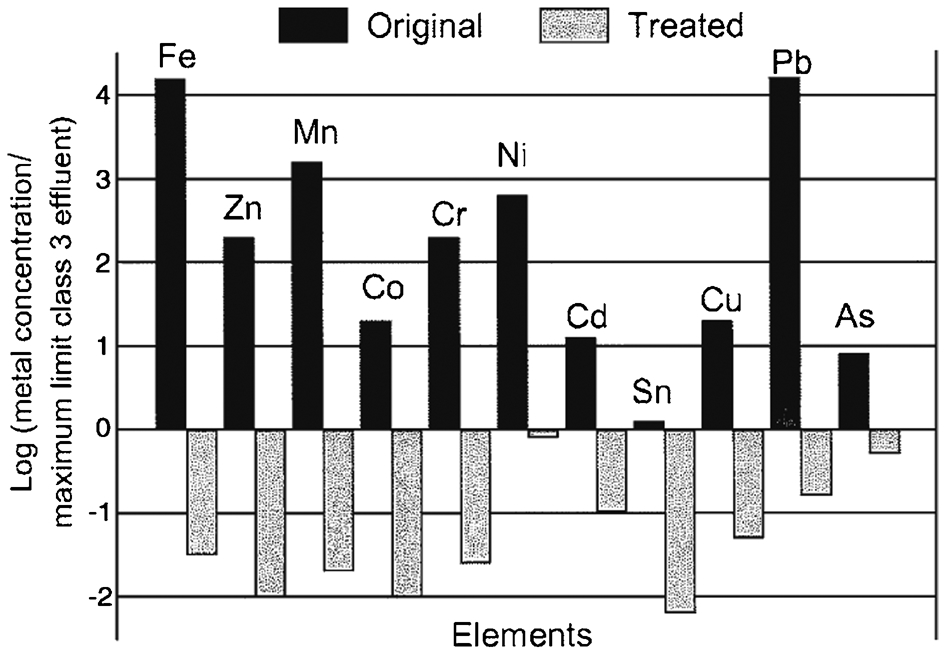
Ratio (log scaled) of selected metal concentration to the maximum permitted level (class 3 effluent) for the original liquor and for the one microwave treated at 110°C for 5 min (pH = 13) 115 (reproduced with permission of Elsevier)
Nickel and cobalt
Currently, nickel and cobalt (Ni and Co) are primarily recovered from sulfide ores. As grades of sulfide ores decrease, they become more costly to mine. Nickeliferous laterite ores represent a potential resource for metallic nickel and cobalt. These metals are traditionally recovered from laterite ores by smelting to produce ferronickel–cobalt, which is then selectively dissolved with ammonia–ammonium carbonate. 116 Such a process is very energy intensive. To achieve energy conservation, a large amount of work in recent years has focused on application of microwave energy to extraction of nickel and cobalt from laterite ores.
Microwave absorption capabilities of laterite ores
The extraction of Ni and Co from laterite ores using microwave energy depends on the microwave absorption capabilities of the materials. In general, nickeliferous limonitic laterite ores exhibit relatively low microwave loss, indicating poor microwave absorption. 117 This difficulty can be overcome by taking advantage of the strong temperature dependence of microwave permittivity of laterite ores and/or by the addition of carbonaceous materials as susceptors (e.g. charcoal, active carbon). The laterite ore permittivity increases rapidly over the temperature range of approximately 600–800°C, and conventional preheating of the sample before microwave irradiation is beneficial to the metal recovery. 117 On the other hand, the addition of susceptors will assist in microwave extraction of nickel and cobalt at much lower temperatures.
Microwave extraction/recovery of nickel and cobalt
There are several processes utilising microwave energy for nickel and/or cobalt recovery: microwave-assisted direct leaching/reduction, microwave preheating followed by leaching, and conventional pre-roasting followed by microwave–assisted hydrothermal leaching.
Microwave-assisted direct leaching/reduction
Nickel in a laterite ore could be leached with a 25 vol.-% sulfuric acid solution under microwave irradiation (2·45 GHz, 600 W) within 1·5 h. 118 When the leaching temperature was 90°C, approximately 90·8% of nickel was recovered. The kinetic analysis showed that the leaching process was controlled by chemical reaction occurring on the surface of samples and the apparent activation energy was 38·9 kJ mol−1. Microwave-assisted leaching promoted dissolution of laterite ores compared with conventional thermal conductive heating, such as water bath heating. As expected, the leaching process depended on the leaching agents and temperature. When microwave radiation was applied directly to the leaching slurry containing sulfuric and hydrochloric acids for recovering nickel and cobalt from their ores with high content of magnesium, the metal extraction increased substantially in comparison with conventional leaching at temperatures between 230 and 250°C. 119
As previously mentioned, the addition of carbonaceous materials to laterite ores will promote the microwave heating process. This effect has been clearly demonstrated in carbothermic reduction of laterite ores under microwave irradiation. A mixture of laterite and lignite was found susceptible to microwave irradiation at 2·45 GHz, and its temperature reached 900°C after 120 s of heating using an input power of 800 W. 120 The reaction between laterite and lignite occurred rapidly, forming a metallic iron–nickel alloy, as shown in Fig. 16a . 120 By using twice the stoichiometric addition of carbon, a reduction degree of 70% was achieved after 480 s of heating at 800 W. It was also observed that the reduction degree strongly depended on the sample mass. The reduction degree decreased from about 70 to 25% when the mass of the laterite–lignite mixture increased from 13·5 to 493·5 g, as shown in Fig. 16b . The sample mass (or volume) dependence of reduction yield was considered to be the most important characteristic of the microwave carbothermic reduction.
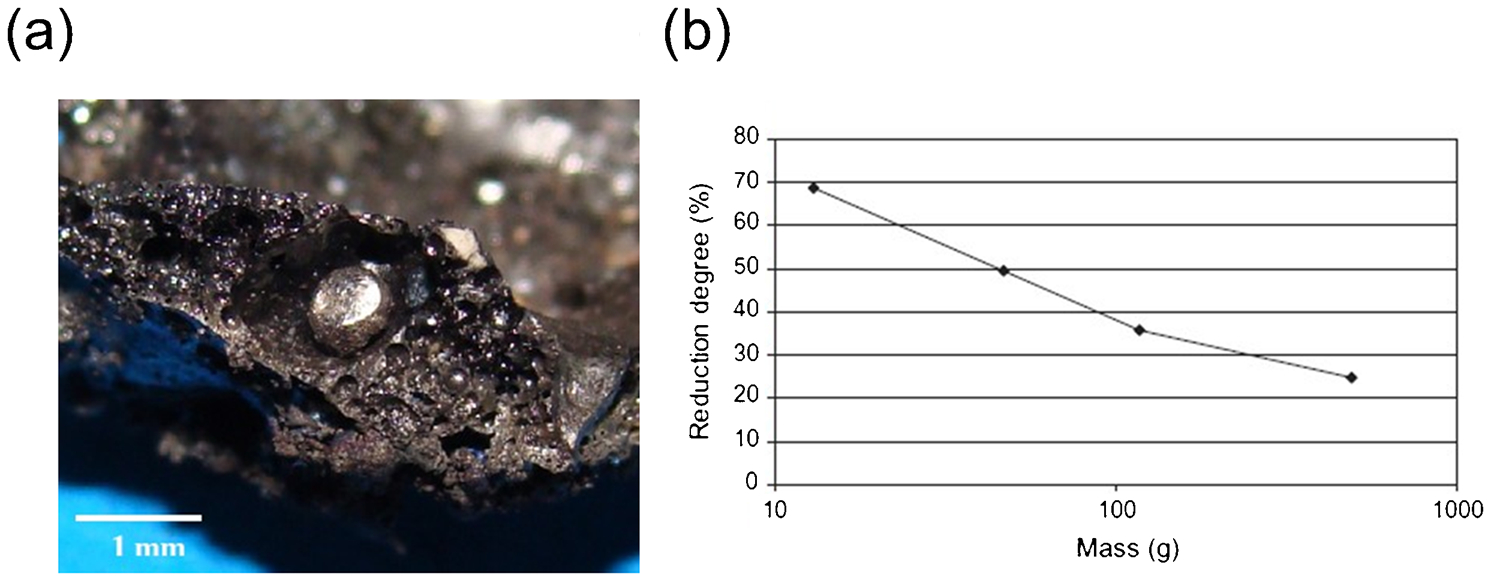
a A spherical Fe(Ni) alloy particle formed after 240 s of microwave reduction of laterite using lignite and b logarithmic scale diagram of reduction degree as a function of mass of a laterite–lignite mixture with two times the stoichiometric carbon addition after 480 s of heating at 800 W 120 (reproduced with permission of Elsevier)
Microwave preheating followed by leaching
Like microwave-assisted direct reduction, microwave preheating takes advantage of microwave coupling effect of carbonaceous materials, which act as reducing agents simultaneously. Microwave energy may be utilised to cause pre-reduction, which enables recovery of the metals by conventional leaching. For instance, laterite ores mixed with active carbon were found susceptible to microwaves and the mixture temperature reached approximately 1000°C in 6·5 min. 121 The rapid heating led to the formation of an intermediate reduction product that was then subjected to sulfuric acid leaching. The recovery of nickel was dependent on the iron reduction degree after microwave preheating, and the nickel recovery reached about 90% when the reduction degree of iron was controlled at approximately 60%.
In addition to carbonaceous materials, leaching agents can also be added to laterite ores during microwave preheating to enhance efficiency of subsequent leaching operations. For this purpose, chlorides and sulfuric acid have been extensively used. Microwave energy was used in conjunction with chlorination to produce metal chlorides, which were separated from the gangue and then processed by conventional approaches to obtain high metal yield. An early patent disclosed that the mixture of laterite, ferric chloride and sodium chloride resulted in the formation of nickel- and cobalt-bearing chlorides after being microwaved for 4–8 min. 122 These intermediate products were subsequently leached in water from which nickel and cobalt could be recovered. In a similar study, ammonium chloride was mixed with laterite ores containing nickel, cobalt, iron and magnesium oxides. The mixture was then irradiated at 1200 W for 4–5 min under a nitrogen atmosphere, producing a nickel–cobalt-bearing intermediate product that was then leached in water at 80°C for 30 min. 123 It was shown that the nickel and cobalt extraction rates could reach up to 66 and 78%, respectively. For comparison and prevention of thermal runaway during leaching, microwave pulses were applied to irradiate a similar mixture with a total pulsing time of 5 min in air. It revealed that 70% of nickel and 85% of cobalt were extracted after only 15 min of water leaching, which were comparable to leaching rates obtained through conventional treatment in a rotary kiln at 300°C for 2 h. The extraction of nickel can be further enhanced by applying microwave radiation to the mixture of nickel laterite ores and sulfuric acid (mass ratio: 2). The mixture was first irradiated by microwaves at a power level of 800 W for 6 min, and 92·76% of nickel in the ores was then extracted by water leaching at 90°C for 90 min. 124 During the process, the liquid–solid reaction was promoted by the migration of ionic species and/or excitation of the dipolar species because of the increased contact area of reactants under microwave irradiation.
Conventional pre-roasting followed by microwave-assisted hydrothermal leaching
As an environmentally friendly process, which simultaneously improves the yield of extracted metals within a shorter reaction time, pre-roasting laterite ores followed by microwave-assisted hydrothermal leaching was proposed and applied for extracting nickel and cobalt from a saprolite laterite ore having low iron and high magnesium contents. 125 It was found that 89·19% of nickel and 61·89% of cobalt could be extracted from the ore pre-roasted at 300°C when sulfuric leaching under microwave irradiation was conducted at 70°C for 60 min.
Copper
Both copper (Cu) sulphides and oxide ores are the two main sources for metallic copper extraction. Copper in sulfide ores is usually extracted by pyrometallurgical processes, which consume significant amounts of energy and produce an enormous amount of air pollution primarily because of the sulfur dioxide emissions during smelting. Lately, there has been a growing interest in extracting copper from sulfide ores via a hydrometallurgical approach coupled with microwave energy for minimising SO2 emissions. On the other hand, copper-bearing oxide ores, including copper oxide and carbonate ores, represent 10% of the total world copper reserves. 126 Current copper recovery from oxide and carbonate ores is almost exclusively achieved with the hydrometallurgical process of heap and dump leaching with sulfuric acid. 127 Metallic copper is then recovered from the copper sulfate electrolytic solution by solvent extraction–electrowinning (SX-EW). The microwave-assisted reduction of oxide and carbonate copper ores has recently been proposed as an alternative method to achieve high copper recovery with low energy consumption.
Microwave absorption capabilities of copper-bearing materials
Microwave absorption capabilities of copper-bearing minerals strongly depend on their electrical conductivity. 128 Chalcopyrite (CuFeS2) is one of the largest sources of copper in terms of availability, 31 and is a good microwave absorber having high conductivity. Copper oxide (CuO) exhibits strong microwave absorption with a high relative dielectric loss factor (1·9–36·3 from 25 to 800°C), while the malachite concentrate [Cu2CO3(OH)2] exhibits limited absorption with a low relative dielectric loss factor (0·1–0·4). The large difference in permittivity agrees well with the deviation in their electrical conductivity.
Microwave extraction/recovery of copper
Microwave-assisted direct leaching
Microwave-assisted direct leaching of copper sulphides and other copper-bearing concentrates has attracted increasing attention in recent years. Microwaves demonstrated positive effects on copper recovery from chalcopyrite containing approximately 34 wt-% copper in a mixed leaching solution consisting of 0·5M H2SO4 and 0·25M Fe2(SO4)3. 129 Figure 17 shows a comparison of fractions of copper reacted (Cu extraction) by microwave leaching and standard (conventional) leaching of chalcopyrite at various temperatures as a function of time. 129 The results revealed that higher copper extraction could be achieved by microwave leaching and the difference between copper extractions by microwave and conventional leaching increased with leaching temperature and time. After 3 h of microwave leaching, the amount of copper extracted at 91°C was approximately 17% compared to 13·5% conventionally. Higher recovery and leaching kinetics in microwave systems were associated with selective heating of mineral particles in the solution. Owing to high conductivity, the chalcopyrite exhibited a shorter microwave penetration depth, causing the mineral to heat by conduction. A superheated layer because of high-loss leaching solutions created a localised heating environment compared with the measured bulk solution temperature, which improved the reaction rate. Similar phenomena were found in the microwave-assisted leaching of chalcocite containing 47·7 wt-%Cu, 21·4 wt.-%S and 11·5 wt.-%Fe with a mixed solution of CuCl2, NaCl and HCl. 130 The fast leaching was attributed to the microwave-induced super heating of copper ions, which became more significant with increasing temperature. The super heating caused non-uniform temperature distribution in the solution, which eventually influenced the leaching efficiency.
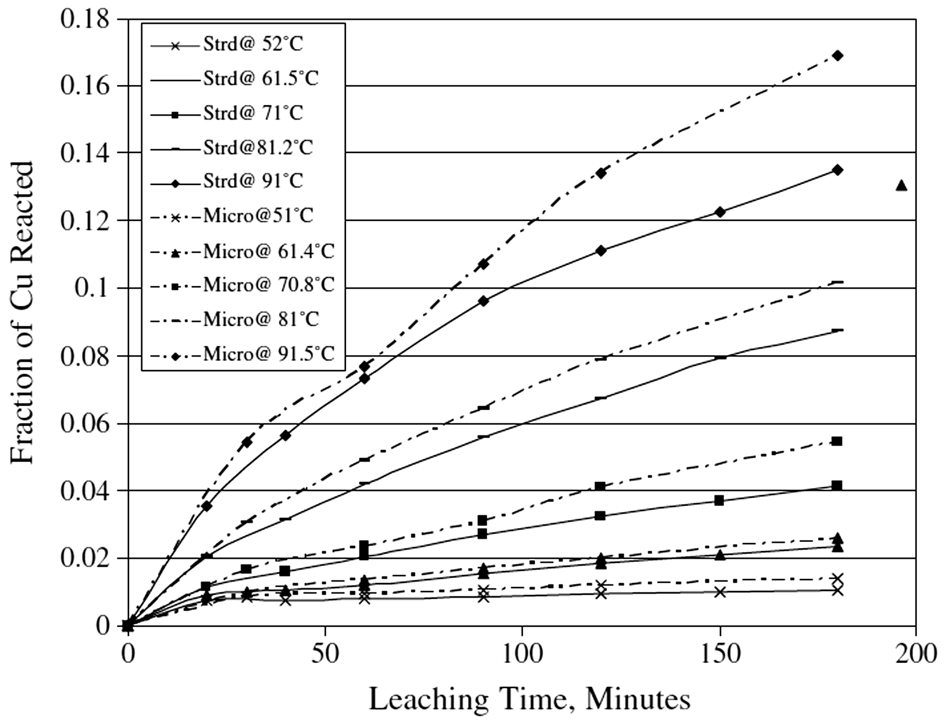
Comparison between microwave leaching and conventional leaching of chalcopyrite at various temperatures as a function of time (CFe2(SO4)3: 0·25M, particle size: <38 μm) 129 (reproduced with permission of Elsevier)
It is believed that a uniform temperature distribution during microwave-assisted leaching can be achieved provided the reactor size is optimised. A recent study showed the effect of reactor size on microwave leaching of copper from chalcopyrite in a Fe2(SO4)3⋅H2SO4 solution. 131 The leaching experiments were carried out in a single-mode cavity (modified WR340 waveguide) using reactors of two sizes (20 and 50 mm in diameter). The copper recovery was higher when leached in the small reactor while the recovery obtained in the large reactor under microwave conditions was comparable to that obtained conventionally, as shown in Fig. 18. 131 The enhanced recovery in the small reactor was because of the selective heating of chalcopyrite coupled with the effect of microwave penetration depth. This work reveals that microwave penetration depth is one of the most important factors for heating and deserves more attention when investigating hydrometallurgical systems under microwave conditions.
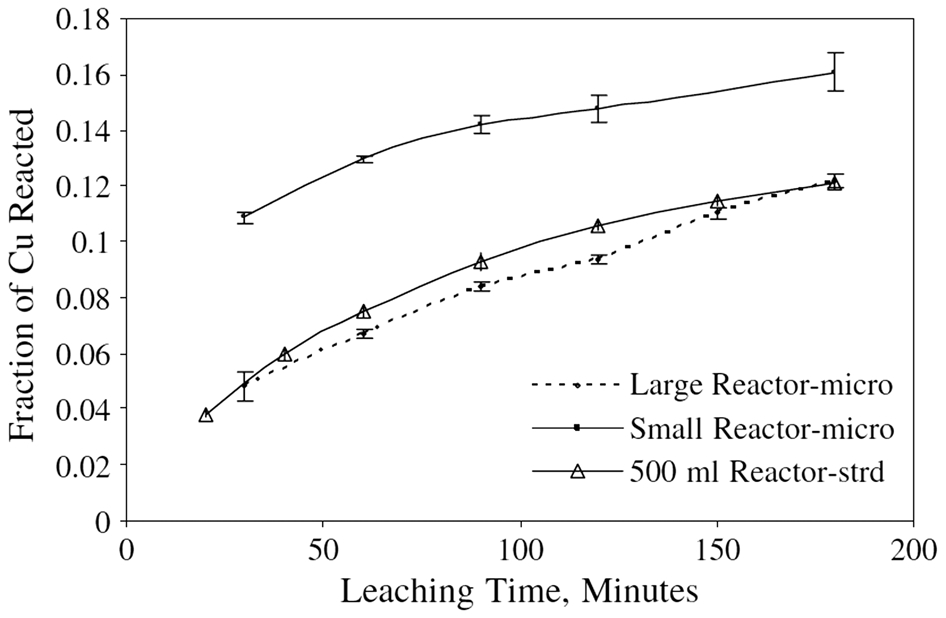
Comparison between copper recoveries from chalcopyrite when leached in a single-mode microwave cavity using reactors of different sizes and in a standard reactor (CFe2(SO4)3: 0·25M, particle size: <38 μm, temperature: 91°C, time: 3 h) 131 (reproduced with permission of Elsevier)
The characteristics of microwave heating also contributed to extraction of copper from a molybdenite concentrate (42 wt-%Mo, 3·6 wt-%Cu) with sulfuric acid in a bath-type process at ambient pressure (2·45 GHz, maximum power: 850 W). 132 A minimum energy consumption of about 0·9 MW h/t was required to decrease the copper content of the concentrate from 3·6 wt-% to less than 0·1 wt-% in 15 min. Microwave-assisted leaching exhibited a faster heating rate and consequently a more rapid dissolution rate than conventional heating. The control mechanisms during the leaching process were verified by the diffusion-controlled shrinking core model.
Microwave pretreatment followed by leaching/reduction
Microwave pretreatment plays an important role in copper extraction. The application of microwave heating to the oxidative roasting of copper sulfate concentrate in the presence of CaCO3 could accelerate the roasting process and eliminate SO2 emissions. 133 The reaction rate with microwave roasting was 3·97–17·15 times faster than that with conventional roasting. The calcine obtained was leached with a NH3–(NH4)2CO3 solution for copper extraction. For a 33-g sample irradiated by microwaves at a power level of 575 W for 10 min, the copper extraction was as high as 96·6%. When CuFeS2–CaCO3 pellets were roasted with conventional heating at 600–900°C for 60 min, the copper extraction was only 71–77·4%. The temperatures for microwave roasting should be controlled at 400°C or less to avoid sintering of samples, which leads to remarkably lower copper extraction. A similar microwave pretreatment was applied to a chalcopyrite concentrate mixed with an acidified FeCl3 solution, which promoted copper yield by subsequent leaching in cold water. After the originated intermediate product was leached in cold water for 5 min, the copper leaching rate reached 55·2%. 134
Microwave pretreatment also aids in bioleaching of copper minerals. The influence of microwave irradiation on bioleaching behaviour and mechanisms of a low-grade complex copper sulphide ore, subjected to microwave heating in a domestic microwave oven (1100 W, 5 min), was assessed in a mixed mesophilic bacterial culture using electrochemical techniques. 135 Microwave treatment improved the bioleaching behaviour of the ore, with greater effects on copper and iron dissolutions than on zinc and lead. Microwaved samples displayed higher reactivity, dissolution rate, dissolution current and current density with decreased polarisation resistance. The effect of microwave heating can be indicated by comparing the elemental compositions of the sulphide ore before and after microwave pretreatment, as summarised in Table 7. 135
Elemental compositions of a low-grade copper sulphide ore before and after microwave pretreatment 135
Microwave energy can be applied to heap leaching of copper sulfide ores. This is because application of high-power microwave energy introduces micro-fractures and cracks into the ore, leading to an improved leaching efficiency. In particular, pulsed microwave pretreatment displayed strong effects on copper extraction during a diagnostic leach. 136 For a low-grade ore containing finely disseminated sulphide mineral phases, the extraction was improved because of the pretreatment of ore particles in a high-intensity microwave field. There was a greater internal surface area of ore particles as a result of microwave-induced fractures along grain boundaries, exposing locked Cu-bearing mineral phases to the leach solution. The larger particle size fractions were more susceptible to microwave pretreatment than finer particle size fractions, because of an increase in the volume percentage of microwave-absorbing phases in larger particles. This result is consistent with another study in which more energy was required to induce thermal stresses that generated physical damage within ore particles when the particle size was decreased. 137
An early patent described a leaching or smelting precursor method of drying and heating ore particulates, or concentrates, which had been previously mixed with carbonaceous materials (e.g. active form of carbon and other carbon-containing material). Because these carbonaceous materials were capable of being readily dried and heated to charring temperatures by microwave energy, rapid heating of the composite material with microwave energy was possible. 138 In fact, microwave energy has been found to rapidly dry and heat these mixtures so that reduction reactions within mixtures were initiated. This method has been used for pretreatment of copper concentrates containing 24 wt-% copper. After smelting of the pretreated concentrates, a reduction product containing 93% copper was obtained.
Microwave-assisted direct reduction
Compared with the intensive work on application of microwave energy to extraction of copper from sulphide ores, limited studies reported the use of microwave energy in recovering Cu from copper oxide ores. Recently, microwave irradiation was applied to carbothermic reduction of copper oxide (CuO) and a malachite [Cu2CO3(OH)2] concentrate. 126 Using an 800-W power supply, and with addition of lignite as a reducing agent having two times the stoichiometric carbon content, almost complete reduction of 10 g of CuO was achieved in 4 min. When lignite was replaced by graphite, isolated spherical and laminar metallic copper particles were formed in the first 2 min of reduction, as shown in Fig. 19a and b . 126 These copper particles having dimensions of a few micrometres were surrounded by unreacted CuO and graphite particles of spherical shape. On the contrary, poor microwave absorption of the malachite concentrate–lignite mixture produced a maximum temperature of only 200°C. By adding 5% graphite powders to the mixture, rapid heating of the malachite concentrate–lignite–graphite mixture (800°C in 2 min) was observed with sequential malachite calcination and CuO reduction. This phenomenon indicated the importance of susceptors in microwave reduction of copper oxide ores. After being irradiated at a power level of 800 W for 440 s, the reduction degree of CuO produced by the calcination of malachite was approximately 90%.
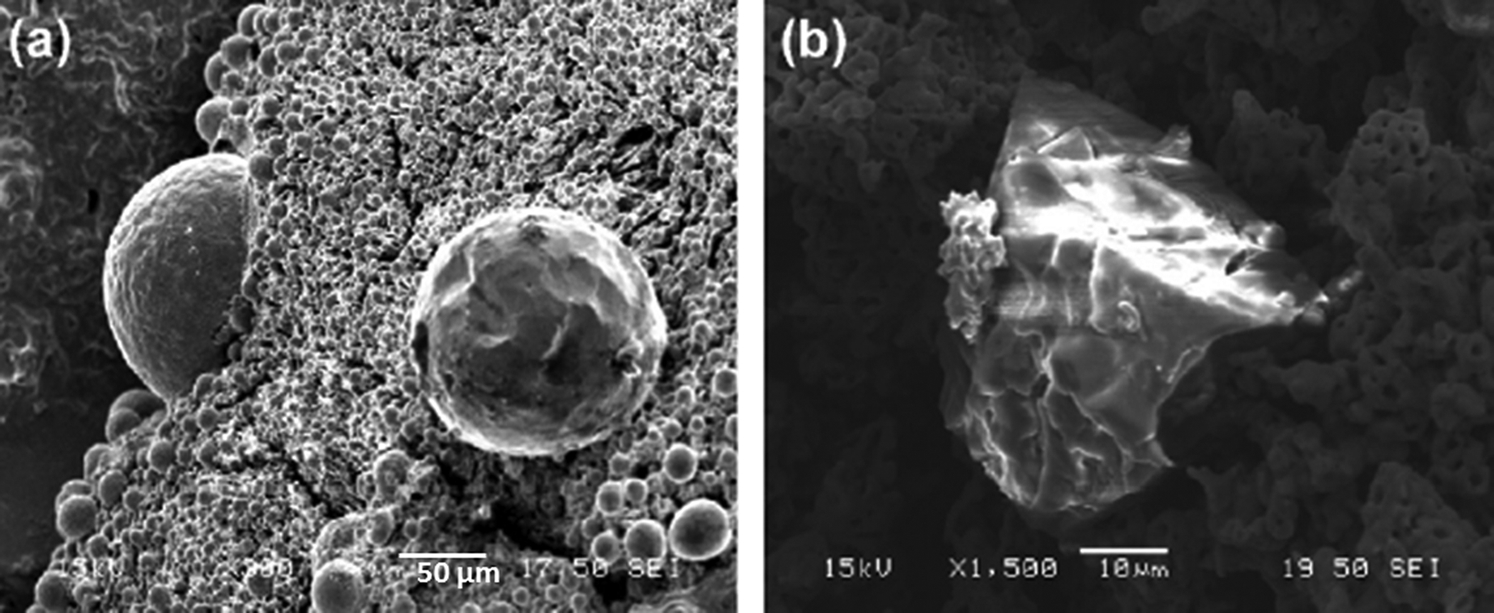
Formations of a spherical and b laminar metallic copper at early stages (2 min) of microwave carbothermic reduction of CuO (power: 650 W, reducing agent: graphite, carbon content: two times the stoichiometric C content) 126 (reproduced with permission of Elsevier)
Zinc
Zinc (Zn) is extracted from sulphide ores, oxide concentrates, silicates and wastes (e.g. EAF dust) by either pyrometallurgical or hydrometallurgical techniques. Pyrometallurgical processes involving the reduction of zinc from roasted concentrate by carbon are primarily used for recovery of zinc from zinc oxide. For processing other types of zinc sources, a combined pyrometallurgical and hydrometallurgical process known as the roast–leach–electrolysis process was developed. At present, approximately 80% of the primary production of zinc originates from this combined process although it suffers from high energy consumption and significant SO2 emissions. 139 To improve zinc extraction with high efficiency and low pollution, much attention has recently been paid to new energy sources like microwaves. Microwave-assisted direct reduction/leaching and microwave pretreatment followed by leaching are the two main routes for zinc extraction.
Microwave extraction/recovery of zinc
Microwave-assisted direct reduction/leaching
In microwave carbothermic reduction of zinc oxide, the reactions rely on the microwave absorption capabilities of reducing agents because pure ZnO rarely absorbs microwave energy at low temperatures. 140 Among common carbonaceous materials used as reducing agents, coke and graphite exhibit better microwave absorption than charcoal and carbon black. This finding has been confirmed by a study on microwave carbothermic reduction of a zinc oxide concentrate. 140 When coke was used as the reducing agent, the reduction degree reached approximately 70% within 12 min using a 2·45-GHz, 1000-W domestic microwave oven. The reduction started from the sample core and propagated outward, demonstrating an opposite direction of heat conduction to that of conventional heating.
Aside from application to carbothermic reduction of zinc-bearing materials, use of microwave energy in zinc extraction via hydrometallurgical route was widely reported. When microwave leaching (2·45 GHz, 650 W) of sphalerite ore (−98+76 μm) was carried out in the solution of 1·0M FeCl3 and 0·1M HCl at 95°C for 30 min, the extraction rate of Zn reached 59·3% opposed to 28·4% under conventional conditions. 141 With leaching of sphalerite ore in H2SO4 and Fe2(SO4)3 solutions, the microwave leaching kinetics was much faster than that produced by conventional heating. The leaching rate of zinc by microwave irradiation reached 92%, whereas by conventional heating it only amounted to 41%. 142 To further understanding of microwave effects on leaching of sphalerite, the leaching kinetics of pure sphalerite crystals in acidic ferric chloride under conventional- and microwave-heated conditions was examined. 139 As shown in Fig. 20, zinc recovery from microwave-heated sphalerite was higher than that from conventional-heated sphalerite under both stagnant and agitated conditions. 139 In particular, the increase in zinc recovery after microwave-assisted leaching was more obvious under stagnant conditions as compared to that in conventionally heated systems. This phenomenon was partly because of ‘skin’ heating, which caused higher temperatures at the walls of the leaching vessel where the particles would be located because of centrifugal forces developed during stirring.
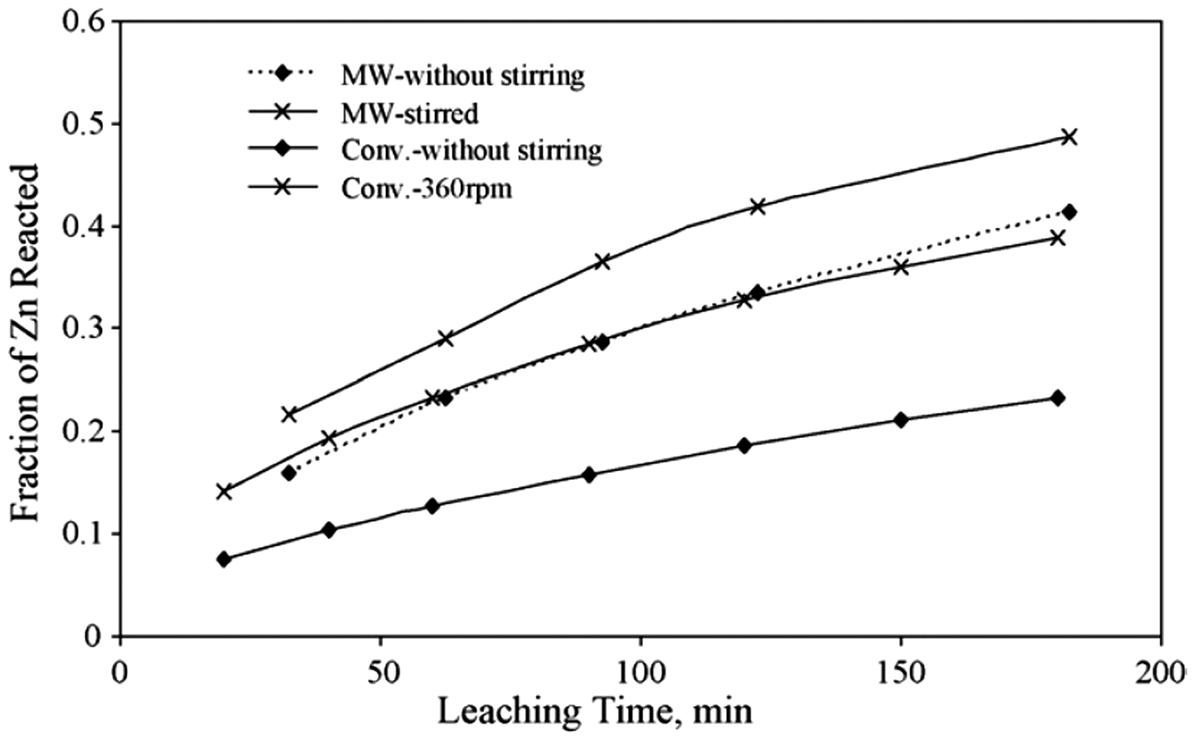
Effect of agitation on microwave and conventional leaching of sphalerite in ferric chloride (CFeCl3: 0·5M, particle size: 38–53 μm, temperature: 91°C) 139 (reproduced with permission of Elsevier). MW: microwave leaching; Conv.: conventional leaching
Microwave energy was also applied to the extraction of zinc from zinc silicate ore using sulfuric acid in a 2·45 GHz, 750 W microwave oven. 143 After being irradiated for 15 min, the extraction rate of zinc was 99·08% and those of silica and iron were 0·30 and 0·10%. The results suggested that microwaves can be used to selectively eliminate silica and iron from the leaching solution.
Microwave leaching has been used for extraction of zinc and lead from a variety of wastes. Electric-arc furnace dust is a hazardous waste product containing large amounts of zinc and lead. By using microwave radiation at 2·45 GHz as the heating source for caustic leaching of EAF dust, the rates of zinc recovery were 5–10% higher under microwave conditions as compared to those observed with conventional leaching. 111 This result was assumed to be because of the super heating of liquids, extremely violent behaviour and interaction of microwaves with the EAF dust in the solution. More zinc was dissolved than lead in the microwave leaching process, which was attributed to a difference in behaviour between zinc and lead compounds under microwave irradiation. Another similar study used a modified home microwave oven for reduction of EAF dust containing petroleum coke. The recovery of zinc and metallization reached 99·23 and 100% within 15 min of microwave irradiation with the addition of 20% carbon. 144 The main phases in the dust consisted of ZnFeO4 (franklinite) and ZnO (zincite). Besides EAF dust, BF sludge containing zinc is another type of waste that was processed using microwave energy. Microwave-assisted leaching of BF sludge resulted in a very rapid dissolution of the zinc-bearing phases in a 0·5M sulphuric acid solution. 145 A maximum Zn recovery of 92% was achieved within 3 min at microwave power of 90 W, compared with 88% zinc recovery after 7 min of conventional leaching at 65°C.
Microwave pretreatment followed by leaching
Microwave pretreatment may significantly enhance the recovery of zinc from wastes. This possibility was demonstrated by leaching zinc using HCl solution from a microwave-pretreated spent catalyst mainly composed of activated carbon saturated with zinc acetate containing 8·76 wt-%Zn. 146 The blocked pores of spent catalyst were unlocked by microwave pretreatment at 950°C for 12 min, increasing the contact area between leaching reagent and zinc source. It was primarily caused by different microwave absorption capabilities of activated carbon and zinc acetate. The pretreatment induced a temperature gradient in the catalyst, forming cracks in the contact face that assist in leaching.
Lead
Recently, microwave energy has found applications in leaching (removal) of lead (Pb) from a copper anode slime that was enriched with copper, lead, tin, and other trace metals. 147 The experimental tests were performed in a self-designed microwave apparatus consisting of an adjustable power supply (0–1 kW), a microwave generator operating at 2·45 GHz, a R26 standard rectangular waveguide, and an applicator. When leaching conditions were optimised using statistical design methods, 87·67% of Pb could be extracted from the anode slime (originally containing 29 wt-%Pb) using triethanolamine solutions under microwave irradiation. The optimal microwave leaching conditions found for the process were as follows: triethanolamine concentration of 3·5 M, leaching temperature of 40°C, solid-to-liquid ratio of 1∶10, and leaching time of 150 min.
Aluminium
Current aluminium (Al) production is principally based on the Bayer process for producing alumina (Al2O3) from bauxite ore, followed by the Hall–Héroult process that converts Al2O3 to metallic Al by dc electrolysis of Al2O3 dissolved in a molten cryolite (Na3AlF6)-based bath. 148 The main drawbacks of the Hall–Héroult process involve high energy consumption, considerable greenhouse gas emissions and appreciable amounts of perfluorocarbons (PFCs) release into the atmosphere. A promising alternative to the Hall–Héroult process is carbothermic reduction of Al2O3 to metallic Al, which would consume less energy with a substantial reduction in greenhouse gas emissions. Owing to strong vapourisation potential of Al2O (g) and Al (g) at high temperatures, there may be significant Al losses if Al-gases are not recovered effectively. Re-oxidation or carbonisation of gaseous aluminium species occur when they condense on walls of the reactor at sufficiently high temperatures, eventually allowing the Al products to react back. To solve this problem, pulsed high-flux microwave heating may offer a promising means to control the reaction rate in carbothermic reduction of alumina. There is little work on alumina microwave reduction likely because of the low dielectric loss of alumina. This difficulty is expected to be overcome by using high microwave-susceptible materials, such as charcoal, as reducing agents. 149
Magnesium
Magnesium (Mg) is the eighth most abundant element in the Earth's crust. 150 Magnesium production over world was dominated by the electrolytic route based on various sources of magnesium chloride in the second half of the 20th century and by the Pidgeon (silicothermic process) process in the last 5 years. 151 Carbothermic reduction of magnesium oxide (MgO) offers an alternative to both electrolytic and silicothermic processes for production of magnesium. This process appears promising because carbon (e.g. coke, charcoal and graphite) is a much cheaper reductant than ferrosilicon and there is significant potential for reduction in equipment size, capital costs, and productivity over electrolytic routes.
Microwave energy was used as the heat source in carbothermic reduction of magnesium oxide. As MgO exhibits a low microwave dielectric loss, the heating efficiency depends on the carbon sources added. Microwave-assisted reduction of MgO using graphite shows various advantages, such as internal and rapid reduction. The carbothermic reduction of MgO has been carried out in different atmospheres (air or argon) utilising a commercial microwave oven operating at 2·45 GHz. 152 It was found that heating of MgO–C mixtures with microwave irradiation was mainly because of joule heating of graphite particles. The carbon content was vital to reduction in samples because samples with C eq (carbon equivalent, the amount of carbon required for the reduction of MgO into pure Mg) less than 3 did not heat above 700°C. The reduction of the mixture under microwave irradiation could be considerably improved by pressing mixture powders, reducing the size of graphite particles and adjusting reduction atmosphere (e.g. performing the reduction in a 300 N mL min−1 argon flowing system).
Titanium
Titanium (Ti) is the ninth most abundant element in the earth's crust. 153 The main titanium-containing minerals are rutile, ilmenite (FeTiO3) and leucoxene. Ilmenite supplies about 91% of the world's demand for titanium minerals. It is recognised that ilmenite is becoming increasingly important because of the rapid depletion of natural rutile. Microwave energy is mainly used for upgrading ilmenite to synthetic rutile or producing metallic titanium from its oxides.
Microwave absorption capabilities of titanium-bearing materials
Reagent grade TiO2 is not microwave receptive because of its low dielectric loss tangent. The temperature of a 0·025-kg TiO2 exposed to 500 W of 2450 MHz power for 7 min reached 67°C only. 154 On the contrary, high-purity TiO2 sintered to practically full density has a very high loss tangent because of oxygen deficiency. 155 Rutile ore containing 95 wt-% TiO2 exhibits a much higher heating rate at significantly lower power levels, which is attributed to its crystal structure characteristics. 154
The microwave absorption properties of titanium-bearing materials are subject to significant changes using different treatments. For example, the microwave properties of ilmenite can be improved by mechanical activation. It was found that mechanically activated ilmenite treated by conical ball mill for 120 min had better properties than those of untreated samples. 156 The result also indicated the important role of particle size in determining the microwave absorption capability. 156 Besides mechanical activation, a number of thermal treatments may considerably enhance the microwave absorption properties of titanium-bearing sources. This finding was supported by the cavity perturbation technique that was used to measure the frequency shift and amplitude of output voltage in the microwave cavity caused by a high titanium slag (90·12 wt-% TiO2). 157 The slag often exhibits a high-frequency shift and a low amplitude of output voltage, suggesting its better microwave absorption capability than raw ilmenite.
Microwave extraction/recovery of titanium
Microwave pretreatment of titanium-bearing materials
Microwave heating is finding increasing use in ore grinding for liberation of valuable minerals. 158 Microwave energy induces boundary fractures inside the ore because of differential expansion between minerals and matrix, facilitating the liberation of minerals. The selective heating characteristic of microwave energy has found uses in grinding of an ilmenite ore. 159 It was shown that the ilmenite ore could be effectively heated to a temperature of 350°C in 1 min. The recovery of magnetite from the ore was increased to 72% for the ore irradiated with 3 kW microwaves for 30 s before water quenching. On the contrary, the recovery of magnetite from the untreated ore was only 44%.
Microwave reduction of titanium-bearing materials
Direct reduction of ilmenite usually requires a high reductive temperature or additives for improving its reactivity. Before thermal reduction, pre-oxidation of ilmenite is usually adopted in the processing of ilmenite ore for production of TiO2 pigment and metallic titanium. Microwave energy was proposed as a heat source for partial reduction of oxidised ilmenite concentrates. 160 The microwave-absorbing characteristics of mixtures of oxidised ilmenite and different carbonaceous reducing agents, including coconut-based activated carbon, coke and graphite, were assessed based on the measurement of microwave attenuation (dielectric loss factor) and frequency shift (dielectric constant) of the materials. The optimum ratios of coconut-based activated carbon, coke, and graphite to oxidised ilmenite were found to be 30, 30 and 10%, respectively. The ionic species of iron in ilmenite concentrates, between the ferrous and ferric states, significantly enhanced the chemical activity. With a certain reduction degree, iron can be preferentially extracted to yield a titanium-rich beneficiate suitable for use as a feed for production of titanium dioxide pigments via the chloride process. 161 Based on these results, the feasibility of pilot-scale production of titanium-rich (mainly TiO2) materials by carbothermic reduction of ilmenite concentrates was examined. 162 Microwave power of 20 kW was used in the work for treating feed pellets of 20 kg with 14% reducing agent (coke) in the temperature range 1100–1150°C for 90 min. The metallisation rate of pellets was 92·1%, and the TiO2 grade of the primary titanium-rich materials was 72·01%. The yield of primary titanium-rich materials reached 67·5%, and the recovery of TiO2 approached 90·1%.
Apart from preparation of TiO2, production of metallic titanium from various sources in the presence of microwave radiation has been widely reported. A recent study suggested that Ti could be recovered from vanadium titanomagnetite ores by microwave carbothermic reduction, followed by smelting in an EAF. 163 Rapid reduction of vanadium titanomagnetite concentrate with coke (Cfixed/Obonded with Fe = 1·2) was achieved because the heating rate reached 60°C min−1 in the first 10 minutes for a 1 kg mixture of pellets irradiated by microwaves at a power level of 10 kW. It was evident that the extent of the reduction was largely dependent on the reducing agent used. However, it was also surprising that, in vacuum, microwave irradiation might not only act as a heat source but also promote the reduction of TiO2 without any reducing agent. 164 This feature was attributed to the fact that microwave irradiation caused field electron currents inside TiO2 under vacuum, which then enabled the atomic oxygen plasma emission that resulted in the direct reduction of TiO2. In fact, there are other advantages of microwave-vacuum reduction of titanium oxides. The vacuum reduction of titanium oxides under microwave irradiation at the maximum point of the magnetic field in a single-mode cavity showed a higher reduction degree of TiO2−x and a lower activation energy for reduction compared with conventional heating. 165 Furthermore, the morphologies of TiO2−x after conventional heating and microwave magnetic field irradiation were distinct. Figure 21a shows that TiO2−x was crystallised with round-shaped Laue spots after conventional heating. 165 However, under microwave magnetic field irradiation it became decrystallised with some nano-domain crystalline structures, as indicated by the encircled areas in Fig. 21b . The Laue spots also appeared as concentric arcs. It was found that microwave energy could convert into not only thermal energy but also chemical and kinetic energies. In particular, the distribution of the kinetic energy was about 4·4 times greater than that of the thermal energy and the energy distributed as activation energy was 10 3 times less than both the kinetic and thermal energies.
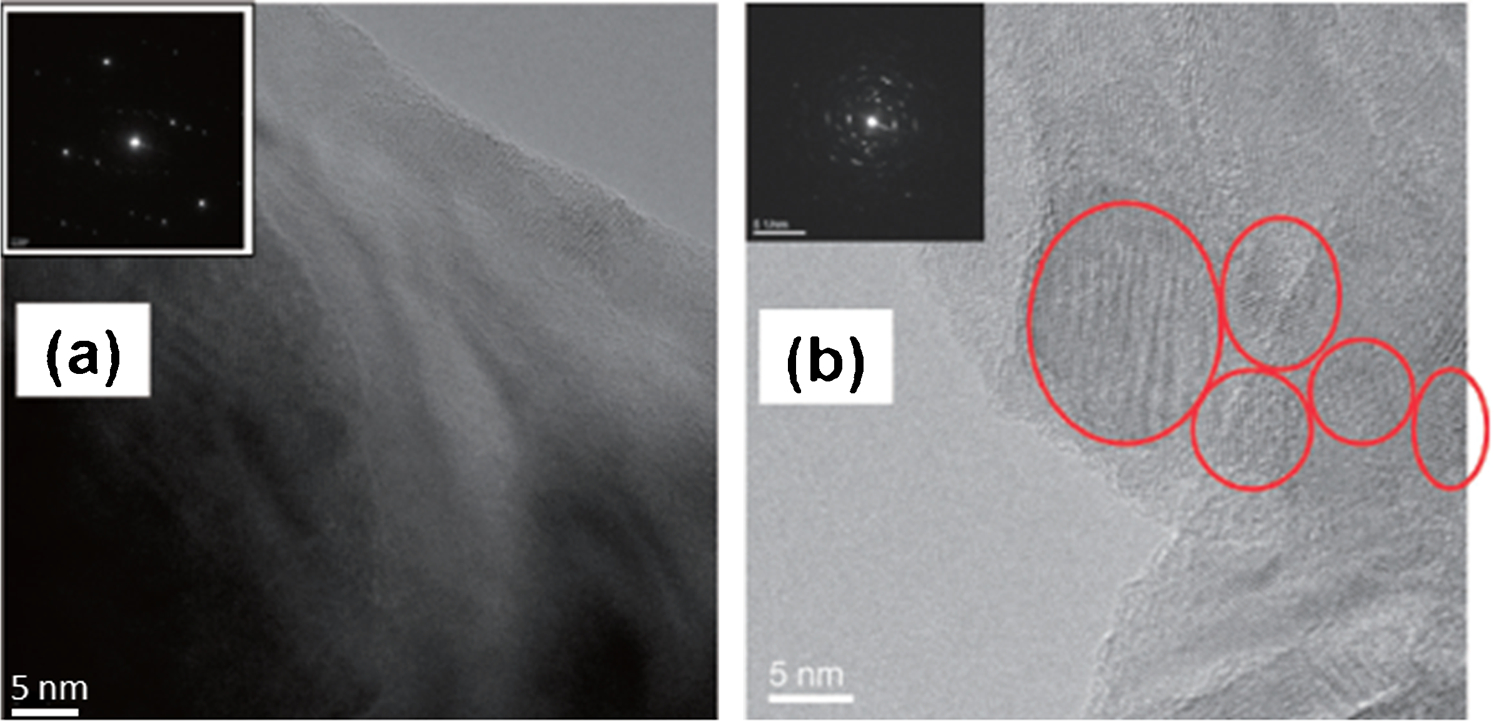
TEM images of TiO2−x; a conventional heating and b microwave magnetic field irradiation 165 (reproduced with permission of the Chemical Society of Japan)
Molybdenum
The application of microwave energy to production of molybdenum (Mo) focuses on recovering Mo from waste catalysts, such as spent hydrodesulfurization (HDS) catalysts. The spent catalysts are produced from petroleum refineries and mostly contain aluminium (Al), molybdenum (Mo), nickel (Ni) and cobalt (Co). They are classified as hazardous wastes in which valuable metals should be recovered. It was shown that selective leaching of Mo from two spent catalysts using microwave energy could be achieved after the catalysts were pre-roasted at 500°C. 166 Specifically, with microwave-assisted leaching conditions (4 cycles of 30 s, 2·45 GHz, 800 W, 10 g L−1 NaOH solution), the leaching rates of Mo reached 89 and 91% for Ni–Mo and Co–Mo catalysts, respectively. Molybdenum was recovered from the solution with Ni and/or Co extracted from the resulting solid residue. The experimental conditions represented an optimal compromise between Mo extraction and selectivity because Al dissolution was only between 6 and 9%. Compared with conventional leaching, microwave leaching exhibited obvious advantages, as shown in Table 8. 166 It is evident that microwave leaching had greater selectivity (larger Mo/Al) and higher leaching efficiency although details of temperature measurements during microwave leaching were not provided in the study.
Comparison of Mo and Al extraction and selectivity (Mo/Al) between conventional and microwave leaching (S/L = 50 g L−1, NaOH = 10 g L−1). Standard deviations were calculated based on the results of three independent experiments 166
Mo: molybdenum; Al: aluminium; Ni: Nickel; Co: cobalt.
Tungsten
The production of tungsten (W) from its oxides can be improved by using microwave energy. Recently, metallic tungsten was prepared by microwave plasma-induced reduction using coarse grade, crystalline WO3 as the starting material. 167 The experiment applied a 2·45-GHz, 5-kW microwave source (magnetron) for generating plasma with nitrogen gas. During the preparation process, hydrogen gas, at an optimal flow rate, was used as a carrier gas for the oxide powder feed. Both nanostructured α-W and β-W were found in the final product. The observed particle/crystallite sizes were significantly finer when compared with the product synthesised using conventional plasma (DC or RF plasma) because of the lower processing temperature of the microwave plasma synthesis technique.
Gold
Gold (Au) can be extracted from minerals using various methods depending on the mineralogical characteristics of the materials. From a metallurgical point of view, gold ores can be divided into two main groups: free-milling gold ores and refractory ores.
168
For free-milling ores, some of the gold is directly recovered by gravity methods and amalgamation while the majority of the gold is extracted by cyanide leaching (cyanidation) in which dissolution of gold proceeds according to the equation given as
169

Microwave extraction/recovery of gold
Microwave pretreatment of gold-bearing materials followed by leaching
Microwave pretreatment is used to augment the grinding of complex gold ores before cyanide leaching. The pretreatment usually enhances access to the mineral of interest and percolation/migration of lixiviants by micro-crack formation within the host minerals. The formation of micro-cracks also allows size reduction and liberation of gold at a lower stress level because of thermal stress cracking associated with selective heating of the different mineral components under microwave irradiation. This strategy is expected to maximise recovery and man hours spent at processing plants. Recently, the effect of microwave pretreatment on the grindability and leachability of a free-milling gold ore containing quartz, silicates and iron oxides was examined. 173 As shown in Fig. 22a , the crushing strength (average) of 50 ore particles in the size range between 0·25 and 3·4 mm was reduced by 31·2% after microwave pretreatment (2·45 GHz, 800 W). 173 The presence of micro-cracks improved the extraction rate of gold, which exceeded 95% within 12 h opposed to 22 h for the non-microwaved sample. The results are presented in Fig. 22b .
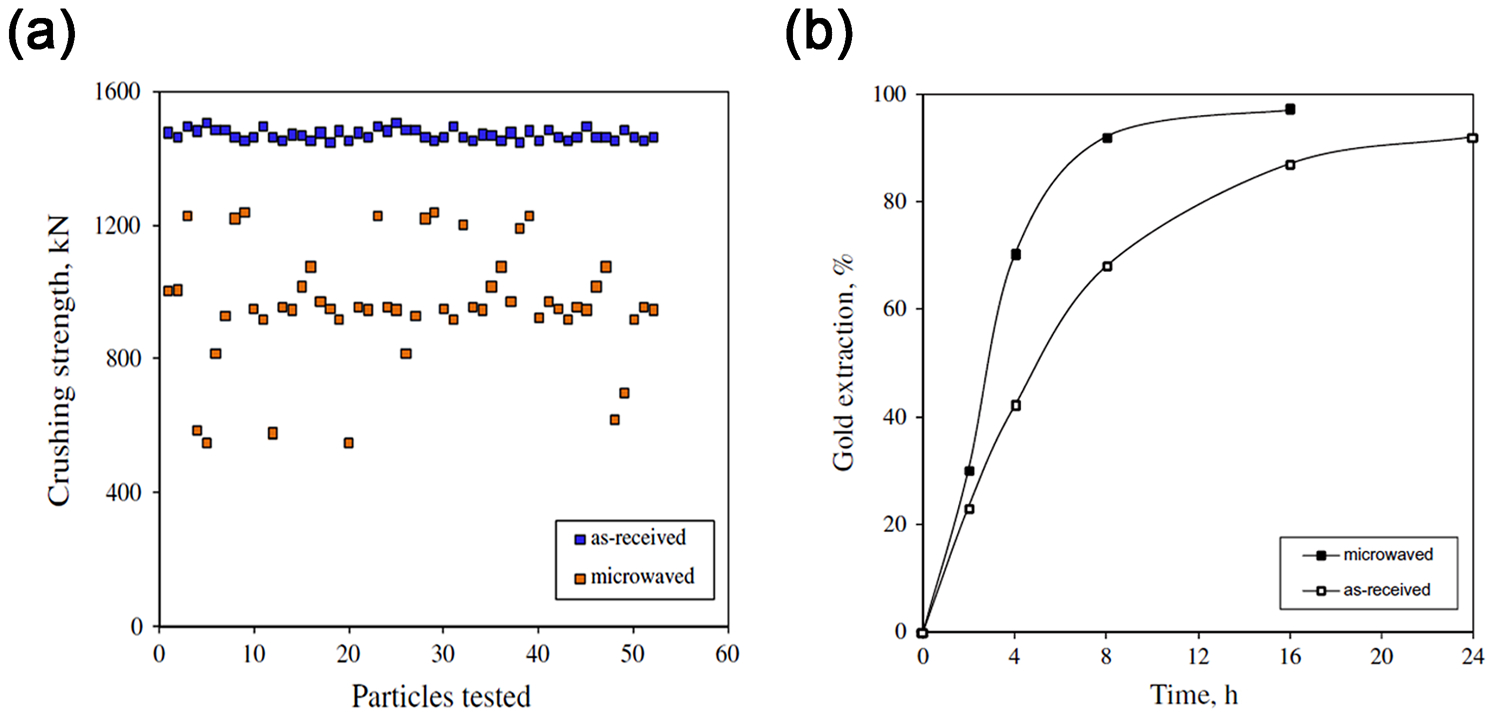
Scatter plot showing a the crushing strength of 50 as-received and microwaved gold ore particles (heated to 735°C) and; b gold extractions from as-received and microwaved gold ores 173 (reproduced with permission of Elsevier)
Extraction of gold from gold ores containing carbonaceous matter and sulphidic minerals (double refractory) usually requires an oxidation step to liberate the ultra-fine gold from the matrix of the sulphides and to remove carbon that pre-robs the dissolved gold. The use of microwave energy was found useful in roasting a double refractory flotation concentrate for removal of sulphidic and carbonaceous matters. 174 The sample temperature increased with increasing incident microwave power, processing time and sample mass. As a result of hyperactive response of the concentrate to microwaves, a low incident power of 600 W was found to be suitable for roasting and higher power levels resulted in sintering and melting of the concentrate. Although the gold extractions exceeded 96% for both microwave roasting and conventional roasting, microwave roasting resulted in a higher total carbon removal rate, a greater heating rate and a lower specific energy consumption. In another study, microwave energy found applications in sulfur removal through the oxidative roasting (neutral atmosphere) of a refractory pyrite–arsenopyrite flotation concentrate, which gave a 99% gold recovery with a significant reduction in processing time and energy consumption. 175
The performance of microwave roasting and conventional roasting (700°C with constant oxygenation) in recovery of gold from refractory gold ores has been compared recently. 168 Both approaches were found to be able to transform sulphidic matrix minerals into oxides, allowing easier trapping of gold by leach liquors. After applying microwave energy, the roasting time was reduced by 77–83%. On average the consumption of electrical energy was decreased by about 88%, while the gold recovery obtained was about 90% of that achieved through traditional roasting. It was also found that too high temperature should be avoided because sintering of the load material had detrimental effects on the recovery stages (leaching or smelting). In addition, two measures were proposed to improve gold recovery: varying the applicator dimensions and applying microwave heating cycles. In principle, the former is sometimes necessary for maximising energy peaks, higher heating rates and more rational use of energy. This is because any load that enters the applicator will distort the electromagnetic field distribution due to the variation of the material dielectric constant. The latter has a positive effect on the recovery margin of gold ores because it is possible to roast more material without sintering.
For treatment of double refractory gold ores having relatively poor microwave absorption capabilities, the way the microwave energy is applied has impact on gold recovery. In a study on extracting gold from a double refractory gold ore containing 1·56 wt-% sulfur and 5·96 wt-% total carbon, direct microwave roasting, indirect microwave roasting (using magnetite as a susceptor) and conventional roasting were performed to remove carbonaceous matters. 176 After direct microwave roasting, the room temperature permittivity of the gold ore decreased to extremely low values because of dehydration, a decrease in the inorganic carbonaceous matter and the conversion of pyrite (FeS2) to haematite. Although the temperature of the gold ore increased with mass, time and microwave energy input, the decreased microwave absorption in the ore made oxidation of remaining organic carbon difficult. In contrast to direct microwave heating, effective removal of carbon was obtained for indirect microwaved samples with a high gold extraction, essentially because of the hyperactive microwave response of the susceptor. Figure 23 compares gold recoveries for conventional and indirect microwaved roasted samples after cyanide leaching. 176 It is revealed that the recovery of gold from indirect microwaved samples could be completed much faster than that from conventional processed samples. To extract 98% of the gold, only 40 min of indirect microwave roasting was needed for the samples. For conventional roasting, however, the time must be extended to more than 20 h (26 h at 580°C and 24 h at 710°C).
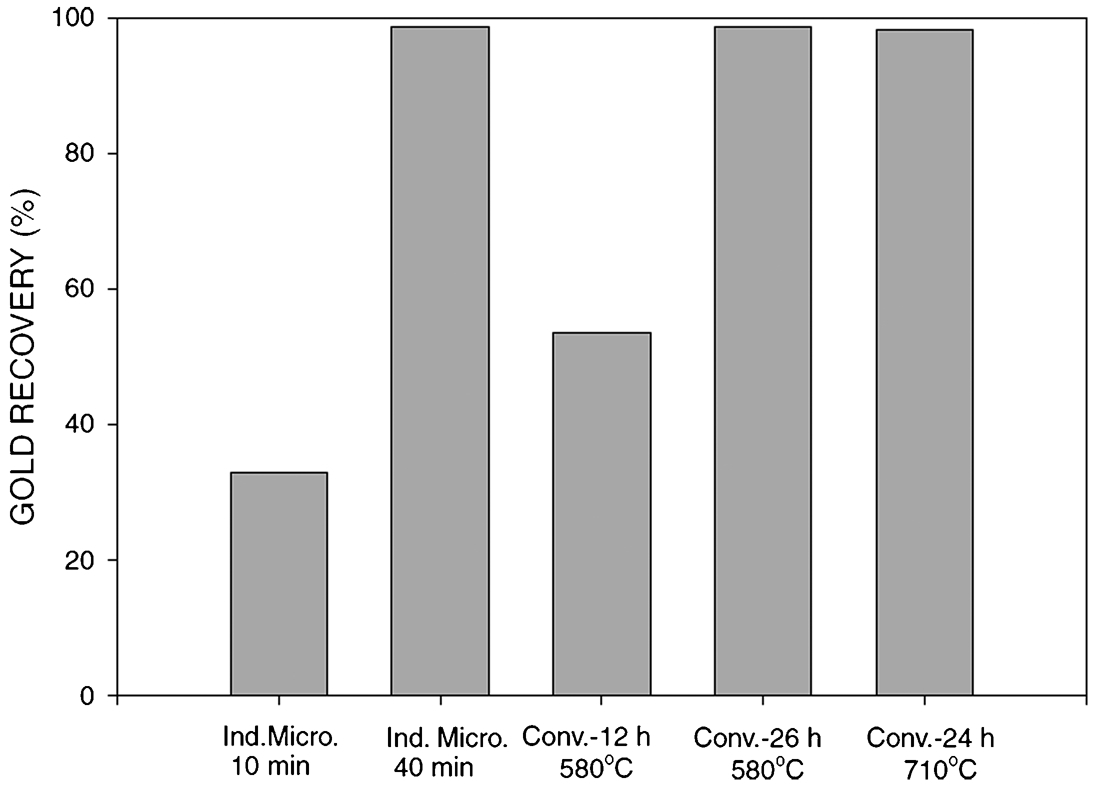
Gold recoveries for conventional and indirect microwaved roasted samples after cyanide leaching (frequency: 2·45 GHz, power: 700 W) 176 (reproduced with permission of Elsevier)
Gold recovery is expected to be improved by examining different process schemes with microwave pretreatment. For example, three process schemes were used for processing a gold concentrate in which finely dispersed gold inclusions were originally inaccessible by cyanide solution. They included (1) calcination at 360°C, (2) oxidative roasting at about 600°C, and (3) sintering with KOH at about 380°C. 177 In all cases, the final operation was the recovery of gold from calcine by cyaniding. Calcination at 360°C in a microwave field gave higher values of the indices in comparison with the other two schemes. In oxidative roasting, the lower recovery of gold was a consequence of haematite formation. The poor recovery of gold when the concentrate was sintered with KOH was probably because of the formation of oxide films on the particle surface (possibly dense haematite and insoluble compounds) that hindered access of cyanide. Pyrite was identified as the main mineral contributing to heating of the gold-containing concentrate by selective absorption of microwave energy. The processing scheme consisting of calcination, followed by cyaniding, gave a 94·8% gold recovery from the concentrate.
Gold may be economically recovered from gold-bearing ores if the process does not require flotation and roasting steps. A promising process proposed in the early 1990s included steps to expose pre-crushed ore (up to 95% of the ore passing a 2 mm screen) to pulses of microwave energy of 1–30 s durations with intervals of 10–120 s between pulses for a total treatment time of up to 1 h to condition the ore. Then, gold was leached from the conditioned ore, which had been ground to a size of below 76 μm. 178 It was thought that improvement in gold recovery of the crushed ore was not because of oxidation of sulphides to any significant extent but was caused by micro-cracking in the crushed ore as a result of exposure to pulsed microwave energy. This speculation was confirmed by an experimental investigation of gold recovery from an Ora Banda gold ore using pulsed microwave energy. When the crushed ore was treated with 1300 W microwave energy for 3 s every 30 s for 10 min, an increase of up to 62% in the amount of gold could be recovered from the crushed ore compared with the unprocessed ore. During the pretreatment, there was little change in composition except for a small amount of oxidation. Additionally, the entire process did not depend on the frequency of microwave energy.
Microwave recovery of gold from wastes
Microwave energy was utilised in gold ore processing plants to combust waste activated carbon containing very high gold values. 179 The resulting ash was treated by conventional cyanide leaching to recover any gold. The dielectric property measurement of the carbon showed that it had good microwave absorptivity with extremely high permittivity values. The sample temperature increased with increasing incident microwave power, sample mass and decreasing particle size. A maximum sample temperature of 1010°C was attained in 5 min for a 3-g sample with a particle size of below 90 μm at an incident microwave power of 1000 W. By introducing air into the microwave combustion chamber, carbon could be completely oxidised, forming a residue of gold-containing ash that was treated by the cyanide leaching process for gold recovery. Over 95% gold extraction could be achieved within 8 h from the ash by leaching. Microwave combustion of gold-containing waste activated carbon is a novel and technically viable process for gold recovery.
Platinum and rhenium
Natural platinum (Pt) resources are limited and mainly found in Russia, North America, Canada and South Africa. 180 As these resources become depleted, it is necessary to recover platinum and other associated metals, such as rhenium (Re), from secondary materials, particularly spent catalysts. The recovery of platinum and rhenium from a platinum/rhenium bimetallic spent catalyst containing 0·2 wt-%Pt and 0·43 wt-%Re using aqua regia in the presence of microwave irradiation was investiagted. 181 With microwave-assisted leaching, platinum was precipitated as diammonium hexachloroplatinate (NH4)2PtCl6 with recoveries of 98·3 and 96·5% for microwave and conventional processes, respectively. Ignition of the intermediate product led to platinum powder with purities of 99·3 and 98·8%, respectively. On the other hand, rhenium was precipitated from the filtrate as potassium perrhenate (KReO4) with recoveries of 98·9 and 94·2%, respectively.
Discussion
Application of microwave energy to extractive metallurgy is still in the early stages of development although it has been studied for over half a century. The information presented in this review demonstrates that in recent years there have been significant advancements and achievements in both investigations of microwave fundamentals, associated metallurgical processes for extraction of a number of metals and microwave applications to pretreatment of metal sources, reduction of metal oxides/ores and treatment of relevant wastes. In particular, microwave ironmaking and steelmaking were found successful in numerous laboratory-scale studies exhibiting a significant reduction in energy costs and CO2 emissions. Over the past 10 years, researchers also made significant progress in the scale-up of this novel metallurgical technology with successful construction of large microwave heating systems equipped with power up to 225 kW. Also, attempts to apply microwave heating for metallurgy at various frequencies (915 MHz, 28 and 30 GHz), besides the commonly used 2·45 GHz, were widely reported. However, it should be noted that in most studies reported thus far, experiments were performed on a small scale using microwave power less than 3 kW. Hence, there are still limited industrial applications, attributed to the two main factors that obstruct advancement of this technology: non-uniform heating and thermal runaway. The former has been observed in many experiments where ‘hot spots’ are generated. It can be expected that inhomogeneous temperature distribution is more serious during large-scale microwave heating. This problem is primarily caused by non-uniform microwave distribution as a result of improper applicator design but is also affected by various microwave absorption behaviours of materials. The latter usually makes the metallurgical heating process difficult to control, essentially because of strong temperature dependences of permittivity and permeability. In principle, non-uniform heating and thermal runaway may be simultaneously associated with non-thermal effects, a.k.a. the ‘microwave effect,’ which affects the heating process by accelerating reaction rates. As previously mentioned, the origin of non-thermal effects is unclear because driving forces, such as lowering of the Gibbs energy of activation for any given reaction, may proceed through different modes. They would include storing microwave energy in the vibration energy modes of molecules or by alignment of molecules. 31 Meanwhile, existence of the microwave effect remains inconclusive because it was claimed by some work to be associated with temperature gradients and perceived as a purely thermal phenomenon. Critical debate among experts on this effect clearly suggests the need for further exploration of microwave–material interactions, which dominate the entire microwave heating process.
It is crucial to achieve controllable uniform microwave heating for the eventual commercialisation and industrialisation of metallurgy using microwave energy. There are two approaches from technological and scientific perspectives that rely on the development of technology to allow advancements in science.
From a technological (technical) point of view, multiple measures could be used to fulfil large-scale uniform heating according to the factors influencing microwave heating, as discussed previously. They include applications of:
variable frequency microwave heating, which can potentially lead to a much more homogeneous heating profile by producing multiple hot spots 182,183
multimode cavities with an adjustable power source, which have been claimed to be beneficial for uniform electromagnetic field distribution and greater sample densification 184
pulsed microwave irradiation, which consumes less energy and allows sufficient time for redistribution of heat inside materials 185,186
hybrid heating, which avoids some inherent drawbacks of microwave irradiation for specific processes when considering changes in microwave absorption properties at elevated temperatures
optimal sample dimensions (e.g. thickness), which control microwave absorption in samples, obtained through analyses of reflection loss, impedance matching degree, and microwave absorption characteristics of materials 187,188
sensitive and accurate temperature measurement tools, which not only guarantee the efficiency of large-scale microwave heating, but also help with identification of the non-thermal effect – a ‘myth’ of microwave heating.
From a scientific perspective (at the fundamental level), there is a high demand for work in the understanding of microwave–material interactions. It could be accomplished, to a large extent, by further characterising microwave absorption capabilities of materials with an emphasis on the effects of microwave frequency, sample morphology, size, geometry, etc. Any data obtained would help establish a solid foundation for accurate modelling and simulation of heating, which has emerged as a prerequisite for proper and efficient design of microwave applicators (Fig. 24). 189–194 Combining efforts of numerical simulation and experimental attempts, based on further understanding of microwave–material interactions, would not only contribute to successful design of efficient microwave furnaces for commercial and industrial uses in the field of metallurgy but also benefit the exploration of many relevant material processing applications for recognising the full potential of microwave heating.
Route to commercialisation and industrialisation of microwave-assisted metallurgy
Conclusions
In summary, microwave energy has been broadly used for extractive metallurgy because of the unique and distinguishing advantages of microwave heating. This paper reviews scientific literature relevant to microwave-assisted metallurgy covering both principles of microwave heating and various applications to metallurgical processes for extraction of metals. Although there is still much work ahead for advancing the understanding and applications of microwave-assisted metallurgy, the use of microwave energy in extractive metallurgy represents a very promising technology that can achieve commercialisation and industrialisation provided proper measures are taken from technical and scientific perspectives. Meanwhile, as only limited work on large-scale high-temperature microwave processing was reported thus far, the pioneering examples established by microwave-assisted metallurgy will no doubt constitute a successful model for many existing and potential applications of microwave energy. In the future, tremendous progress in both materials science and microwave engineering can be expected.
Footnotes
Acknowledgement
This work was supported by the Michigan Public Service Commission, U.P. Steel, the United States Department of Energy (Grant DE-FC36-01ID14209) and the Shenghua Lieying Programme of Central South University (Grant 7607050025).