
Abstract
In this work, the solid state diffusion of magnesium was studied in magnetite based pellets at temperatures between 500 and 1000°C. The samples were laboratory produced pellets with a largely exaggerated addition of olivine. The results showed that the olivine particles after oxidation had decomposed along the particle boundary and turned into magnesioferrite crystals and pyroxene/vitreous silica. Large patches of magnesioferrite rich in magnesium oxide were spread out among the haematites in the interior of the pellet. In the subsequent reduction, the haematite was converted to magnetite at 500°C. At temperatures of 800°C and above, the magnesium in the magnesioferrite diffused out to the secondarily formed magnetite and wüstite. During reduction at 600–700°C, cracks appeared along this boundary as the haematite transferred into secondary magnetite. Comparison to a commercial olivine pellet showed that the diffusion of magnesium followed the same pattern as in the laboratory pellets.
Introduction
The blast furnace has been used for reduction in iron ores since at least the fourteenth century in Nordic countries, and extensive research is still being carried out to further optimise operation towards higher productivity and lower consumption of reducing agents. In Scandinavia, the main iron bearing material is pellets, and pellet properties are commonly improved by certain additive minerals added to the pellet feed before balling. The presence of these additives has a critical influence on properties such as reducibility,1 – 6 pellet strength,3,4,7 swelling3,4,6 – 9 and softening/melting of the pellets.1,6,9 – 12 One of the keys to further improve pellet properties is therefore to increase the fundamental knowledge of how these additive minerals interact with the ore in the blast furnace during reduction.
The pellets are composed of an agglomerate of finely ground magnetite or haematite ore to which a binder such as bentonite clay and other additive minerals are added. The pellets are then fired in an induration furnace before reduction. This pelletisation process produces complex microstructures containing primary and secondary iron oxides, iron containing compounds and glasses.13
In a previous study, the interaction during reduction between the iron oxides and the three common additive minerals (quartzite, calcite and olivine) was studied. Olivine, which will be studied further in the current work, decomposes during induration to form vitreous silica and MgO that dissolve in the magnetite, forming magnesiospinell or magnesioferrite.14,15 The magnetite particles of the green pellet are hence converted into parts oxidised into pure haematite and parts of magnesiospinell with about 12–15% dissolved MgO.14 The boundaries between these two phases in the same original magnetite particle are cohesive and extensive, but have been reported to open up in wide gaps during low temperature reduction.7
The many beneficial effects of MgO additions have been summarised in a previous work,16 with the important benefit considered to be the enhanced high temperature properties of the pellets. However, with the abovementioned influence of MgO on the low temperature characteristics of reduction, efforts to gain more knowledge of the magnesium oxide at low to medium temperatures are desirable. In the previous work, it was shown that the magnesium from the magnesiospinell phase in the pellets had diffused out to the rest of the iron oxide particles at 900°C and that reaction with the silica slag occurred at 1000°C. The reduction in haematite starts at significantly lower temperatures than this, so the aim of the current study is therefore to clarify the diffusion behaviour of magnesium, from the magnesioferrite phase in olivine pellets, at low to medium temperatures.
In order to enable measurement and detection of the magnesium diffusion in the samples, pellets with exaggerated amounts of olivine were used. Tests were therefore also performed on pellets with normal addition of olivine for comparison.
Methods
In this study, reduction tests were carried out isothermally in a tubular furnace (Fig. 1) at 500, 600, 700, 800 and 900°C. The gas composition used was CO/CO2 = 32∶78, which thermodynamically limits reduction to magnetite at all temperatures except for 800 and 900°C, where wüstite is the stable phase (Table 1). The 800 and 900°C tests were also run at CO/CO2 = 10∶90 to limit the reduction to magnetite even at these higher temperatures. The temperature was recorded with a thermocouple located 2 cm under the sample. The tubular furnace used was preheated to the desired temperature, and the samples were then inserted and preheated for 2·5 min in nitrogen gas. The CO/CO2 mixture was then introduced at 12 L min−1. The sample weight loss was continuously recorded by a thermobalance during the reduction period. The samples were kept in the furnace for 2 h, after which they were lifted up to the water cooled upper part of the furnace tube and cooled for 20 min at 125°C in nitrogen. The final cooling was carried out in air at room temperature.
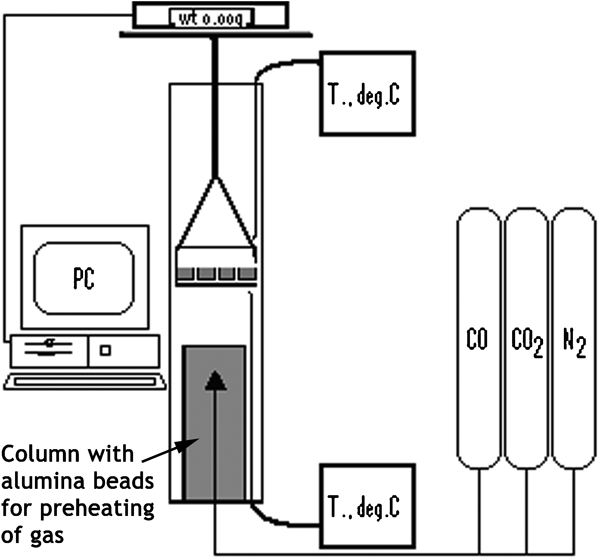
Schematic view of experimental apparatus used for reduction tests
Conditions for reduction in pellets with additions of olivine at temperatures of 900°C and below
Sample preparation
The pellets were made from a magnetite concentrate blend to which the additive mineral olivine was added. Bentonite (0·5%) was also added to the pellets for balling purposes. The iron oxide blend was a mixture of 90% magnetite concentrate and 10% haematite concentrate. An exaggerated amount of olivine was used in order to enable analyses of phases that do not otherwise occur in sufficient amounts for X-ray diffraction (XRD) and energy dispersive spectroscopy (EDS) analyses. This method was also used and evaluated in a previous work by the authors.16
Iron oxide (200 kg) and the additives were mixed and balled to pellets in a laboratory pelletising disc. These pellets were then oxidised in an LKAB pot furnace by heating to 1280°C, allowing ∼20 min at this temperature before cooling. Pellets (2 kg) were taken out for analysis and reduction tests. All pellets were taken out from a small zone at the furnace centre to minimise differences in oxidising conditions that prevail, for example, in the bottom compared to the top of the furnace. For comparison, pellets were also produced based on the recipe of a commercial olivine pellet.17 A complete raw material specification, as well as calculated chemical analysis of the finished pellets, is given in Table 2.
Chemical compositions of raw materials and finished pellets
Analysis
The samples were characterised before and after reduction by scanning electron microscopy (SEM) and XRD. SEM analysis was facilitated by a Philips XL 30 with energy dispersive analysis. The quantitative analysis was carried out with ZAF correction and calibrated against cobalt. The pellets were mounted in epoxy resin and cut approximately in the middle with a thin diamond saw. Finally, they were polished down to 1 μm fineness with diamond pastes before gold coating. The aim of the SEM analysis was to obtain a representative view of the pellets from each experiment. As chemistry and morphology in the pellets were found to vary across the pellet radius, images and point analyses were taken both in the pellet periphery and in the core. In each of the chosen areas for analysis, typically 10–25 chemical point analyses were taken to gain an overview of the phases present. In most cases, images and point analyses were all collected from only one representative pellet, whereas in a few cases, cracks or other deviances necessitated examination of all the three pellets to obtain a representative result. In order to distinguish between magnetite and wüstite, the samples were, in a few cases, etched with 0·02M hydrofluoric acid. Analysis by XRD was carried out on pulverised samples using a Siemens D5000 X-ray diffractometer. All samples were scanned in 2θ range of 10–90° for 1 h and then, depending on the phases of interest, in selected ranges for periods up to 10 h.
Nomenclature
This work concerns the solid state diffusion of magnesium in magnetite and wüstite. In order to be clear and consistent, it is necessary to define the nomenclature used. Magnetite (FeO.Fe2O3) and magnesioferrite (MgO.Fe2O3) form the end members of the continuous series of solid solutions between magnesium and iron in spinel form. Pure magnesioferrite contains 20%MgO, but the term ‘magnesioferrite’ has commonly been used loosely to describe a phase that is isomorphous with magnetite but having a significant content of MgO. The terms magnesium ferrite and spinel have also been used as synonyms for magnesioferrite in the literature.14 However, according to Niiniskorpi, it is possible to distinguish three different phases of this series
The term ‘magnetite’ refers to spinel with a composition resembling the original magnetite ore particles, and ‘magnesioferrite’ refers to the composition usually recorded in the finished product.
Unless otherwise clearly stated, this nomenclature will be used in the current work.
Results
Oxidation
Figure 2 shows typical examples of magnesioferrite in the core and shell of an oxidised olivine pellet cross-section. In the oxidising atmosphere, the olivine particle in Fig. 2a has decomposed along the particle periphery to form magnesioferrite crystals and vitreous silica. The lamellas in the olivine corona closest to the particle core are too small to be analysed by EDS. However, Ryösä,15 based on micro-Raman spectroscopy, found this corona to consist of magnesioferrite, orthopyroxene and olivine. At the same time, magnesium has been released and diffused out from the particle to the surrounding haematite. In the pellet periphery, the magnesioferrite is associated with the olivine particles, as shown in Fig. 2a , whereas it is randomly spread out among the secondary haematite at the centre, as shown in Fig. 2b . The mechanism for the formation of magnesioferrite during oxidation in olivine pellets has been described elsewhere.14
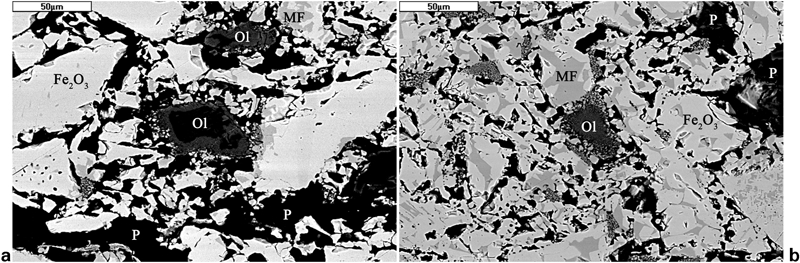
Images (SEM) a from peripheral areas of olivine pellet after oxidation at 1280°C and b from central areas of olivine pellet after oxidation at 1280°C (Fe2O3: haematite; MF: magnesioferrite; Ol: olivine; P: pore)
Reduction
Table 3 summarises the reactions occurring in the olivine pellet in different experiments of this study. The conditions in the experiments are changed in a way that shifts the equilibrium along the path marked out in the Fe2O3–FeO–MgO system viewed in Fig. 3. In oxidising conditions, haematite is in equilibrium with magnesioferrite (state 1 in Fig. 3). In the reduction tests, the equilibrium is shifted from haematite to magnetite (state 2) and finally to wüstite (state 3). In both cases, magnesium dissolves into the crystal structure, so that the solid solutions of magnesium magnetite and magnesiowüstite are ultimately formed.
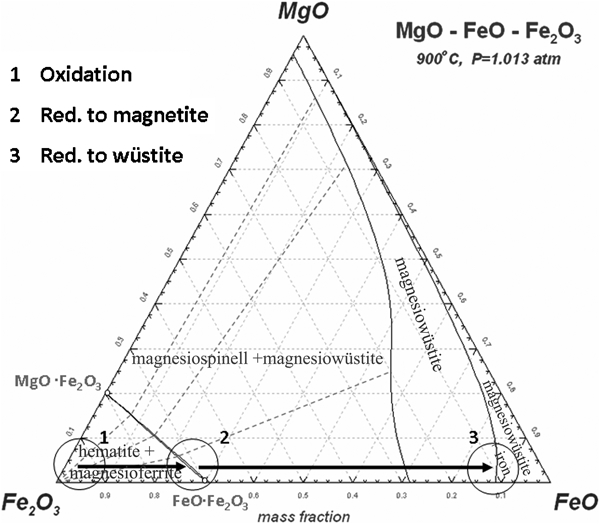
Phase diagram for MgO–FeO–Fe2O3 system obtained by FactSage: compositions for equilibrium systems at oxidation and reduction to magnetite and wüstite are marked out in diagram as points 1, 2 and 3 respectively
Summary of reactions occurring in olivine pellet at different temperatures
The results of reduction showed that the samples reduced at the temperatures of 500, 600 and 700°C were all very similar, and the image in Fig. 4 of the structure in the pellet core is representative of all three cases. In all the reduced samples, all haematite have turned into magnetite in the entire pellets all the way to the core. The haematite particles that were reduced at temperatures up to 500–700°C are porous, whereas reduction at 800 and 900°C yields a denser structure. Figure 4 shows porous magnetite particles after reduction at 700°C, whereas Fig. 5 shows dense wüstite particles after reduction at 900°C. The structure in Fig. 4 is similar to that in Fig. 2b , but the haematite in Fig. 2 is now transferred into magnetite with a porous cheese type structure. In Fig. 5, it is not possible to identify the old magnesioferrite phase, and there are no small pores in the wüstite particles.
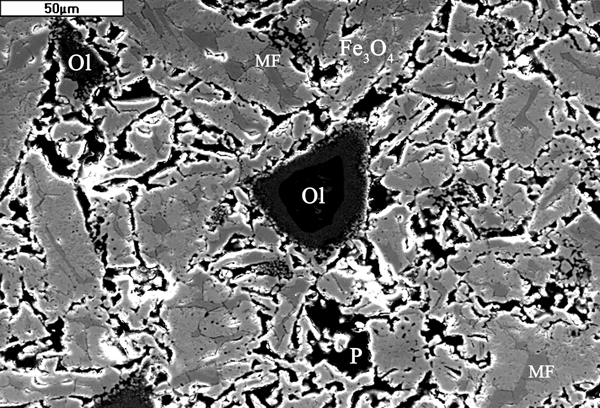
Image (SEM) from central areas of olivine pellet oxidised at 1280°C and reduced for 2 h at 600°C (Fe2O3: haematite; MF: magnesioferrite; Ol: olivine; P: pore)
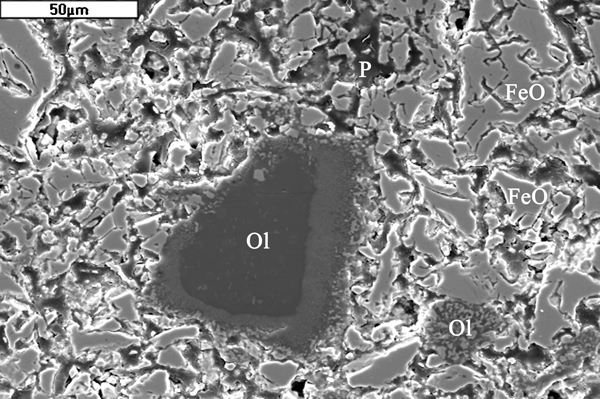
Image (SEM) from central areas of olivine pellet oxidised at 1280°C and reduced for 2 h at 900°C [FeO: wüstite (0–9%MgO); Ol: olivine; P: pore]
In the samples reduced at 500–700°C, the boundaries between the secondary magnetite and the magnesioferrite have cracked to some extent. Figure 6 shows these cracks in the pellet shell and core after reduction at 700°C. High magnification images of the magnesioferrite/haematite boundary in the indurated pellet before and after low temperature reduction are shown in Fig. 7. The cracks formed are clearly visible in Fig. 7b .
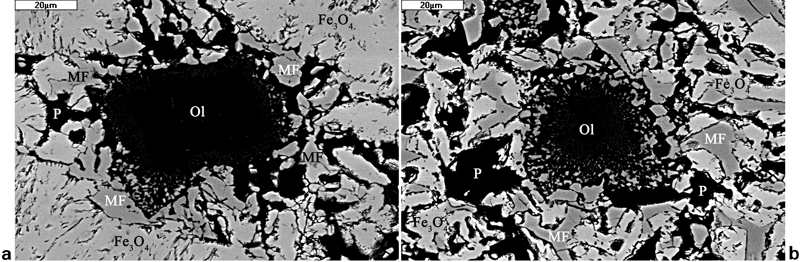
Image (SEM–BSE) from a peripheral part of olivine pellet oxidised at 1280°C and reduced for 2 h at 700°C and b core of olivine pellet oxidised at 1280°C and reduced for 2 h at 700°C (Fe3O4: magnetite; MF: magnesioferrite; Ol: olivine; P: pore)
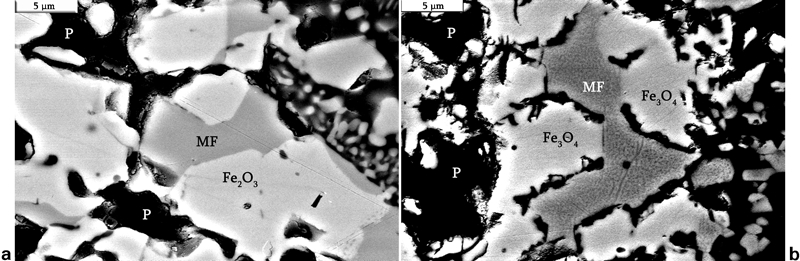
Image (SEM–BSE) of olivine pellet a after oxidation at 1280°C and b after oxidation at 1280°C and subsequent reduction for 2 h at 700°C; cracks have formed along magnetite/magnesioferrite boundary (Fe2O3: haematite; MF: magnesioferrite; P: pore)
The old magnesioferrite/haematite boundaries are also visible to some extent in the samples reduced at 800 and 900°C (Fig. 5), even though the boundary notches are less pronounced here. Except for the reduction in haematite and the reduced extent of phase boundary cracks, it is also more difficult to distinguish between the magnesioferrite and the magnetite/wüstite on the backscattered electron images of the 800 and 900°C samples. This is due to the decreasing magnesium oxide level in the magnesioferrite as it diffuses out into the surrounding magnetite/wüstite, as confirmed by chemical analysis results presented in Fig. 8. In Fig. 9, the Mg levels are also presented from the reference olivine pellets for the most interesting temperatures.
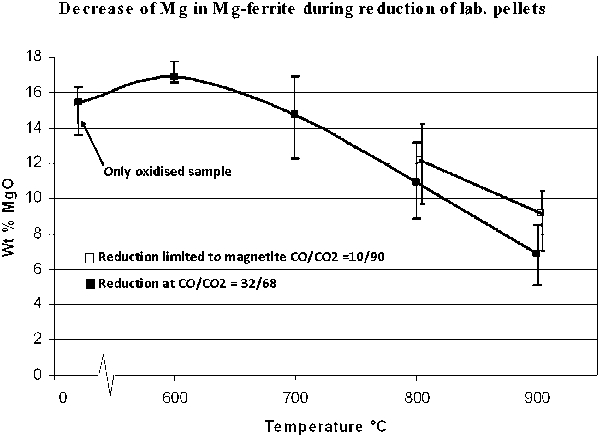
MgO level (wt-%) in magnesioferrite at different places in laboratory produced pellets after isothermal reduction at 600–900°C
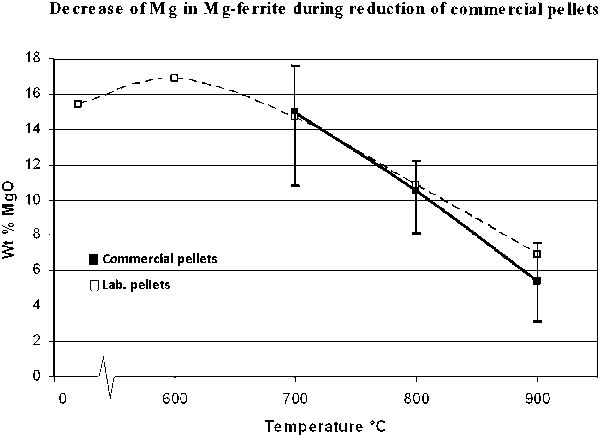
MgO level (wt-%) in magnesioferrite at different places in commercial olivine pellets after isothermal reduction at 700–900°C
Figure 8 shows how the magnesium oxide level in the magnesioferrite phase in the pellets remains at ∼16% during reduction at 600 and 700°C. At 800°C, the magnesium oxide level has dropped at the same time as lower levels of Mg appear in the nearby magnetite/wüstite. The Mg level has dropped even more in ferrite at 900°C, but there are still areas of magnetite/wüstite in the structure that have not gained any magnesium at all. The two different gas compositions used for reduction in the 800 and 900°C samples yielded similar results concerning the diffusion of magnesium. The MgO levels in the magnesioferrite are, however, slightly higher in the samples reduced to magnetite than those reduced to wüstite. In the pellet periphery, some reoxidation of wüstite to magnetite occurred during cooling after reduction at 900°C, due to air leakage into the cooling cylinder. In this sample, the peripheral wüstite contained 3·0%MgO, whereas the magnetite rim formed on each particle contained only 2·2%. The chemical mapping image in Fig. 10 shows no sign of magnesium dissolving in the vitreous silica present around the olivine particles and the slag phase between iron oxide particles at this temperature. Owing to the small size of the slag accumulations, it was not possible to obtain any reliable quantitative analysis on the slag phase.
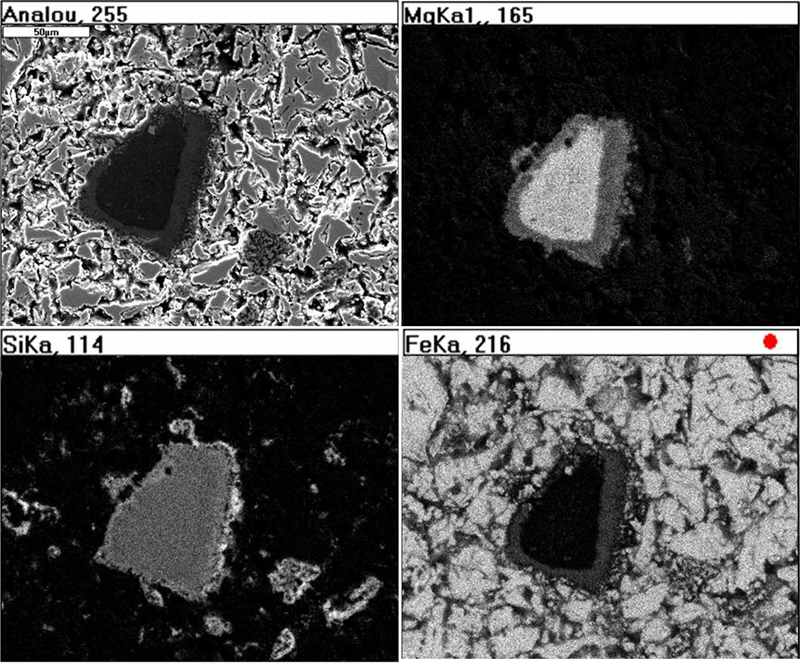
Chemical mapping of selected elements for peripheral areas of olivine pellet oxidised at 1280°C and reduced for 2 h at 900°C
The reference pellets are different in some respects but show a similar behaviour regarding the formation of magnesioferrite islands during oxidation and diffusion of Mg diffusion during reduction, which is clear from Figs. 8 and 9.
The commercial pellets have sintered much more, producing a more dense structure where the shape of the original magnetite particles could be identified only with difficulty. The reference material also contains calcium oxide, and some differences in phase composition were detected, especially close to pores of decomposed calcite. In addition, the silica in the olivine corona and the binding silica phases between magnetite particles have absorbed calcium and contain Mg in some locations already at 700°C. However, the magnesioferrite islands are present in the reference pellets in a similar manner to that in the laboratory specimens, i.e. close to the olivine particles in the pellet periphery, and more randomly spread at the pellet centre. Cracks between the island boundaries have formed, even though they are sometimes filled with a silica–calcium slag in some locations.
Discussion
General
Analysis of the samples reduced at temperatures of 500, 600, 700, 800 and 900°C showed that all haematites had transformed to magnetite already at 500°C. The magnesium in the magnesioferrite islands has, however, not diffused out into the magnetite to any noticeable extent in the 500, 600 and 700°C samples. The structure of these samples is therefore similar to their structure before reduction, except that haematite has transformed into porous magnetite and that the boundary magnesioferrite/iron oxide has now cracked to some extent. Under the conditions of these experiments, Mg does not diffuse into magnetite or wüstite lattices at temperatures up to 700°C. At 800 and 900°C, the diffusion of Mg has started, but the concentration gradients still remaining after 2 h of reduction implies that the diffusion is not very fast at 800°C. The magnesium hence spreads out evenly in wüstite and is subsequently available to react with the silica in the slag phase when approaching its melting point. In a previous paper, this was shown to occur at temperatures of 1000°C and above.16
Mg diffusion in magnetite and wüstite
The levels of magnesium oxide measured in the magnesioferrite islands as well as in the surrounding wüstite with reoxidised magnetite show that magnesium is more easily accommodated in wüstite than in magnetite. The oxygen lattice of magnetite is tighter than that of wüstite,18 and the melting point is ∼200°C higher for the latter. The diffusion coefficient for the self-diffusion of iron in wüstite is also ∼100 times larger than that for magnetite at 900°C.19 In this experiment, it was shown that the magnesium in the magnesioferrite islands diffused to a slightly greater extent when the sample was reduced to the wüstite level compared to when limiting reduction to magnetite. However, for the conditions of this experiment, it seems that a temperature of 800°C or more is required to bring about magnesium diffusion of significance both in the wüstite and in the magnetite case.
Cracking
In a previous research, disintegration during low temperature reduction has been explained by the volume expansion associated with the transformation of haematite to porous magnetite.7,20 This volume increase has been calculated and also measured by many authors.21 – 24 The calculated values for single crystals range between 10 and 12·5%, whereas the measured values are slightly lower, i.e. 8–10%. The magnesioferrite island remains as the core in most of the haematite particles in the oxidised pellet, and this core remains unaltered when the surrounding haematite expands while converting to porous magnetite. The strains created between the magnesioferrite and secondary magnetite by this expansion, and the straight boundaries of the magnesioferrite acting as cleavage planes, could well be the reason for the cracks observed in this study. As the magnetite–wüstite conversion does not involve any major change in crystal structure, this reaction step does not cause any more expansion, and the wüstite formed instead inherits the structure of the magnetite.25
Reference pellets
This comparison revealed the same mechanisms regarding the diffusion of magnesium during reduction, but some remarks must be made. In the commercial pellets, the distances between different olivine particles are much larger than in the laboratory pellets. In addition, some calcium is added. At the pellet centre, the formation of magnesioferrite takes place at quite large distances from the olivine particles. In the laboratory produced pellets, where the distance between olivine particles is short, the magnesioferrite island distribution has a very random character. In the commercial pellets with fewer olivine particles, the magnesioferrite island distribution has a more local character, and there are also areas that are quite poor in magnesioferrite. However, the important result is that the overall mechanism remains the same in the commercial pellets as in the laboratory pellets. This mechanism is summarised below.
Summary
The journey of magnesium in the core of a magnetite pellet during oxidation and reduction is summarised in Fig. 11 and Fig. 12. Magnesium and iron from the olivine form magnesioferrite crystals in the olivine corona when the olivine particle decomposes during oxidation. Magnesium also diffuses out from the olivine particle to form magnesioferrite islands surrounded by haematite in the original magnetite particles (Fig. 11).14
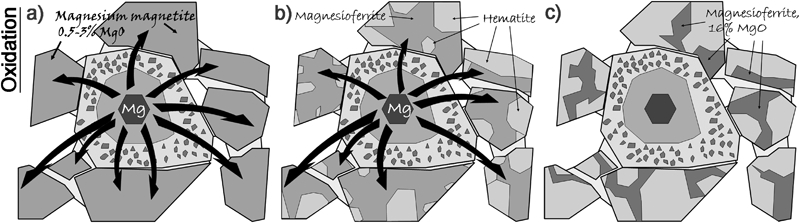
Schematic view of magnesium’s path during oxidation
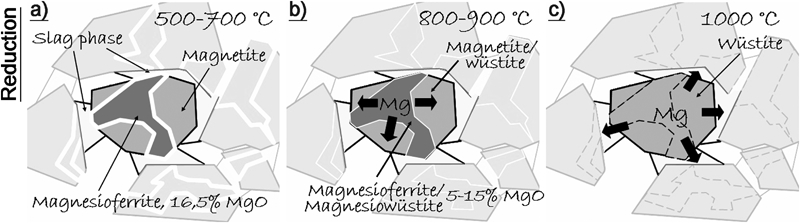
Schematic view of magnesium’s path during reduction
These magnesioferrite islands are also found further away from the olivine particles. The diffusion of magnesium from this magnesioferrite during reduction at temperatures up to 1000°C is schematically depicted in Fig. 12. Haematite reduces to porous magnetite already at 500°C, and during this transition, the haematite/magnesioferrite boundary cracks, as shown in Fig. 12a . At 800°C, the temperature is enough to allow the slow diffusion of magnesium from magnesioferrite to the surrounding magnetite or wüstite, and at 900°C, the cracks around the magnesioferrite phase disappear (Fig. 12b ). The Mg stored in wüstite then reacts with the silica in the slag of the sample when it approaches its melting point at 1000°C (Fig. 12c ).16 The magnesium oxide level now approaches a background level, which was found to be ∼2% after reduction at 1150°C.
Conclusions
In the current study, the diffusion of magnesium in olivine pellets was studied at temperatures ranging from 500 to 900°C. This magnesium is liberated when the olivine particle decomposes during oxidation of the pellet and finally ends up as magnesioferrite islands surrounded by haematite in the original magnetite particles. The conclusions from this work are as follows:
Haematite reduces to porous magnetite already at 500°C. Cracking occurs to some extent along the old haematite/magnesioferrite boundary. No significant diffusion of magnesium into secondarily formed magnetite takes place at 500–700°C.
At 800°C, the temperature is enough to allow the slow diffusion of magnesium from the magnesioferrite to the surrounding magnetite. This diffusion is slightly higher if haematite is reduced to wüstite instead of magnetite.
At 900°C, the diffusion of magnesium is even faster, and sintering of the magnetite/wüstite makes the boundaries of the old magnesioferrite islands disappear. The structure created in the olivine particle itself during induration is not affected by reduction treatment up to 900°C.
Footnotes
Acknowledgements
The authors wish to thank LKAB for the help and support with this work, which was carried out within the Hjalmar Lundbohm Research Centre (HLRC). The authors would also like to direct special thanks to A. Dahlstedt, Dr B. Lindblom and Dr E. Hjortsberg from LKAB for valuable assistance and fruitful discussions about tests and results.