
Abstract
The effects of small titanium and nitrogen additions on the mechanical properties and microstructural characteristics of four different low carbon, low manganese steels have been studied using a Gleeble thermomechanical simulator and TEM investigations. The Ti/N ratio in these steels as well as the size and distribution of TiN particles play a major role in determining the mechanical properties, the resulting austenite grain size as well as the size of inclusion precipitates. The best mechanical properties were obtained in the steel with a Ti/N ratio lower than the stoichiometric value. This steel also had the smallest austenite grain size after reheating as well as the highest rate of dynamic recrystallisation during hot deformation. The nature and rate of recrystallisation seem to be determined by an intricate interplay between the size and distribution of titanium nitrides and the prevailing austenite grain size.
Introduction
The use of low carbon, low manganese steel to produce high strength pipelines is a new and interesting concept1,2 that requires a thorough analysis of the best combination of strength and toughness, improved weldability and minimisation of production cost. The main focus on the development of this family of steels has been on techniques to decrease the segregation of alloying elements and to reduce the precipitation of MnS at the centreline of continuously cast slabs. In order to qualify these steels for pipeline construction, proper selection of appropriate microalloying additions has to be made, continuous casting conditions need to be optimised and appropriate thermomechanical processing parameters need to be established. The conventional approach of lowering the sulphur content of the steel so as to decrease the extent of sulphide precipitation at the centreline is costly and time consuming, adding significantly to the production cost. An alternative tactic is to reduce the manganese content, which is usually in the range of 1·0–1·5%. However, if the manganese content of steel is to be reduced, then the important role of manganese as a solid solution strengthener has to be compensated. Manganese also prevents hot shortness by the formation of MnS in preference to FeS, and hence, the addition of the selected alloying elements will have to be made to preferentially combine with sulphur so as to prevent the formation of FeS. Oikawa et al. 3 and Kejian and Baker4 have shown that small additions of titanium can replace manganese in this respect. This small Ti addition, at the same time, can improve the grain refinement during hot deformation, which is attributed to the precipitation of titanium nitrides and/or carbides in austenite. They argued that most of the Ti will combine with N to form very stable TiN that remains undissolved even at high temperature close to the melting point of steel. These fine precipitates prevent the migration of austenite grain boundaries during reheating and deformation. However, it is not only the stability of the nitrides that is the key in improving the grain refinement of austenite but also the size, distribution, composition and solubility of titanium nitrides/carbides at high temperature.
Another important effect of a small Ti addition is related to its influence on the effectiveness of other microalloying elements. For instance, Kejian and Baker4 have shown that the addition of a small amount of Ti to Nb steel can improve the efficiency of Nb in strengthening the steel. This improvement could be due to the combination of Ti with all N in the steel and, therefore, leave all Nb free for niobium carbide formation. While some works 5 5,6 have studied the effect of TiN particles on austenite grain size control, there is no good agreement between the different results. The most acceptable results are showing that a Ti/N ratio of lower than the stoichiometric ratio of nitrides (i.e. 3·42) has the optimum influence on austenite grain control. However, this optimum value can vary with the presence of other microalloying elements6 and also the reheating temperature.7 For instance, Medina et al. 5 have shown that a Ti/N value of close to 2·0 is the optimum value to control the austenite grain size in a 0·12C–1·2Mn–0·04Al steel. It should be noted that the above value for Ti/N ratio is obtained during the heat treatment and thermomechanical tests. When transverse and edge cracking during continuous casting is the main issue, the Ti/N ratio should be kept on the hyperstoichiometric side and in a range of 5–10, depending on the steel composition. 8 8,9
Hot rolling, followed by cold rolling in selected cases, of as cast slabs is the most common industrial approach to produce plate and sheet products. It is fundamentally important to determine the mechanisms by which microstructural changes occur in the course of hot rolling because it is this microstructural development that determines the physical and mechanical properties of the final product. The exact operating microstructural mechanisms and the kinetics of microstructural development, which include recovery, recrystallisation and grain growth, are determined by the chemical composition of the steel, the deformation conditions (such as strain, strain rate and temperature) and the addition of microalloying elements (such as Ti, Nb and B). It is particularly important to take into account the formation of nitride or carbonitride precipitates since the formation of such precipitates can have a determining effect on the hot deformation processes and the mechanical properties realised following thermomechanical processing.
Apart from the addition of manganese to low carbon steel to fulfil the function of a solid solution strengthener, it reacts preferentially with S to prevent the formation of FeS, and it has a significant influence on the hot deformation and recrystallisation behaviour. The size and distribution of MnS precipitates can influence both the nature and kinetics of the pertaining microstructural mechanisms during and even after hot deformation. Despite extensive studies on hot deformation and recrystallisation of medium and high Mn steels,10 – 14 little attention in this regard seems to have been paid to low Mn steels (i.e. Mn⩽0·4%). However, Cho et al. 15 have shown that the manganese content of steel has a determining effect on the peak strain and also on the critical strain for the initiation of dynamic recrystallisation (DRX). They have also shown that manganese can retard the recovery and initiation of recrystallisation after hot rolling and during cooling to room temperature.15 Taking these considerations into account, it can be expected that there will be significant differences in the hot deformation characteristics as well as recrystallisation processes of low as opposed to high manganese steels.
The above considerations led to the present study, in which the effect of small additions of titanium to low manganese, low carbon steel on grain refinement, hot deformation and also recrystallisation has been evaluated.
Experimental
Four low manganese, high sulphur steels were prepared with different titanium contents, and specimens were sectioned from the quarter thickness of the continuously cast slabs. The chemical compositions of these steels are presented in Table 1. The ratio of Ti to N was used as a factor in the evaluation of the precipitation behaviour of TiN particles.
Chemical compositions of different steels used in this study/wt-%
Hot compression tests were conducted in a Gleeble 3500 thermomechanical simulator on plane strain compression samples with dimensions of 20×15×10 mm, which were cut from the as cast slabs. The samples were heated to 1523 K at a rate of 5 K s−1 and held for 300 s, aiming to achieve a single austenite microstructure with most of the non-metallic precipitates dissolved. However, information on earlier work indicates that the TiN particles might not dissolve at this solution temperature.16 In order to obtain a homogenised microstructure, the roughing stage in industrial practice was simulated by cooling specimens from the solution temperature to 1373 K, deforming them at a strain rate of 5 s−1 to a strain of 0·5 followed by slow cooling (1 K s−1) to the deformation temperatures of 1345, 1323 and 1298 K. This simulated roughing process produced a homogenised microstructure through recrystallisation, probably followed by some grain growth process. This homogenised material provided the starting microstructure for subsequent hot deformation steps, by which specimens were deformed at strain rates of 5, 1 and 0·1 s−1 to different strains followed by rapid water quenching.
The nature, morphology and composition of the selected precipitates were studied using a JEOL JEM 2011 transmission electron microscopy (TEM) operating at 200 kV, following standard metallography and carbon replica preparation. The TEM samples were selected from the centre of a section from the Gleeble samples and were sectioned in the direction parallel to the compression axis.
Results
In order to evaluate the effect of steel composition and deformation conditions on the evolving microstructure, it is imperative that the initial microstructure and the nature of non-metallic particles in the initial microstructure be characterised. For this reason, the initial grain size of all the steels was measured after the simulated roughing process and cooling to 1345 K, as shown in Table 2. It follows that the steel without Ti has the largest grain size (125 μm), while steel B with a Ti/N ratio lower than the stoichiometric value of 3·42 has the smallest grain size. Steel C with approximately the stoichiometric ratio of Ti/N has a grain size slightly higher than that of steel B, while steel D, with a Ti/N ratio much higher than the stoichiometric value, has a much larger grain size. This difference in grain size under similar reheating conditions has to be attributed to the presence of small particles (especially titanium nitride in the titanium containing steels).
Initial grain size of samples after reheating to 1523 K and cooling to 1348 K
An analysis of the non-metallic inclusions in the initial microstructures, extracted by carbon replica techniques, revealed that the titanium free steel contained only very limited numbers of large (400–700 nm) non-metallic particles, as shown in Fig. 1a . Energy dispersive X-ray analysis of such particles revealed the presence of manganese, copper and sulphur in these particles (Fig. 1b ). The presence of such particles indicates that not all non-metallic inclusions, in particular MnS, fully dissolved by reheating to 1523 K followed by soaking for 300 s, but it is evident that spheroidisation occurred. It seems that the small MnS particles dissolved in the matrix during reheating, but the larger particles grew in size. In the case of the titanium containing steels, a large number of small and cuboid shaped particles formed, as shown in Fig. 2a . All of these cuboid particles were identified as titanium nitride (Fig. 2b ).
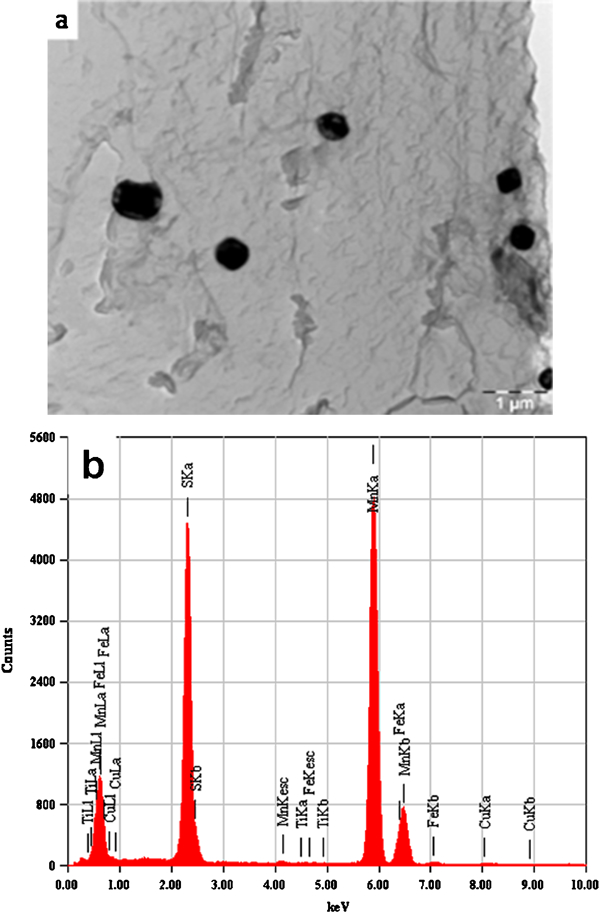
a image (TEM) of steel A after reheating to 1523 K and cooling to 1348 K and b energy dispersive analysis of particles
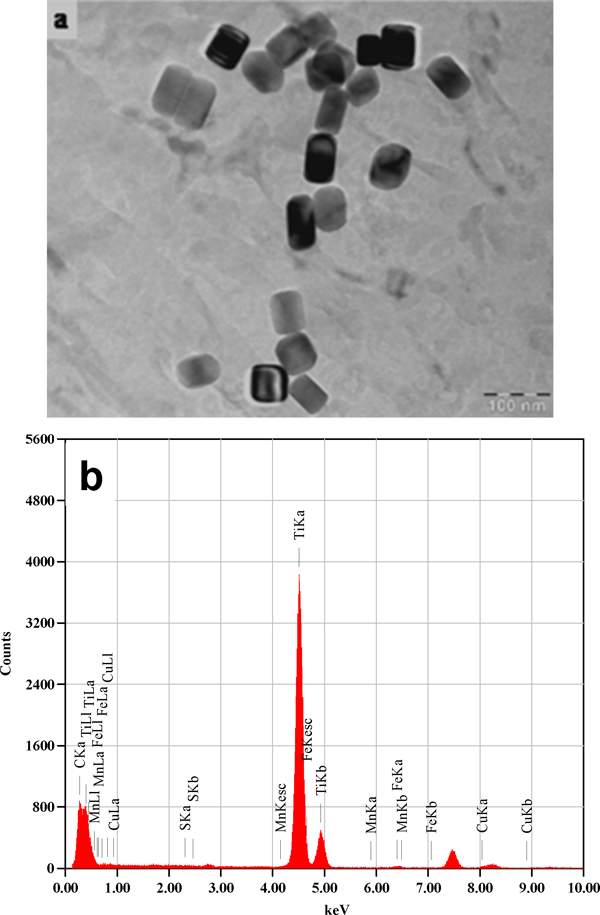
a image (TEM) of steel B after reheating to 1532 K and cooling to 1348 K and b energy dispersive analysis of particles
In order to assess the effect of titanium additions on the mechanical properties of low manganese steel, the flow curves determined in the Gleeble tests under conditions of deformation were analysed. Figure 3 shows a typical example of such flow curves of the four steels deformed at a constant temperature of 1348 K and at different strain rates. The flow stress increased with increasing strain to a peak value, followed by a gradual fall in stress towards a steady state. This stress–strain behaviour is a clear demonstration of the typical shape of DRX flow curves of austenite. Overall, the flow stress of steel B (0·008%Ti) is higher than that of the other steels, with the titanium free steel having the lowest value. Then, steels C (0·025%Ti) and D (0·024%Ti) have the second and third order of decreasing flow stress respectively. This implies that small titanium addition increases the strength of the low Mn steels, which is in accordance with previous works on high Mn steels reported by Medina et al. 11 However, this increasing flow stress is not necessarily compatible with the increasing Ti content. In fact, maximum stress is obtained after increasing Ti to a certain value of 0·008%. Then, the flow stress decreased by increasing or decreasing the Ti content.
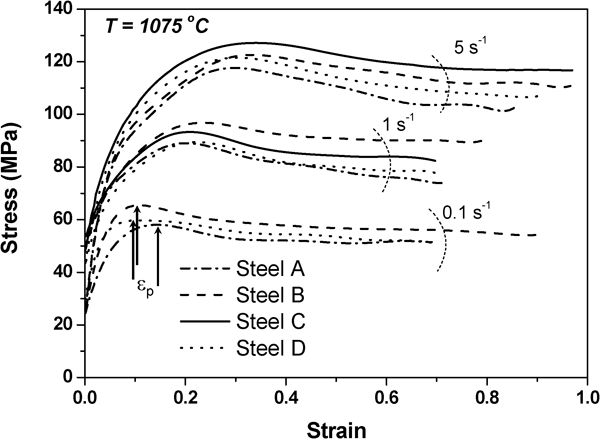
Flow stress curves of samples deformed at 1348 K and different strain rates
It is worth noting that at all the strain rates tested here, the peak and also the steady state are achieved, irrespective of the steel composition. However, at lower strain rate (i.e. 0·1 s−1), there is a clear delay in the start of DRX (or even in the peak strain) of Ti free steel (arrows in Fig. 3). The observation of bigger critical (and peak) strain in Ti free steel indicates the significant effect of initial grain size and probably the second phase particles on DRX at such low strain rates. In fact, at low strain rates, where the DRX kinetics is slow, the effect of initial grain boundaries and second phase particles as the principal nucleation sites for initiation of new DRX grains is very important. Therefore, in Ti free steel, which has large initial grains (Table 2) and also limited number of precipitates, the DRX process has delayed. In contrast, at higher strain rates, the formation of intergrain defects (such as deformation bands) as the alternative nucleation site can compensate for the low availability of nucleation sites on the initial grain boundaries and particles. However, in Ti containing steels, where a large number of small TiN particles were observed (Fig. 2), such delay in the initiation of DRX has not been experienced (Fig. 3).
A mathematical model originally developed by Mecking and Kocks17 has been used to further analyse the flow curves in an attempt to explain the effects of titanium additions to steel on hot deformation characteristics and the DRX behaviour. By establishing the functional relationship between the workhardening rate (θ = ∂σ/∂ϵ) and the flow stress, the critical strain ϵ
c for the initiation of DRX can be found from the infliction in the slope, as shown in Fig. 4. A more accurate value of this critical strain can be obtained by finding the minimum in the functional relationship between the second derivative of the flow curve with respect to stress (−∂θ/∂σ versus σ), as shown in Fig. 5. Dehghan-Manshadi et al.
18 have outlined the details of the exact procedure to be followed in an earlier study and need not be repeated here. The peak strain and the corresponding peak stress, determined from the above mathematical analysis, were then used to determine the activation energy for hot deformation Q for the four steels. The activation energy for hot deformation might then be used to evaluate the effect of titanium additions on the hot deformation behaviour of the steels and finally the strength. The evaluation of the activation energy is based on the relationship between peak stress and the Zener–Hollomon parameter Z. In order to determine the activation energy of hot deformation, Sellars and McTegart19 expressed this relationship by the following hyperbolic sine function

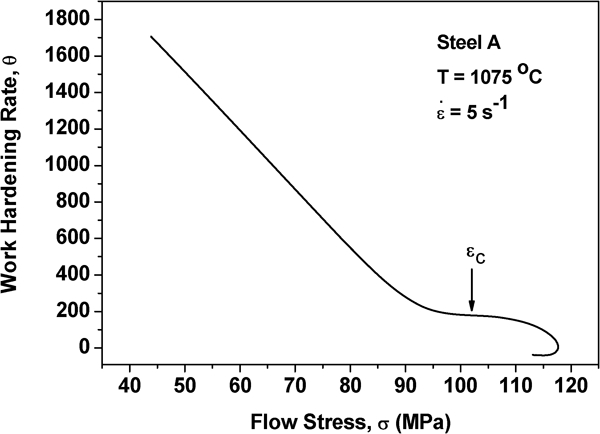
Workhardening rate as function of flow stress for steel A deformed at 1348 K and 5 s−1
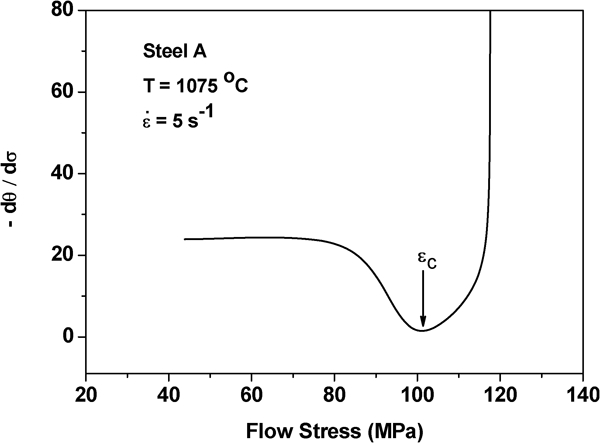
−∂θ/∂σ as function of flow stress for steel A deformed at 1348 K and 5 s−1
The strain rate is plotted against sinh (ασρ
), and different values of α are selected such that n is temperature independent, and in this way, an average value of n is obtained for each steel, as shown in Fig. 6. Using these values of n, the parameter of 
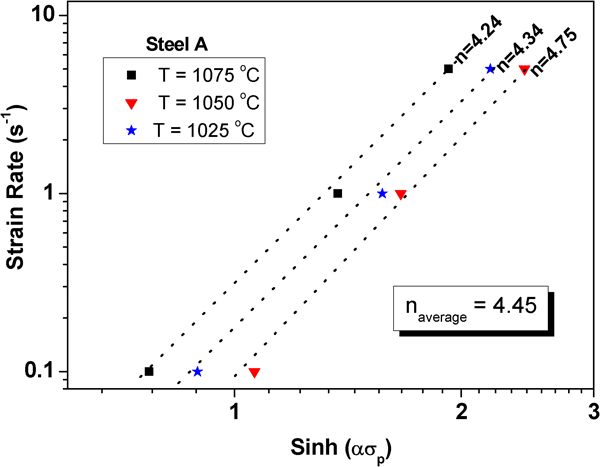
Strain rate as function of sinh (ασ p) for steel A
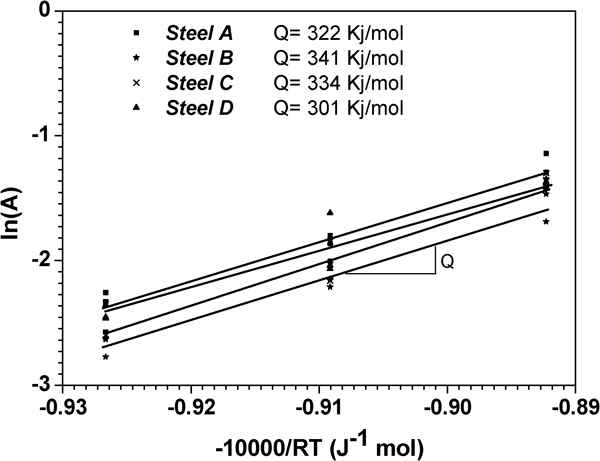
Estimation of hot deformation activation energy Q for different steels
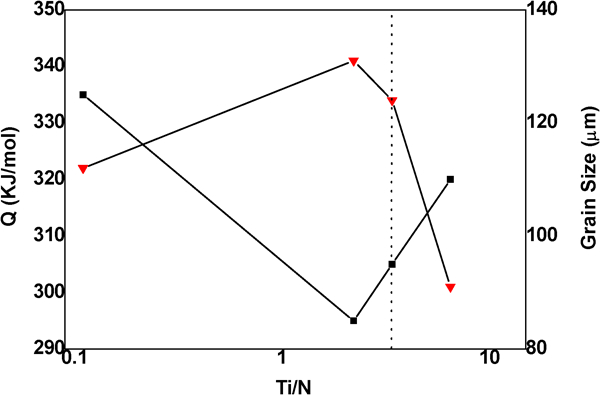
Activation energy as function of Ti/N ratio
Discussions
The flow curves obtained under different deformation conditions indicate that DRX occurs in all four steels studied. However, the specific DRX characteristics are different in the different steels and dictated by the chemical composition of the steel. It is expected that the effect of titanium content of steel on flow stress, activation energy and recrystallisation behaviour should be related to the interplay between the original austenite grain size and the pinning effect of titanium carbide precipitates.
Dehghan-Manshadi and Hodgson20 and Sah et al. 21 have shown previously that a decrease in the initial grain size leads to an increased rate of recrystallisation, essentially because more nucleation sites are available in the fine grained steel, resulting in a lower peak strain and stress. In addition, it has been shown that the activation energy for hot deformation is decreased by a decrease in the initial grain size of an austenitic stainless steel.20 The previous results were obtained under the absence of nanoscale precipitates, and in fact, only the effect of different initial grain sizes was considered. The authors’ results (Table 2 and Fig. 8) show that for the steel containing 0·008%Ti, a decrease in the initial grain size from 125 to 85 μm leads to an increase in activation energy from 322 to 341 kJ mol−-1 and an increase in the peak stress compared to the steel containing no Ti and the steel containing 0·024%Ti, which is in contrast to the above mentioned studies. 20 20,21 As the main difference between the current study and the previous one is in the presence of nanoscale precipitates, it therefore remains to explain this apparent discrepancy based on those precipitates.
Dislocation climb is the well accepted mechanism that dominates plastic deformation of austenite at high temperatures.22 The presence of nanoscale particles, i.e. TiN precipitates in the present instance, will impede the dislocation climb, leading to an increase in flow stress. At the same time, the fine TiN precipitates retard the annihilation and rearrangement of dislocations (recovery) and the movement of the high and low angle grain boundaries (recrystallisation) and hence decrease the kinetics of the restoration processes and then increase the energy, which is necessary to deform material. It therefore transpires that there is competition between the initial austenite grain size effect, which decreases the critical flow stress and activation energy Q, and the pining effect of TiN particles, which increases the flow stress and Q. The average grain size of steel containing 0·008%Ti (substoichiometric Ti/N ratio) is smaller (85 μm) than that of the steel containing 0·024%Ti (110 μm), in which the Ti/N ratio is higher than the stoichiometric value. The small precipitates in the steel with a substoichiometric Ti/N ratio are evidently more effective in pinning dislocations, and hence, a higher peak stress and activation energy are observed, as shown in Figure 3 Figs. 3 and 7. These small and presumably closer spaced TiN precipitate particles are moreover more effective in pinning the movement of grain boundaries during recrystallisation, resulting in the observed increase in activation energy of hot deformation, as shown in Fig. 8.
In an attempt to better understand the influence of Ti additions and TiN precipitates on the kinetics of DRX, the Avrami exponent was determined from the flow curve analyses in all four steels investigated. Assuming that the mechanical softening observed in the flow curves is directly related to the volume fraction of recrystallised material, the following constitutive equation expresses the recrystallised fraction X at any strain beyond the initiation point of DRX (i.e. ϵ>ϵ
c)


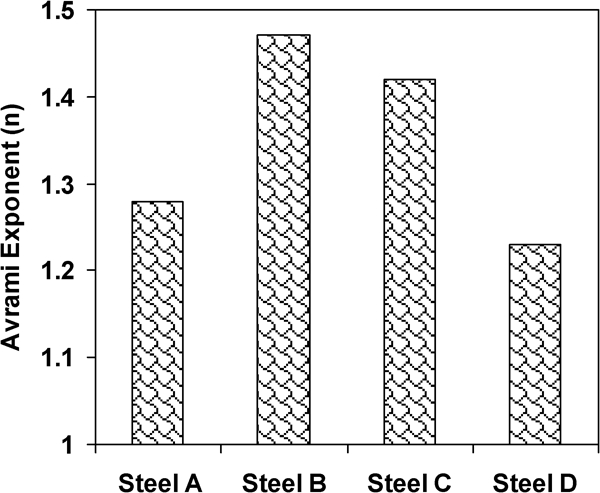
Avrami exponent n for different steels at temperature of 1298 K
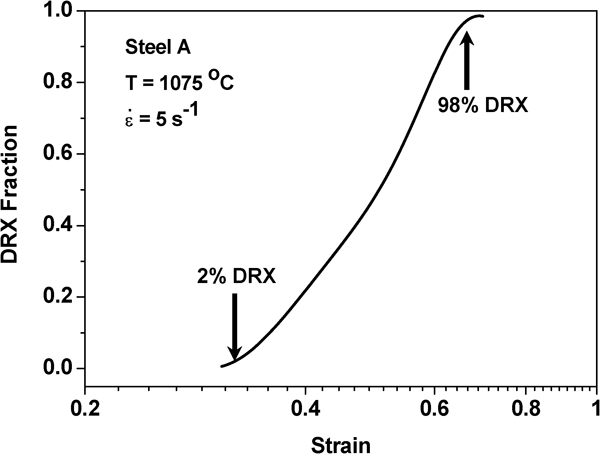
Dynamic recrystallisation fraction as function of strain
The abovementioned discussion indicates the very complicated and controversial effects of initial grain size and TiN particles on hot deformation, activation energy and recrystallisation kinetics of Ti containing steels. Table 3 summarises the effect of decreasing initial grain size and increasing the number of small particles on different parameters of recrystallisation whenever they are considered individually. The table indicates some opposite effects of initial grain size and second phase on some parameters. While a smaller grain size encourage a lower activation energy and peak stress, increasing the number of small TiN particles causes an increase in those parameters. However, a similar effect of decreasing initial grain size and increasing TiN particles on the Avrami exponent as well as the recrystallisation rate was expected. A comparison between Table 3 and the actual results of this work in Figure 3 Figure 8 Figs. 3, 8 and 9 indicates more powerful controlling effect of TiN particle compared with the initial grain size. For instance, while steel B has a smaller initial grain size, it showed higher peak stress and activation energy, which is in accordance with effect of increasing the second phase particles in Table 3.
Effect of initial grain size and second phase particles on flow stress and recrystallisation parameters
Conclusions
Flow curve analysis showed DRX as the most important restoration mechanism during hot deformation of low Mn steels under different temperature and strain rates.
A Ti added low Mn steel with Ti/N ratio of smaller than the stoichiometric value showed the highest flow stress, activation energy and also recrystallisation kinetics under different deformation conditions.
A complicated and mutual effect of initial grain size and TiN particles was observed, with the more powerful effect of TiN particles compared with the initial grain size.
Footnotes
Acknowledgements
This work was conducted as part of an Australian Research Council (ARC) – Linkage grant no. LP0669602 with BlueScope Steel as industrial partner. The authors gratefully acknowledge the financially support of the ARC and BlueScope Steel. The authors also wish to thank The University of Wollongong for the provision of laboratory facilities and the encouragement to conduct this investigation.