
Abstract
The viscosity of the CaO–Al2O3–MgO slag system has been measured by the rotating cylinder method up to 1823 K. The MgO content was between 0·39 and 11·33 wt-%, and the mass ratio of CaO/Al2O3 was between 0·60 and 1·28. The results indicated that both the MgO content and the mass ratio of CaO/Al2O3 have an influence on the viscosity of the slag. The effect of the mass ratio of CaO/Al2O3 is larger than that of the MgO content. The viscosity decreased with increasing MgO content and then increased. The effect of the mass ratio of CaO/Al2O3 on the viscosity was similar. The main mineralogical compositions of the slag were determined by X-ray diffraction, and their effects on viscosity were investigated. The measured results were in good agreement with those given by the Iida model.
Introduction
As low viscosity is beneficial for mass transfer in the slag phase, the choice of the initial composition of synthetic slag could have important implications for secondary refining processes. Liquid calcium aluminate slags that contain magnesia are the basis of most ladle slags. The CaO–Al2O3 binary phase diagram1 shows that when the content of CaO is about 43–54%, the melting point is lower, and the eutectic composition (50%CaO and 50%Al2O3) has the lowest temperature on the liquidus surface. The main interest of this study is on 12CaO.7Al2O3 refining slag with the addition of MgO. CaO–Al2O3–MgO ternary liquidus projection2 shows that the temperature on the liquidus surface is lower than 1823 K when the addition of MgO into 12CaO.7Al2O3 is <10%.
The viscosity of the liquid CaO–Al2O3–MgO slag system has not been systematically investigated experimentally to date: only two experimental studies have been found in the literature. Bakhvalov et al. used a vibrational or oscillating type of rheometer and did not report any additional information on the technique/materials used. Shalimov and co-workers reported viscosity measurements using the rotational bob method.3 – 5 A general structural based quasi-chemical viscosity model has been developed for the CaO–Al2O3–MgO system. This model links slag viscosity to the structure of the liquid slag expressed in terms of the second nearest neighbouring bonds.6
Owing to the inherent problems and difficulties associated with measurements at high temperature, the existing experimental data cover only a limited composition and temperature range and do not fully satisfy the needs of industry. There is an ongoing attempt to develop viscosity models that can predict the viscosity of various oxide combinations and to extrapolate into the temperature ranges that are hard to be reached experimentally.
Many models have been proposed to estimate the viscosity of molten slags in the last two decades.6 – 16 The model by Iida was ranked as one of the most reliable. This model16 – 18 considers the structure information in the parameters representing the basicity of the slag. It works well for slag groups, such as blast furnace slags, coal slags, waste disposal slags, synthetic slags and mould fluxes.
The aim of the present work was to investigate the viscosity of the selected CaO–Al2O3–MgO slag system systematically. The effects of temperature and MgO content, of which the mass ratio of CaO/Al2O3 was kept at ∼1, and the effect of CaO/Al2O3 in line with the MgO content equal to 5·5 were studied. Iida’s method has been applied, and the results have been evaluated by comparing with the measured data.
Experimental
Sample preparation and characterisation
The CaO–Al2O3–MgO equilibrium phase diagram from Verlag Stahleisen19 is shown in Fig. 1. Table 1 gives the nominal chemical compositions of the samples used in the present work. The compositions of seven CaO–Al2O3–MgO slag samples (B1, B2, B3, B4, B5 and B6) were in line with CaO/Al2O3 equal to 1. The difference between these seven samples was the amount of MgO, in which B5 has the highest and B1 has the lowest. The concentration of MgO was varied from 0 to 12%. The compositions of eight CaO–Al2O3–MgO slag samples (B6, B8, B9, B10, C10, C11, C12 and C13) were in line with the MgO content equal to 5·5%. The difference among these eight samples was the mass ratio of CaO/Al2O3, in which C13 was the highest and C10 the lowest. The mass ratio of CaO/Al2O3 was varied from 0·60 to 1·20. In addition to these samples, B11, B12 and B13 slags, which are near the eutectic composition, were prepared.
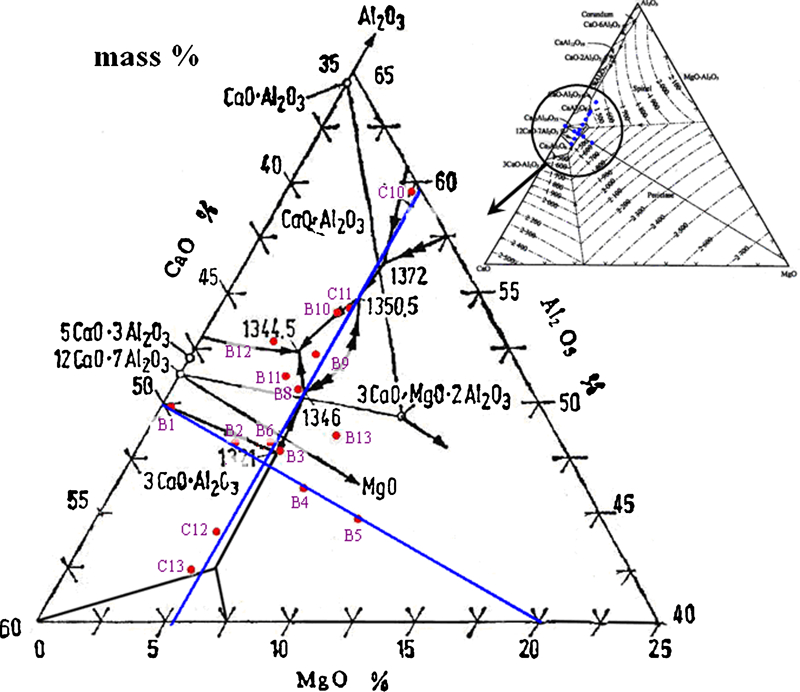
Liquidus projection of CaO–Al2O3–MgO slag system from Slag Atlas
Nominal and analysed chemical compositions of slag samples/wt-%
*R is the mass ratio of CaO/Al2O3.
†Summation of the weight per cent is not 100 because of errors in chemical analysis.
The samples were prepared from chemically pure grade CaO (⩾99·0%), Al2O3 (⩾99·5%) and MgO (⩾99·0%) powders. The powders were weighed to the desired compositions and mixed in a mortar. These mixtures were melted in a graphite crucible in an air induction furnace for 30 min at 1773 K. After melting, glassy samples were prepared by pouring the melts onto the surface of a cold steel plate, where they immediately solidified, forming a glass-like microstructure. For further homogenisation, these samples were crushed and ground into fine powder. They were fine placed in corundum crucible and decarburised at 1223 K for 30 h in a muffle furnace. Finally, chemical analysis was taken to measure the compositions of the samples. Table 1 also gives the analysed chemical compositions of the homogeneous samples. Summation of the weight per cent is not 100 because of errors in chemical analysis. The compositions of the homogeneous samples are more representative than the desired compositions. X-ray diffractions of powder samples after decarburisation were recorded with a Cu Κα diffractometer (Rigaku D/MAX-3C, Japan). The samples were scanned in the 2θ range from 10 to 100° with a scanning rate of 4° min−1. The samples rapidly quenched from elevated temperatures, so the phase of slag at higher temperature remained.
Viscosity measurements
The viscosity was measured using an RTW-08 type testing instrument. The rotary cylinder method was adopted in the viscosity measurements. Figure 2 shows the experimental apparatus for viscosity measurement. The furnace has a maximum continuous temperature of 1873 K and is controlled by a controller unit. The programmable viscometer is designed for the measurement of viscosity at the given shear rates. The principle of operation is to drive a spindle, which is immersed in the test fluid, through a calibrated spring. The viscous drag of the fluid against the spindle is measured by spring deflection, which is detected with a rotary transducer. The torque on the suspended rotating cylinder is measured by an electromechanical transducer. The maximum measurement range is 10 Pa s, which is defined by the rotational speed of the spindle, the size and the shape of the spindle, the container in which the spindle is rotating and the full scale of rotating spring. The accuracy of viscosity measurement is ±2·5%. The spindle is installed in a lift, which enables immersion in and removal of the spindle from the liquid slag.
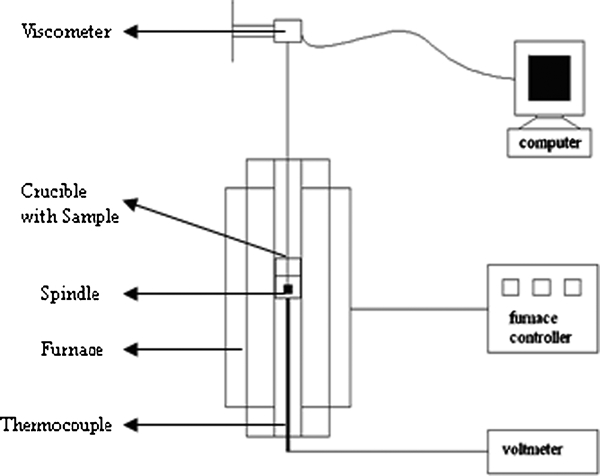
Experimental apparatus for viscosity measurement
A calibration measurement was carried out at room temperature using standard oil of known viscosity. The spindle was made of molybdenum, which has a melting point of 2896 K. The crucible was made of graphite; thus, the measurement process is carried out under reducing atmosphere, and molybdenum oxidation did not occur.
The dimensions of the crucible and spindle are presented in Fig. 3. The container is 80 mm deep and completely filled with powder. After melting, the volume of the slag was only ∼50% of the powder’s volume. The size of the spindle has to be carefully designed so that it is applicable in the required viscosity range. The coned ends of the spindle help the molten slag to drain off when the spindle is lifted from the slag. The temperature was measured by a B type thermocouple touching the crucible bottom from the outside. Its accuracy was 1 K between 1073 and 1973 K. The experimental temperature range was from 1605 to 1823 K.
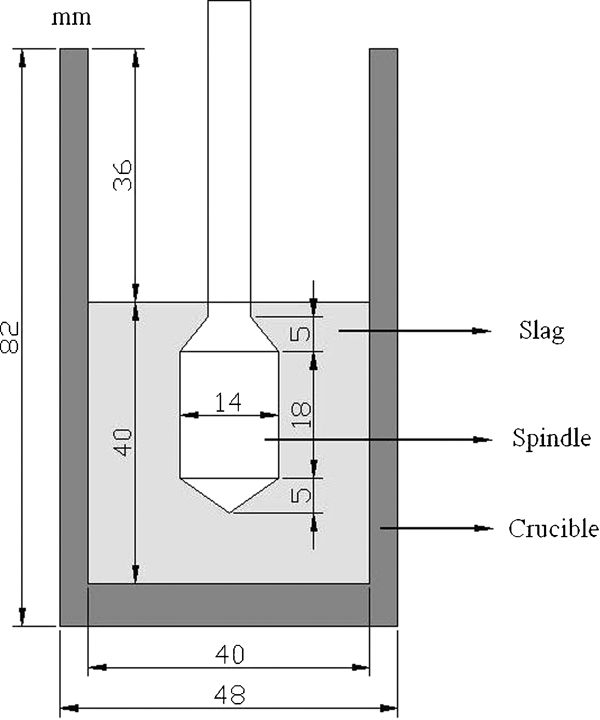
Dimensions of crucible and spindle
The crucible filled with 120 g slag was placed in the furnace, which was programmed to heat up to 1873 K with a heating rate of 10 K min−1. The furnace was kept at the maximum temperature for at least 1 h before the first measurement. The amount of the molten slag was ∼40 mm in depth. Then, the rotating cylinder was immersed in the molten slag until the tip of the spindle touched the bottom of the crucible. The furnace was then lowered down to 10 mm to keep the tip of the spindle 10 mm above the crucible base. The measurements were continued while the furnace was programmed to cool down at a rate of 2 K min−1 until the viscosity started to rise rapidly and the position of the spindle proved the existence of solid phase in the slag. After the last measurement, the furnace was reheated, and the spindle was lifted out of the slag. After the slag on the spindle was completely drained off, the furnace was cooled down to room temperature.
Results and discussion
Seventeen different slag compositions were chosen for the CaO–Al2O3–MgO slag system based on varying MgO content and CaO/Al2O3 mass ratio. The MgO content was varied from 0·39 to 11·33 wt-% for CaO/Al2O3 ratios varying between 0·60 and 1·28 mass-%. The viscosity measurements were performed in a wide range of temperature from 1605 to 1823 K. Comparison between Bakhvalov’s and the present work at the same composition (CaO/MgO/Al2O3 = 47∶47∶6 wt-%) is presented in Fig. 4. The viscosity measured by the present work was lower than that measured by Bakhvalov at higher temperatures. At lower temperature, the viscosity measured by both works rapidly increases with decreasing temperature, which are believed to be directly related to the crystallisation of the slag.10 The difference in these viscosities could be related to the slag composition and the experimental design and procedure.
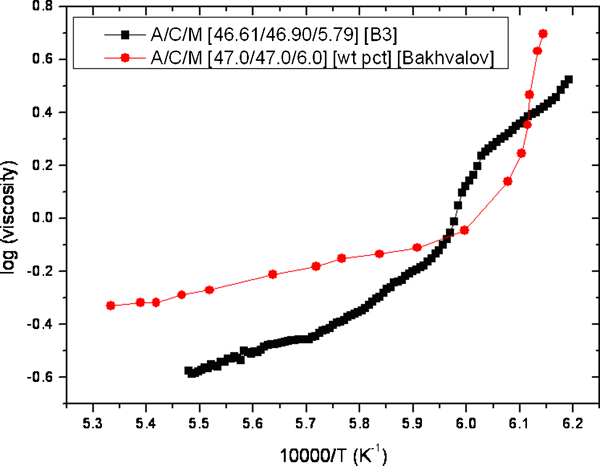
Comparison of measured viscosity in CaO–Al2O3–MgO system at same composition
The viscosity of the present investigation is presented in Figs. 5–9. As can be seen, the viscosity decreases with increasing temperature, as expected. At higher temperature, since the slag temperature is still considerably higher than the liquidus temperature, the increase in viscosity with a decrease in temperature should not be significant. Some solid particles often precipitate from slags at lower temperature, and the viscosity of slags will sharply increase with the content of the solid particle.20 It should be pointed out that the chemical compositions of slags mentioned in the discussion are the analysed chemical compositions of the homogeneous samples only.
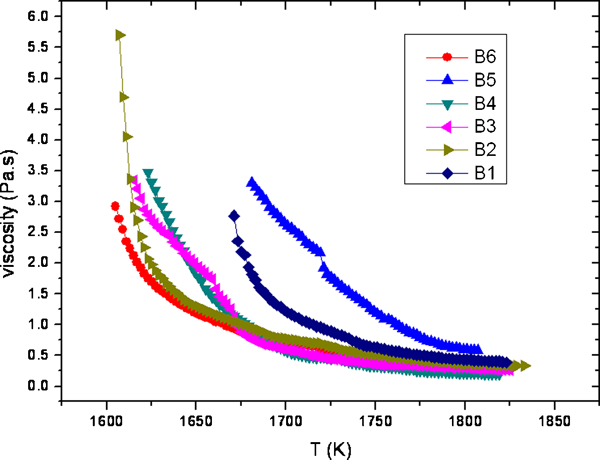
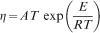
Measured viscosities versus temperature for various compositions
Effect of MgO content on viscosity of CaO–Al2O3–MgO slag
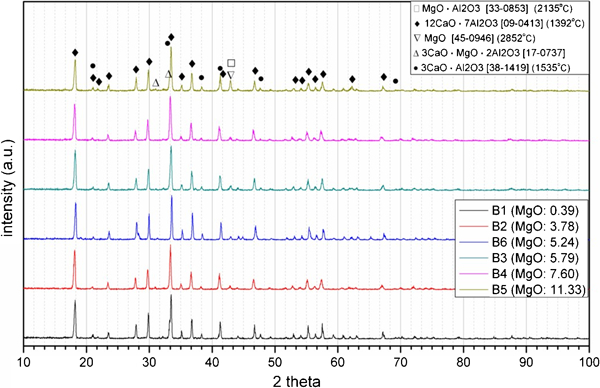
X-ray diffraction patterns of samples with different MgO content
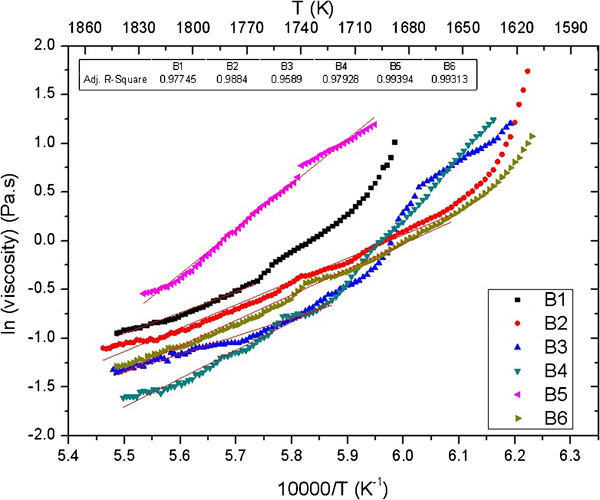
Relationship between logarithm of viscosity and inverse temperature
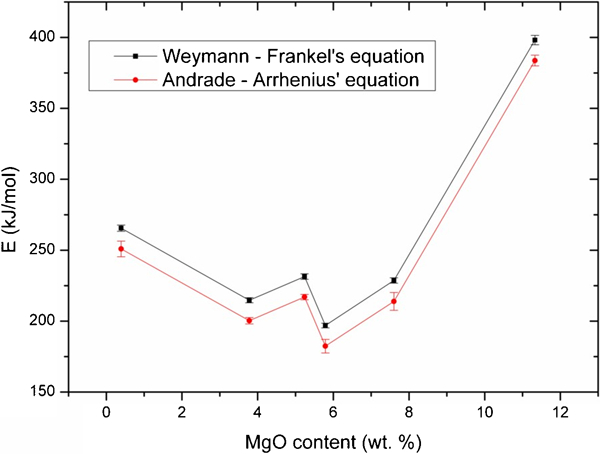
Effect of MgO content on activation energy of selected slags
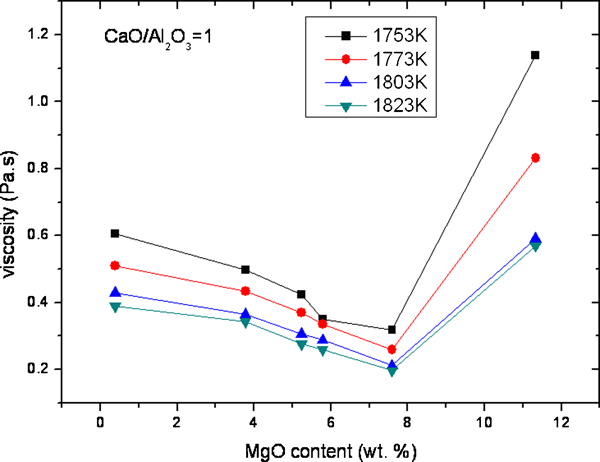
Effect of MgO content on viscosity
The viscosity with the same amounts of CaO and Al2O3 and various amounts of MgO at different temperatures is shown in Fig. 5. The compositions of seven CaO–Al2O3–MgO slag samples (B1, B2, B3, B4, B5 and B6) were in line with CaO/Al2O3 equal to 1. The difference between these seven samples was the amount of MgO, in which B5 has the highest and B1 has the lowest. The concentration of MgO was varied from 0·39 to 11·33%. The results indicated that the viscosity changed significantly with temperature. The sharpest rise in viscosity was in sample B2. When the slag temperature is lower than the inflection point of viscosity curve, the viscosity decreased remarkably. This is because some solid particles often precipitate from slags in the two-phase region, and the viscosity of slags will sharply increase with the content of solid particles. When the slag temperature is higher than the inflection point temperature, the viscosity in homogeneous melts decreased slowly.
Figure 6 shows the effect of MgO content on the viscosity of the CaO–Al2O3–MgO slag system at different temperatures. At constant temperature, the viscosity of the slag initially decreased linearly with increasing MgO content in the slag and then increased as the MgO content in the slag continues to increase. The results showed that there was a minimum viscosity value of ∼0·197 Pa.s when the content of MgO was 8%. When adding more MgO, the viscosity of the slag increased sharply. As shown in Fig. 1, the eutectic point composition is 46·40CaO–47·85Al2O3–5·75MgO.21
The lower viscosity values of the slag at lower temperatures are probably due to the fact that the slag composition was very close to the eutectic point, which leads to a lower melting point and, consequently, lower viscosity.22 The liquidus temperature of the B5 slag is above 1773 K in the CaO–Al2O3–MgO equilibrium phase diagram, as shown in Fig. 1. The results indicated that an appropriate increase in MgO content in the CaO–Al2O3 binary slag can decrease the viscosity and improve slag fluidity and stability, which was also mentioned in Refs. 22 and 23. In the CaO–Al2O3 binary slag system, adding MgO, the complex polymers of Al complicated structures as 
The X-ray diffraction (XRD) patterns of the samples with different MgO contents are shown in Fig. 7. It indicates that the main mineralogical components are mayenite (12CaO.7Al2O3) (09-0413) and tricalcium aluminate (3CaO.Al2O3) (38-1429) in all samples, which correspond exactly with the equilibrium phase diagram. Moreover, periclase (MgO) (45-0946) and MgO.Al2O3 (21-1152) have formed in B5, which has the highest MgO content. The presence of solid particles may lead to a sharp increase in viscosity of the B5 sample.7
The logarithm of the viscosity of slags of varying MgO contents is shown in Fig. 8 as a function of the inverse temperature. The results indicated that at a lower temperature, some of the logarithm of the viscosity plot versus the inverse of the temperature shows a slight curvature in the slope.6,24,25 It is also observed that the logarithm of viscosity is a linear function of the inverse temperature when the temperature is higher than the inflection point of the viscosity curves. All viscosity measurements were performed in the fully liquid region of the selected slag system. The activation energy of a melt is a very important factor for viscosity estimation, and its dependence on temperature will decide whether to use Arrhenius or Weymann equations. Based on the experimental data, the activation energy for the viscous flow of slags was evaluated according to Andrade–Arrhenius’ equation (equation (1)) and Weymann–Frankel’s equation (equation (2))
Effect of CaO/Al2O3 on viscosity
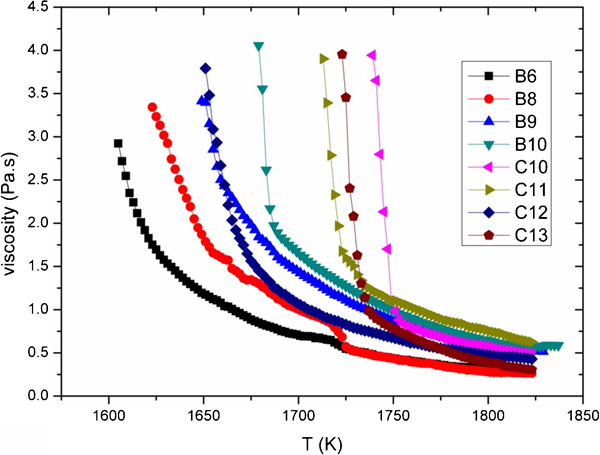
The effect of the mass ratio of CaO/Al2O3 on viscosity with a constant MgO content of 5·5 wt-% at different temperatures is shown in Fig. 10. The compositions of eight CaO–Al2O3–MgO slag samples (B6, B8, B9, B10, C10, C11, C12 and C13) were in line with the MgO content equal to 5·5%. The difference between these eight samples was the mass ratio of CaO/Al2O3, in which C13 was the highest and C10 was the lowest. The mass ratio of CaO/Al2O3 was varied from 0·60 to 1·28. Figure 11 shows the effect of the mass ratio of CaO/Al2O3 on the viscosity of the selected CaO–Al2O3–MgO slags at different temperatures. At the same temperature, while increasing the mass ratio of CaO/Al2O3, the slag viscosity is decreasing first to a minimum value and then increasing again to form a ‘V’ shaped valley. The results showed that the minimum viscosity value is ∼0·25 Pa s when the mass ratio of CaO/Al2O3 was in the range of 0·88–0·98. When the mass ratio of CaO/Al2O3 was low, the slag formed part of the high melting point material (such as magnesium olivine). However, with the increase in the mass ratio of CaO/Al2O3, CaO and Al2O3 start to form a low melting point material (such as 12CaO.7Al2O3, etc.), which caused the slag viscosity to decrease. The lower viscosity values of slag, while the mass ratio of CaO/Al2O3 was in the range of 0·88–0·98, are probably due to the fact that the slag compositions were between the two eutectic points. As the mass ratio of CaO/Al2O3 further increases, the slag will form a high melting point material (such as spinel), leading to increased slag viscosity. Comparing between the MgO content and the mass ratio of CaO/Al2O3 effects on the viscosity at the same temperature, the effect of the mass ratio of CaO/Al2O3 was obviously stronger than the effect of the MgO content in the selected CaO–Al2O3–MgO slags.
Measured viscosities of various compositions and temperatures
Effect of mass ratio of CaO/Al2O3 on viscosity of CaO–Al2O3–MgO slag
The XRD patterns of samples with different mass ratios of CaO/Al2O3 are shown in Fig. 12 and indicate that when the mass ratio of CaO/Al2O3 is low, the main mineralogical composition was calcium aluminium oxide (CaO.Al2O3) (53-0191). With increasing CaO/Al2O3 ratio, the main mineralogical composition of slag transformed into mayenite (12CaO.7Al2O3) (09-0413). With further increase in the CaO/Al2O3 ratio, the main mineralogical composition of the slag transformed into tricalcium aluminate (3CaO.Al2O3) (38-1429). The main mineralogical composition of slag changes as the mass ratio of CaO/Al2O3 changes, which correspond to the changes of the equilibrium phase diagram in the slag according to the phase diagram. As shown in Fig. 1, C13 and C12 are located in the 3CaO.Al2O3 region. With increasing CaO/Al2O3 ratio, the compositions come into the CaO.Al2O3 region through the 12CaO.7Al2O3 region. The changes in the equilibrium phase and structures in the slag lead to changes in its viscosity.
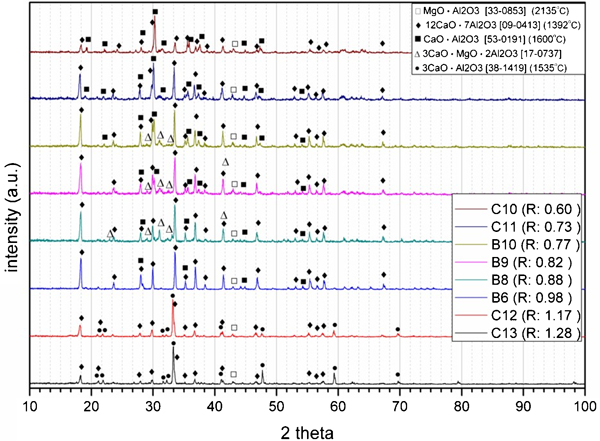
X-ray diffraction patterns of samples with different CaO/Al2O3
The logarithm of the viscosity of slags of varying mass ratio of CaO/Al2O3 is shown in Fig. 13 as a function of the inverse temperature. The results also indicated that at lower temperature, some of the data show a slight curvature in the slope. It is also observed that when the temperature is higher than the inflection point of viscosity curves, the logarithm of viscosity is a linear function of the inverse temperature. This confirms that viscosity obeys the general Andrade–Arrhenius equation relationships. Based on the experimental data, the activation energies for the viscous flow of slags were evaluated according to the Andrade–Arrhenius equation. The results are presented in Fig. 14, and it can be seen that the trend that flow activation energy changes with the mass ratio of CaO/Al2O3 in the slag was the same as the trend that viscosity changes with MgO content. When the mass ratio of CaO/Al2O3 was <0·88, the activation energy increased with increasing mass ratio of CaO/Al2O3 and followed by a decrease with further increase in the mass ratio of CaO/Al2O3, which was contrary to the trend viscosity mentioned above. When the mass ratio of CaO/Al2O3 was 1·28, the activation energy had a very large value. As shown in Fig. 12, calcium magnesium aluminium oxide (3CaO.MgO.2Al2O3) (17-0737) has formed when the mass ratio of CaO/Al2O3 was in the range of 0·77–0·88, which may lead to changes in the activation energy. Future work is needed for a more systematic investigation.
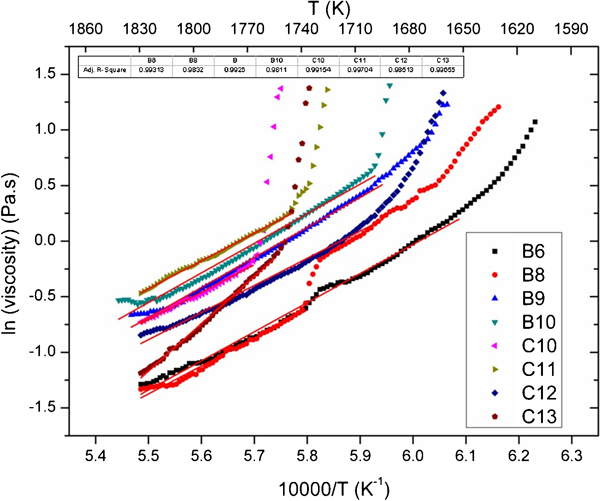
Relationship between logarithm of viscosity and inverse temperature
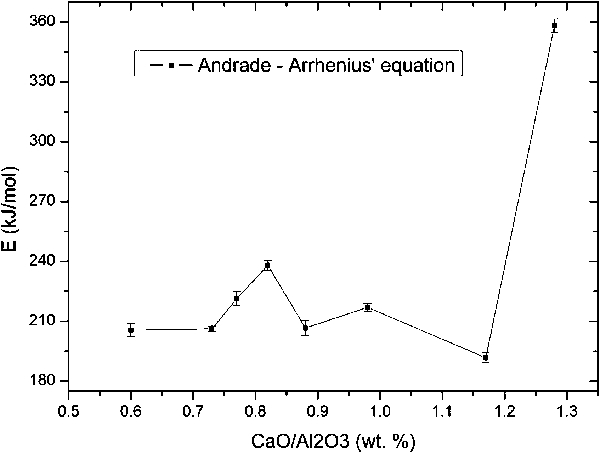
Effect of CaO/Al2O3 on activation energy of selected slags
Iida model and application
Iida’s viscosity model is based on the Arrhenius type of equation, where the network structure of the slag is taken into account using the so called modified basicity index Bi.16
–
18 The original Iida model (equations (3)–(9)), which divides all the oxides into basic and acid oxides, has been modified to take into account the amphoteric behaviour of certain oxides. This improved model is commonly known as the modified Iida model






The modified basicity index is similar to the basicity index B
i, but the amphoteric oxides α
i are replaced with 
For the CaO–Al2O3–MgO slag system, B
i is written as


It is assumed that 


In the present work, A and E are calculated so as to best fit the present experimental data





Molar compositions of slags (molar fraction)
Calculated viscosities by Iida model
The average error of all calculated viscosities can be assessed using the following equations

Values for δ n and Δ% for quaternary CaO–Al2O3–MgO melts
Conclusions
The viscosity of the selected CaO–Al2O3–MgO slag system has been measured by a rotating cylinder method in a wide range of temperatures from 1605 to 1823 K, for MgO content between 0·39 and 11·43 wt-% and a mass ratio of CaO/Al2O3 between 0·60 and 1·28.
The results indicated that both the MgO content and the mass ratio of CaO/Al2O3 had influence on the viscosity of the slag. The effect of the mass ratio of CaO/Al2O3 is stronger than that of the MgO content.
Using XRD, the main mineralogical compositions of samples were determined, which is consistent with the phase equilibrium in the phase diagram.
With a CaO/Al2O3 mass ratio of 1, the viscosity initially decreased with increasing MgO content and then increased with further increasing MgO content. In line with the MgO content equal to 5·5, the trend that viscosity changes with CaO/Al2O3 in the slag was the same as the trend that viscosity changes with MgO content.
The Iida model was applied to the calculated viscosities, and the average error is 38·19. The model proved to be promising for these slags, which have fairly high basicity and high Al2O3 content without silicate in homogeneous melts.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support of the National Natural Science Foundation of China (grant no. 50874072), the Program for Changjiang Scholars and Innovative Research Team in University (grant no. IRT0739) and the Innovation Fund for Graduate Students of Shanghai University (grant no. SHUCX101054).