
Abstract
To enhance the billet caster tundish life, this study examines the relevance of the replacement of regularly used olivine–periclase based mixes by purer MgO containing dry vibe mass (DVM). After service, tundish working lining samples were studied by scanning electron microscopy energy dispersive spectroscopy to understand the influence of MgO saturation of the adhering slag and working lining interaction with the infiltrated slag. The result showed that the tundish working lining was penetrated and corroded by the molten slag for both DVM recipes. However, an increase in MgO content in the DVM exerted a chemical filtration to the molten slag, and the higher concentration of periclase dissolved into the slag, forming a saturated layer at the slag/refractory interface that resulted in the restriction of further slag penetration, probably due to an increase in the slag viscosity.
Introduction
An increasing trend has been observed in the last two decades on the use of dry vibe mass (DVM) as tundish working lining in steelmaking. It is an in situ sintering tundish working lining material known for its ease of deskulling and insulation, developing a bond phase of high refractoriness that is important to withstand the erosion caused by long hours of casting, often exceeding 20 h. Containing the chemical corrosion of the encountered tundish slag is important for controlling the excessive tundish shell heating beyond its design limits of 300°C. Generally, the DVM is made of either pure periclase phase or olivine with admixed magnesia for its known benefits such as conductivity and compatibility to steel deoxidation products such as FeO and MnO. Higher rates of wear and excessive lining sintering on the infiltration of slag are some of the undesirable factors that cause the failure of tundish lining. Therefore, a fundamental understanding of the corrosion/erosion behaviour of these MgO based monolithic refractories into molten slag is important in steelmaking. Studies reported in the literature have shown that the interactions between slag and refractory material are dependent on both the slag composition and the type of refractory material.1 – 8
Despite these studies, the corrosion mechanism of tundish working lining in low basicity slag remains an area less clear. The extent of slag infiltration into the lining and its modification are decided by material composition, lining temperature and casting duration. Hence, the rate of lining corrosion and the extent of lining densification due to sintering are very much dependent on the prevailing temperature gradient across the thickness, local chemical equilibrium and kinetic limitations. The studies carried out by Mostaghioum and Monshi7 using model kinetic equations indicate that MgO dissolution is not a diffusion controlled process and is affected by turbulent flow parameters. Hence, for deciding high performing recipe selection, there is a need to bridge the gap in understanding of the working lining wear mechanism.
In the authors’ plant, two types of DVM are used as tundish working lining in their billet caster: one based on olivine–periclase phases and the other based on pure periclase. It has been observed that the wear of the working lining is more in the case of the two-component DVM when compared with that of pure MgO DVM. Figure 1 shows the working lining condition after 16 sequences for both tundish lining types. In the case of olivine–periclase based DVM (T1), a clear corroded area is visible along the slag zone (Fig. 1a ). The depth of the corroded portion was measured to be approximately 25–30 mm (arrow marked area). However, for periclase based DVM lining (T2), the refractory lining looked smooth throughout (Fig. 1b ) without any traces of wear near the slag zone.

Working lining condition of tundishes after 16 sequences
In order to understand the effect of MgO recipe selection on the interaction of DVM in terms of the corrosion mechanism and the slag penetration when coming in contact with tundish slag at high temperature, a comparative study was carried out on after service working lining samples from both types of tundish DVMs and associated slag, followed by laboratory crucible tests to understand the slag penetration mechanism.
Methodology
The two types of DVM used for working lining are supplied by two different vendors: one is a silica rich system containing both periclase and olivine phases (T1_DVM) and the other one containing dead burned magnesia phase (T2_DVM). The chemical compositions of the above two are given in Table 1. The high iron oxide content in T1_DVM is believed to have come from the olivine phase.
Chemical compositions of DVMs
After service sample collection
The after service working lining samples with adhering slag were collected before deskulling, which were expected to throw light on the high temperature reactions. From the collected refractory, the samples were prepared and analysed for both bulk chemistry and microstructural details. This approach was repeated for two tundishes T1 and T2.
Crucible test for slag penetration depth measurement
Crucible tests were performed with both DVMs used for the tundish working lining at a temperature of 1450°C with 24 h soaking. Tundish slag, with a chemical composition shown in Table 2, was used for this test. The slag was collected during tundish deskulling from near spout area. The slag penetration depth was measured from the cup samples by digital calliper.
Chemical composition of tundish slag
Characterisation
Chemical analysis of the samples was performed using an inductively coupled plasma instrument. Microstructural analysis of both the slag phase and the slag infiltrated regions for samples collected from T1 and T2 was conducted in a scanning electron microscope (SEM) using backscattered electron mode coupled with energy dispersive spectrometer (EDS) for elemental analysis to understand the working lining dissolution in the slag phase and the mechanism of wear on infiltration of slag into the lining.
Results and discussion
Results
The chemical analysis variations of the tundish slag can be understood from the details of the bulk chemistry of the adhered slag given in Table 3. The slag was collected from near the slag/refractory interface area for both cases just before deskulling. The observed 26–30% CaO in both tundish slags is a consequence of slag transfer from the ladle, while steel deoxidation contributed ∼11·9%Al2O3, and the lining wear has resulted in MgO pick-up to 20% in T1 and 25% in T2.
Bulk chemical analysis of tundish slags collected from T1 and T2 after 16 sequences
Corrosion behaviour of olivine–periclase based DVM
To understand the thermochemical changes in the tundish slag during casting, microstructural studies were performed by SEM and EDS on slag adhering to the hot face samples. Figure 2 shows the slag/refractory reaction zone with a distinct demarcation between the slag/DVM interfaces for tundish T1. The EDS analysis presented in Table 4 indicates clearly that there is a substantial increase in Al2O3, CaO, Fe2O3 and MnO content in the lining, whereas the MgO content increase in the slag varied markedly between 8 and 19%. The details of this heterogeneity were studied further and explained based on higher magnification SEM studies (Fig. 3). Table 5
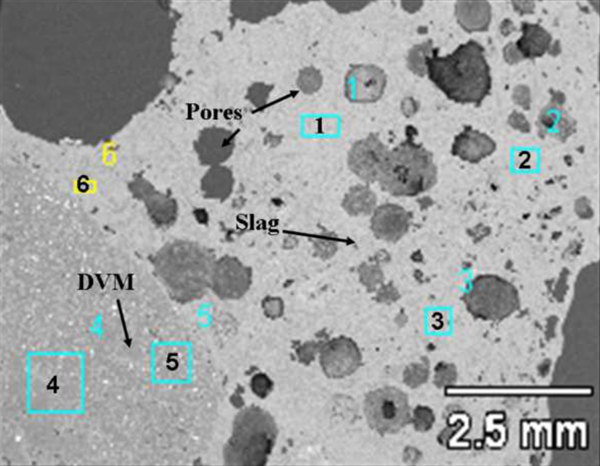
Image (SEM) of after service tundish hot face in contact with slag
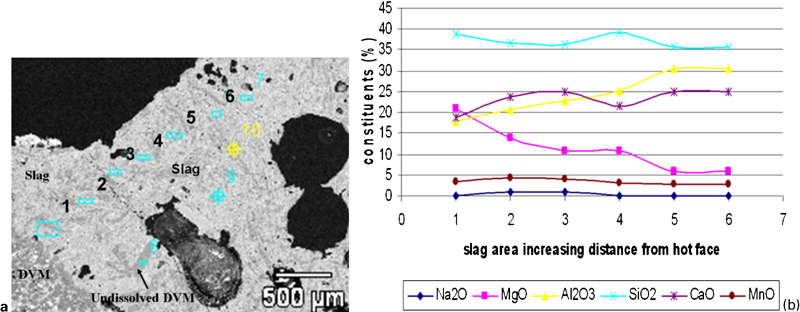
a image (SEM) of DVM with strongly adhering slag and b variation in slag constituents with increasing distance from working lining in a
Energy dispersive spectroscopy analysis of after service sample
Energy dispersive spectroscopy analysis of slag infiltrated region close to hot face
The interaction of the refractory with the slag was analysed in detail to understand the dissolution behaviour of MgO from the junction of the hot working lining as a function of distance (Fig. 3a ). Undissolved DVM particles could also be seen in the slag. The details of the slag chemistry obtained from EDS analysis have been plotted in Fig. 3b to understand the trends. The MgO content in the slag decreased from 20% near the junction to 5% when moved from points 1 to 6. The cause of the non-homogenisation in the slag chemistry can be attributed to the high viscous nature of siliceous slag.
Figure 4 shows the microstructural analysis of the slag infiltrated areas very close to the hot face junction. Maximum slag penetration into the refractory lining can be seen near the interface. The presence of continuous slag around the grains and rounding of the grains gives a clear evidence of the reaction between slag and refractory grains. The high working temperature near the interface makes the slag more fluid, helping in the penetration into the refractory lining. Points 1 and 3 refer to the forsterite phase in the DVM, and point 2 is the periclase phase. Looking at the nature of the corrosion, it can be understood that the slag attack is not preferential and is the same in both olivinic and periclase phases.
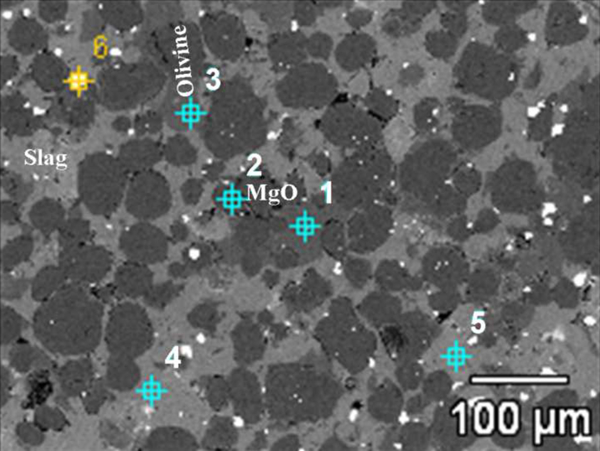
Image (SEM) of after service tundish working lining close to hot face
A higher MgO content in the infiltrated slag could be observed (∼28% as shown in Table 5) inside the lining compared with the bulk slag (20%), which is a clear indication that the local equilibrium conditions are different. Supporting the SEM findings further, an increase in SiO2 content in the local slag composition indicates the dissolution of olivine in the liquid phase. The slag phase formed locally is close to a diopside type composition (calcium magnesium silicate of melting point of 1390°C).
Corrosion behaviour of periclase based DVM
The post-mortem analysis for the tundish T2 sample in terms of microstructural study is shown in Fig. 5. Owing to the less penetration of the slag, there was sintering of the refractory only at the interface. The back face of the working lining still appeared unsintered and porous, like the original material. As a result, only the sintered portion of the refractory (<1 mm) came out along with the adhered slag during sample collection. Figure 5b shows the elemental analysis of the sample near the interface. As can be seen from the figure, the slag had penetrated into the refractory lining. However, grain to grain contact at the interface was still observed (Fig. 5b , inset), unlike that in the case of T1 samples (Fig. 4). Energy dispersive spectroscopy analysis shows a maximum of 27%MgO in the slag near the interface (point 2), indicating dissolution of the grains in the silica rich slag, but when moved away from the interface into the bulk slag, the MgO content dropped drastically to ∼3% (point 1), implying a higher concentration of MgO at the interface (Fig. 6) compared with the T1 samples.
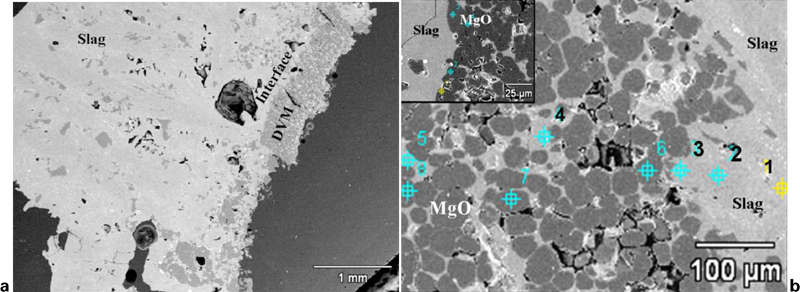
Image (SEM) of after service tundish hot face in contact with slag
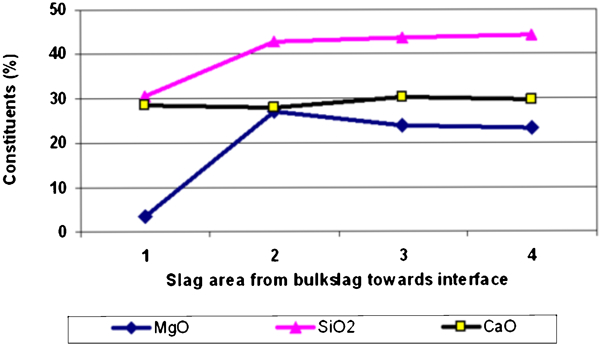
Variation in slag constituents from bulk slag towards interface
Slag penetration by crucible test
To further support the earlier findings with after service plant samples in terms of depth of penetration, a crucible test was conducted at 1450°C for 24 h for both DVMs, depicting the extent of slag penetration in different directions (i.e. to the left, right and middle of the crucible) into the porous structure (Fig. 7). From the photographs, it is clearly seen that the depth of slag penetration is more for olivine–periclase based DVM in all directions (Fig. 7a ) compared with the pure periclase based DVM (Fig. 7b ). The depth of penetration is 22 mm for DVM1 at the middle of the crucible and <10 mm for DVM2.
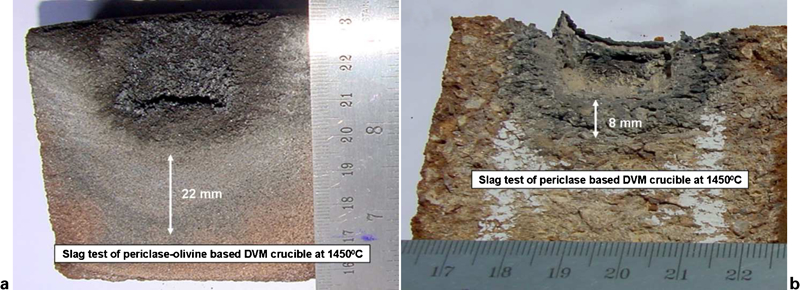
Photographs showing slag penetration depth after crucible test of DVM cubes of a T1_DVM and b T2_DVM
Discussion
Slag formation and corrosion issues
In order to minimise heat losses in tundish during casting, the exposed liquid steel is often covered by rice husk powders. However, these silica rich covering powders have a tendency to react with steel deoxidation products, such as MnO, FeO and Al2O3, to generate more slag in the tundish. The nature of the slag generated and its chemistry change with the sequence and time. Initially formed FeO and MnO in the steel react with SiO2 present in the rice husk to form fayalite and rhodonite, which can form low melting (Fe,Mn)O.SiO2 type solutions. Such solutions can easily dissolve up to 20%MgO at 1450°C, which is the beginning of corrosion of the MgO based lining. Dissolution of the refractory components not only opens up new channels, but also changes the local slag composition and, hence, the slag viscosity.
Furthermore, at the time of ladle change over, it is observed that the CaO rich ladle slag can enter tundish. A higher silica in T1_DVM has been thought as a disadvantage in limiting the life as olivine under steel casting conditions can change into ternary compounds, such as monticellite (melting point, 1490°C), when it comes in contact with CaO.
MgO dissolution
In practice, penetration of slag due to capillary action followed by dissolution occurs simultaneously when the tundish refractory comes in contact with slag at high temperature. Slag penetration is favoured further by the slag–refractory contact angle and the low viscosity of the slag. Therefore, the slag chemical composition is also of paramount importance. It has been reported that the surface energy of molten slag is on the order of 400–500 erg cm−2 and that of MgO is 1000–1400 erg cm−2, resulting in an easy penetration of the molten slag into the MgO refractory.
During operation, a refractory phase rich boundary layer builds up at the slag/refractory interface when the rate of transfer of reaction products by diffusion from the interface is slower than the rate of chemical reaction. The dissolution process is then governed by the diffusion of reactants to or the products away from the interface through the boundary layer. Hence, the corrosion rate can be expressed by the Nernst equation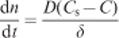
In order to limit the refractory dissolution rate, the concentration gradient (C s−C) should be minimised. Figure 8 is a schematic representation of the dissolution and diffusion phenomenon at the interface. By increasing the MgO content in the slag, the slag becomes saturated with MgO, and the liquidus temperature of the slag increases, leading to an increase in slag viscosity. As a result, the dissolution rate of magnesia based refractory is decreased. The thickness δ of the interfacial film is again a function of slag viscosity, forced convection of slag and geometry of the interface. Agitation at the interface caused by stirring of the melt may also enhance the dissolution rate by reducing the thickness of the liquid boundary layer. Finally, the rate of dissolution of MgO increases exponentially with temperature as does the fluidity of the slag.9
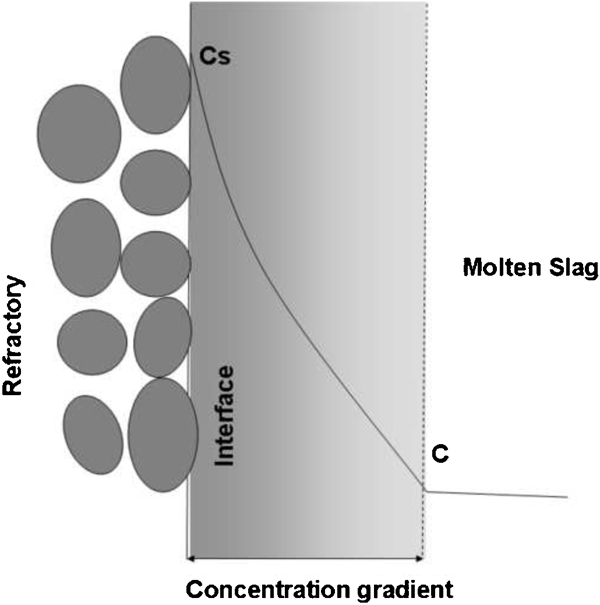
Schematic representation of refractory–slag interaction at interface
In addition to the above phenomenon, the study of Watanabe and Takeuchi10 throws a light on the effect of MgO concentration on viscosity and melting point of the slag. It is clear from Fig. 9 that on the addition of >4%MgO, there is a tendency for the viscosity to rise. In the tundish slag, the MgO content is on the order of 10%, which may increase up to a level of 15–20% after casting. Such high MgO content makes the slag highly viscous, which is an advantage for porous tundish working linings.
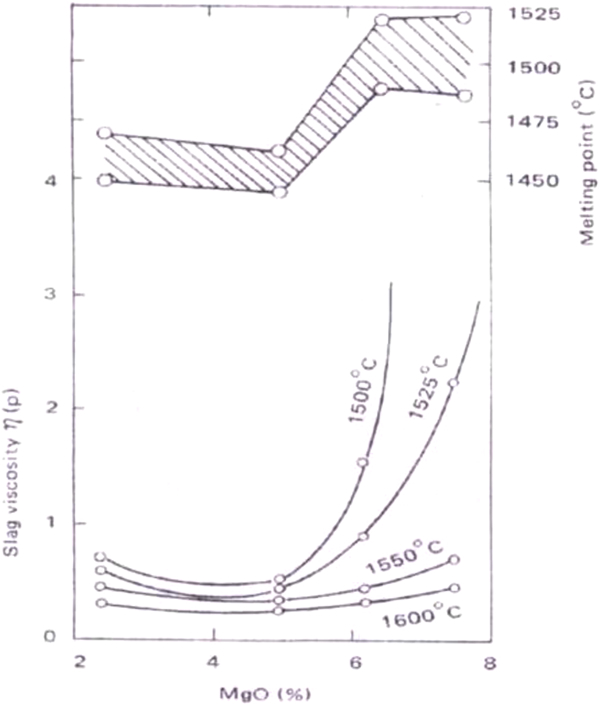
Effect of MgO on viscosity and melting point of slag (slag basicity: −1·75)10
In the present study, as observed from the SEM-EDS analysis, simultaneous dissolution of both periclase and olivine phases occurred for the T1 samples, whereas dissolution was observed from pure periclase phase in case of the T2 samples. This, in turn, resulted in a lower concentration of MgO in the slag near the interface for T1 compared with T2. Hence, higher MgO saturation and less MgO dissolution could be observed in the second case. Furthermore, due to the high dissolution of olivine in T1, forming a low melting monticellite phase, the slag viscosity was assumed to have decreased, which might have caused further slag penetration and corrosion of the refractory. The slag penetration into the porous refractory is believed to have continued up to a point until the temperature gradient along the refractory thickness and local slag composition inside the lining increased the viscosity to a value high enough to restrict further penetration.
Conclusions
A decrease in tundish working lining in the slag zone and a higher depth of slag penetration were seen in the case of olivine–periclase based DVM. Although slag attack was found to be similar for both components, a higher periclase content in the DVM resulted in a higher MgO concentration and, hence, a MgO saturated slag near interface. It also increased the slag viscosity such that it restricted furtherMgO dissolution and slag penetration into the refractory lining. Whereas in the case of olivine containing DVM lining, slag penetration and corrosion of refractory continued due to the formation of low melting monticellite until the slag became viscous enough due to temperature gradient along the refractory thickness.
In-depth studies are also continuing in the area of slag–refractory interaction phases for these two recipes of DVM and their role in refractory corrosion. Further investigation is needed on the effects of Marangoni flow and slag flow velocity on the overall penetration and corrosion rate of refractory materials in complex applications.