
Abstract
Based on the coupled method of cellular automaton (CA) and finite element (FE), the solidification structure of 160×160 mm cast billet of high carbon SWRH77B steel was simulated. The nucleation density, kinetics of the dendrite tip growth, crystallographic orientation and coupling of CA and FE methods are discussed. In the current study, the influence of superheat on the solidification structure of the billet is researched in detail. The results show that for an increase in superheat extent from 20 to 30°C, the density of grain in billet decreased from 4·662×106 to 3·087×106 m−2, and the grain mean radius increased from 295·1 to 346·3 μm. The three-dimensional microstructure of high carbon SWRH77B steel was simulated by the CAFE method, and there was good agreement with the results from industrial billet.
Introduction
SWRH77B is a high carbon steel that has good high tensile strength, toughness and low stress relaxation properties. SWRH77B steel is the raw material for the production of rod and wire used in modern architecture for large span bridges and in other fields. The quality of the final products depends, to a large extent, on the solidification structure of the as cast billet. A columnar structure will lead to the deterioration of mechanical properties and, thus, fine equiaxed grains are favourable to increase the mechanical properties of the as cast billet, subsequent rolled rod and drawn wire. Increasing the proportion of fine equiaxed grains in the as cast billet can improve the properties and quality. The traditional method to determine the solidification structure metallography, which is expensive in both manpower and time, and limited data are obtained. In recent decades, with increasing computing power and speeds, as well as the improvement of solidification theory, there is rapid development in the simulation of solidification microstructure, which has become an important method to study the solidification of metals. In the 1990s, with the development of microstructure simulation technology, many metallurgists and scholars focused on solidification modelling, supported by laboratory solidification experiments. Nastac and Stefanescu,1 Rappaz and Gandin 2 2,3 and Zhu et al. 4 4,5 successively simulated the formation of the microstructure during metal solidification based on the cellular automaton (CA) method. Rappaz and Gandin 2 2,3 predicted successfully the transition from columnar to equiaxed zone and this was validated by experiments. In their work, the CA model and the finite element (FE) method were combined to build the macro–micro-FE-CA coupling model, i.e. the CAFE method. This model first calculates the heat transfer equation of castings during the solidification processes using the FE model and then sets up regulation of nucleation and growth of cells through a mechanism of the formation of microstructure. The calculated results of the FE model are coupled to CA model to simulate microstructure.
Such calculations, however, have seldom been reported. Therefore, the aim of this paper is to simulate microstructure during the metal solidification based on the CAFE method. In the present research, the physical character of the CAFE method is discussed. Cellular automaton–finite element modules of the finite element software ProCAST were employed to investigate the three-dimensional (3D) solidification structure of SWRH77B billet and the influence of different superheat temperatures on the solidification structure and grain size is compared.
Mathematical model of CAFE
The final properties of the steel depend on the solidification structure of the billet. At present, the numerical simulation models used to study the dendrite are deterministic model, stochastic model and phase field model6 – 9 respectively. The stochastic model takes into account the random factors in the solidification process. The use of the probabilistic methods is to study nucleation and growth of grains, including the random distribution of nucleation sites and random selection of crystallographic orientation. Its main feature is the establishment of dendritic nucleation, growth kinetics and the physical mechanism of crystal orientation to achieve the dynamic display of each grain’s specific morphology and growth evolution. Thus, the stochastic model is more suitable to describe the dendritic structure in comparison with other models.
The stochastic model is divided into three models: CA, CAFE and cellular automaton–finite difference models. A CAFE method was applied in the present study. Initially, the FE method was used when solving the heat conduction during the solidification process, the results of which coupled with the cellular rules to simulate the evolution of grain structure, which is based on the microscopic physical mechanism of the structure and the rules of the local cellular establishment.
Based on the solidification theory, the grain size depends on the following three aspects:
the heterogeneous nucleation of grain is formed in the liquid phase
the priority growth direction is in 〈100〉 crystal orientation in the solidification process for cubic metals
the Kurz–Giovanola–Trivedi (KGT) model10 was applied to calculate the growth kinetics of both columnar and equiaxed morphologies.
The CAFE calculation procedure of the above three aspects is introduced in detail in the following sections.
Heterogeneous nucleation
According to nucleation theory, there are two basic mechanisms of nucleation, namely, homogeneous and heterogeneous nucleation mechanisms. Heterogeneous nucleation has more practical significance in actual production. On the treatment of heterogeneous nucleation, there are two ways that instantaneous nucleation and continuous nucleation in the process of microstructure simulation can be treated. For the methods of nucleation, Rappaz and Gandin11 assumed that instantaneous nucleation may occur in the range of possible nucleation sites. If there is no nucleation site in a cell, the nucleation will not occur, no matter how low the temperature. Conversely, new nucleation is formed randomly in the bulk volume as the result of the fall of local temperature of the nucleating cell below the critical temperature in the given time step. At any undercooling temperature, the number of nucleation sites in the liquid steel is expressed by the following equation


Kinetics of dendritic tip growth
In the solidification process of the steel, dendritic growth is influenced by the constituents of undercooling temperature and kinetic undercooling temperature. Under the normal solidification conditions, the constituent undercooling temperature plays a decisive role in the dendrite tip growth for most alloys, and KGT model10 was applied in the present research to study the dendrite tip growth kinetics. The dendrite tip radius R and the dendrite tip growth rate v is determined by the following equations


Growth direction
The orientation of grain growth is a random distribution function in the two-dimensional model, with a value between −45° and +45°, and the orientation difference is <2°. To show the preferred orientation of grains, the size of grain growth is calculated by the following formula
Governing equation
Equations used in the model are as follows.
Mass conservation equation

Solidification simulation of SWRH77B billet
In the present research, 3D heat flow was computed on 160×160 mm cross-section of the billet, and the simulation of 3D CA was carried out on 80×80 mm cross-section of one-fourth corner of the billet. The influence of different superheat temperatures on the solidification structure and grain size was analysed. The type of material used in the calculations is an SWRH77B steel, with a composition of 0·77C–0·22Si–0·8Mn–0·01P–0·007S–0·00258Al–0·00244Ti–0·00178Ca–0·02Cu, and the flowchart of the simulation process is shown in Fig. 1.
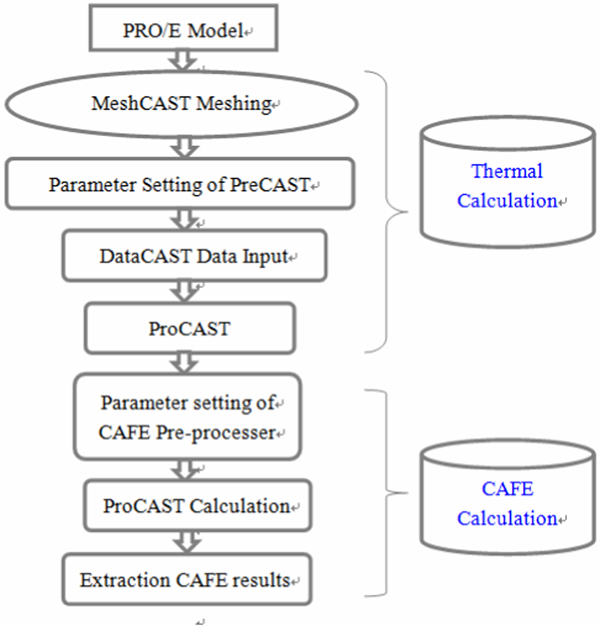
Flowchart of numerical simulation model
As can be seen from Fig. 1, the first step of microstructure simulation is to use Pro/E software to establish the 3D model; then, the thermal field was calculated and, finally, the CAFE calculation was done. It is particularly important in the parameter settings in the PreCAST module, that the composition of steel is required as an input to proceed the simulation in the next part; the software can calculate the thermal parameters required for the simulation according to the components. The boundary conditions, the direction of gravity, the initial temperature and the decision parameters are also required as inputs. The CAFE calculation is applied on the basis of calculating the temperature field, which requires mass fraction, liquidus slope, partition coefficient, mass transfer coefficients and Gibbs–Thompson coefficient. The final results are extracted after the CAFE calculation is complete.
Selection of simulation parameters
Parameter selection has a great impact on the simulation results. The parameters determined in this section are based on the help file of the ProCAST software and related references. Some parameters can be calculated with the ProCAST database itself, such as the thermal parameters, obtained by the input steel composition. The key secondary cooling parameters used in the calculation are listed in Table 1, for a casting speed of 1·65 m min–1 for the 160×160 mm billet.
Water amount on each zone of secondary cooling/L kg–1
The high carbon SWRH77B steel was split into five major Fe–X binary alloy components, which are Fe–C, Fe–S, Fe–P, Fe–Mn and Fe–Si alloys systems. The composition c 0, partition coefficient k, liquidus slope m and solute diffusion coefficient D l of Fe–X alloys used in the calculations are listed in Table 2.
Composition, partition coefficient, liquidus slope and solute diffusion coefficient of Fe–X alloys
The calculated values of liquidus and solidus temperatures of SWRH77B steel are 1746 and 1639 K respectively, and the Gibbs–Thomson coefficient is 2·8×10−7 mK. The dendrite tip growth kinetic parameters a 2 and a 3 in equation (7) were calculated using the data in Table 2 as 0 and 1·998×10−6 m s−1 K−3 respectively. Owing to the centre symmetry of the billet on the same cross-sectional, a one-fourth cross-sectional was taken to simulate the solidification structure. A thickness of 50 mm was taken to simulate the thermal field. As the CAFE calculation is based on thermal results, in order to decrease computational time, 2 mm was taken from the thermal simulation results to proceed to the CAFE simulation.
To further compare the influence of superheat on the solidification structure and the grain size, results extracted from the CA–FE calculation were analysed.
Effect of superheat on solidification microstructure and discussion
Superheat is one of the key parameters to ensure the quality of continuous casting billet. If the superheat in the molten steel is low in the continuous casting process, the molten steel is easily polluted by non-metallic inclusions and the immersion nozzle is prone to clogging. If the superheat is too high, breakouts may occur, surface cracking develops and/or serious centreline macrosegregation may form, and an extensive columnar dendritic structure develops.12 – 14 Therefore, the superheat in the continuous casting process affects directly the solidification of molten steel, thereby affecting the solidification structure of the billet. In this simulation, where the casting speed and cooling conditions are the same, the influence of the low superheat (20°C) and high superheat (30°C) on the solidification structure of the slab was investigated.
Figure 2 shows the experimental metallurgical structure (left) and simulated microstructure results (right) for the as cast continuously cast billet. It can be seen from Fig. 2 that the microstructures are all composed of columnar and equiaxed grain zone. The numerical simulation results are in good agreement with the experiment’s results. At the low superheat of 20°C, fine grains are formed in the billet, there are no well developed columnar grains and equiaxed grains are the largest proportion. When superheat was increased to 25 and 30°C, the columnar crystals developed rapidly and the equiaxed grains were reduced significantly, while at the high superheat of 30°C, the formed grains were more coarse and the equiaxed grains were in a smaller proportion. At 30°C, the billet columnar grain was coarse compared to that at 20°C superheat.
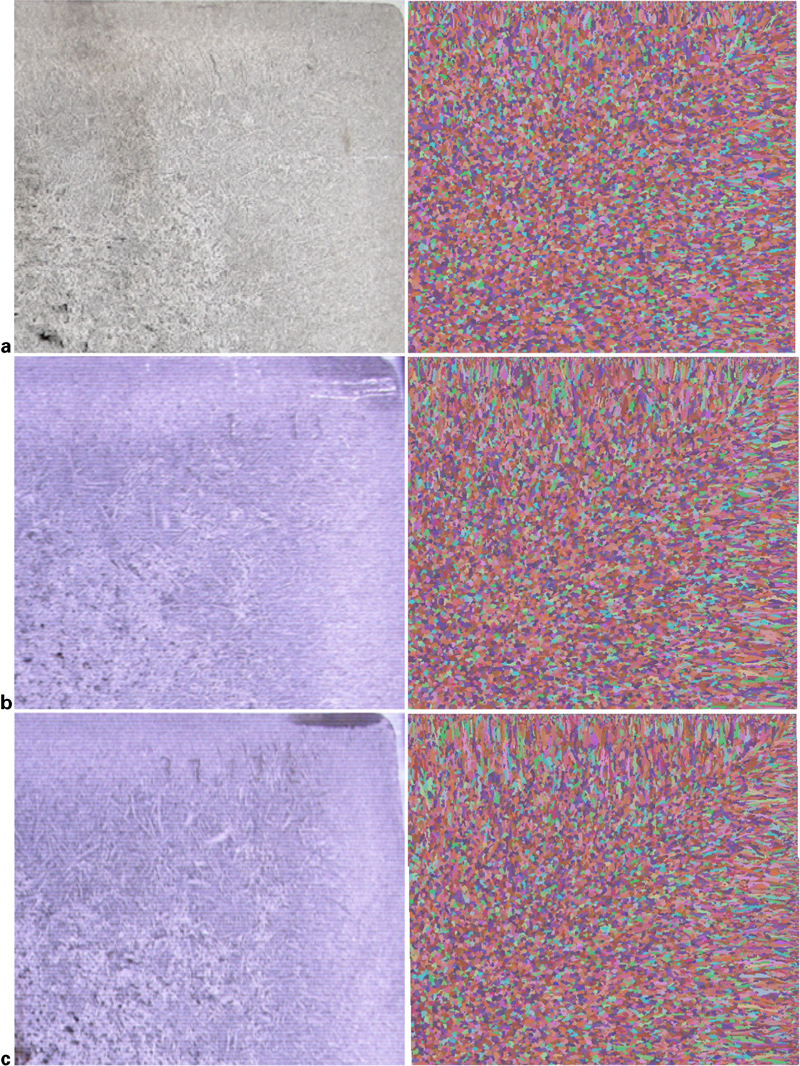
Comparison of simulated solidification structure with actual metallurgical structure for one-fourth area of billet cross-section
When the molten steel solidifies from liquid to solid during the continuous casting process, the atoms in the liquid are in an unstable and excited state and return to a low energy state on solidification, i.e. atoms in the liquid steel transit from disordered irregular, messy clusters to an orderly atomic crystal. As the temperature decreases, both the atom cluster size r s and the number of atomic clusters n s is increased,15 i.e. with the lower superheat of molten steel, atomic disorder degree of molten steel decreased. Low casting temperature of molten steel helps to promote nucleation. Reducing the temperature gradient of the billet has a major impact on casting solidification structure. Low superheat is an important factor of the formation of low temperature gradient and the development of a large number of nucleation embryos, which is beneficial to get high equiaxed zone ratio.
Statistics results of simulation and discussion
The grain parameter statistics of the solidification structure of high carbon SWRH77B steel under three superheat conditions are listed in Table 3. As the superheat temperature increased from 20 to 30°C, the grain density is decreased from 4·662×106 to 3·087×106 m−2, while the average grain radius increases from 295·1 to 346·3 μm. Thus, it is an important measure to refine equiaxed grains, prevent the formation of columnar dendrite and expand the central equiaxed zone when the lower superheat temperature was applied. The grain size has a great impact on the property of many metals. For the mechanical properties of metals at room temperature, when the grain size is fine, the strength and hardness is higher as well as ductility and toughness. Because when the grain is fine, plastic deformation can be dispersed more easily within the grains, so the plastic deformation is more uniform and the stress concentration is smaller. In addition, as the grains interlock, the as cast structure is less conducive to the development and spread of cracks, and the strength and toughness are higher. Grain refinement of metals at room temperature plays a significant role in improving the mechanical properties; therefore, usually more fine grain is needed as much as possible.
Statistics results of simulation for SWRH77B steel
Conclusions
In the CA–FE model described, the nucleation density is described by Gaussian distribution and the kinetics of dendrite tip growth is calculated by KGT model. The preferred dendrite growth orientation is in 〈100〉 direction and to achieve a competitive mechanism of dendrite growth, the implementation of a coupled FE and CA model is used, based on the interpolation between the FE nodes and CA cell.
For high carbon SWRH77B steel billet in 160 mm square format, when the superheat temperature increased from 20 to 25 and 30°C, the columnar dendrite zone of the billet increased and, consequently, the extent of the equiaxed grains was reduced significantly. The grain density decreased from 4·662×106 to 3·087×106 m−2, while the average grain radius increases from 295·1 to 346·3 μm.
By the use of CA–FE model to achieve the 3D microsolidification structure of high carbon SWRH77B steel, the simulated solidification structure includes both columnar dendrite zone and equiaxed dendrite zones, which is in good agreement with the experimental results. Thus, the model can be used to predict the solidification structure of the continuously cast semi.
Footnotes
Acknowledgements
The authors gratefully express their appreciation to National Natural Science Fund (grant no. 51074022) for sponsoring this work. Sincere gratitude and appreciation should be expressed to Professor J. M. Zhang for his careful guidance.