
Abstract
The objective of this study is to investigate some of the parameters affecting the possible utilisation of Egyptian chromite ores for the production of high carbon ferrochromium. Pilot plant experimental heats were carried out to determine the optimum condition to get the highest recovery and metallic yield using the carbothermic smelting process in 100 kVA submerged electrical furnace. Different amounts of nut coke, as well as different fluxes, were used in these melts. Chromium recovery and metallic yield were related to the excess reductant and slag composition. The results showed that 50% of coke in excess of the stoichiometric amount should be added. Both MgO/Al2O3 and slag basicity must be controlled by flux addition. Acidic slag having (CaO+MgO)/(SiO2+Al2O3) weight ratio equal to 0·74 and MgO/Al2O3 weight ratio in the range of 0·9–1·1 ensure higher chromium recovery and metallic yield. With the optimum reductant addition and slag condition, chromium recovery and metallic yield of ∼82% can be attained, and ferrochromium alloy containing 66% chromium and 7% carbon can be produced from these chromite ores without concentration.
Introduction
Owing to the importance of ferrochromium for the production of high quality steel grades, especially the corrosion resistant and high temperature oxidation resistant steels, combined with the fact that the geographical distribution all over the world is very limited, chromium is regarded by many countries as an important strategic metal.1 Further growth in ferrochromium production necessitates the wide use of the most common high magnesia–low grade chromite ore. However, utilisation of these ores for the production of high carbon ferrochromium has many difficulties. An increase in MgO content in the slag leads to an increase in viscosity and electrical conductivity.2 Technologically, the use of high magnesia chromite ores has a number of disadvantages: the ratio of the slag to metal is greater, the specific electrical power consumption is higher and the conditions for the production of ferrochromium with the permissible carbon content (<8%) deteriorate.3 Furthermore, the high content of refractory oxides, MgO and Al2O3 in these ores, results in higher slag liquidus temperature compared with the operational temperature of the furnace, which retards the settling process of the metallic droplets. On the other hand, an excessively fluid slag is detrimental and the melting temperature of the slag should be higher than that of the metal.4 In addition, due to the amphoteric nature of Cr2O3, the slag basicity should be adjusted to attain the highest chromium recovery. Thus, it is of prime importance to specify the slag basicity index, which can be considered in this condition. The coke consumption is one of the most important factors affecting the economy of the high carbon ferrochromium production. Therefore, it is essential to determine the optimum amount of coke for attaining the highest chromium recovery and metallic yield. The aim of this work is to study the factors affecting the production of high carbon ferrochromium from two domestic low and high grade chromite ores with different contents of MgO.
Experimental
Raw materials
The chemical compositions of the two domestic low and high grade chromite ores used in this investigation are given in Table 1. These ores were crushed to particle size of 40 mm. Nut coke (∼10 mm) was used as reductant, and lime, quartzite and fluorspar, of particle size 40 mm, were added as fluxes. The chemical compositions of the nut coke, nut coke ashes and flux materials are given in Table 2.
Chemical compositions of chromite ores
Chemical compositions of charged materials/ wt-%
Smelting technique
The smelting experimental heats were carried out in a 100 kVA open pilot plant submerged electrical arc furnace. Power is supplied to the furnace through ac stepwise transformer with a primary electrical power of 380 V and 400 A capable of providing secondary current up to 2000 A with different voltages ranging between 34 and 175 V through 65 mm diameter, non-tilting graphite electrodes. The electrodes can be moved up and down by a manual device. The inside dimensions of the furnace with tapping hole at the bottom are 560 mm diameter and 380 mm depth. The furnace wall and bottom were rammed with magnesite and the furnace roof is water cooled. The nominal capacity of the furnace is 150 kg. For selecting the volt and ampere suitable for carrying out smooth melting of the charge, preliminary experiments were carried out. It was found that the best current for melting the charge has 2000 A with 45 V.
To carry out the heats on pilot plant scale, the components of the charge, namely, chromite ore, nut coke and flux materials, were manually well mixed together. The roof of the furnace was then fixed, and the electrodes were removed down through their holes to a place near the bottom lining. A graphite bridge was placed between the tips of the electrodes. The electrical current was then switched on to raise the hearth temperature by the arc produced. An initial portion of the mixed charge was added gradually in the furnace between the electrodes through the charging hole of the roof. As soon as the molten pool was established, the furnace was then charged with another portion of the charge. This process continued until all the charge was fed into the furnace. After all of the main charge has been melted completely, the molten metal and slag were left for 30 min with the current switch on to ensure the maximum degree of reduction and complete settling of the formed ferrochromium through the slag. The product was cast into an iron shaft, where the metal covered by the slag was left to cool to room temperature. The metal produced was weighed and representative samples were collected from all locations, such as upper, middle and bottom of the produced ingot. The collected samples were then crushed, well mixed together and a representative sample was taken according to ASTM E325 for the determination of its chemical composition.
Results and discussion
A series of experimental heats were carried out using the low and high grade chromite ores to study the effect of using different amounts of coke and flux additions on the chromium recovery and metallic yield during the smelting of high carbon ferrochromium. The composition of the charges used in these heats, the chemical composition of the produced ferrochromium, the chromium recovery and metallic yield are given in Table 3 Tables 3 and 4. Owing to the high SiO2 content in the domestic chromite ores, the silicon content in the produced high carbon ferrochromium was relatively high.
Different slag parameters in smelting of high carbon ferrochromium
Chemical compositions, metallic yield and chromium recovery of produced high carbon ferrochromium
From the material balance calculations, the amount of coke needed for 100 kg chromite ore was found to be 26·5 and 22 kg for the high and low grade ores respectively. The amount of charged coke was added in the range of 87–165% of the stoichiometric amount. As it is clear from Table 4 and Fig. 1, increasing the amount of charged coke improves both the metallic yield and chromium recovery. However, lower chromium recovery and metallic yield of about 31 and 37% respectively were attained when adding an amount of coke that is equal to the stoichiometric amount required for the reduction process of the high grade chromite ore. To obtain chromium recovery and metallic yield >80%, it is necessary to add one and a half times the stoichiometric amount of the coke. For the low grade chromite ore, even with the addition of one and a half times the stoichiometric amount of coke, lower chromium recovery and metallic yield of 44 and 50% respectively were obtained. The retardation of the reduction process may be attributed to the slag condition.
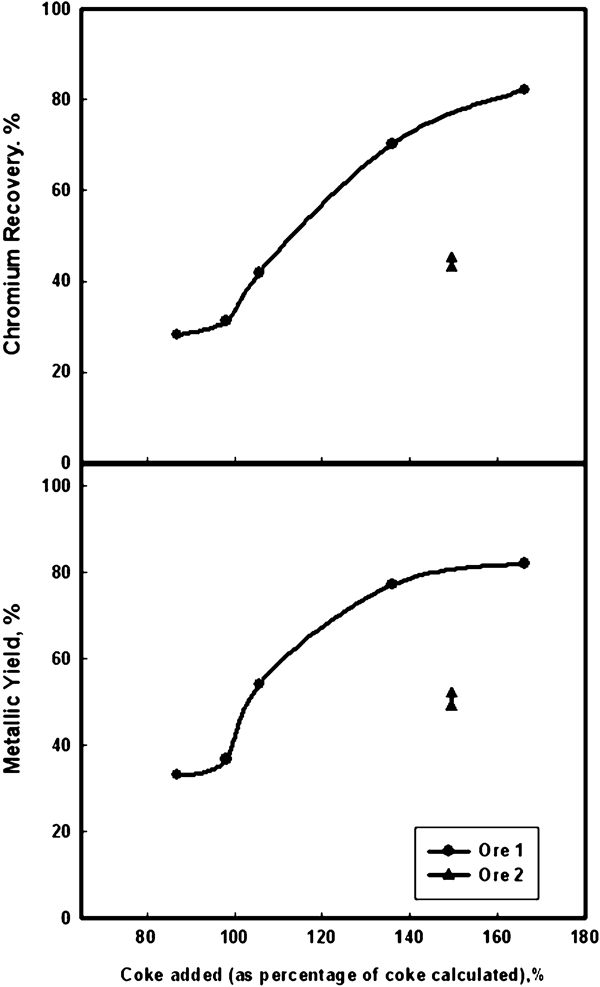
Effect of charged coke (as percentage of coke calculated) on metallic yield and chromium recovery
The extra carbon consumed in the smelting process could be attributed to oxidation losses and the high silicon reduction over the proposed material balance calculations. The principal reactions taking place in the reduction process are6




The analysis of the abstracted data indicates that for the production of ferrochromium with controlled carbon content, the adapted MgO/Al2O3 ratio is ∼1·3.7 – 9 The MgO/Al2O3 weight ratios for both ores used in this investigation are 1·2 and 2·5 for high and low grade chromite ores respectively. The chemical compositions of the natural slags which may be produced when the two chromite ores are reduced by carbon without adding any fluxing materials are given in Table 5 Tables 5 and 6. The melting points of such slags depend mainly on the content of the high temperature oxides (i.e. melting points of oxides in their main components: MgO, Al2O3, Cr2O3 and SiO2) and can be determined by assuming these natural slags as a quaternary component system SiO2–Al2O3–MgO–Cr2O3 with the following chemical composition:
Chemical composition of natural slag produced from high grade chromite ore
Chemical composition of natural slag produced from low grade chromite ore
The melting point of such compositions is ∼1800°C,4 which is considerably higher than the optimum temperature of the process of smelting high carbon ferrochromium (the operational temperature is 1730°C). Technically, the use of such high magnesia chromite ore, with high melting point, for the production of high carbon ferrochromium in electrical arc furnace has a number of disadvantages. It leads to an increase in both the viscosity and slag/metal ratio. The high viscous slag would increase the residence time of metal drops in the slag bath and, thus, deteriorates the slag–metal separation. As the viscosity depends markedly on the temperature, the lowering of the melting temperature of natural slags to a certain extent may be associated with lowering in its viscosity. This process can be achieved by adding fluxing materials.
In the present study, different amounts of slag materials were added to the charge. Quartzite was added to maintain a relatively low slag liquidus temperature, while lime and fluorspar were added to compensate for the high alumina content to decrease the slag liquidus temperature and to maintain sufficient slag fluidity.
The calculated slag compositions are adjusted to have different operating parameters (i.e. liquids temperature, slag basicity and MgO/Al2O3 ratio) by the addition of fluxes. The amounts of fluxing materials added in this series of heats are given in Table 3. This table shows also the expected composition of the calculated slag, as well as the weight ratios of MgO/Al2O3 and slag basicity determined as (CaO+MgO)/(SiO2+Al2O3). In this calculation, it is assumed that, at high temperature, the added CaF2 will be completely volatilised according to the reaction10

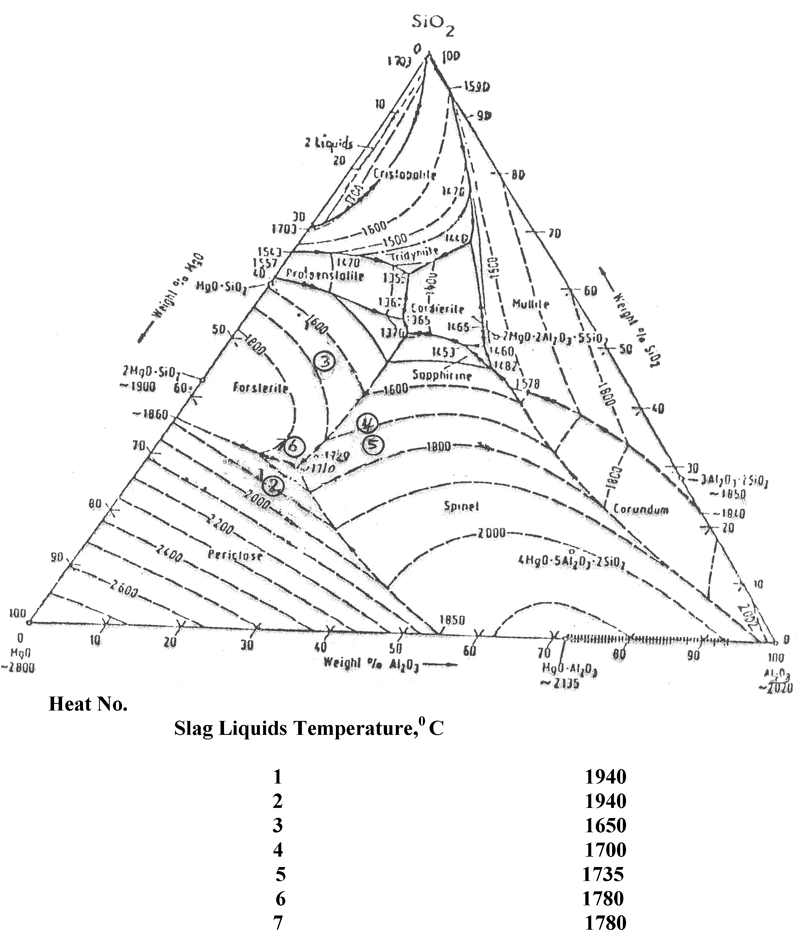
Main slag forming oxides contained in chromite ore plotted on MgO–Al2O3–SiO2 phase diagram
From Fig. 3, it can be seen that both the chromium recovery and the metallic yield increase with increasing slag liquidus temperature and reaches a maximum value with a slag having a liquidus temperature of ∼1730°C. Further increase in the slag liquidus temperature results in a decrease in both the chromium recovery and metallic yield. The lower chromium recovery and metallic yield with the much lower slag liquidus temperature may be attributed to the lower temperature that is established in the hearth, which would be equal to or, slightly higher than, the melting point of the slag. It may possibly be turned even lower than melting point of the metal, resulting in a shell being built up on the bottom and lower metallic yield. The decrease in metallic yield and chromium recovery at theoretical liquidus temperatures >1730°C can be attributed to the fact that these temperatures are much higher compared with the operational temperature of the furnace, which retards the settling process of the metallic droplets. This can be shown in the photo of Fig. 4, which illustrates metal droplets embedded into the slag. The appearance of an optimum value for the chromium recovery and metallic yield can be explained through examination of Fig. 5. The increase in slag basicity, expressed as (CaO+MgO)/(SiO2+Al2O3) weight ratio up to 0·74, is accompanied by an increase in both chromium recovery and metallic yield. Beyond this value, increasing the slag basicity retards the smelting process with the result of decreasing the chromium recovery and metallic yield.
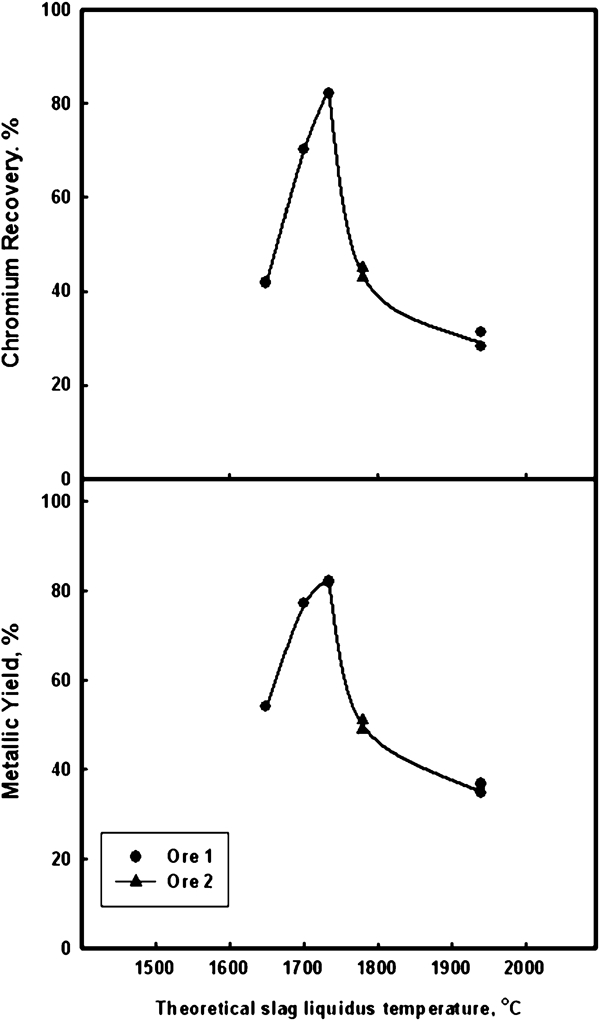
Effect of theoretical slag liquidus temperature on metallic yield and chromium recovery

Ferrochromium droplets embedded in slag
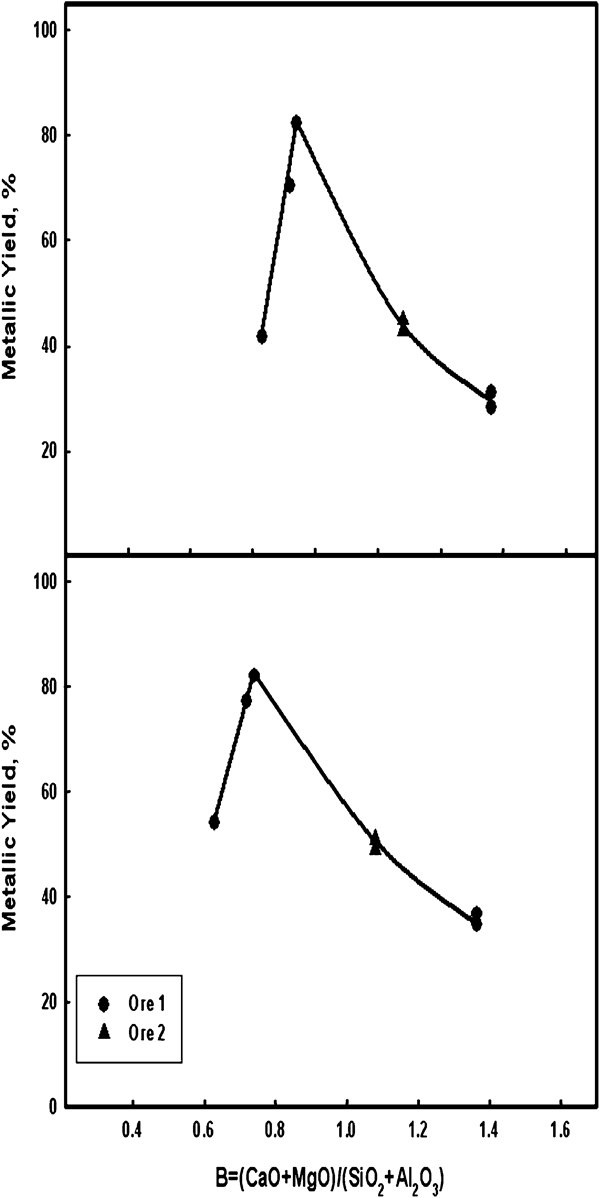
Effect of slag basicity, (CaO+MgO)/(SiO2+Al2O3), on metallic yield and chromium recovery
In acidic slags, Cr2O3 behaves as a basic oxide. Increasing the slag basicity results in increasing the activity of Cr2O3 in the slag and, consequently, increases the metallic yield and chromium recovery. The highest metallic yield and chromium recovery is observed at slag basicity of 0·74, which is in good agreement with other works.
14
14,15 When the slag basicity is at 0·74, the activity of Cr2O3 is expected to reach the maximum value with the result of attaining the maximum metallic yield and chromium recovery. In basic slags, Cr2O3 behaves as acidic oxide, and its activity will decrease with increasing slag basicity, resulting in decreasing metallic yield and chromium recovery. This concept can be explained by calculating the activity of Cr2O3 in the slag at the effective reaction temperature;16
–
20 the equilibrium constant of the following reaction is given by equation (7)




K can be calculated from the following equation21

Oxygen content in the alloy can be calculated by the aid of the optical basicity of the slag according to the following equations22

A
A, the optical basicity, which related to Pauling electronegativity E, can be calculated by the following equation




Activity of Cr2O3 in slag of high carbon ferrochromium production

The analysis of the obtained results indicates that, to improve technical and economic indices of the high carbon ferrochromium, both MgO/Al2O3 and slag basicity must be controlled by flux additions. High magnesia slags with MgO/Al2O3 weight ratio of ∼2·2 retard the smelting process, with the result of obtaining lower chromium recovery and metallic yield even with the addition of one and a half times the calculated amount of coke required for the reduction process. Acidic slags having (CaO+MgO)/(SiO2+A2O3) weight ratio equal to 0·74 and MgO/Al2O3 weight ratio in the range of 0·9–1·1 ensure higher chromium recovery and metallic yield.
Conclusions
From the results of pilot plant experimental heats carried out to produce high carbon ferrochromium from two domestic chromite ores without concentration using a 100 kVA submerged electrical arc furnace, the following conclusions can be drawn:
An amount of 50% of coke in excess of the stoichiometric value should be added.
Both MgO/Al2O3 and slag basicity must be controlled by flux additions. Acidic slags having (CaO+MgO)/(SiO2+Al2O3) weight ratio equal to 0·74 and MgO/Al2O3 weight ratio in the range of 0·9–1·1 ensure higher chromium recovery and metallic yield.
With the optimum reductant addition and slag condition, chromium recovery and metallic yield of ∼82% can be attained and ferrochromium alloy containing 66% chromium and 7% carbon can be produced.