
Abstract
Factors affecting the bonding efficiency of bentonite during pelletising were investigated. Results show that it is influenced by the properties of bentonite, water and iron ore concentrate. The dosage of bentonite can be halved by exchanging cations in the interlayer to activate bentonite, removing bivalent cations to soften the water and milling the mixture to advance the contact condition between the concentrate and bentonite. The use of an organic binder to reduce the bentonite dosage was also studied. The experiment shows that using an organic binder for preparing pellets will decrease the strength of the fired pellets. Taking the measure of milling the mixture damply can improve the strength of the fired pellets so that adding every 0·01% organic binder can reduce bentonite by 0·33%.
Introduction
In the pelletising process, a binder is required to enable the green balls to survive subsequent handling, transporting and processing. Bentonite is the most popular binder because of its low cost,1 especially in China, where the average dosage is 2–3%, which is much higher than that of other countries because of the coarse size concentrate and the inferior quality of bentonite used.1 – 3
Adding 1% bentonite lowers the pellet ferrous content by ∼0·6% and increases the silica content by 0·6–0·7%,4 which results in increasing coke rate and decreasing blast furnace yield. Thus, it is very important to reduce the bentonite dosage during pelletising.
There are many reports about the measures to reduce the bentonite dosage, such as increasing the surface area of concentrate particles and improving the particle size distribution. However, the concentrate needs to be more finely ground, and grinding is an expensive energy intensive process that increases exponentially with the fineness of grinding.
Alternative methods involve the use of substitutes. An organic binder is a potential alternative because of its low dosage, high efficiency and no impurity. Materials such as starch, dextrin and alginate products were studied but did not succeed in application.5 Haas et al. 6 6,7 investigated several organic binders focusing specifically on iron ore concentrate, and it is reported that a polymer of Peridur was used as a binder for producing direct reduced iron. However, organic binders have not been widely used in the production of oxidised pellets because they burned off before recrystallisation bonding forming, which result in unacceptable indurated strength.8 – 14
The authors, therefore, decided to find methods to improve bentonite performance, reduce the bentonite dosage and also find measures to improve the strength of pellets with organic binders.
Experimental
The physical properties of bentonite, such as colloid percentage, swelling index and water absorbency, were measured. Colloid percentage was tested by mixing 15 g bentonite, 1 g magnesia and water to form 100 mL gelatin, and it was scaled by the percentage of colloid, which takes up the entire volume after settling 24 h. Swelling index was measured using 1 g bentonite, 25 mL of 1 mol L−1 hydrochloric acid and then adding water up to 100 mL solution. After settling for 24 h, the water absorbency of bentonite was measured by 2 g of bentonite in 2 h, expressed as a percentage of bentonite weight.
Microballing was carried out in a laboratory scale balling disc of 1·0 m diameter, rotational speed of 21 rev min−1 and 5 kg per batch. After adjusting the moisture of the concentrate, the binder and additives were introduced. First, the mixture should be balled to seeds, 2–4 mm in diameter, and then balled to green pellets. The green pellets were then sieved between 12 and 16 mm to determine the wet drop strength, the wet compressive strength and the shock temperature. Drying of the green pellets was carried out in a drier at 105°C for 2 h. A horizontal tube furnace was used to fire the pellets in two stages: a preheat cycle and a roasting cycle. The temperature of the preheat was set at 950°C for 10 min. The temperature of the roasting was 1250°C for 12 min. After roasting, the compressive strength of the indurated pellets was measured.
Results
Enhancing bonding efficiency of bentonite
As bentonite is mixed into the iron ore concentrate with water, bentonite becomes wet, and the clay layers expand and disperse from the hydration of exchangeable interlayer cations throughout the concentrate, transforming into a matrix that bonds the ore particles together. Thus, the bonding efficiency of bentonite is not only related to its own quality but also with the medium water and the properties of the concentrate. In this paper, the bentonite bonding efficiency is discussed under the ternary system (bentonite, water and concentrate), as shown in Fig. 1.
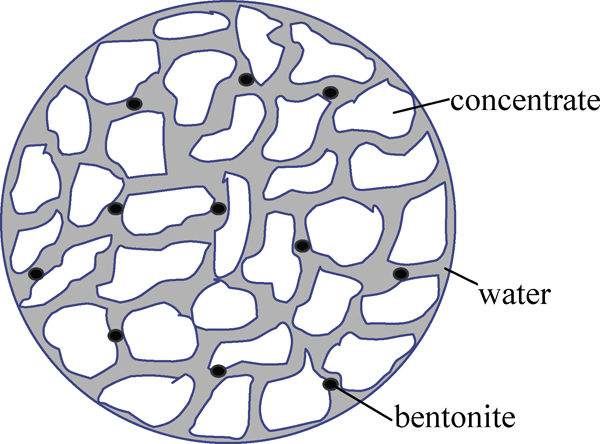
Ternary system in pellet
Improving quality of bentonite
The bentonite physical properties can be reflected by colloid percentage, swelling index, water absorbency, montmorillonite content and alkalinity coefficient. To study the relationship between bentonite properties and pellet quality, one magnetite concentrate and 20 kinds of bentonite were prepared for pelletising at a bentonite dosage of 1%. According to the results of multiple regression analysis, it is indicated, with α = 0·01, that water absorbency, swelling index, colloid percentage and alkalinity coefficient can strongly affect the quality of green pellets; hence, these properties are the important indices to measure the quality of bentonite in pelletising.
Because the nature (quantivalency and electricity characteristic) of exchangeable cations in the interlayers of bentonite affects its properties, it can be divided into calcium bentonite and sodium bentonite. Sodium bentonite has larger swelling index, better dispersivity in water, higher plasticity and cohesiveness and, therefore, greater value in pelletising. However, sodium bentonite is scarce in China, so it is important to modify calcium bentonite to sodium bentonite.
A typical calcium bentonite activated by sodium carbonate and the conditions of modification were studied. The results show that the best activation conditions are as follows: sodium carbonate dosage, 3%; slurry concentration, 20%; activation temperature, 55°C; and activation time, 2·5 h. Table 1 indicates that the colloid percentage, swelling index, water absorbency and alkalinity coefficient of bentonite increase when bentonite is activated. The experiments also studied the influence of sodium compounds; the result shows that the order of sodium effect is NaF, Na2CO3, NaOH, Na3PO4 and NaCl.
Effect of activating bentonite by sodium carbonate on bentonite properties
When Na+ and Ca2+ exist in the bentonite solution, there is a dynamic adsorption and desorption equilibrium, and the following ionic exchange can occur
Pellets were made by adding raw bentonite and activated bentonite respectively. The results are shown in Table 2. The wet drop strength with 1·0% activated bentonite is higher than using 2·0% raw bentonite, and also the wet compressive strength is better. The dosage drops from 2·0 to 1·0% through the activation of bentonite.
Effect of activating bentonite by sodium carbonate on green pellets
Water quality in pelletising
Because bentonite has exchangeable ions, it can be supposed that the ion types and the concentration in water will affect its properties.
The results that ions in the water affect the water absorbency of bentonite are shown in Table 3. The cations in the water change by the addition of chloride. Ca2+ and Mg2+ have a notable influence on water absorbency, in which the water absorbency decreases as the concentration of Ca2+ or Mg2+ ascends. Especially, when the concentration is high, the water absorbency decreases to a low level. K+ and Na+ seem not to affect water absorbency significantly, decreasing only a little as the concentration of K+ or Na+ increases. The decreasing order affects the water absorbency: Ca2+, Mg2+, K+ and Na+. The positive ion also affects the speed of bentonite in the absorbing water. It is shown in Fig. 2 that Ca2+ and Mg2+ will reduce the speed of the absorbing water, particularly Ca2+. The influence of the cation in the water is as a result of the ionic exchange capacity. The exchange capacity order is Li+>Na+>K+>NH4+>Mg2+>Ca2+>Ba2+. The force between the exchangeable positive ion and the montmorillonite platelets is mainly electrostatic attraction; therefore, the exchange capacity lies on the electric quantity and the ionic radius. Ca2+ and Mg2+ in water can displace K+ and Na+ and increase the bonding between bentonite platelets so that the expansion is weakened and the water absorbency is reduced correspondingly.
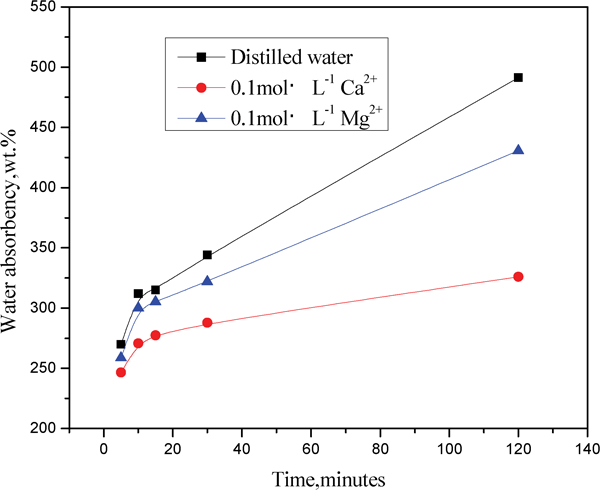
Speeds of bentonite absorbing water affected by different cations
Effect of cation concentration in water on bentonite water absorbency
Because the water quality could influence the bentonite cohesive action, four experiments were designed to investigate this (Table 4). All the experiments used 1·0% activated bentonite. The first trial used tap water, and the second trial used distilled water, which was used to soak the ore for 2 h with a slurry concentration of 16·7%. Then, the ore was filtrated, and this was repeated three times to guarantee that the ion is out of the ore thoroughly. Last, the pellets were made with distilled water. The third trial involved adding CaCl2 to the concentrate, and the pellets were made with tap water. The fourth trial involved adding a little Na2CO3 to the ore to soften the water. The results indicate that the water quality has an important influence on pelletising. The green pellets made with distilled water were better than with tap water, and increasing Ca2+ in the water reduced the quality of the green pellets. Softening the water with Na2CO3 improved the pellets.
Effect of water type on green pellets
Improvement bonding action between iron ore concentrate and bentonite
The better bentonite disperses in the concentrate, the better its cohesive action. The mechanical effect of damp milling was studied. There are two ways to pretreat the concentrate: one is to mill damply the concentrate and bentonite together, and the other is to mill damply the concentrate only. It can be seen from Table 5 that the pellet strength is highest when the concentrate and bentonite were milled together, next is when only the concentrate was milled and the strength of pellets is the worst when the materials are not damp milled.
Effect of pretreatment on green pellets (1·0% activated bentonite)
Comparison of the mean size of the mixture after damp milling shows that whether bentonite is milled with concentrate or not, the mean size makes no obvious difference. However, the morphologies of the concentrate are different, as shown in Fig. 3. The surface of the big granules was well coated by many small granules if both bentonite and the concentrate were milled damply but had limited coating if only the concentrate was milled damply. This was mainly because milling together the concentrate and bentonite caused them to contact closely, enabling bentonite to display the cohesive characteristic fully and to enhance the strength of the green pellet.
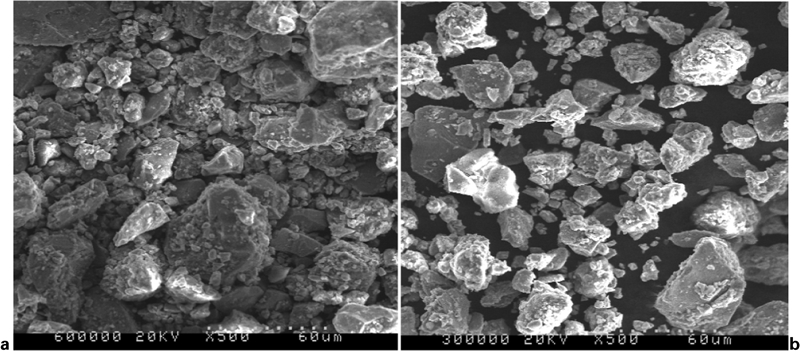
Morphologies of material after damp milling (SEM)
Substitution of bentonite
The above research succeeded in reducing the bentonite dosage, but it could not be reduced to zero, so use of organic binders was investigated. Table 6 indicates that the wet strength of the green pellets with organic binder was adequate but that the fired strength is inadequate. To explain this, the microscopic structures, the mineral constituent and the crystalline state of two kinds of pellets were studied. It was discovered that there were differences in porosity, low melting point material (calcium fayalite and silicate) as well as crystalline state. Table 7 shows that the porosity of organic binder pellets is 4·9% higher than that of bentonite pellets. This indicates that the contact of granules with organic binder is not as close as with bentonite pellets.
Effect of binder type on quality of pellets
Mineral composition of fired pellets/%
The total quantity of the low melting point material is 5·21% lower in organic binder pellets; hence, cohesion is reduced. The low melting point material comprises FeO, CaO and SiO2, and bentonite can provide the fine grain SiO2 that facilitates the formation of the low melting point material. In addition, the crystal size is tiny in organic binder pellets due to the inferior contact, and the lower amount of low melting point material will form a liquid, which is an advantage to solid diffusion and makes the crystals grow. Therefore, the reasons for the low compressive strength of the organic binder pellets are as follows: first, the granules contact points are fewer in organic binder pellets, and the porosity is higher, so the probability of taking action between the granules is smaller; second, there is a lack of low melting point material as cohesive substance in organic binder pellets.
Why do granules contact differently for the two kinds of pellets? The size of bentonite particles is small, and its dispersivity is good; hence, the pellet porosity can be reduced. The organic binder, however, forms microholes as it is burned off or decomposed, thus increasing the porosity. Furthermore, there are different bonding mechanisms. During pelletising, bonding the granules mainly depends on the interfacial and capillary forces. When the holes in pellets are filled completely with liquid, the bonding force mainly depends on the capillary force. Bentonite causes closer contact; hence, the capillary force is increased. However, when using organic binder, it dissolves in the water and increases its viscosity, which increases the moisture of pellets to be 1·0–1·5% higher than bentonite pellets and with looser contact.
The key to applying an organic binder is to heighten the strength of the fired pellets. An efficient measure is improving the granule contact, as it has been shown that increasing the compaction pressure can increase the bonding.15 The results showed that the strength of the fired pellets increased with increasing compaction pressure and that the compaction pressure could be changed by adjusting the scale, the rotary speed and the filling rate of the balling disc.
Pretreating the raw materials was also studied. It was found that damply milling the mixture can improve the granule contact. Theoretically, milling the damp mixture has three effects. First, it can reduce the size and improve the size distribution of the concentrate. Second, the material surface is activated after damp milling. Third, the bonding between granules is enhanced if the concentrate and the organic binder are damp milled together. It can be seen from Table 8 that when the concentrate and the organic binder are milled together for 4 min, the compressive strength of fired pellets can be heightened from 1405 to 2534 N/pellet. Furthermore, the size of the concentrate decreases after damp milling, causing increased particle–particle contact and reduced porosity. Observing the roasted pellets under the microscope, the edges of the granules seem to be significantly worn, which favours particle contact. Crystal groups also form.
Effect of pretreatment on quality of pellets
Conclusions
The physical properties of water absorbency, swelling index and alkalinity coefficient are important indices to scale the quality of bentonite in pelletising. These properties were improved when bentonite was activated by carbon sodium. As a result, the dosage of bentonite was reduced from 2·0 to 1·0%.
Ca2+ and Mg2+ in the water can displace K+ and Na+ in bentonite and increase the bonding between bentonite platelets so that the expansion and the water absorbency are reduced. Softening the water with Na2CO3 will improve the quality of the green pellets.
Milling the iron concentrate and bentonite together with a small amount of water can improve the dispersal of bentonite and enhance the bonding between the concentrate and bentonite so that the dosage of bentonite can be reduced.
The compressive strength of the fired pellets made using an organic binder is much lower than that made using bentonite; however, by pretreating the mixture, it can increase the compressive strength of the fired pellets made by the organic binder from 1405 to 2534 N/pellet.
Footnotes
Acknowledgements
The authors want to express their thanks to the Program for New Century Excellent Talents in University (grant no. NCET-05-0630), the Program for Excellent Doctor’s Degree Paper in Central South University and the project (no. 1343/74333001114) supported by the Postgraduate’s Paper Innovation Fund of Hunan Province, China, for the financial support of this research.