
Abstract
The oxidation of sponge iron products and its destructive effects on iron content as well as other properties have been considered by ferrous technologists for a long time. In this investigation, a unique new low temperature method of preventing and/or retarding the oxidation of direct reduced iron is introduced. Experimental results from laboratory and pilot plant tests show the success of the method which has been named cold briquetting of sponge iron. The optimum condition for briquetting is achieved at 80 kN (Lcm)−1, 6% binder, 10% sponge iron fines and 4% anthracite. While hot briquetted iron has become a successful method for the new generation of iron reduction plants, cold briquetting of sponge iron could become a suitable technique to protect direct reduced iron products against oxidation for traditional iron reduction units.
Introduction
Owing to the different production time cycles of ironmaking and steelmaking plants, sponge iron composition can change while waiting to be charged into the steelmaking furnace owing to reoxidation and corrosion. Also density can reduce from ∼7 to ∼1·8 g cm−3 and the porosity increases from 50 to 70%, which results in a drop in the mechanical properties and a radical increase in the oxidation rate because of the large surface contact area.1,2
The lack of protection in sponge iron production may have both economic and arc furnace operational consequences. Auto ignition of direct reduced iron (DRI) could be one of the potential consequences. The possible thermodynamic reactions are as follows



As a result, different methods have been introduced for sponge iron protection. These include protection in silos, protection via coating material such as lime or sodium silicate and protection via hot briquetting.1,5
Briquettes have a higher density and lower porosity than sponge iron and possess higher physical and mechanical properties.6,7 According to Fig. 1, briquettes are more resistant to reoxidation.8 Trotter et al9 and Smailer and Price10 studied the advantages and disadvantages of using briquettes in steelmaking in electric arc furnace instead of scrap and reported a 17·6% rise in productivity: a 14·3% decrease in tap to tap time and 22% less electrode consumption have happened when briquettes are used instead of scrap. Moreover, specific chemical composition of briquettes eases steel composition control, reduces its nitrogen content and produces more appropriate and foamy slag.10
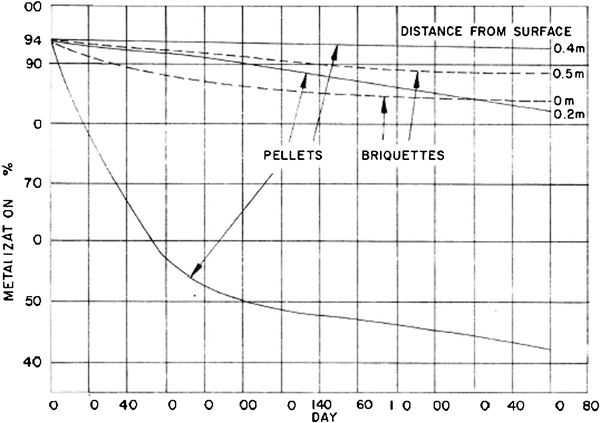
Resistance of HBI from metallisation loss8
The average carbon content of hot briquetted iron (HBI) is usually higher than DRI because of quenching; however, the water consumption in HBI production is also higher. In addition, it was shown that carbon in the arc furnace has some advantages.11,12 The change in the function of arc furnace due to the addition of DRI containing 2·6% carbon in comparison with DRI containing 2·08% carbon is shown in Table 1.
Effects of adding carbon on function of arc furnace11
However, due to the unique characteristics of HBI formation and its high temperature, hot briquetting plants should be considered in the primary plant design. Thus, the cooling zone is removed from the furnace and the HBI added direct to the electric arc furnace. Therefore, hot briquetting cannot be the appropriate solution to protect sponge iron in the existing ironmaking plants.
Based on the studies conducted on material compaction,13 density and porosity relationship,14 – 16 hot briquetting,6,17 cold briquetting and influencing parameters,18 – 21 and primary investigations performed on the laboratory scales,22 this study was done to examine and optimise cold briquetting as a novel method to overcome current obstacles in iron and steel plants in pilot plant of Sahut-Conreur, France.
Experimental
In the present work, briquetting of sponge iron pellets from the Khouzestan Steel Complex, Ahvaz, Iran was studied. The size of the pellets was in the range of 12–16 mm, and the density varied between 1·8 and 2·2 g cm−3. The 6% molasses, 3% hydrated lime and 2% water were mixed as a binder. First, molasses and hydrated lime were mixed and water was then added. Sponge iron pellets and binder were mixed using a mixer for 10 min. All experiments were performed in the pilot plant unit of Sahut-Conreur in Raismer, France, using a briquetting machine of 12 tph capacity which produced briquettes in dimensions of 44, 34 and 24 mm in length, with and height respectively. First of all, briquetting of sponge iron with and without binder was performed to obtain suitable range of pressure and the effect of fines and anthracite was then studied.
In order to determine the necessary pressing pressure, sponge iron pellets with 10% sponge iron fines without binder were pressed with different pressures, and then density and strength of briquettes were measured.
Based on the results of previous tests, the effects of adding binder in different percentages of 3, 4, 5 and 6% were investigated at a pressure of 80 kN (Lcm)−1 in tests 5–8.
Next, the effect of pressure, ranging from 60 to 90 kN (Lcm)−1, was studied in the presence of 6% molasses.
The influence of the fine of sponge iron per cent on the briquette characteristics, briquetting with different percentages of fine, was investigated.
Finally, the effect of adding anthracite was examined in tests 18–21.
All tests were performed at ambient temperature. All of the experiments performed during this procedure are listed in Table 2. In all of the tests, the rotation speed, gap and opening width of the flaps were fixed at 5 rev min−1, 1 mm and 80 mm respectively.
Test variables of all of experiments
*Variables in different tests are shown by bold figures in Table 2.
Results and discussion
Briquetting of sponge iron pellets without binder
It is observed from Table 3 that the increase in pressing pressure led to an increase in the briquette density. However, the briquettes did not have enough strength and failed to pass the drop test at heights over 2 m. An increase in the pressure provided a better condition for the cold bonds to be made and consequently, resulted in a decrease in the porosity.
Results of briquetting without binder
Briquetting of sponge iron pellets using binder
As seen in Table 4 and according to the drop test results, it was concluded that adding binder can improve the mechanical properties at a pressure of 80 kN (Lcm)−1. Molasses causes desired reactions among the particles and produces strong bonds which improve the mechanical properties such as fracture strength in the drop test.
Effect of binder on briquetting
The bonding mechanism of molasses and lime is very complex. In addition to the reaction of the sucrose with lime which produces calcium saccharate, a sucrose polymerisation takes place owing to the addition of water. Apart from this exothermic chemical reaction, molasses provides a good green strength of the briquettes leaving the briquetting machine, due to its high viscosity at ambient temperature. As a result of the curing time, the strength of the briquettes will be increased with time.23 In these tests, the briquettes produced were well shaped with high mechanical properties as shown in Fig. 2.
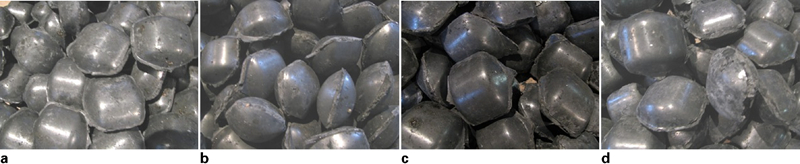
Briquettes produced in tests 5–8
Effect of applied pressure in presence of binder
According to the drop test results, it is shown in Table 5 that the pressure ∼80 kN (Lcm)−1 was the most suitable for making well shaped briquettes. Furthermore, many fragments were produced in the pressure of 60 kN(Lcm)−1 and briquette thickness was increased because of low pressure.
Effect of pressure with binder on briquetting
Effect of sponge iron fines
The production of sponge iron fines between 5 and 10% in reduction plants is unavoidable. These fine particles should be agglomerated for reuse. In the present study, effects of adding 2–10% of sponge iron fines on briquetting were studied.
As shown in Table 6, the presence of the fines has led to producing briquettes with higher density. Most importantly, well shaped briquettes were obtained with different percentages of the fines. Although the increase in the fines percentage led to better briquettes, the well qualified briquettes were produced with 2–10% fines. The addition of fines to the sponge iron as tiny particles resulted in filling of porosities in pellets during briquetting.
Effect of fines on briquetting
Effect of anthracite
It is seen in Table 7 that anthracite can improve the briquette density very slightly; furthermore, the carbonaceous material can provide better reduction conditions in the arc furnace.
Effect of anthracite on briquetting
The addition of carbon to DRI has decreased electricity, electrode and refractory consumption and increased productivity in recognition of producing each tonne of steel. However, in comparison with injected carbon to the furnace, the DRI carbon content can sharply increase the efficiency, because 25–75% of injected carbon to the arc furnace either does not have chance to pass through the slag or burns with the existing gas.11
Conclusions
Based on the results obtained, cold briquetting of sponge iron pellets is possible and briquette composition can be improved by adding suitable materials such as carbon.
The increase in the pressing pressure led to briquettes with higher physical and mechanical properties. A pressure of ∼80 kN (Lcm)−1 was the most suitable in making well shaped briquettes.
The binder improved mechanical properties of briquettes, with ∼6%, producing the higher strength briquettes.
The presence of sponge iron fines improved the potential of sponge iron pellets to be briquetted. Well shaped briquettes were obtained with different fine percentages. Since sponge iron contains <10% of fine material in the reduction plants, it is not essential to regulate the fine percentage in real conditions.
The presence of carbon in the briquettes will cause reducing conditions, decrease electricity, electrode and refractory consumption and also increase productivity and heat efficiency.
On the whole, it is clear that cold briquetting of sponge iron can be a new method in cold briquetting of sponge iron pellets which will result in briquettes with adequate requirements, including sufficient mechanical and physical properties, protection against reoxidation, and easily transferred and improved practical regime of arc furnace by regulating the composition of the sponge iron pellets such as adding carbon.
Footnotes
Acknowledgements
This work was supported by the Khouzaestan Steel Complex, Tehran, Iran.