
Abstract
This paper tracks the progress in research regarding the use of twinning induced plasticity (TWIP) steel in the automobile industry. The chemical composition of TWIP steel ensures that it has stable austenite and proper stacking fault energy at room temperature, allowing the main deformation mechanism (twinning) to work. The effects of alloying elements on the microstructure and deformation mechanism of TWIP steel are explained in detail, and their properties deformed under static and dynamic conditions are examined. The TWIP steel deformed at a low strain rate shows higher total elongation and strength. When the TWIP steel deforms under dynamic strain conditions, the stress, microhardness and the work hardening rate, all increase along with the increase in strain and the strain rate. The twin characteristics of TWIP steels deformed at various strain rates vary also and the twins generated under a high strain rate exhibit thinner widths and smaller interspaces compared with those formed under a low strain rate. It has also been observed that multisystem twins are able to generate and develop together. The mechanisms of toughening and strengthening in TWIP steels are noted. Finally, some potential application fields have been found for the promising material.
Introduction
The current trends in the production of modern automobiles veer towards energy conservation, weight loss, emission reduction and safety improvement. The efficiency of cars can be improved, and the amount of gas emissions can be decreased by reducing the weight of automobile body.1 According to statistics, a 1% weight reduction in an automobile can save from 0·6 to 1·0% in fuel consumption. As such, many car manufacturers have begun to use aluminium, magnesium and other light alloys in the production of automotive parts. Steel, however, continues to play an important role in car manufacturing given its lower cost and higher strength and toughness. Nevertheless, much can be carried out to improve the properties of the steel and iron materials in order to meet the new requirements of the automotive industry. This has led to the development of steel materials that combine high strength and ductility, including duplex steel, transformation induced plasticity (TRIP) steel, etc. In 1997, Grässel et al.2 found that when the content of manganese reaches 25% (mass fraction used throughout), aluminium and silicon fall within the range of 2–3%, and then the product of tensile strength and elongation of the steel could exceed 50 000 MPa %, twice that of TRIP steel. The higher strength and toughness of such steels come from the formation of deformation twins instead of the phase transformation in TRIP steel; this is why they are called twinning induced plasticity (TWIP) steels. The TWIP steels possess a moderate tensile strength (∼600 MPa) and high elongation (>80%). They also possess a high energy absorption capacity and exhibit a low ductile to brittle transformation temperature, the latter being a more important characteristic for structural materials. At 20°C, the absorbed energy of TWIP steel3 is ∼0·5 J mm−2, which is twice that of the traditional deep drawing steel. The superior performance of TWIP steels can meet the requirements of the automotive industry regarding improved safety standards and fuel efficiency.
TWIP steel components
Component design criteria
During deformation of austenite steels, three mechanisms compliment each other, namely, dislocation slip, twinning and phase transformation. The better ductility and strength of steels could be achieved by twinning and phase transformation. Furthermore, the excellent combination of strength and toughness could be gained through twinning. The deformation mechanisms of austenite steels are associated closely with stacking fault energy (SFE).4 The small values of the SFE promote dissociation of perfect dislocation into partials, inhibiting dislocation slip while activating other deformation mechanisms. With a decreasing value of the SFE, the plasticity of austenite is achieved through the following: partial and perfect dislocation slip, slip and mechanical twinning, and slip and martensite transformation. The value of the SFE is mainly determined by composition, deformation temperature, etc.5 Therefore, in order to obtain better strength and toughness, the composition of TWIP steels must be tailored to ensure that the TWIP steels have stable austenite and proper SFE at room temperature. Afterwards, twinning will be the main deformation mechanism of the steel.
Roles of alloying elements in TWIP steels
Grässel et al.3 designed the basic composition of TWIP steels as 15–30%Fe, 2–4%Mn, 2–4%Si and Al, and confirmed through experiments that the TWIP steels with Fe–25Mn–3Si–3Al possess better properties compared with other types of steel. On the basics of composition, a few investigations have been made on TWIP steels.6 – 9 Fortunately, research on this material has deepened continuously, and different compositions of TWIP steels have been investigated. Yoo et al.10 conducted research on the tensile deformation of the Fe–28Mn–9Al–0·8C TWIP steel under various conditions covering grain sizes, phase constitution, strain rates and temperature. Bouaziz et al.11 studied the thermal stability of mechanical twins and work hardening of the cold rolled Fe–22Mn–0·6C TWIP steel subjected to a recovery treatment. Kang et al.12 investigated the microstructures, dimple structures and properties of Fe–18Mn–0·6C–1·5Al TWIP steel in relation to annealing temperatures. In short, TWIP steel compositions are increasingly being enhanced in order to meet the needs of the automotive industry. Below is a summary of the roles of the key elements found in TWIP steel.
Manganese
Mn is the main alloying element in TWIP steel. Its principal role is to expand the γ phase region and stabilise the austenite microstructure of the steel. When the carbon content of steel is constant, the microstructure formed is martensitic rather than pearlitic; this is then transformed further to austenite with an increased manganese content, leading to a single austenitic microstructure of the steel. Another role of Mn is to control the SFE of steel so as to suppress the martensitic transformation. With the proper Mn content, the twinning mechanism is favoured.
Aluminium
Al can increase the SFE and inhibit phase transition from γ (fcc) to ϵ (hcp). Therefore, the role of Al is to enable a more easy formation of deformation twins, thus increasing the strength and plasticity of TWIP steel. 1 1,3 According to Hamada et al.,1 Al can improve significantly the hot deformation resistance of high Mn steel; it can also refine the austenite grain by delaying dynamic recrystallisation. Abbasi et al.13 pointed out that the addition of Al increases the yield strength, but decreases the ultimate tensile strength and elongation; it also suppresses the twinning induced plastic deformation.
Silicon
Si can be soluble in austenite of TWIP steels and has a solution strengthening effect. Furthermore, Si can change the solubility of carbon in austenite, resulting in the complicated identification of the effect of silicon on mechanical properties of the steels. Si can reduce the SFE and be in favour of the γ (fcc)→ϵ (hcp) phase transition in the process of cooling and deformation of TWIP steels.6 There are few reports about the effect of Si on microstructure and properties of TWIP steels.
Mechanical properties of TWIP steel
In accordance with the design requirements, TWIP steel should have a good combination of strength and toughness. Grässel et al.3 noted the performance of various compositions of TWIP steels as shown in Fig. 1. With the increase in the manganese content, the tensile strength of TWIP steel decreased from (930±160) to (630±100) MPa (Fig. 1a , grey bar). The total elongation A t increased from (43±4) to (80±10)% with the increase in the manganese content (Fig. 1b , grey bar). Figure 1 indicates that when the Mn content is >25%, the total elongation of TWIP steel is almost the same. Overall, the Fe–25Mn–3Si–3Al steel exhibits better strength and ductility and the product of strength and elongation of the steel reaches a value of ∼64 000 MPa %. According to other studies, TWIP steels with different compositions deformed at low strain rates have higher total elongation and strength, as shown in Figure 2 Figure 3 Figs. 2–4. 12 14 12,14,15 The same studies revealed that TWIP steels not only have excellent strength and toughness, they also show a high work hardening rate.
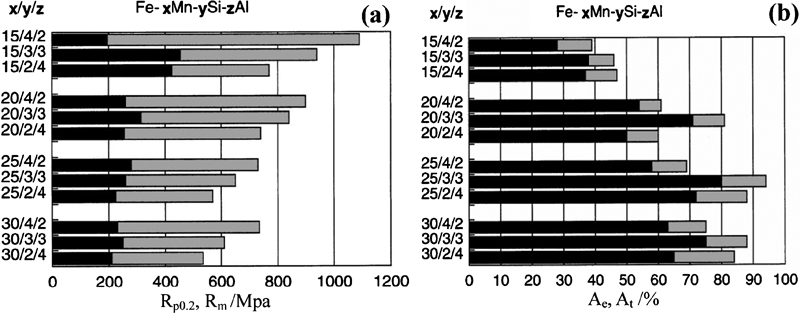
Mechanical properties of diverse ultra high manganese steels with additions of aluminium and silicon tested intension at room temperature when ϵ = 10−4 s−1 (Ref. 3)
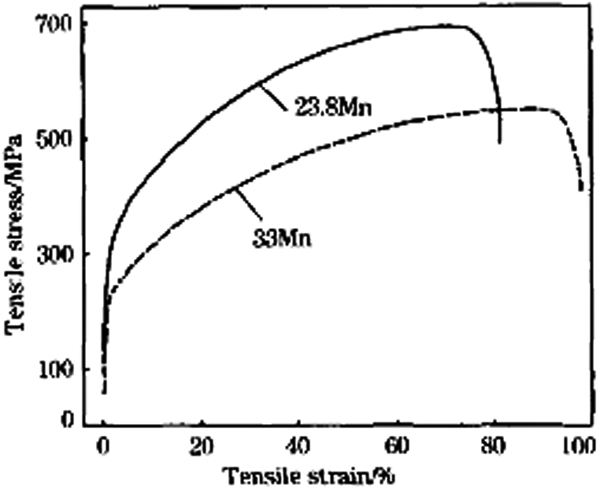
ϵ–σ curves of TWIP steel with different contents of Mn12
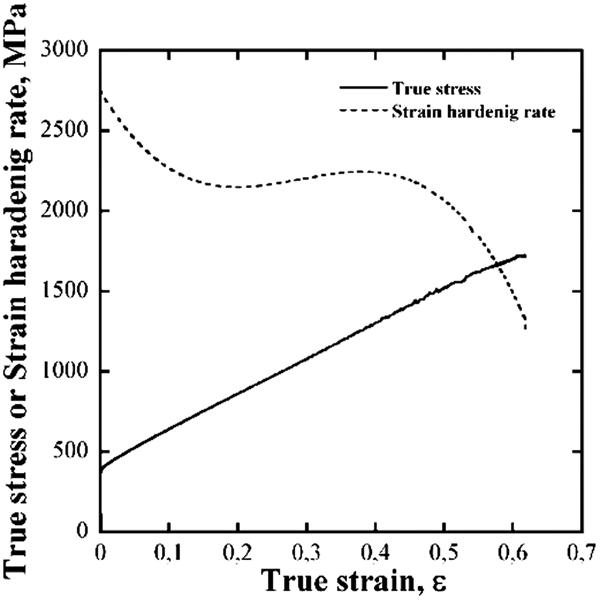
ϵ–σ curves of Fe–22Mn–0·6C TWIP steel14
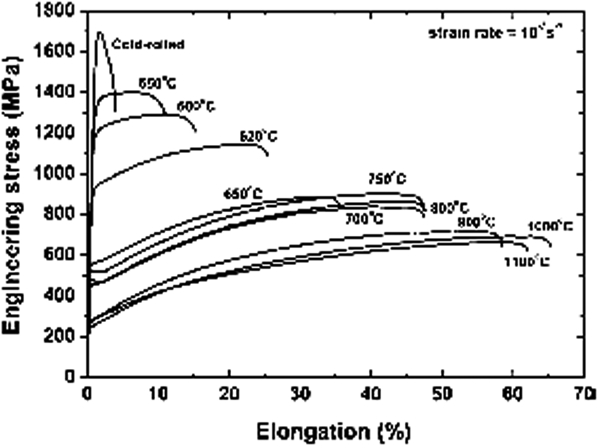
Engineering tensile curves of cold rolled and annealed Fe–18Mn–0·6C–1·5Al TWIP steels15
However, the deformation behaviour of the steels at high strain rates shows different properties from those steels deformed at low rates. Some researchers have investigated the properties and microstructure evolution of 4340 steel,15 316L stainless steel,16 sintered 316L stainless steel,17 rail steel,18 IF steel19 and 100Cr6 steel20 deformed at high strain rates, revealing different microstructures and properties compared with those at a static condition. Their studies show that the tensile strength of steels increases with the increase in strain rate. In addition, thermal softening occurs, microstructure is refined, and adiabatic shear band appears when the steel deforms at a high strain rate. As TWIP steels are used in the manufacture of the body and other parts of automobiles, it becomes necessary to develop an understanding of the effects of strain rate on the impact properties of TWIP steels so as to prevent failure during an accident, such as a collision. Xiong et al.21 investigated the dynamic tensile properties of TWIP steels with various compositions at strain rates ranging from 1×10−5 to 1×103 s−1. They found that when the strain rate increases, the tensile strength increases remarkably, with the elongation decreasing at low strain rates and increasing slightly as strain rates go up. On the other hand, TWIP steels have a higher strain hardening capability. They also analysed the relationship between strain hardening exponent and strain rates. The Fe–0·059C–29·85Mn–2·98Si–3·07Al TWIP steel was melted in a medium frequency induction furnace, cast into ingots and forged into a 30 mm thick plate. Then the plate was annealed at 1100°C for 1 h and quenched in water. The cylinder samples of 8 mm diameter and 10 mm length were machined from the annealed plate and the impacted dynamically by split Hopkinson pressure bar. The mechanical properties are depicted in Fig. 5. It can be seen that the properties of TWIP steel under a dynamic condition are different from those under a static condition and that there are stress fluctuations in the strain–stress curves of TWIP steel subjected to impact loading. In addition, when TWIP steel deforms under a dynamic station, the stress, microhardness and the work hardening rate all increase along with increasing strain and the strain rate; however, the work hardening rate declines with adiabatic temperature softening.
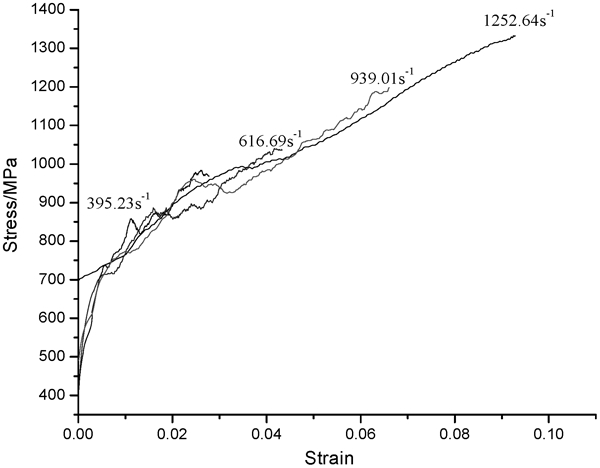
True strain–time curves of TWIP steel deformed at high strain rates
Evolution of TWIP steel microstructure
The main deformation mechanism of TWIP steel is twinning, and thus, there will be a large number of twins in the deformation microstructure of TWIP steel although no phase transition will occur. However, deformation twins will take on different characteristics under different strain rates. Some scholars3,6 – 12 have investigated the structures of TWIP steels deformed at low strain rates. The annealed experimental TWIP steel mentioned in the previous section was hot rolled to 3 mm and then cold rolled to 0·9 mm; the cold rolled sheet was annealed at 1100°C for 10 min and quenched in water. Tensile specimens were machined from the annealed sheets and the experiment was conduced by a universal tensile test machine. The microstructure characteristics of Fe–0·059C–29·85Mn–2·98Si–3·07Al (wt-%) TWIP steels deformed at different strain rates and temperatures are shown in Figure 6 Figs. 6 and 7. It can be seen from Fig. 6 that TWIP steels before and after dynamic impact possess single austenite and that no phase transformation occurred during deformation. Furthermore, it can be concluded that recrystallisaton occurred with strain rate rising because of adiabatic heating from the γ (200) reflection peak strengthening.
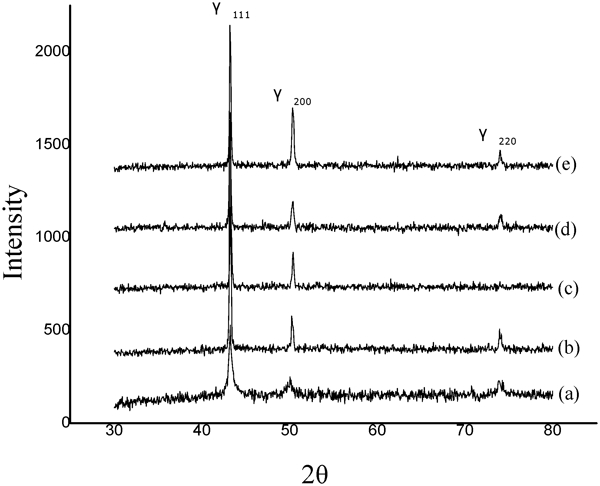
X-ray diffraction pattern of TWIP steels deformed at different strain rates
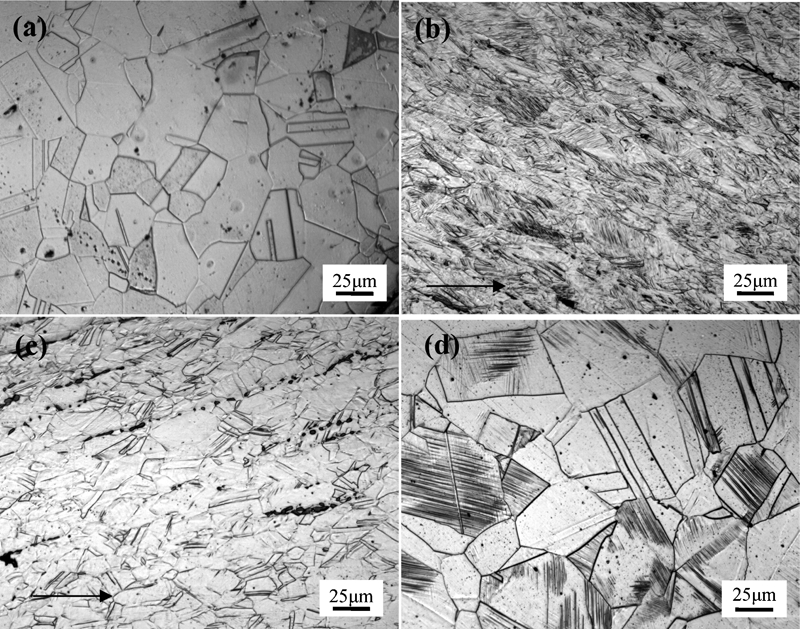
Optical micrographs of TWIP steels before and after deformation
Figure 7a indicates the optical micrograph of TWIP steel before deformation, with the microstructure having an equiaxed single phase structure, which is austenite. The annealing twins with straight boundaries exist in some grains with favourable orientation; some of the twins penetrate the austenitic grain, and others exhibit lens shapes and stop in the interior of the grains. Figure 7b indicates that the grains deformed along the tensile direction with many deformation twins located in the majority of the grains and that the misorientation of different twinning system is 60°. On the other hand, part of the grains without twins can be observed, demonstrating that the generation and growth of twins are closely related with the orientation of the grains. Yang et al.7 pointed out that most deformation twins generate in grains with 〈111〉 orientation. In addition, the amount of deformation twins decreases with the increase in temperature (Fig. 7c ). This is caused by dynamic recrystallisation occurring at a high temperature, during which the twins are replaced by the new equiaxed grains. Figure 7d shows the microstructure of TWIP steel deformed at high strain rates. It also shows that the deformation twins generated under high strain rates are thinner than those generated under low rates and that they are concentrated in some grains with certain orientations. Note that multidirectional twins with ∼60° misorientation, also generate in the microstructure of the TWIP steels deformed at high strain rates. It can be inferred from the above discussions that the nucleation and development of deformation twins are affected by both grain orientation and strain rate, and that the deformation twins always nucleate in the grains with the most favourable orientation. However, under a low strain rate, the twins exhibit perfect shape with wider width because of sufficient deformation time. When the multiple twins generate and develop together under a high strain rate, this indicates wider interspaces and thinner width for the short deformation time.
Figure 8 shows the transmission electron micrographs of the microstructure in the TWIP steels deformed under different conditions and the detailed morphology of deformation twins can be observed. Figure 8a (obtained via H800) shows the appearance of twins formed under a low strain rate. As can be seen, the twins have a bundle shape and are parallel to each other. The twins also form a single system since they have the same orientation. Two twin areas could also be seen in Fig. 8a . However, a twin bundle cannot be seen in thinner areas, although a few of nanometre scale twins with different lengths can be observed in the wider areas. Figure 8b (obtained using H800) shows the twin morphology of the TWIP steel deformed at a high strain rate. Here, the twins exhibit thinner width and smaller interspacing, which are in agreement with the observation made through optical microscopy. Moreover, the simultaneous formation of multiple twins with ∼60° misorientation can be observed. Figure 8c (obtained using JEM-2100) shows the twin’s appearance generated through surface mechanical attrition treatment (SMAT). The SMAT specimens were machined from the annealed forge plate and then subjected to the SMAT for 90 min by the SNC-1 machine, which is described in the literature.22 The transmission samples were machined from the top deformed surface. The strain and stress characteristics of TWIP steels deformed under SMAT are multidirectional and larger; therefore, the twins indicate thinner widths and wider interspaces. Moreover, the twins possess a more perfect shape than those in Fig. 8b .
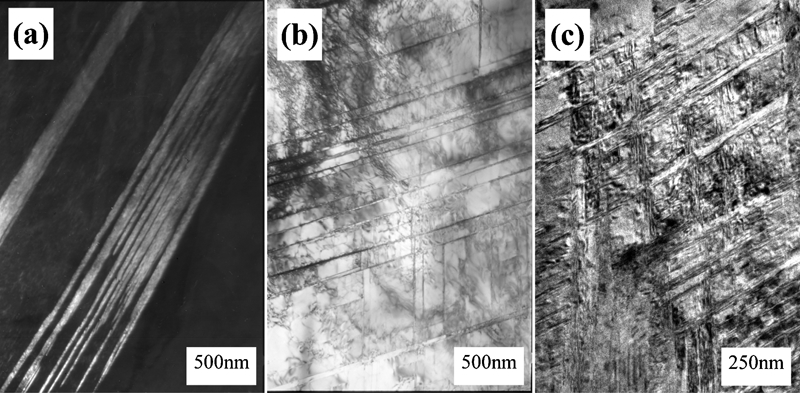
Transmission electron micrographs of TWIP steels after deformation deformed at a 0·01 s−1 and b 930·01 s−1 and under c SMAT
Figure 9 (obtained using JEM-2100) is the high resolution transmission electron micrograph of TWIP steel deformed under SMAT. It shows a twin bundle of ∼20 nm, as well as the austenitic matrix and deformation twins as indicated by ‘M’ and ‘T’ and these are distributed alternately. Here, the deformation twin bundle includes the twins with ∼5 nm width. The atomic arrangement of twins is 60° and shows mirror symmetry with the austenitic matrix. At the same time, six twin planes and coherent boundaries could be seen. Moreover, the refinement of austenite grains by twins could also be observed.

High resolution transmission electron micrograph of deformation twins in TWIP steel deformed under SMAT
Mechanism of high strength and ductility of TWIP steel
The high strength and toughness of TWIP steel originate from the deformation mechanism, which is the nucleation and development of deformation twins. If a local neck is started at a certain position of the TWIP steel during deformation, strain induced twins are formed in this region and an intensive local strain hardening is produced near the neck. Further deformation of this region will be prevented and necking could start in other weaker areas, but will likewise be prevented. This repeating process of local necking leads to high elongation in terms of failure and strength. There are two theories about the mechanism of work hardening. Some researchers4,23 – 25 suggest that work hardening is caused by refinement of deformation twins, which decreases the mean free path dislocations. Chen et al.26 notes that work hardening is caused by the interaction of dislocations and C–Mn octahedron cluster. There are also two mechanisms regarding the nucleation of twins. Mahajan and Chin27 state that the nucleation of twins occurs when a three layer twin embryo nucleates after the reaction between two partial dislocations at a dislocation pileup, with the interaction between the leading partial dislocation and the trailing partial dislocation. Li et al.28 proposed a nucleation mechanism of deformation twins in pure aluminium using molecular dynamics simulation. The twin nucleation can take place by spontaneous reactions between the trailing partial dislocations when the shear stress on the slip plane and the shear factor in the direction of the loading partial dislocation are maximised. It can function without the requirement of stress concentrations at dislocation pileups.
Conclusions
Regarding the use of TWIP steels in industrial production, two leading international companies, ArceloMittal and ThyssenKrupp, have applied for patent with the World Intellectual Property Organization. Furthermore, there has been remarkable progress in efforts to improve the mechanical properties, platability and surface quality of TWIP steels. With the advancements in technology, TWIP steels should be able to meet the needs of the automotive industry and other manufacturing sectors.
Footnotes
Acknowledgements
This research was supported by the National Natural Science Foundation of China (grant nos. 51044007 and 51001079), Scientific Research Plan of Shanxi Province of China (grant no. 20090321072) and National 863 plans projects (grant no. 2007AA03Z555).
This paper is part of a special issue on ‘UK: China Steel’