
Abstract
The management of huge volumes of overburden at chromite mines is a concern, and there is a need to make effective use of this material. Therefore, direct reduction of low grade chromite overburden from the Sukinda chromite mines was studied at high temperatures to recover Fe, Cr and Ni. The effect of process parameters, such as temperature, time, reductant and flux, on the recovery of these metals was studied. The bench scale results obtained were then used in laboratory rotary hearth furnace reduction experiments, where it was found that a cycle time of 25 min is required for maximum recovery of metal. It was observed that ∼90% of Fe and >90% of Ni were recovered and thus have the potential to reduce the volume of waste at chromite mines.
Introduction
Opencast chromite mining generates enormous quantities of overburden. In India, ∼5 million tonnes of chromite overburden is generated each year, adding to the 140 million tonnes that has already been accumulated over several years of mining. Chromite overburden is a low grade material overlying the chromite minerals, which need to be removed for quarry development. Approximately 10 t of such overburden is removed and stored in dumps for every tonne of chromite mined. One of the major environmental challenges is to manage this huge volume of overburden, which is associated with problems of aesthetics, landslides, loss of topsoil, soil erosion and water and air pollution. Therefore, the management of chromite overburden dumps and finding ways to utilise this material are of vital significance.
Up to now, this material has not been commercially exploited due to the low percentage of nickel present. Many pyro- and hydrometallurgical methods have been tried, mainly to extract nickel from these lateritic ores.1 – 3 Ammonia–ammonium carbonate leaching of the reduced ore has been carried out in the presence of oxygen, and about 70–75% of the nickel was extracted.4 Leaching with sulphuric acid has also been carried out at atmospheric as well as elevated pressure and temperature. It has been observed that preferential sulphation of nickel over iron can be obtained with certain parametric values.
Processes have also been tried with ferric sulphate, sulphuric acid leaching. 5 5,6 However, all of the above processes are costly and demand reasonably high energy consumption.
Most research on overburden material was focused on the application of various methods to extract nickel, which is present in very low quantities. The chromite overburden, however, has appreciable iron (45–55%) and chromium (5–20%) contents. Therefore, in the present study, an attempt has been made to develop a coal based direct reduction process to recover all the Fe, Cr and Ni metals present in the overburden. The effect of reduction process parameters on the recoveries of Fe, Cr and Ni was studied in bench scale experiments and in a laboratory rotary hearth furnace (RHF) to estimate the cycle time needed for reduction.
Experimental
Input materials
The typical chemical analysis of chromite overburden, which consists of low grade chromite ore and nickeliferous laterites, is shown in Table 1. The gangue, especially high in alumina (>2·0%), is believed to limit the use of this material directly in conventional ironmaking processes due to the stringent requirement for raw material specifications. In direct reduction processes, the objective is to drive off the oxygen contained in oxide ores in the solid state in order to convert the ore to metallic and provides the flexibility on the use of low grade iron bearing raw materials. Therefore, in this paper, an attempt was made to explore the use of low grade chromite overburden using the direct reduction process. For this, a representative sample of chromite overburden from Sukinda chromite mines, Orissa, India, was used. The chemical analysis of chromite overburden used in the present studies is given in Table 2. The cumulative size analysis and weights retained in different size fractions are given in Fig. 1. It can be seen that the d 80 (80% passing) of the particles in the ore is ∼98 μm. Phase analysis was carried out using X-ray diffraction (see Fig. 2). It can be seen that goethite and chromite are the predominant phases.
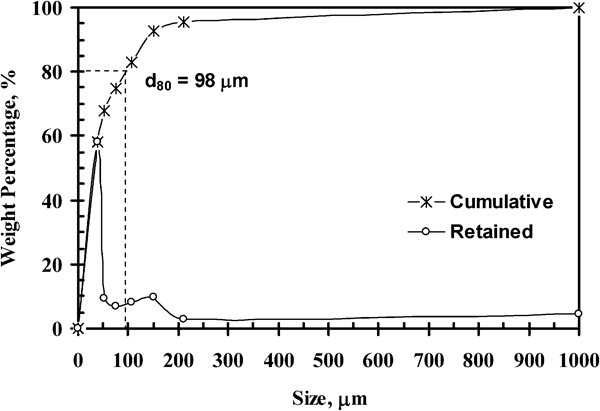
Cumulative size analysis and weights retained in different size fractions for nickeliferous chromite overburden
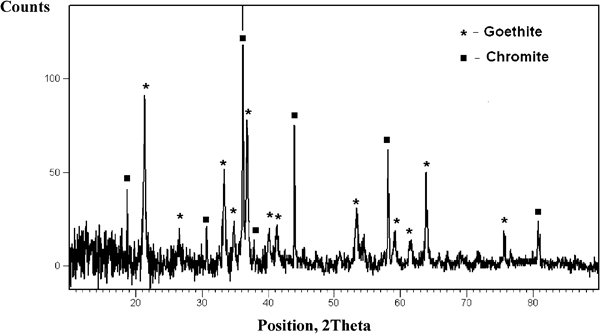
X-ray diffraction analysis of overburden material
Typical chemical analysis of chromite overburden/wt-%
Chemical analysis of raw materials for reduction/wt-%
The proximate analysis of reductant coal and the chemical analysis of flux used in reduction experiments are given in Table 2. Coal and fluxes were used in powdered form having an average particle size of ∼55 μm. The input materials for reduction were weighed accurately and then mixed thoroughly. The charge mix was then agglomerated in the form of green pellets using a disc pelletiser. The green pellets were dried in an oven at 110°C for 2 h and used in the reduction experiments. The dried pellets had an average weight of 1·70 g, an average diameter of 13·60 mm and a total porosity of 51·62%.
Bench scale reduction experiments
These were carried out primarily to study the effect of the reduction process parameters on the recoveries of Fe, Cr and Ni and also to establish the optimum charge mix proportions for achieving maximum metal recovery. The bench scale reduction experiments were carried out in a horizontal alumina tube furnace (see Fig. 3). Throughout the reduction experiments, argon gas was purged at a rate of 5·0 L min−1 to maintain an inert atmosphere and prevent air ingress in the furnace. The dried pellets were weighed and placed in an alumina crucible. The furnace was set to a predetermined temperature, and when the temperature has been reached and a stable reading was obtained for 30 min, the crucible was slowly inserted into the hot zone. A series of isothermal reduction experiments were carried out for different times (5–45 min) and temperatures (1000–1400°C), and each experiment was repeated twice to obtain representative results at given test conditions. After every experiment, the crucible was pulled out of the furnace, and the weights of the reduced products were recorded. The cooled samples were then subjected to chemical and phase analysis.
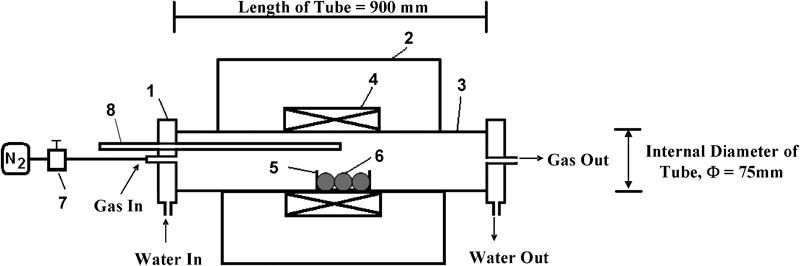
Schematic diagram of bench scale horizontal tube furnace
Rotary hearth furnace experiments
The optimum charge mix composition obtained in the bench scale experiment was used in the RHF experiments. The optimum charge composition was 73·43 wt-% of chromite overburden, 18·42 wt-% of reductant coal, 5·0 wt-% of lime, 2·2 wt-% of quartz and 0·95 wt-% of bentonite as binder. Tests were carried out to study and optimise the RHF cycle time. An RHF consists of a flat, refractory hearth rotating inside a stationary, circular tunnel. The feed pellets are typically placed on the RHF hearth in one or two layers thick.7 – 10 The laboratory RHF used in the present study was electrically heated, and the heat required to raise the temperature of the feed pellets was supplied by radiation heat from the heating elements. A schematic top view of the laboratory RHF is shown in Fig. 4. It has a total of six zones from entry to exit. The first five zones are heating zones, whereas the sixth zone is a cooling zone. Thermocouples were provided in each zone to record and control the temperatures using a proportional–integral–derivative temperature controller. In each heating zone, an inlet was provided to purge argon gas for maintaining the inert atmosphere. The exhaust was at the top near the entry for continuous removal of gases. The hearth rotation speed was varied such that one hearth revolution was completed in a 16–32 min cycle time. Charging and discharging of the feed tray on the hearth were carried out through pneumatically operated entry and exit doors.
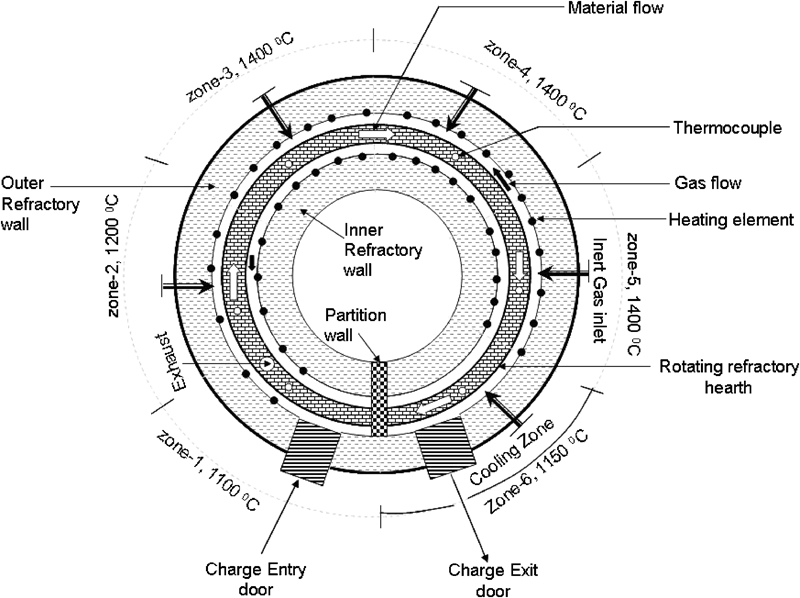
Schematic top view of laboratory RHF
The dried composite pellets made from the mixture of overburden, coal, flux and binder were placed in stainless steel trays coated with ceramic wool, and subsequently, the trays were placed on the hearth at entry port. A thin coal layer (∼1·0 mm thick, roughly 5·0 g coal/100 g pellets) was maintained below the pellet layer in order to help in maintaining the local reducing atmosphere from the CO gas generated. A representative diagram of a typical arrangement of feed pellets in charging tray is shown in Fig. 5. The required heating profile was set in the RHF, and when all the zones reached the predetermined temperatures, the reduction tests were carried out. Each feed tray contained ∼100 g of composite pellets. After placing the feed tray on the hearth, the cycle times were maintained by controlling the rotation speed of the hearth at a given temperature profile of the furnace. The feed tray was then withdrawn at the exit. The hot reduced product was cooled using nitrogen gas in a closed chamber outside the furnace. The reduced products were weighed, and after physical separation, representative samples of slag and metal were prepared for chemical analysis to estimate the recoveries of Fe, Cr and Ni metals. The physical separation method comprised of manual sorting and separation of large metal and slag nuggets followed by magnetic separation of the remainder reduced product using hand magnet to obtain smaller nuggets. The fine metal particles entrapped or associated with the slag were not separated, which needs to be separated using subsequent grinding followed by magnetic or density separation techniques for the slag. The metal and slag products were also subjected to phase analysis.
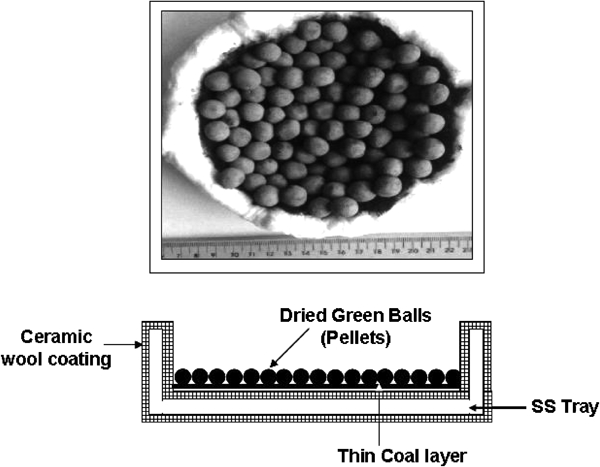
Typical arrangement of feed pellets in charging tray of laboratory RHF
Results and discussion
Estimation of reduction process parameters
Effect of temperature and time
The effects of temperature and time on the degree of Fe metallisation were studied by varying the reduction time in the range of 5–45 min and the temperature in the range of 1000–1400°C. The coal addition was as per stoichiometric requirement for complete reduction of iron, chromium and nickel oxide in a chromite overburden. The degree of Fe metallisation in the reduced product was estimated as the ratio of metallic Fe/total Fe content in the reduced product.
The degrees of Fe metallisation as a function of time at each isotherm are compared in Fig. 6. The degree of Fe metallisation increases, as expected, with increasing temperature. The extent of Fe metallisation was slowest at 1000°C. Above 1100°C, the initial degree of metallisation was high for a duration of 10–15 min, after which the reduction reaction almost stopped. The degree of Fe metallisation curves in Fig. 6 shows that the reaction slows with time. The overall retardation of the chemical reaction may be due to the lower Fe concentration gradient at the interface and the lack of availability of carbon or carbon monoxide reductant. The highest degree of Fe metallisation, which is >90%, was achieved in 10 min at 1400°C, and a clear slag and metal separation was observed. It is worthwhile to mention here that the standard method for estimating the metallic iron in a reduced product containing both its metallic and oxide compounds is well established. The ISO standard 5416:2006 specifies a titrimetric method for the determination of the mass fraction of metallic iron in reduced iron ores (direct reduced iron) using the bromine–methanol process. By contrast, there is no instituted method in order to differentiate between metallic chromium and metallic nickel with their respective oxide forms in a reduced product. Considering this difficulty in order to arrive at the recoveries of the Fe, Cr and Ni metals, all the studies were carried out at high temperature of 1400°C since a clear slag and metal separation was achieved. The physical separation of slag and metal was practical for the reduction product obtained at this temperature for estimating the recoveries of Fe, Cr and Ni in the metal.
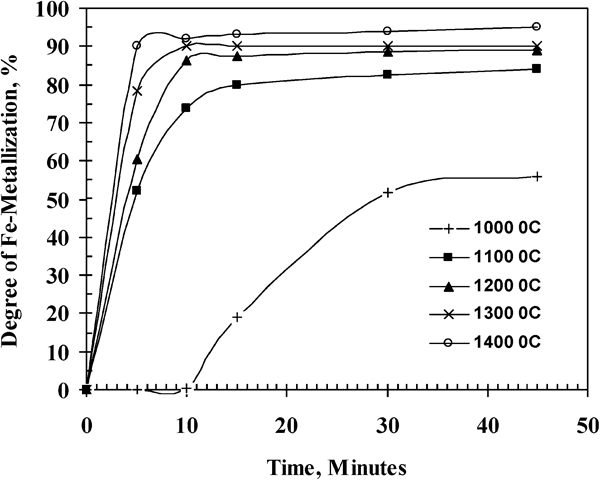
Effect of variation in reduction temperature and time on degree of Fe metallisation
Effect of charge basicity
The effect of charge basicity (CaO/SiO2) on the recoveries of Fe, Cr and Ni metals was evaluated at 1400°C and 45 min reduction time. The charge basicity was varied in the range of 0·4–0·9, and its effect on the weight recoveries of Fe, Cr and Ni is shown in Fig. 7. It was observed that, with the increase in basicity from ∼0·4 to 0·7, the recovery of Fe, Cr and Ni to metal increased; however, no significant changes were observed for the further increase in basicity. CaO is a known slag former and is a preferred flux additive in many metallurgical processes. CaO breaks the silicate bonds and thereby increases the fluidity of the slag. It also decreases the solidus and liquidus temperature of the slag forming oxide gangues and thus results in improved slag metal separation. Therefore, the high recovery was achieved when the charge basicity was increased from 0·4 to 0·7. With the further increase in basicity up to 0·9, no significant improvement in recovery was observed. This may be due to the increase in volume of the slag, which may limit the diffusion of reaction gases and restrict further recovery of the metal. The recovery of chromium, as expected, was the least (40%) even at high basicity, as most of the chromium was present in the form of refractory magnesiochromite, which requires higher reduction temperatures (>1400°C). At a charge basicity of 0·7, it was observed that >90%Ni and ∼85%Fe were recovered as metals.
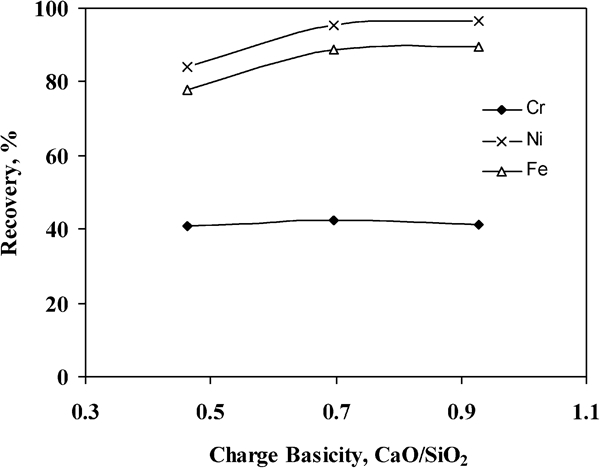
Effect of variation in charge basicity on recoveries of Fe, Cr and Ni at 1400°C and 45 min
Effect of coal addition
The carbon content in the charge was varied from 20% (less than stoichiometric) to over 20% (excess) in order to evaluate the effect of carbon addition on the metal recoveries at 1400°C. The stoichiometric requirement of C for the reduction of Fe, Cr and Ni oxides in 100 g overburden was 18·4 g based on the chemical analysis given in Table 2. Figure 8 shows the weight recovery of metals versus carbon addition in the charge at 1400°C and optimum 0·7 charge basicity. It can be seen from Fig. 8 that the recoveries of Fe, Cr and Ni have increased with the increase in C from 14·7 to 18·4 g (theoretical requirement) and remained almost constant thereafter, indicating no further significant effect of C addition on metal recoveries. When carbon is less than the theoretical requirement, it is expected that the reduction process will starve for carbon required for gasification, and this results in lower recoveries. Therefore, a high degree of Fe, Cr and Ni metal recovery was achieved at theoretically expected C levels of ∼18 g. The least recovery of chromium (40%) was expected not only due to the refractory nature of chromite but also due to the entrapment of some metal droplets in the slag phase as observed from the microstructure of reduced products (Fig. 10) and bright spots in the slag phase (Fig. 11). On the other hand, the phase transformations of Fe and Ni hydroxide to oxide phases at lower temperatures accelerate the reduction reaction and result in higher Fe and Ni metallisation. It was observed that ∼90%Fe and >90%Ni were recovered at optimised 18·4 g C addition. Figure 9
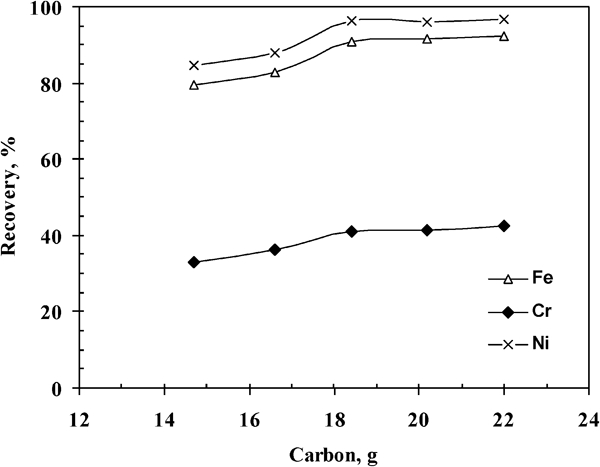
Effect of variation in carbon on recoveries of Fe, Cr and Ni at 1400°C, 45 min and 0·7 charge basicity
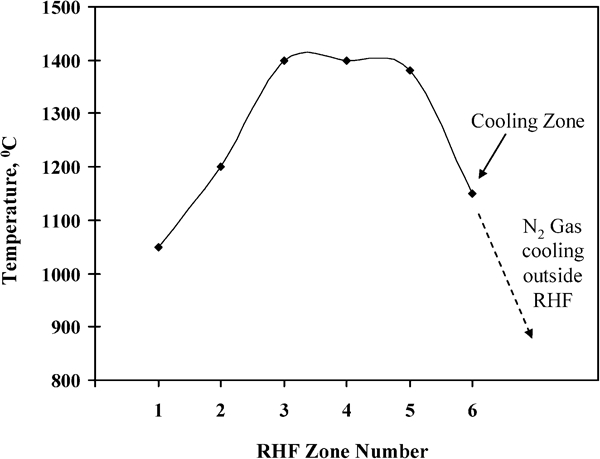
Temperature profile in laboratory RHF
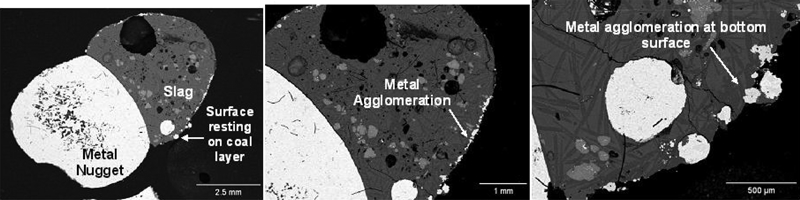
Images (SEM) of reduced sample obtained in RHF at cycle time of 25 min
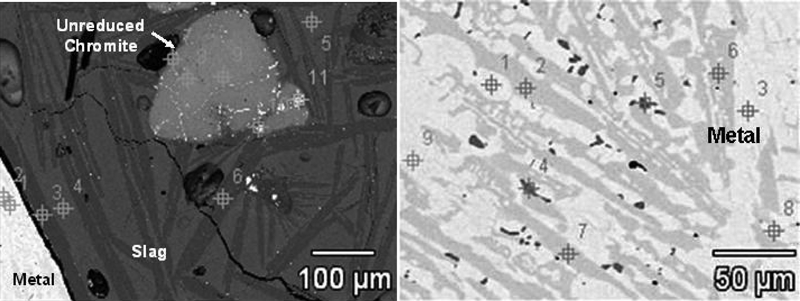
Image (SEM) of phases present in slag and metal in reduced chromite overburden sample in RHF at cycle time of 25 min (reference: Table 4)
Rotary hearth furnace experimental results
Effect of cycle time
The temperature profile during RHF experiments is shown in Fig. 9. The effect of RHF cycle time on the recoveries of Fe, Cr and Ni by weight is shown in Fig. 12. It can be seen that with the increase in the cycle time, the metal recoveries have increased up to a cycle time of 25 min and then descended slightly at cycle times beyond 25 min. With longer cycle times (beyond 25 min), most of the carbon was consumed in the reduction reaction. In addition, traces of oxygen were present inside the RHF due to the air leakage from the inlet and outlet ports, which make maintaining the reducing conditions in cooling zone difficult and may result in the reoxidation of metallised particles. The longer residence time (30 min) results in the excessive melting of the reduced product, which may result in the entrapment of fine metal particles in the slag, which were not recovered in the metal fraction during physical separation. Therefore, at cycle times of 30 min, a slight decrease in metal recoveries was observed. As expected, chromium recovery was low at all cycle times up to 30 min. The low recoveries of Fe, Cr and Ni at a cycle time of 16 min may be attributed to incomplete reduction due to inadequate residence time. It was observed that ∼90%Fe and >90%Ni were recovered to metal nuggets at the cycle time of 25 min.
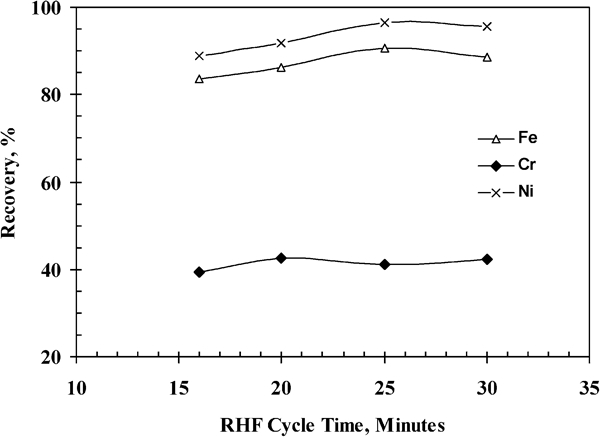
Effect of variation in RHF cycle time on recoveries of Fe, Cr and Ni to metal nuggets
Phase analysis of reduced samples
Photographs of metal and slag nuggets at a cycle time of 25 min are shown in Fig. 13, and their chemical analysis is given in Table 3. Images (SEM) of the reduced product are shown in Fig. 10. The EDX analysis of metal and slag phases was carried out, and the results are presented in Fig. 11 and Table 4. It was observed that most of the reduced metal particles have agglomerated and formed nuggets. The slag phase showed three distinct phases, namely, partly reacted chromite, flaky aluminosilicates and Ca–Mg–Al silicate matrix phase. Fe rich metal particles were also observed on the surface of the chromite grains, which were formed due to the selective reduction of Fe oxides in the chromite phase. The texture of metallised particles on chromite particles shows that the Fe ions diffused selectively in reducing atmosphere, as reported earlier.11 The grey flaky Fe–Cr phase and the bright Fe–Ni–Cr phase were observed in the metal nuggets. Since the samples were coated with carbon for SEM analysis, no carbon analysis was carried out in EDX. The metal nugget was at the bottom and covered with slag phase, which protected the metal phase from reoxidation in the cooling zone; hence, no reoxidation of metal phase was observed.
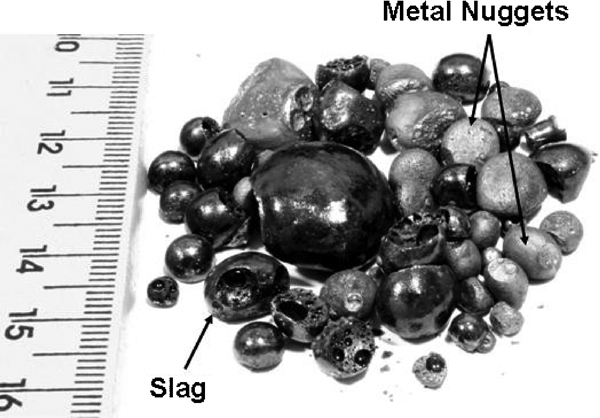
Photograph of metal and slag nuggets obtained in RHF at cycle time of 25 min
Chemical composition of metal nuggets and slag obtained in reduced sample of chromite overburden in RHF at cycle time of 25 min
Energy dispersive X-ray analysis of phases present in slag and metal in reduced overburden sample in RHF at cycle time of 25 min (reference: Fig. 11)
Reaction mechanism
The overall reaction occurring in the system can be represented by12









Process economics and future studies
In optimised process conditions, ∼40% weight loss was observed in the reduction process. The weight fractions of metal and slag phase in reduced samples were ∼60 and 40% respectively. This means that a reduction of 100 g overburden will generate ∼32 g of slag or solid waste and ∼48 g of metal. The slag would be crushed and subjected to magnetic or suitable separation technique for recovering more metal. For 1 t of metal nuggets, ∼2·0 t of ore and 0·5–0·6 t of coal (including the coal bed) will be consumed. The metal nuggets obtained in the direct reduction process could be used as metallics to replace a part of the stainless steel scrap charged into electric arc furnaces for making stainless steel or some chromium bearing steels, like ball bearing steels, etc. The iron available in the nuggets will also help to reduce the quantity of steel scrap. In the present study, anthracite coal was used in order to establish the initial feasibility of the direct reduction process in lab experiments for the Sukinda chromite overburden; however, the use of lower grade coals may also be tested in future studies. Considering minimal cost of unused chromite overburden and possibility of use of lower grade coals in the future, it is expected that the process economics may improve further. However, further research trials in pilot RHF or similar furnace (for example, tunnel furnace for reduction) will be required in order to develop an economically viable commercial process.
Conclusions
The feasibility of direct reduction process for low grade chromite overburden was studied with the objective of recovering Fe, Cr and Ni metals. It was observed that ∼90%Fe and >90%Ni were recovered in the RHF process at a cycle time of 25 min. The Cr metal recovery was ∼40%, which was owing to the refractory nature of chromite and the lower reducing temperatures employed. A clear slag and metal separation was achieved at 0·7 charge basicity. The Fe–Cr–Ni metal nuggets produced have high metallic values of Fe of ∼88%, Cr of up to 8% and Ni of ∼1·4%, thus recovering maximum Fe, Cr and Ni values from low grade chromite overburden. Further research work in pilot rotary hearth or similar furnace for commercial scale-up and also use of lower grade coals in the process needs to be studied in the future in order to establish an economically viable process.