
Abstract
During the processing of steel in steel mills, iron oxides will form on the surface of the metal. These oxides, known as mill scale, occur during continuous casting, reheating and hot rolling operations. Mill scale is a valuable metallurgical raw material since it contains 65–70% iron. JSW Steel Ltd is a 7 Mtpa integrated steel plant and generates 270 t of mill scale per day. Most of the materials of steel plant wastes are recycled through sinter making in most of the countries. Because of its physical, chemical and mineralogical properties, it can be used as a raw material in a process like sintering. The mill scale contains high amounts of Fe and low amounts of silica and alumina. Thus, recycling it through the sintering process helps in the saving of raw materials like iron ore and limestone. This paper presents preliminary findings of a study that investigates the potential for recycling steel mill scale in the sintering process. Experiments were conducted using the mill scale in sinter making from 0 to 70 kg/t of sinter. The total Fe and FeO contents of the sinter increased with the increase in mill scale addition. The sinter productivity decreased with the increase in mill scale addition due to a decrease in sinter bed permeability. The sinter strength and sinter mean size initially increased and reaches a maximum at mill scale addition of 40–50 kg/t of sinter and afterwards declines with the increase in mill scale addition. Sinter reduction degradation index and reducibility decreased with the increase in mill scale addition due to the increase in FeO content. Except sinter productivity, other desired sinter properties can be obtained with the use of 40–50 kg mill scale per tonne of sinter.
Introduction
Integrated steel plants generate 2–4 t of wastes per tonne of steel produced. The waste generation at JSW Steel 7 Mtpa integrated steel plant is shown in Table 1. Mill scale (iron oxide), which is mainly magnetite, is produced during the casting and rolling processes. It represents ∼1·9% of steel produced.1 The use of mill scale in the sintering process is a prerequisite for recycling/reuse in iron making units; however, use in sinter plant is very limited due to productivity reduction and deterioration in sinter quality.2
Waste generation at JSW Steel 7 Mtpa integrated steel plant
Currently, 168 t/day( = 25 kg/t of sinter) of the 270 t/day generated mill scale from the 7 Mtpa steel plant is being used in the sinter plant; however, before increasing its use, it is necessary to study the influence of mill scale addition on sinter productivity and sinter properties. Laboratory pot grate sintering studies have been planned to determine the extent of mill scale usage in sinter plant on the properties of the sinter. The mill scale in the sinter mix was varied from 0 to 70 kg/t of the sinter. Microscopic studies have been carried out using a polarised microscope.
Mill scale production
JSW Steel Ltd is a 7 Mtpa integrated steel plant, and the production of mill scale at the steel plant and hot strip mill is shown in Fig. 1.
Production of mill scale at steel plant and hot strip mill
Mill scale and its reactions during sinter making
The chemical analysis of the mill scale is shown in Table 1.
During induration, FeO is oxidised to form Fe2O3 as follows
3
3,4


Both reactions are exothermic.
Experimental
Experiments were conducted with mill scale at 0–70 kg/t of the sinter. The raw materials used for the preparation of the sinter mix are iron ore, mill scale, limestone, dolomite, lime, coke breeze and sinter return fines. These raw materials were collected from the sinter plant no. 1 stock yard. The raw material chemical analysis and mix proportion are shown in Table 2 Tables 2 and 3.
Raw material chemical analysis
Raw material mix proportion
Sinter pot test
Pot grate sintering experiments were carried out at the agglomeration laboratory to investigate the influence of mill scale addition on sintering. A schematic of the pilot scale sinter pot arrangement is shown in Fig. 2, and test conditions are shown in Table 4. A small pile was prepared by layering the iron ore fines, coke breeze, limestone, dolomite, lime, return fines and mill scale on a weight basis (Table 2) on the floor. All these constituents were thoroughly mixed and then transferred to the granulation drum for 2 min, then granulation water was added followed by mixing for another 2 min and granules were prepared for a further 3–4 min. The granulated sample was collected to measure moisture content and bulk density.

Facility of laboratory pot grate sinter machine at JSW Steel
Sinter test condition
The raw mixture having a weight of 70 kg was granulated with 8% moisture. After granulation, the material was transferred to a sinter pot having an inner diameter of 300 mm and a height of 600 mm. The mix was then ignited with natural gas at about 1150–1160°C for 90 s with a suction of 1300 mm WG. Burnthrough temperature was indicated by the peak in the waste gas temperature. Completion of the sintering experiments was determined by the burnthrough temperature. Cooling of the sinter was performed by natural cooling. The sintering conditions were kept constant for all the experiments. The product sinter was taken for quality analysis, as shown in Table 4.
Microstructural studies
Polished sections were prepared in a sample preparation laboratory for microstructural studies using a polarised microscope, and phase analysis was carried out by using an image analyser.
Results and discussion
The sinter produced from pot tests was tested for microstructure including phase analysis and physical and metallurgical properties, including tumbler index (TI), abrasion index, reduction degradation index (RDI) and reducibility.
Microstructural properties
Figure 3 shows the micrographs of sinter with mill scale from 0 to 70 kg/t of the sinter. The sinter with mill scale addition from 0 to 50 kg/t of sinter consists of haematite, magnetite, calcium ferrites, silicate phase and pore phase. We can observe needle-like calcium ferrites with mill scale addition from 10 to 50 kg/t of sinter. The sinter with mill scale addition from 60 to 70 kg/t of sinter consists only of magnetite and FeO phases. The influence of mill scale addition on microstructural phase analysis is shown in Fig. 4. With the increase in mill scale addition, the magnetite and FeO phases increased (Fig. 3g and h ), and haematite, calcium ferrites, slag and pore phase decreased. In the sinter with mill scale from 60 to 70 kg/t of sinter, we can observe a fused sinter structure. The sinter with mill scale addition from 60 to 70 kg/t of sinter consists of wüstite phase (Fig. 3g, h 1 and h2).
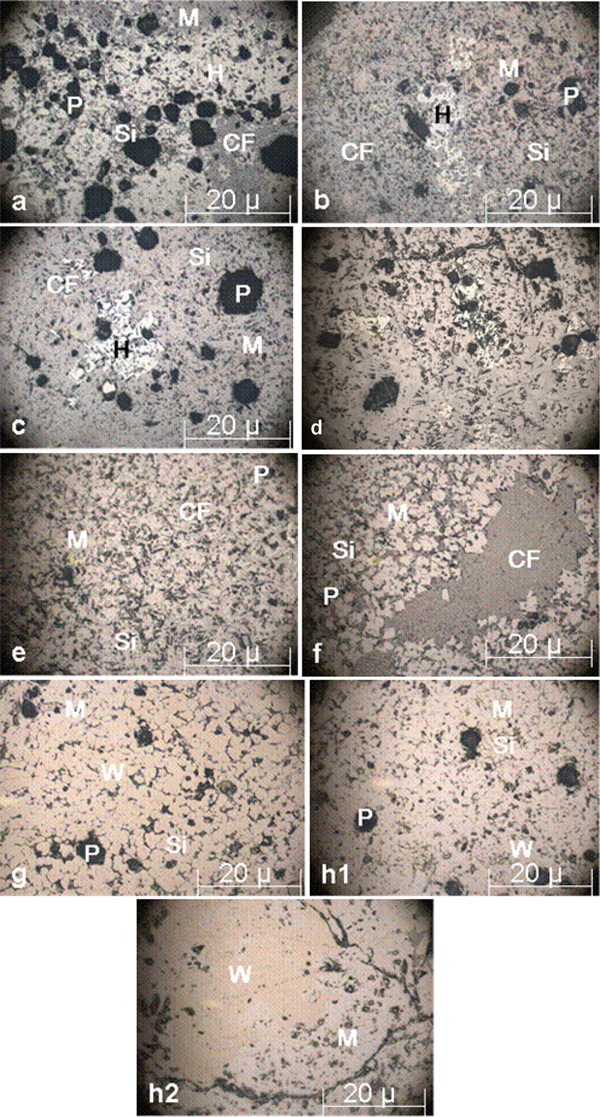
Micrographs of sinter with different level mill scales
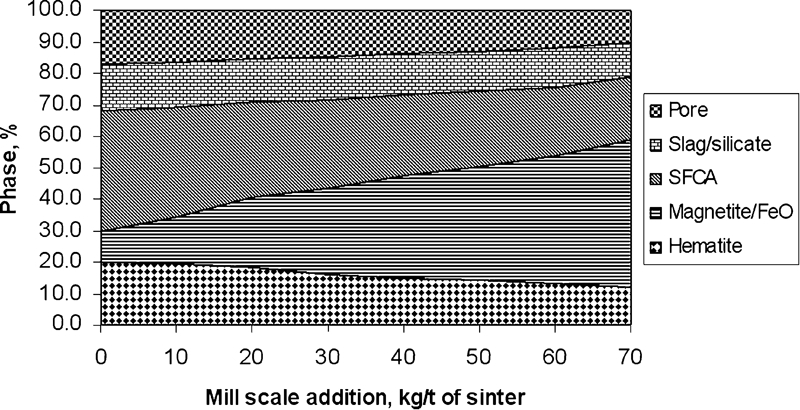
Influence of mill scale addition on phase analysis
Influence of mill scale addition on sinter chemistry and productivity
Figure 5 shows the influence of mill scale addition on sinter FeO and total Fe content of the sinter. The FeO and total Fe content of the sinter increased with the increase in mill scale addition. Mill scale consists primarily of magnetite (∼61%FeO). During sintering, the mill scale produces a lot of heat due to exothermic reactions (equations (1) and (2)) and increases the overall FeO content of the sinter product. Figure 6 shows the influence of mill scale addition on burnthrough temperature (wind box gas temperature). The total Fe content of the sinter increased due to the increase in FeO content.
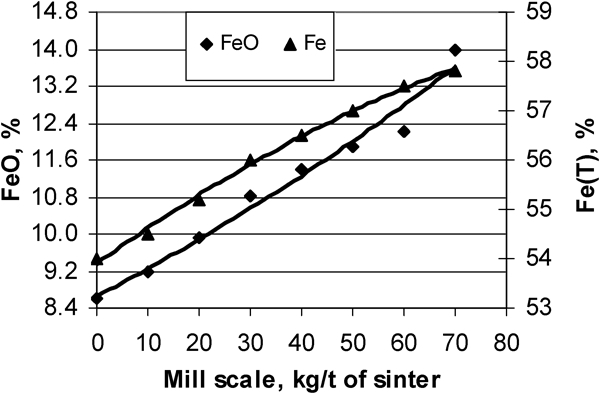
Influence of mill scale addition on sinter chemistry
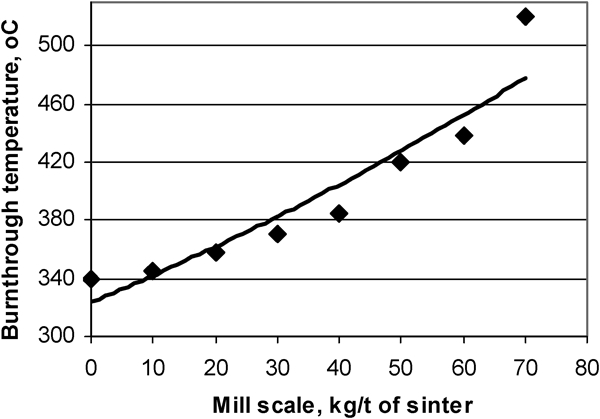
Influence of mill scale addition on burnthrough temperature
Figure 7 shows the influence of mill scale addition on flame front speed. This decreased with the increase in mill scale addition. Sinter yield may be defined as the weight percentage of +5 mm fraction generated. The sinter yield was calculated by the net weight of over +5 mm sinter divided by the total sinter cake weight. More return fines in the sinter product mean a lower yield. The sinter yield, productivity and sintering time with different level mill scale additions are shown in Figure 8 Figs. 8 and 9. The yield and sinter productivity decreased with the increase in mill scale addition. The yield decreased due to the increase in −5 mm fine generation. Mill scale addition increased the sintering time due to loss in bed permeability.
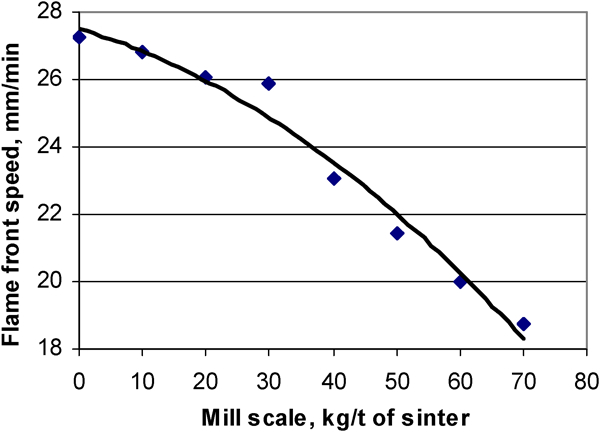
Influence of mill scale addition on flame front speed
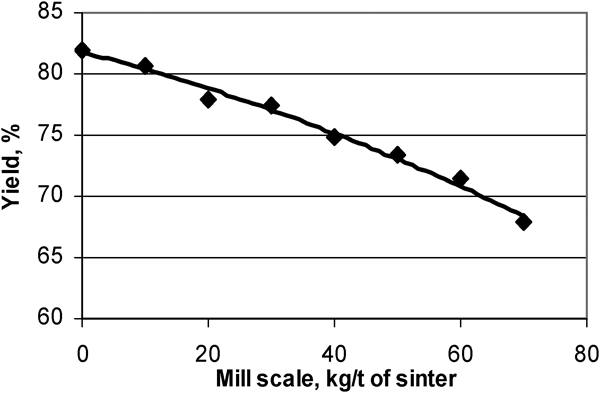
Influence of mill scale addition on sinter yield
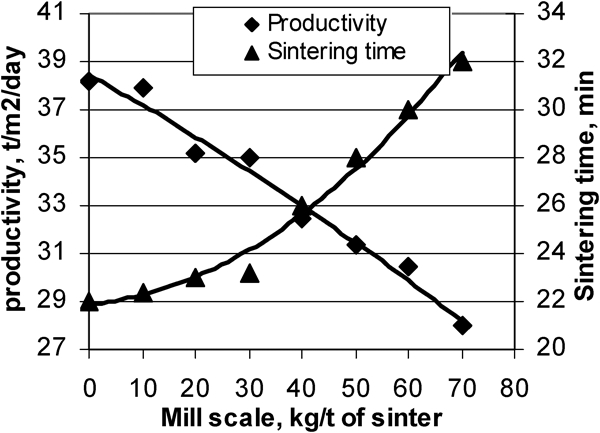
Influence of mill scale addition on sinter productivity and sintering time
Sinter bed permeability plays a vital role in controlling the sinter properties and productivity. The loss in bed permeability was due to the generation of an additional melt at higher temperature (Fig. 6) and which in turn affected the heat front speed (Fig. 7) as well as the sintering reaction at the lower part of the sinter bed, and it results in the production of lower strength sinter with more fines. As the sintering temperature increases, the time required to cool down the sinter also increases.
The decrease in productivity was mainly due to the deterioration in bed permeability and the decrease in sinter yield. Manoj Kumar and Nandy also found that the movement of flame front along the sinter bed is one of the key process parameters that affects the formation and stabilisation of phases in the sinter.3
Influence of mill scale addition on sinter strength
The cold crushing strength of the sinter determines to what extent the sinter will maintain its size during different handling operations from the sinter plant to the blast furnace. The TI of the sinter is determined according to the ISO 3271:1995 test procedure.
The influence of mill scale addition on sinter strength is shown in Fig. 10. Experimental results show that the sinter strength initially increased and reaches a maximum at mill scale addition of 40–50 kg/t of sinter and afterwards declines with the increase in mill scale addition. With the addition of mill scale at 60–70 kg/t of the sinter, the thermal efficiency of the sinter bed was not uniform due to the decrease in sinter bed permeability.
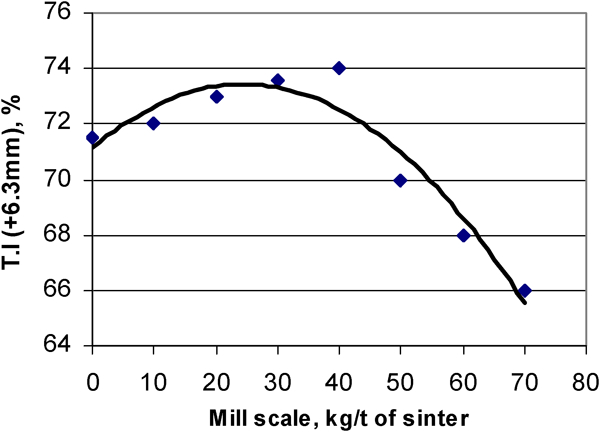
Influence of mill scale addition on sinter strength
During sintering, the mill scale releases extra heat due to exothermic reactions, and some of the sinter bed is excessively melted. This causes some unsintered parts below it by blocking the airflow and by reducing the flame front speed, resulting in poor sinter strength. On the other hand, the binding structure of fused (over sintered) parts is weakened, and this leads to a deterioration of sinter strength (Fig. 3g, h 1 and h2). The silicoferrite of calcium and aluminium (SFCA) phase decreased and the FeO phase increased with the increase in mill scale addition. Kasai et al.,4 Inazumi and Kasama5 and Nakano et al. 6 also found that the excessive melted part causes blocking of the air flowrate, resulting in a heterogeneous sinter cake. The required desired TI of the sinter is ⩾68·0% (laboratory scale).
Figure 11 shows the effect of mill scale addition on sinter mean size. The mean size of the sinter depends on the strength of the sinter. A poor quality sinter yields smaller a size sinter. The addition of mill scale above 50 kg/t of the sinter yields a poor quality sinter with more fines, resulting in a decrease in mean particle size.
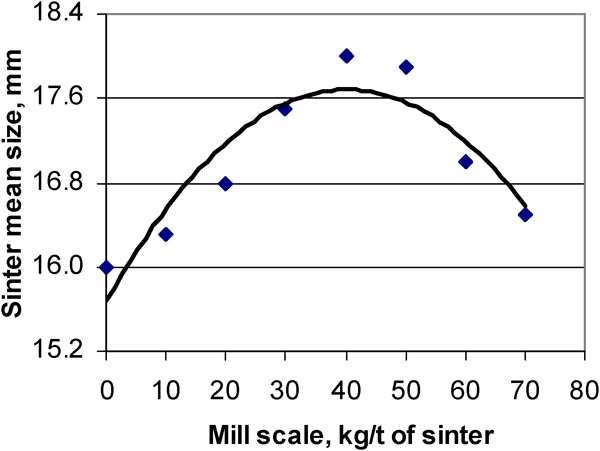
Influence of mill scale addition on sinter mean size
Influence of mill scale addition on sinter RDI
The RDI is defined as a quantitative measure of the degree of disintegration, which could occur in the sinter in the upper part of the blast furnace after some reduction. The RDI of the iron ore sinter is determined by the ISO 4696-1 test procedure.
Figure 12 shows the influence of mill scale addition on the RDI of the sinter. The sinter RDI (−3·15 mm) decreased with the increase in mill scale addition. Mill scale addition in the sinter increased magnetite as well as wüstite phase in the sinter and decreased the haematite and SFCA phase. The presence of magnetite and wüstite greatly influences the sinter RDI. The weakening and degradation of sinter are associated with volume increase due to the phase transformation of haematite to magnetite present in the sinter. The RDI of the sinter is directly related to the porosity of the sinter. The porosity of the sinter decreased with the increase in mill scale addition. The RDI of the sinter is controlled by the amount of MgO, magnetite and pore phase.7 The RDI of the sinter reduced from 26·5 to 22·0% with the addition of mill scale from 0 to 70 kg/t of the sinter. The required desired RDI (−3·15 mm) of the sinter is ⩽28·0%.
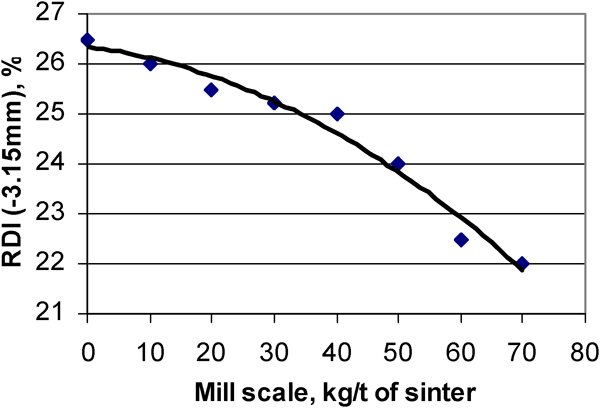
Influence of mill scale addition on sinter RDI
Influence of mill scale addition on sinter reducibility
Figure 13 shows the influence of mill scale addition on iron ore sinter reducibility. The sinter reducibility decreased with the increase in mill scale addition. The reducibility of the sinter mainly depends on the microstructural phases present in the sinter. Reduction of haematite is faster than magnetite and wüstite phases. With the increase in mill scale, the magnetite and wüstite phases increase, and haematite, SFCA and pore phase decrease. Because of the decrease in porosity due to fused structure, the formation of magnetite and wüstite phase reducibility of the sinter decreased (Fig. 4). It has also been established that the physical and metallurgical sinter properties are strongly related to the mineralogy, microscopic and macroscopic structure.8 The formation of the fused type microstructure as well as a reduction in micropores increases the gas diffusion resistance, leading to the deterioration of Reducibility index (RI).9 The required desired reducibility of the sinter is ⩾60·0%.
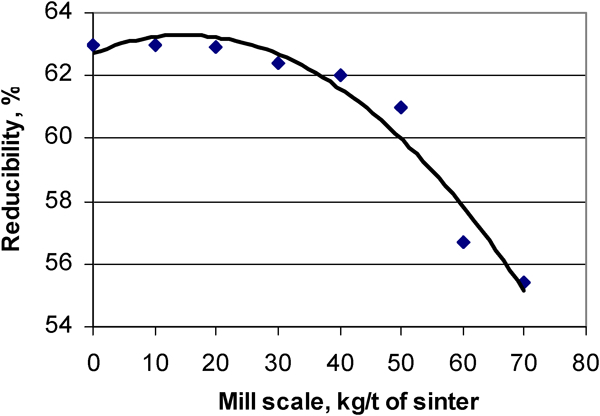
Influence of mill scale addition on sinter reducibility
Conclusions
The total Fe content of the sinter increased with the increase in mill scale addition due to the overall increase in FeO content of the sinter.
The sinter productivity decreased with the increase in mill scale addition due to the decrease in sinter bed permeability, sinter yield and increase in −5 mm sinter fines.
The haematite, calcium ferrite, silicate and pore phases decreased; however, the wüstite and magnetite phases increased with the increase in mill scale addition.
The sinter strength initially increased, reached a maximum at mill scale addition of 40–50 kg/t of sinter and afterwards declined with the increase in mill scale addition. The sinter with higher mill scale blocked the air flowrate in the sinter bed with excessive melted part and produced an unsintered product, resulting in a poor sinter.
The sinter mean size initially increased and reached a maximum at mill scale addition of 40–50 kg/t of sinter and afterwards declined with the increase in mill scale addition. The addition of mill scale above 50 kg/t of sinter yields a poor quality sinter with more fines resulting in a decrease in mean particle size.
The sinter RDI decreased with the increase in mill scale addition due to the increase in overall FeO content.
The sinter reducibility decreased with the increase in mill scale addition due to decreases in haematite and SFCA phases.
Sinter yield and plant productivity decrease as the mill scale quantity increases.
A maximum 40–50 kg mill scale can be used per tonne of sinter to get the desired properties of the sinter. This means that all the generated mill scale could be used in the sinter plant.