
Abstract
Three high basicity slags (A, B and C) were used in laboratory to refine Al killed steel to target high oxide cleanliness and low melting temperature inclusions. Inclusions were of CaO–MgO–Al2O3–SiO2 system after 90 min reaction, parts of which were MgO based. Total oxygen were in the range of 0·0007–0·0010 and 0·0005–0·0010% respectively when slag A (CaO/SiO2, 6–8; Al2O3, ∼40%) and slag B (CaO/SiO2, 6–8; Al2O3, ∼30%) were applied, with inclusions all in spherical shape and mainly <5 μm. Inclusion composition concentrated in or around the lower melting point region (<1500°C) under slag A, while it became more scattered under slag B. Total oxygen varied between 0·0008 and 0·0011% under slag C (CaO/SiO2, 3–4; Al2O3, about 20–25%). Many of the inclusions were in larger size, irregular morphology and located far away from the lower melting point region. Formation of MgO based inclusions closely related to solubility behaviour of MgO in the slag.
Introduction
Cleanliness of steel is required ever higher for enhanced fatigue resistance. As a result, not only total oxygen (TO) content is required to further reduce population of inclusions but also better characterisation of inclusions, such as smaller size, regular shape and lower melting point.1 – 4
Al deoxidation is commonly applied to produce low oxygen steel because of strong affinity to oxygen. However, hard, irregular and high melting temperature alumina are easily formed in large amounts, which act as stress concentration sources and are very harmful to final antifatigue properties of steel.5 – 8 Basic oxygen furnace/electric arc furnace–ladle furnace–vacuum treatment (recirculation degassing or vacuum degassing) is one of the popular steelmaking processes in clean steel production. To obtain low oxygen in steel, high basicity refining slag with lower FetO content during ladle furnace refining is necessary. Furthermore, MgO based refractory and slag forming materials are largely used. Hence, inclusions in Al killed low oxygen steel after refining were mainly composed of CaO–MgO–Al2O3. One of the popular refining slags for Al killed low oxygen steel is with basicity and alumina content of about 3–5 and 20–30% respectively in CaO–Al2O3–SiO2 system, by which TO can be reduced to 0·0006% for bearing steel. However, large sized, irregular shaped and high melting point CaO–MgO–Al2O3 or MgO–Al2O3 inclusions are still frequently observed, which are very detrimental to antifatigue properties.9
Hence, it is crucial to target lower melting inclusions for low oxygen steel. Calcium treatment can effectively modify alumina into lower melting point calcium aluminates. However, yield of calcium is not easy to stably control all the time because of high vaporisation pressure, and Ca treatment is not proposed for some steel grade, e.g. Al killed bearing steel. Besides, slag refining is also an effective way to obtain inclusions with lower melting points. Todoroki and Mizuno10 studied the change of spinel inclusions into lower melting point CaO–Al2O3–MgO in austenite steel by CaO–Al2O3–MgO–CaF2 slag refining. Du et al. 11 also investigated and found that the slag system was helpful for the evolution of spinel inclusions into lower melting temperature calcium magnesium aluminates in tool steel.
In the present study, slag–steel reaction experiments were carried out, and three kinds of high basicity slags in CaO–Al2O3–SiO2 system were used to refine steel melts to find out their effect on cleanliness and formation of inclusions in steel, as will be given in the following parts.
Experimental
Slag–steel reaction experiments and sample preparation
Slag–steel reaction experiments were carried out in a vertical electrical resistance furnace with Si–Mo heating bars, and a total of 33 heats of experiments were carried out. During the experiment, 100 g of steel material and 50 g of slag material were put into an MgO crucible. Then, the crucible was afterward set in an even temperature zone of the furnace and heated to 1873 K. When held for 90 min at 1873 K, the crucible was picked out of the furnace and quenched rapidly in water, with steel samples and slag samples prepared for chemical analysis. Three high basicity slags were used in the experiments, namely, slags A, B and C respectively.
Chemistry analysis and inclusion detection
Acid soluble Al, Ca and Mg in steel were analysed by inductively coupled plasma–atomic emission spectrometry method and TO was determined by infrared absorption method. Composition of slag was analysed using an X-ray fluorescence spectrometer. At least 30 inclusions were randomly analysed in each steel sample by SEM–energy dispersive spectroscopy (EDS) (JEOL JSM-6701F), by which characteristics such as size, morphology and composition of inclusions were obtained.
Results
Cleanliness of steel
Slag compositions are listed in Table 1. As can be seen, the basicity of slags A and B is of a very high level, and it varied in the range of 6·80–7·60 and 7·76–7·21 respectively. While alumina contents were about 40 and 30% respectively, by comparison, basicity and alumina of slag C were in the range of 3·3–3·4 and 23–25% respectively.
Chemical compositions of slag samples, mass-%
Total oxygen in steel samples refined by slags A and B were in the range of 0·0007–0·0010 and 0·0005–0·0010% respectively, while TO in steel melts refined by slag C are relatively higher and varied between 0·0008 and 0·0010%, as given in Table 2.
Chemical compositions of steel samples, mass-%
Relations between slag basicity and (FeO+MnO) content and TO in steel are listed in Figure 1 Figs. 1 and 2 respectively. It was found that higher basicity in slag corresponded to lower TO in steel. Total oxygen in steel were about 0·0005–0·0010% when slags A and B were used, with basicity of about 6–8, while TO was about 0·0008–0·0011% when refined by slag C. However, influence of (FeO+MnO) in slag on TO was not very distinct because they are not >0·5%.
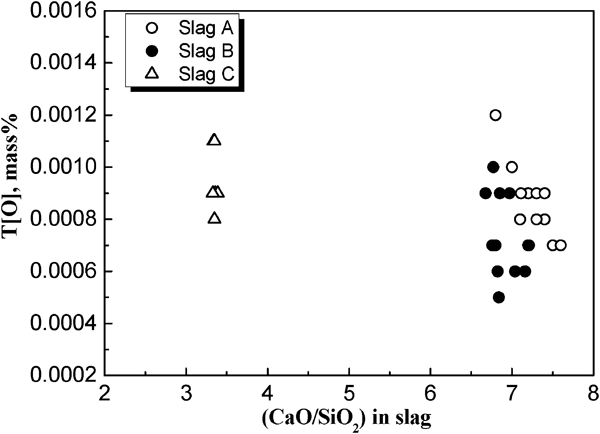
Relation of slag basicity and TO
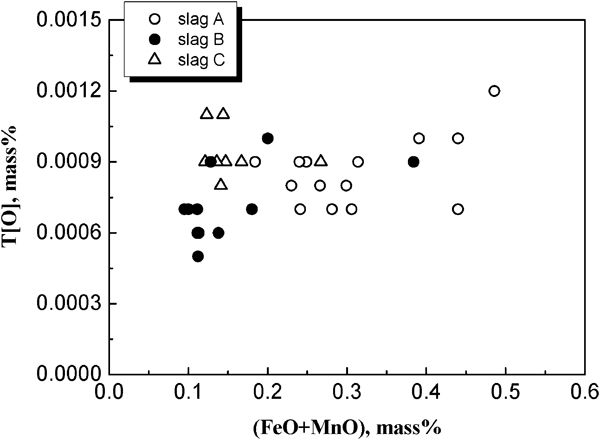
Relation of (FeO+MnO) in slag and TO
Non-metallic inclusions in steel
A total of 1095 inclusions in the 33 steel samples were analysed by SEM–EDS method. Inclusions were all composed of CaO, MgO, Al2O3 and a very small part of SiO2. In particular, some inclusions were of MgO based type. Typical inclusions under the three slags are shown in Fig. 3. As indicated, inclusions in steel were all in spherical under slags A and B, with sizes mainly <5 μm, while sharp inclusions were often found when slag C was used, and these inclusions were obviously >5 μm. Size distribution of inclusions is shown in Fig. 4. As can be read, inclusions were all <5 μm with slag B. However, ∼1 and 3·8% inclusions were >7 μm under slags A and C respectively.
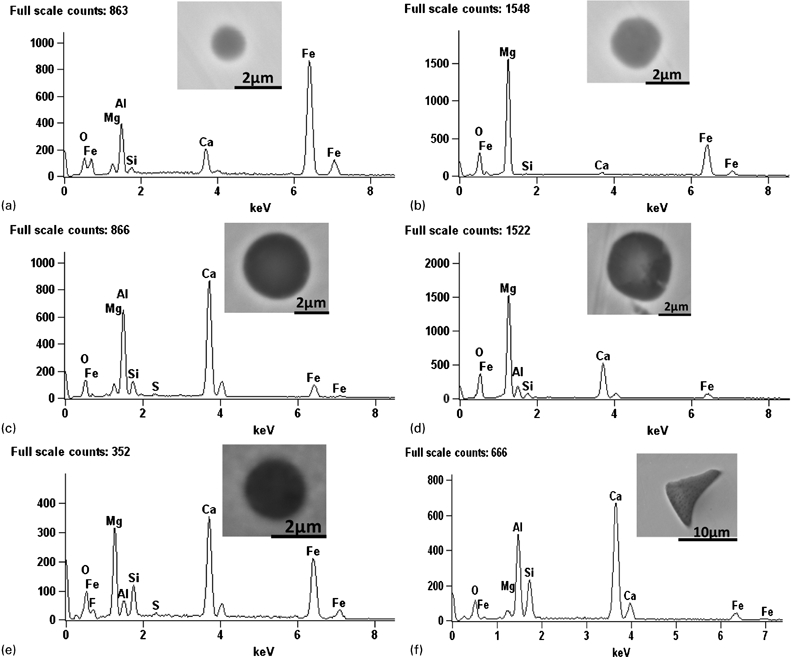
Typical inclusions in steel samples refined by slags A, B and C respectively
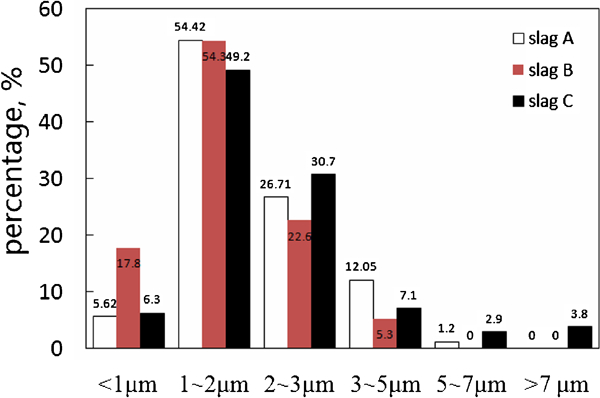
Size distribution of inclusions
Energy dispersive spectroscopy results of inclusions were converted into mass percentage of CaO, MgO, Al2O3 and SiO2 and were projected into the calculated CaO–MgO–Al2O3 pseudoternary system with certain percentage of SiO2 (with FactSage software), as given in Fig. 5. As can be seen, majority of the inclusions concentrated in or around the lower melting point zone when slag A was used, although some MgO based inclusions were formed. While inclusion compositions became much more scattered and much more MgO based, inclusions were formed when refined by slag B. The same situation happened when slag C was applied, with a big part of inclusions located outside or far from the lower melting point region, and MgO based inclusions were formed on a very large scale.
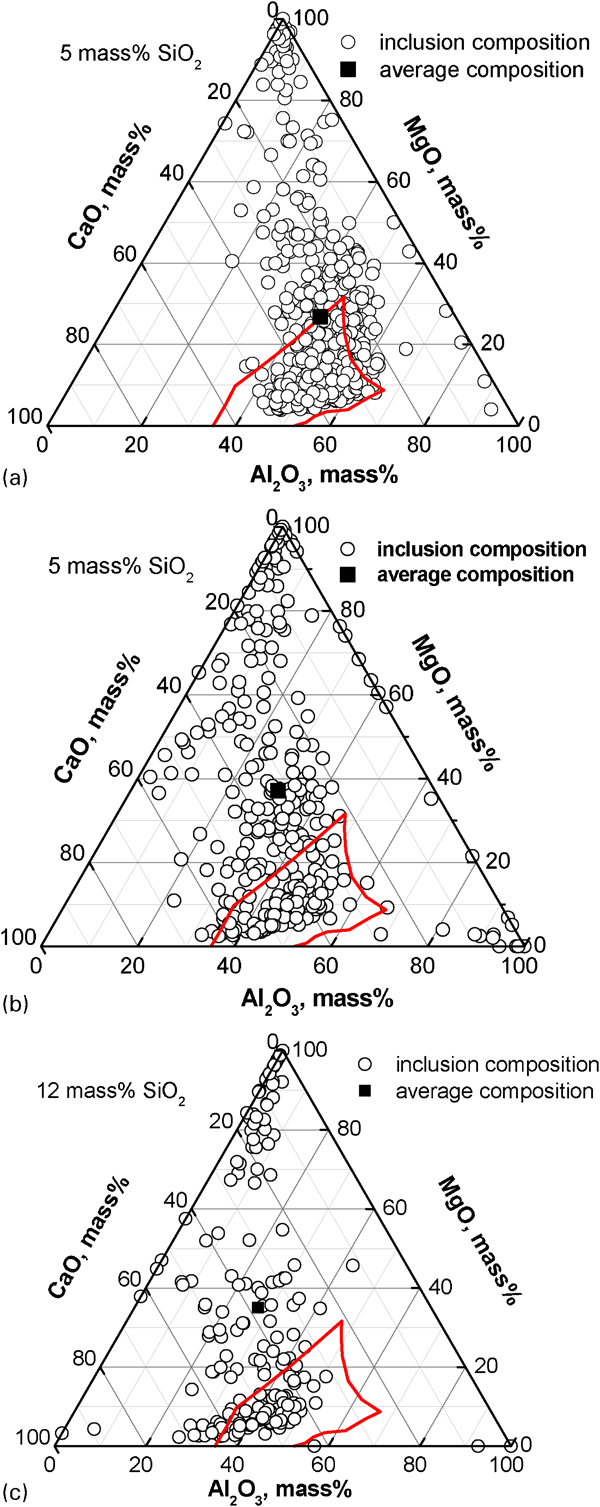
Composition distribution of inclusions in steel refined by a slag A, b slag B and c slag C
Discussion
Effects of slag system on TO in steel melts
Total oxygen in steel is often used to evaluate oxide cleanliness of steel, including soluble oxygen and oxygen contained in inclusions. Both aspects could be greatly influenced by variation of slag system during slag–steel reaction. For one thing, composition change brought variation in activities of Al2O3, SiO2, etc., which would result in differences in soluble oxygen content. Furthermore, composition change of slag would also result in the change of physical properties such as viscosity, which influences the absorption ability of inclusion.
Soluble oxygen in steel melts depended on [Al] in steel and activity of alumina in slag with Al deoxidation, as expressed by equations (1) and (2). Activity of elements in steel melts can be estimated by equation (3). During the calculation, [C], [Si], [Mn], [S] and [Cr] in steel melts were taken as 0·60, 1·70, 0·80, 0·0010 and 0·2 respectively. Interaction coefficients used in the calculation are listed in Table 3, while activities of alumina in slags were estimated by empirical equation (4) given by Ohta and Suito,12 and were estimated to be about 0·009–0·013, 0·005–0·008 and 0·023–0·026 in slags A, B and C respectively. With the content of [Al] listed in Table 2, soluble oxygen content were estimated to be about 0·0001–0·0002 and 0·0001–0·0002% respectively when slags A and B were used, while it was 0·0001–0·0003% when refined by slag C




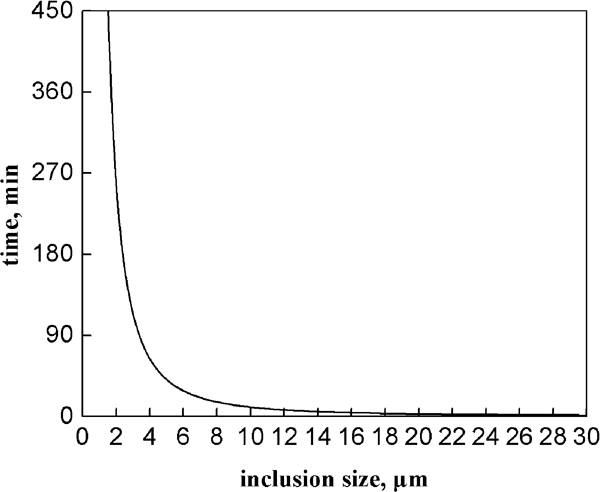
Relation of flotation time and inclusion size
Valdez et al. 15 investigated the effect of CaO–Al2O3–SiO2 ternary system slag on inclusions removal and divided the liquid phase diagram at 1873 K into several regions by their absorption ability on inclusions, as indicated in Fig. 7. The dark colour marked the poor absorption ability on inclusions. Compositions of slags A, B and C were projected into this ternary system. As can be seen, compositions of slags A and B were in the same region with stronger absorption ability on inclusions, while slag C was located outside the liquid region at 1873 K and was not beneficial for the absorption of inclusions. It is considered as an important reason for higher TO.
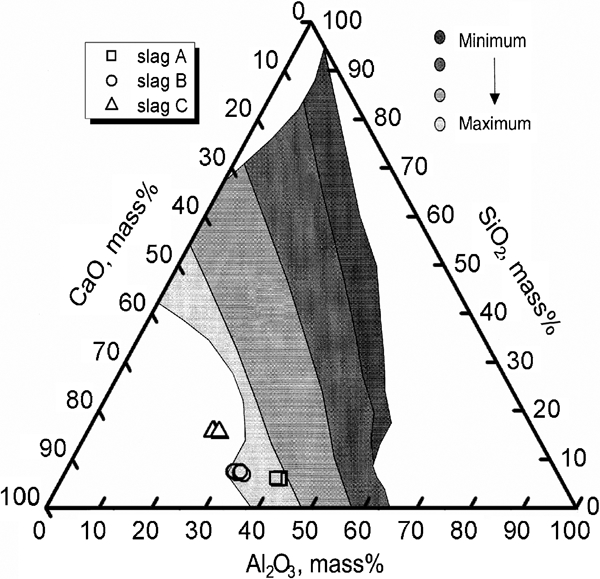
Absorption ability of inclusions of slags A–C
Effects of slag system on MgO content in inclusions
During the reaction of slag/steel/inclusions, equilibrium between slag/steel and steel/inclusions could be reached, as they were in contact with each other directly. Slag phase affected inclusions indirectly by influencing steel compositions, as they did not directly react with each other on a large scale. As a result, total equilibrium among slag, steel and inclusions phase is very hard to realise. However, local equilibrium is possible, that is why slag system strongly affects inclusions.
It is noticed in Fig. 5 that MgO weight percentage in average inclusions composition is much higher when slags B and C were used. Beskow and co-workers. 16 16,17 have found that MgO based inclusions could also be formed as chemical reaction products and as metallurgical vessel lining refractory erosion. However, this phenomenon was analysed here with emphasis on slag system. During the experiments, erosion of initial CaO–Al2O3–SiO2 slag would happen, which resulted in the entry of MgO into the slag, and the slag system changed into (CaO+MgO)–SiO2–Al2O3 pseudoternary system. The stronger the solubility of MgO in the slag, the more MgO is need for the slag to reach saturation. Ohta and Suitio12 investigated the saturation behaviour of MgO in (CaO+MgO)–SiO2–Al2O3 pseudoternary system and measured the saturation solubility lines of MgO, as given in Fig. 8. Compositions of slags A, B and C in experiments of the present study were projected into this pseudoternary system. It is found that saturation content of MgO in slag A is ∼15%, while it is ∼10% in slags B and C. During the experiments, MgO in slags A, B and C are in the range of 9·68–10·88, 9·22–9·82 and 7·00–8·56% respectively. It means that MgO in slag A did not reach saturation, while MgO was saturated in slag B and nearly saturated in slag C. It is considered as a very important reason why much more MgO based inclusions were formed in steel when slags B and C were used.
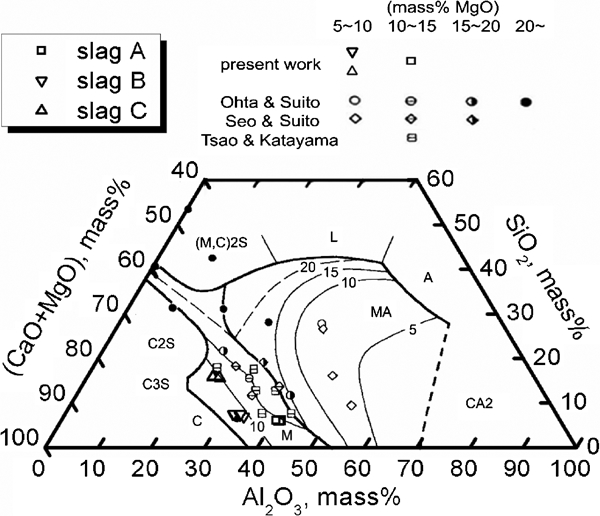
Solubility behaviour of MgO in slags A–C
Conclusions
Three high basicity slags (A: CaO/SiO2 about 6–8, Al2O3 ∼40%; B: CaO/SiO2 about 6–8, Al2O3 ∼30%; C: CaO/SiO2 about 3–4, Al2O3 ∼25%) were used to refine Al killed alloy steel melts in laboratory. Total oxygen and inclusions were investigated in steel. Based on the results, the following conclusions can be drawn.
Total oxygen contents in steel were in the range of 0·0005–0·0010% when slags A and B were used, while TO varied between 0·0008 and 0·0012% when refined by slag C. Inclusion absorption ability of slags A and B were stronger than that of slag C, which could be beneficial to further decrease TO in steel.
Inclusions in steel refined by slags A and B were with good spherical shape, with sizes mainly <5 μm. Inclusions were mainly low melting point ones under slag A, while a large number of them scattered in high melting temperature zone under slag B and many of them are MgO based. When slag C was applied, ∼3·8% of the inclusions were in blocky shape and >7 μm. Majority of them located outside or far from the lower melting point zone.
Soluble behaviour of MgO in slag greatly affects MgO content in inclusions. MgO in slag A did not reach saturation, but become saturated in slag B and nearly saturated in slag C, which is an important reason for much more MgO based inclusions formed in steel.
Footnotes
Acknowledgements
The authors thank the National Basic Research Program of China (grant no. 2010CB630806) and the China Postdoctoral Science Foundation (grant no. 00070153).