
Abstract
Improving steelmaking and casting processes to adapt to the requirements of internal and external customers involves continuous monitoring and evaluation of existing and development of new steel refining practices. Internal quality control of semifinished products requires tools that can correlate product defects to process anomalies. This article focuses on use of techniques such as measurement of complete steel and slag chemistry, inclusion analysis, process analysis and thermodynamics to assess the influence of process conditions on product properties. Examples from both long and flat products, including low carbon aluminium killed steels, medium carbon aluminium killed steels, advanced high strength steels and free machining steels, are presented to explain the benefit of using these tools to understand the process conditions necessary for clean steelmaking and thus improve product quality.
Introduction
Knowing that non-metallic inclusions affect the processing and properties of steel, efforts for their control and removal have increased in the past decade. Technologies for clean steelmaking are being continuously developed to fulfil the ever increasing demands on material properties. As inclusions can be removed in liquid steel refining, the challenge is to optimise and customise the steelmaking process route for each family of steel grades. Modification of secondary refining and casting practices is thus aligned to minimise the inclusions that could potentially form defects in the finished product or adversely affect the product properties.
The tools for clean steelmaking and quality control are equally important as they set the standards by measurement of steel cleanliness for process control. Multiple in-process and offline tools can be used to determine the cleanliness of steel grades. Previous publications1,2 listed some of these techniques used routinely at ArcelorMittal R&D and steel plants in North America. These include measurement of steel and slag chemistry, inclusion analysis using an automated scanning electron microscope (SEM), cathode luminescence microscopy (CLM), pulse discrimination analysis (PDA) and measurement of product characteristics. The studies reported in this article used these techniques in combination to diagnose plant problems and to understand the effects of steelmaking practices on inclusion properties.
This paper presents five investigations that show how steelmaking slags, deoxidation practices, ladle refining including Ca treatment and residuals in alloys control the inclusion characteristics. Illustrations from both long and flat products are presented to demonstrate how controlling steelmaking conditions in the ladle affects the teeming of liquid steel and inclusions in the product.
Sampling, analytical techniques and computations
The chemistries of the steel grades reported here are listed in Table 1. These include low carbon Al killed (LCAK), low carbon Mn killed (LCMK), medium carbon Al killed (MCAK), high carbon Si killed (HCSK) and advanced high strength steels (AHSS). The process routes of North American plants that participated in these studies and provided samples are listed in Table 2. In most studies, chemical production samples (lollipop) were collected for inclusion characterisation; in some cases, pin samples were also obtained from the caster mould. The pin samplers were 6 mm in diameter and 38 mm in length and composed of silica.
Steel chemistries of different grades* (mass-%)
*Ca, S and N are reported in ppm.
Plant and process flow to produce steel grades*
*BOF: basic oxygen furnace; EAF: electric arc furnace; RH–KTB: Rurhsthal Heraeus–Kawasaki top blowing.
The lollipop steel samples were analysed for chemistry using optical emission spectroscopy. S in tundish or mould samples was analysed using a LECO combustion analyser. The samples were first analysed for inclusions by optical emission spectroscopy PDA3 using the same spectrometer that analysed its steel chemistry. Only samples of Ca treated grades were subjected to the PDA technique. The samples were then cross-sectioned at the centre and mounted for examination under automated SEM. The ASCAT software4 was used to conduct automated inclusion characterisation on the mounted sections. Selected mounted samples were also subjected to manual SEM investigation to verify the inclusion composition and morphology provided by the automated SEM inclusion analysis. The remainder of the steel sample was used for total oxygen (OT) analysis, only where the sample soundness allowed. All the pin samples, on the contrary, were found good to conduct OT analysis.
In some studies, the nozzle clog mass from the submerged entry nozzle (SEN) was obtained after completion of a cast sequence. The clogged material was mounted and then examined under CLM and SEM to observe the inclusion chemistry and morphology. The slag samples were collected from the middle and end of the ladle treatment and were analysed for chemistry using X-ray fluoroscopy. The inclusion data and slag compositions were plotted on ternary phase diagrams to compare the results among different heats and plants.
With the steel chemistries of the tundish or mould samples, thermodynamic calculations were made using CEQCSI software5 to compute the equilibrium inclusion phases. These computations were helpful in understanding the nature of inclusions in different steel grades for inclusion engineering requirements.
Results and discussion
Ca treatment with different Ca sources
The Ca treatment process for low sulphur (<40 ppm S) steel grades is mainly carried out to achieve sulphide shape control. The other advantages of Ca treatment in this steel grade are good castability, reduced SEN clogging and stable mould level variation. Ca is added in the form of either CaSi wire or FeCa wire, depending on the Si restriction of the steel grade. Controlling Ca in steel is a challenge in itself as recovery of metallic Ca in iron is low and highly variable. As Ca vapourises at a temperature much lower than the steelmaking temperatures, the reaction of Ca with inclusions in steel takes place as soon as the Ca containing source melts into the liquid steel. Ca addition in steel was developed to modify the solid alumina inclusions into liquid Ca aluminates with a composition of 7CaO.12Al2O3 (C12A7) that help in achieving long sequence casting;6 however, all the inclusions need not to be completely liquid for castability requirements.7 At the same time, depending on the sulphur content, CaS inclusions can form in liquid steel. In the work of Holappa et al. 8 for low S containing steels, CaS (or CaS–MnS) precipitation did not start until the temperature has dropped lower than the liquidus temperature of the steel. However, the formation of CaS in liquid steel cannot be explained alone by the thermodynamics for low S steels as the CaS formation can also occur due to the local depletion of oxygen activity in the ladle, thereby stopping further modification of alumina inclusions by Ca.9
MnS stringers in plate grade steels have always been a concern as they adversely affect the mechanical properties of the final product.10 Therefore, Ca treatment in these steels also helps in extracting S as CaS and delays the precipitation of MnS and their growth during solidification. The CaS inclusions formed during solidification are usually <10 μm and are not considered harmful to the product and its application. Recently, agglomerated CaS inclusions were observed in the plates rolled from the slabs of some LCAK heats produced at plant A. These stringer shaped CaS inclusions were as long as 200 μm in length and ∼30 μm in thickness. A large tonnage of LCAK heats were put on hold for further inspection before shipping to the customer due to the presence of these elongated CaS inclusions. The process parameters of these heats seemed to be similar to those heats which did not exhibit these inclusions in their plate products.
One possible reason for the appearance of large CaS inclusions was thought to be the addition of excessive Ca from the source of Ca treatment. With this hypothesis, CaS will form (or separate) in the liquid steel, will grow but not float out in the ladle or tundish and gets transported to the slab followed by into the rolled product. Therefore, to check the potential influence of the Ca source on the formation of CaS in liquid steel, trials were conducted with three different Ca containing wires. Wire A was regular CaSi wire with 30 wt-%Ca, and wires B and C were similar looking solid core wires containing close to 100 wt-%Ca with thin Fe jackets around the core.
Liquid steel samples of LCAK heats were collected from the caster mould from plant A during trials of Ca wires. Seven heats were sampled during trails with each wire. These samples were subjected to PDA followed by OT analysis and automated SEM inclusion analysis. The PDA results did not differentiate CaS inclusion density among the three sets of heats. The plausible explanation is that the instability of the S signal in the existing spectrometers causes incorrect classification of the S bearing inclusions. Therefore, the results of automated SEM and OT coupled with thermodynamic calculations from CEQCSI software are reported here.
Figure 1 shows the average area fraction of pure CaS inclusions in the heats produced using the three wires. In addition, Fig. 1 shows the average OT in the mould samples and the sulphur content S ppt that will precipitate as CaS at 1400°C (obtained from thermodynamic calculations made using CEQCSI). The Ca recovery in the ladle was significantly different with the use of three wires. It is possible that the melting of wire and the subsequent Ca reaction are delayed in the ladle when wire C is used, yielding a higher recovery, but an exact explanation is not available at present. Although a higher Ca recovery can be achieved with optimising the speed of addition of the wire in the melt,11 the addition rate of metallic Ca/ton of liquid steel is important and was kept the same for all the three wires during trials. It seems from Fig. 1 that wires A and B show a similar performance in modifying inclusions in steel and extracting S by Ca during solidification. Since the average OT in the heats made from wires A and B is close and lower than that in the heats made using wire C, it indicates that a higher OT affects the precipitation of CaS inclusions.
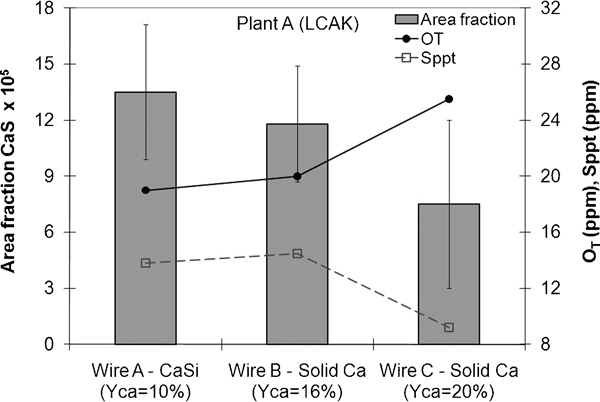
Average and standard deviation of area fraction of pure CaS inclusions (from SEM) in LCAK heats produced using three Ca wires: average OT in heats is also shown; Yca is average Ca recovery in ladle, and S ppt refers to amount of S that can precipitate as CaS at 1400°C from CEQCSI calculation
Figure 2 shows that the average density of ‘completely liquid’ and ‘partially liquid’ Ca aluminate inclusions is lower in the heats produced with wires A and B than in the heats treated with wire C. The ‘liquid’ Ca aluminates are C12A7 inclusions with <5%S, and ‘partially liquid’ Ca aluminate inclusions have more S and O with higher Ca content than Al content; more details can be seen in the reference.12 The results in Fig. 2 indicate that larger inclusions but in smaller frequency are observed with the use of CaSi wire A, while solid Ca wires produced smaller inclusions but in higher frequency, particularly when wire C is used. Comparing the information in Figs. 1 and 2, it appears that the solid Ca wires would behave similar to the CaSi wire in the melt if the steel chemistry including S and OT remains the same. The difference between the inclusion analyses observations of solid Ca containing wires B and C can be explained on a similar reasoning.
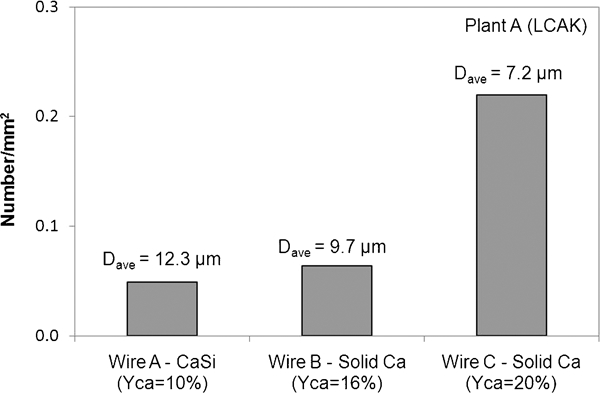
Average density of liquid and partially liquid Ca aluminate inclusions in LCAK heats produced using three Ca wires: Yca is average Ca recovery in ladle, and mean size of these inclusions D ave is also shown
Figure 3 shows the normalised average chemistry of ‘liquid’ and ‘partially liquid’ Ca aluminate inclusions from automated SEM data. As shown in Fig. 3, all the wires produced a comparable composition of liquid oxide inclusions, suggesting that they are equally good for Ca treatment of heats for castability requirements. On the other hand, the average normalised composition of all oxide inclusions (including both liquid and solid oxide inclusions) was not comparable among the three sets of heats (not shown here). The average S content of all oxide inclusions in the heats made with wire C was found to be thrice that in the heats made with wire A. This could be one of the reasons for the observation made in Fig. 1 about the lower number density of pure CaS inclusions in the heats treated with wire C, as part of the S was attached to the oxide inclusions. The authors believe that this observation is again a result of the difference in the chemistry of the heats, particularly due to the S content and OT.
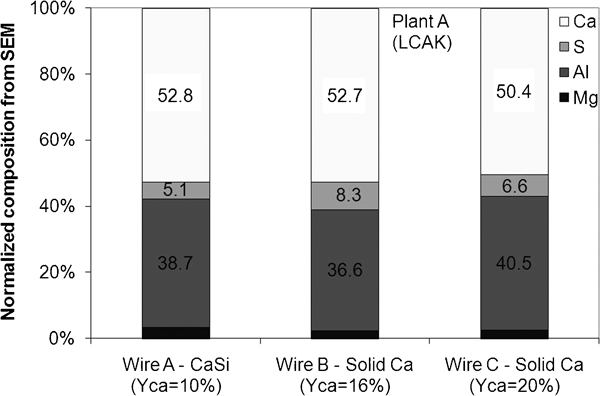
Normalised average chemistry of ‘liquid’ and ‘partially liquid’ Ca aluminate inclusions in mould samples of LCAK heats produced using three Ca wires
The calculated equilibrium oxygen activities at 1550°C (from CEQCSI) for the heats produced with wires A, B and C were 0·85, 0·8 and 1·4 respectively. Thus, the presence of a higher density of single phase CaS inclusions from SEM in the heats with lower oxygen activity (wire A heats) can support the theory that the formation of CaS is fairly possible in liquid steel in both ladle and tundish. However, this does not explain about the growth of CaS inclusions into clusters, which appear as stringers in the finished product. While ladle stirring following Ca treatment can certainly help agglomerate CaS inclusions, the Ar bubble rate was constant in all heats and hence, likely not a factor affecting CaS growth into large clusters.
The average CaO/Al2O3 ratios of oxide inclusions from SEM analysis were found to be 0·74, 0·78 and 0·52 for heats made with wires A, B and C respectively. The corresponding CaO/Al2O3 ratio of equilibrium inclusion composition computed from CEQCSI at 1550°C was 0·94 for both wires A and B and was 0·87 for wire C. The calculated CaO/Al2O3 ratios are higher than the observed ratios, likely due to the presence of some S in the oxide inclusions from SEM analysis.
While there is a slight mismatch in the observed and predicted chemical compositions of oxide inclusions, the thermodynamic calculations are complementary and still support the inclusion analyses observations. As shown in Fig. 1, the calculated amount of S precipitated as CaS (from CEQCSI) is proportional to the area fraction of CaS inclusions obtained from the automated SEM. This can be further explained by calculations conducted using CEQCSI and shown in Figs. 4 and 5. In these charts, the evolution of liquid metal fraction and inclusion composition, expressed as S and O (in ppm) attached to inclusions, is shown during cooling and solidification of steel. Since the inclusion analysis was conducted on fast cooling liquid steel samples, the solidification rate of 10°C s−1 was considered for the calculations. Moreover, it was assumed that the inclusions re-equilibrate at each temperature step. Per Fig. 4 for a heat treated with solid Ca wire B, the kinetic model predicts that CaS precipitation will start when the liquid metal fraction is ∼90% at 1516°C.
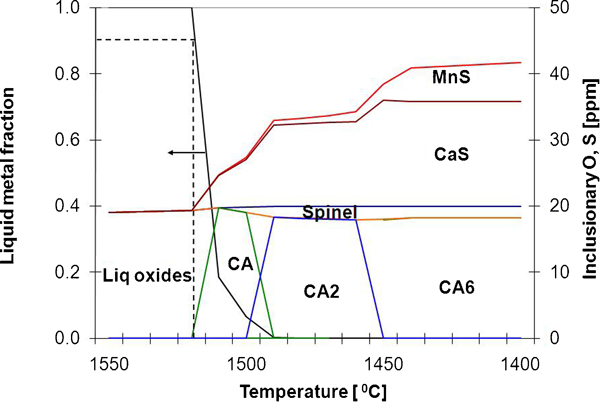
Evolution of liquid steel fraction and inclusion phases computed from CEQCSI for example LCAK heat produced using wire B: CaS precipitation starts when liquid fraction is ∼90% at ∼1510°C (colour figure in online version of the paper)
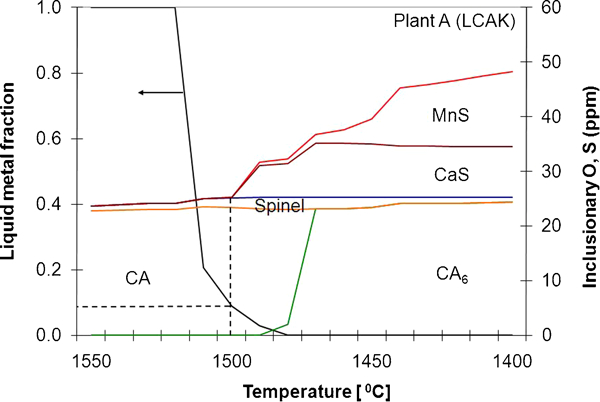
Evolution of liquid steel fraction and inclusion phases computed from CEQCSI for example LCAK heat produced using wire C: CaS precipitation starts when liquid fraction is ˜<10% at ∼1490°C (colour figure in online version of the paper)
Similarly, in Fig. 5, the same phenomenon is estimated to occur when the liquid metal proportion is <10% for a heat produced with wire C, although at slightly lower temperature. In both cases, CaS is predicted to precipitate during solidification and not in liquid steel. However, relative contents of CaS and partitioning of S between CaS and MnS during cooling depend not only on the relative S content in the steel, but also on the type and composition of oxide inclusions present in the liquid steel, which is indicated by OT of the heat. The heat made with wire B exhibited liquid Ca aluminate inclusions (C12A7) (Fig. 4), whereas the heat produced with wire C had CA type solid inclusions (Fig. 5) in the liquid steel before the initiation of steel solidification.
Thus, these analyses suggest that CaS formation, though possible in liquid steel, does not happen until the liquid steel starts solidifying much later in the process. If CaS forms in liquid steel due to very low OT, these smaller particles will still need sufficient time and very strong ladle stirring to grow into agglomerates and appear as macroinclusions in the slabs. The authors understand that the use of either Ca wire does not contribute to the formation of agglomerated CaS inclusions in the ladle, and thus, more research is required to explain the observation of elongated CaS inclusions in the product.
Ca treatment in heavy plate steel grades
MCAK steel is frequently produced in plant C and sometimes in plant B. Plant C conducts manual SEM analysis on the selected plate samples of MCAK steel to obtain the density of elongated MnS inclusions (or stringers) and provides a qualitative rating to the heat. These qualitative ratings on the plate samples correspond to the level of success of sulphide shape control in the heats. The ratings can vary from ‘very good’ if no MnS stringers are found in the plate samples to ‘poor’ for a heat containing a large number of MnS stringers. A heat containing few elongated MnS inclusions or small clustered alumina inclusions receives a rating of ‘moderate’.
To reduce the need for manual metallography, plant C was interested in knowing if tundish samples of the same heats can be used to estimate the success or failure of sulphide shape control. To confirm if inclusion characterisation of the tundish samples can serve that purpose, a set of five heats was chosen for which the quality ratings on the corresponding plate samples were already known and varied from ‘very good’ to ‘poor’. The tundish samples were characterised for inclusions using automated SEM. Remelt buttons were also prepared from the tundish samples and were examined using CLM followed by SEM. Figure 6 shows the CLM images of remelt buttons of selected heats that showed both good and poor shape control. Figure 7 shows the composition of oxide and sulphide inclusions in the heats rated as ‘good’ and ‘poor’.
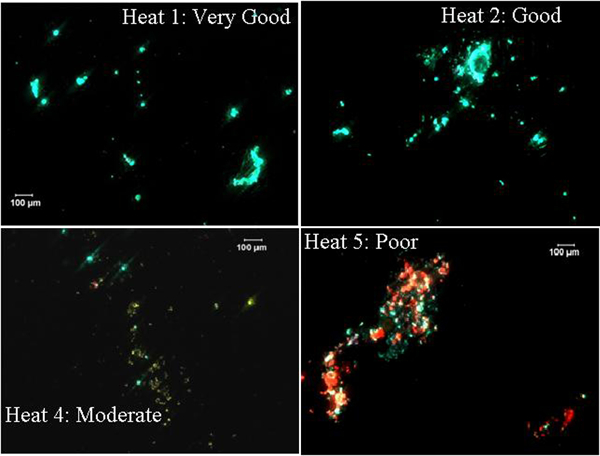
Images (CLM) of remelt buttons from tundish samples in selected MCAK heats produced at plant C, showing liquid Ca aluminate inclusions (green) in heat rated as ‘good’, mixture of CaS and solid Ca aluminates (yellow) in heat rated as ‘moderate’ and alumina (red) inclusions in heat rated as ‘poor’ (colour figure in online version of the paper)
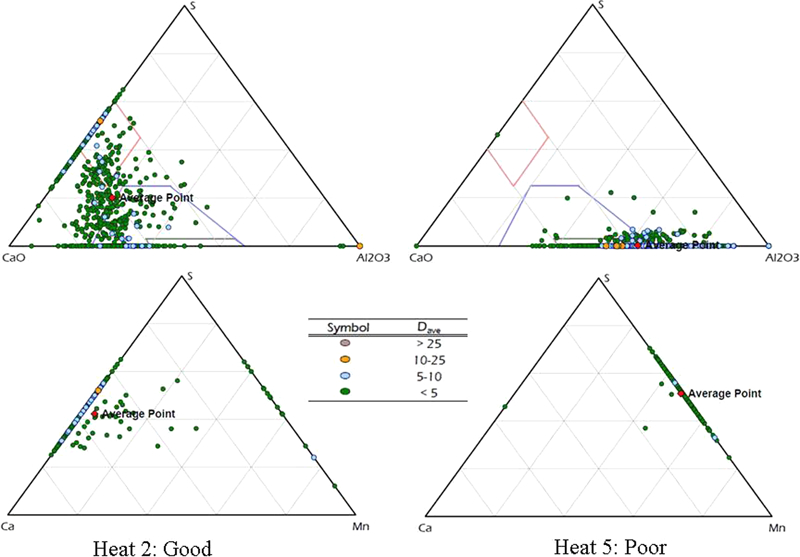
CaO–S–Al2O3 and Ca–S–Mn ternary diagrams showing composition of oxide and sulphide inclusions in tundish samples of MCAK heats rated as ‘good’ and ‘poor’: average composition of inclusions in each ternary diagram is shown with red point; both heats had ∼20 ppm S; ratings are provided on plate samples of heats (colour figure in online version of the paper)
It is necessary to have for the inclusion composition a mix of C12A7 and CaS inclusions for achieving complete sulphide shape control in steels that are used for sour gas resistant applications to avoid hydrogen induced cracking.10 As shown in Fig. 6, the heat rated ‘good’ had liquid Ca aluminate inclusions (blue–green), while the heat with ‘poor’ rating showed alumina inclusions with some Mg (red) in the remelt button samples. Similarly, as shown in Fig. 7, the composition of oxide inclusions from automated SEM was liquid/partially liquid Ca aluminates with some CaS inclusions in the heat rated as ‘good’. Conversely, the heat with ‘poor’ rating had solid Ca aluminate inclusions, and S precipitation occurred entirely as MnS during solidification (Ca–S–Mn ternary diagram in Fig. 7). Both heats 2 and 5 had ∼20 ppm S.
The average CaO/Al2O3 ratio of oxide inclusions from SEM was 2·2 in heat 2 versus 0·6 in heat 5, likely due to the difference in steelmaking processing conditions. It seems that the Ca treatment for shape control in heat 5 was either inadequate or failed due to steel reoxidation. Thus, a mere comparison of CLM images shown in Fig. 6 and a comparison of ternary diagrams of heats 2 and 5 in Fig. 7 suggest that heat 2 had achieved better shape control than heat 5, even if the quality rating from the manual SEM analysis of the corresponding plate samples is not available.
Figure 8 plots the ratio of MnS/CaS inclusion population from the automated SEM analyses of the tundish samples. It shows that while heat 5 with ‘poor’ sulphide shape control had a very high MnS inclusion population relative to CaS inclusions, there were negligible MnS inclusions in the heats that achieved good shape control (heats 1 and 2). The results in Fig. 8 show that the area fraction ratio of MnS/CaS inclusions in the tundish samples matches satisfactorily with the qualitative rating on the corresponding plate samples of these heats. Additionally, these results suggest that inclusion characterisation of tundish samples can be a useful tool for differentiating heats with different processing conditions and for determining the success of sulphide shape control in plate grade steels, such that the need for manual SEM work on the plate samples at plant C can be reduced. The advantage of knowing the degree of success of sulphide shape control from tundish samples in advance is also helpful in dispositioning the slabs for an appropriate finishing route.
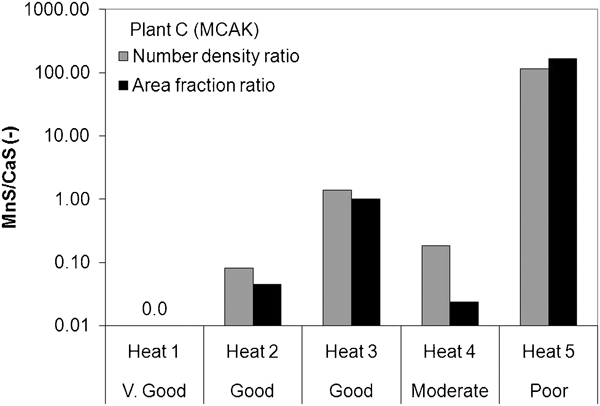
MnS/CaS inclusion population ratio in tundish samples of five MCAK heats produced in plant C: qualitative rating of each heat (‘V. Good’ or ‘Poor’) arrives from manual SEM analysis of corresponding plate samples of that heat
Plant B, on the other hand, was more interested in understanding the evolution of inclusion composition in MCAK grades during different stages of steelmaking. The process flow to produce these steels in plant B is listed in Table 2, and a brief description follows. The steel is deoxidised, and alloy additions are made during the tap. The slag oxygen potential is reduced with subsequent steel desulphurisation at the ladle furnace (LF) using CaSi powder. This is followed by dehydrogenation and alloy trimming at the RH degasser. The final steel refining step is to inject CaSi wire at the stirring station to attain complete sulphide shape control.
To confirm if the Ca treatment at the stirring station is an absolute necessity, a 10-heat sequence was cast at plant B, in which liquid steel samples were collected from the end of LF treatment, end of RH degasser, end of stirring station (STN) and at tundish when the ladle was half empty. The steel samples were analysed for inclusions using automated SEM. The results are shown in Fig. 9, where the average area fraction of pure CaS and alumina inclusions is plotted for different steelmaking steps. As shown, the Al2O3 inclusion content is about the same from end of LF to the tundish; in contrast, the CaS inclusion population decreases from the end of LF to the STN. This result shows that S is partitioned as CaS in steel at the end of LF treatment, likely a consequence of CaSi injection, which, in addition to desulphurising the steel, also acts as a modifier for oxide inclusions. The decrease in CaS inclusion content from LF to stirring station, as shown in Fig. 9, is an effect of further reduction in the S content in steel at STN owing to the CaSi wire addition. The CaS inclusion area fraction is higher in tundish samples due to the decrease in steel temperature at the tundish. Noticeably, only a few MnS inclusions of <3 μm were seen in some samples, likely due to a higher OT in those samples.
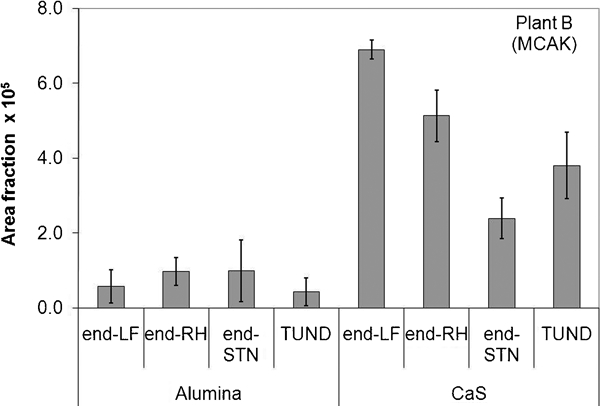
Average and standard deviation of area fraction of alumina and CaS inclusions in LF (end-LF), degasser (end-RH), stirring station (end-STN) and tundish (TUND) samples of MCAK heats produced in plant B
Figure 10 shows the composition of the oxide inclusions in end-RH, end-STN and tundish samples of MCAK heat. The chemistry of the liquid steel samples in this heat is shown in Table 3. The decrease in Ca content from end of LF to end RH is due to the floatation of Ca bearing inclusions during dehydrogenation at the RH degasser, and the decrease in S and OT from end-RH to STN is due to the Ca treatment of steel with CaSi wire at the STN. The OT increase in the tundish sample indicates minor reoxidation at the caster tundish.
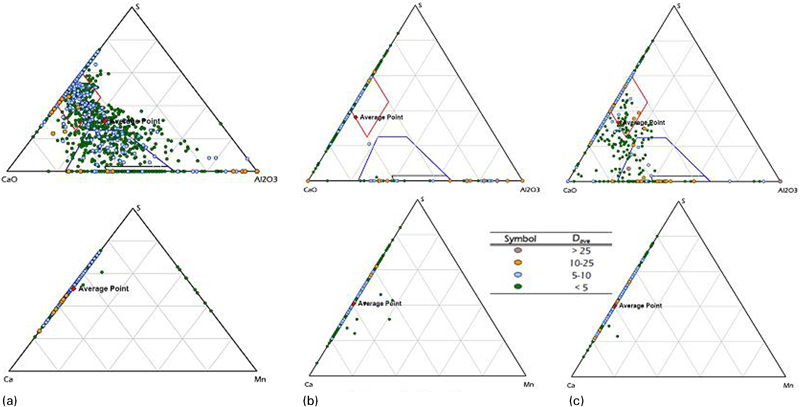
CaO–S–Al2O3 and Ca–S–Mn diagrams showing chemistry of oxide and sulphide inclusions in liquid steel samples collected from a end of RH, b end of stirring station (STN) and c tundish for MCAK heat produced at plant B ‘poor’ (colour figure in online version of the paper)
Ca, O, S and Al contents (in ppm) in end-LF, end-RH, end-STN and tundish samples of example MCAK heat
As shown in Fig. 10a , the inclusion composition at the end of the RH degasser indicates that S partitioning occurs as CaS, and the oxide inclusions are a mix of liquid Ca aluminates (C12A7) and partially liquid oxide–CaS inclusions. After the CaSi wire addition at the STN, the oxide inclusions are no longer present, and mostly pure CaS inclusions are seen in the liquid steel sample. This is seen in both CaO–S–Al2O3 and Ca–S–Mn diagrams in Fig. 10b . This is a consequence of the fact that Ca treatment at the STN reduces the OT from 14 ppm (end-RH) to 8 ppm (end-STN), as shown in Table 3. In other words, with the reduction in OT and flotation of inclusions at the STN, the steel is in fact clean and does not contain too many oxide inclusions. Thermodynamic estimations made using CEQCSI showed that the calculated oxygen activity drops from 2·4 ppm in the end-RH sample to 0·9 ppm in the STN sample. In industrial ladles, the reduction in OT in the melt to a very small value is possible due to chemical variations, which can lead to the partitioning of S as CaS phase in the liquid steel itself. The oxide inclusions start to reappear in the tundish samples (CaO–S–Al2O3 diagram in Fig. 10c ) since the OT increases at tundish to 12 ppm (Table 3). As S partitioning during solidification happens mostly as CaS phase in the RH sample (Ca–S–Mn diagrams in Fig. 10a ), it is a sign that sulphide shape control can be achieved by CaSi injection at the LF (primarily used for desulphurisation), and the second Ca treatment at the STN is not a necessity. These results, although, are contrary to the findings of Ito et al,13 where Ca addition in dual stages improved the shape control of alumina inclusions in line pipe steels. Skipping the STN step during steel refining for producing MCAK grade at plant B resulted in higher productivity and lower costs by avoiding prolonged use of ladle refractories.
In the preceding discussion on achieving sulphide shape control in low S steels, it was assumed that the partitioning of S as CaS inclusions was preferable than MnS inclusions to avoid the formation of MnS stringers in the plates. At the same time, it is necessary to evaluate the product properties and verify if CaS inclusions in the MCAK steels are indeed advantageous. Figure 11 compares the area fraction ratio of MnS/CaS inclusions in the tundish samples of the heats studied. As seen, the CaS population is higher in the samples of plant B than in the samples from plant C, leading to a very low MnS/CaS inclusion ratio in the heats produced at plant B.
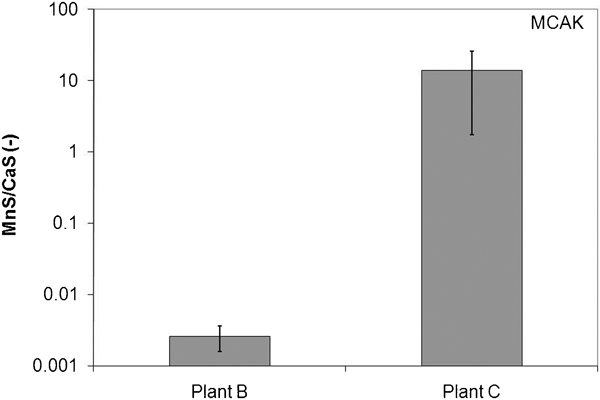
Comparison of MnS/CaS inclusion population ratio in tundish samples of MCAK heats produced in plants B and C: standard deviation is shown
Figure 12 plots the impact energy data of 9·5 mm thick plate samples rolled from the same heats shown in Fig. 11. The impact energy values on the plate samples, in both longitudinal and transverse directions of casting, from plant B are higher as a result of low MnS inclusion population (and higher CaS inclusions) in these heats. Hence, CaS inclusions are preferred in the MCAK heats, and to achieve adequate sulphide shape control, steelmaking and casting conditions can be optimised by assessing the nature of inclusions in each steelmaking step.
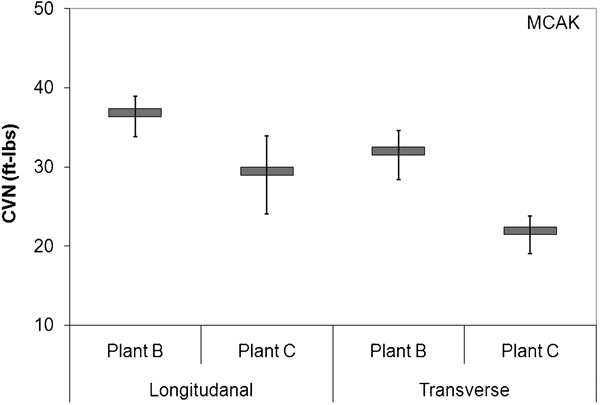
Comparison of average and standard deviation in impact energy for plate samples of MCAK heats produced at plants B and C: gauge thickness is 9·5 mm
Controlling inclusion composition in HCSK steels
In the past, steels similar to HCSK steels have shown fatigue life issues attributed to larger inclusions containing >20%Al2O3.14 The experimental goal for this study included the determination of the operational controls needed to control the composition of the inclusions in HCSK steel, particularly the alumina content in oxide inclusions. A series of trials were performed at plant D for HCSK steels related to a comprehensive evaluation of the frequency, size and composition of inclusions in the liquid and solid phases. In this section, only steelmaking practice elements affecting the inclusion composition are discussed. The procedure for trials, testing and analysis is outlined below.
Table 4 is a summary of the variables studied in the trials. A total of 30 heats were studied in these trials. Trial T1 was an evaluation of the existing practice in use and is the base case. The important characteristics of this practice included the addition of lime–alumina flux in the ladle at tapping and the use of regular ferrosilicon (FeSi) and ferromanganese (FeMn) alloys. The subsequent trials involved specific practice changes and were precisely monitored and executed. In these trials, furnace slag carryover to the ladle was controlled, and argon stirring at the LF was monitored; especially, specific additions of alloy, calcium carbide (CaC2) and ladle flux mixture were made to modify the inclusion composition. For example, the major difference between trials T2 and T3 was the use of low Al containing FeSi alloy (<0·3%Al) in trial T3. Sampling for the inclusion analysis followed the procedure outlined in Table 5. Both steel and slag samples collected after an initial stir at the LMF were labelled as L0, those collected after temperature correction and alloy additions at LMF as L1 and those collected after completion of Ca treatment as L2. Teeming samples were labelled as TD. Moreover, in trial T4, the amount of CaC2 was either none or the same as used in trials T1–T3, and the amount of CaSi was none, one-half and about the same as used in the other trials.
Summary of relevant trial conditions for inclusion composition control*
*IR = infrared and Spar = CaF2.
Basic trial and sampling procedure
In the existing practice T1, the ladle treatment slag contained a significant fraction of Al2O3 established by the addition of lime–alumina flux. In trial T2, the alumina flux addition was completely eliminated and substituted with spar CaF2. Figure 13 shows the slag chemistry results in L1 and L2 samples from all trials, and as shown, the slag composition shifted to a slightly lower Al2O3 content in trial T2. In addition, a much more consistent slag composition was achieved in trial T2. Figure 14 points out that the inclusions found in the tundish in trial T2 had a higher Al2O3 proportion than the inclusions in trial T1. During the ladle treatment of trial T2, as the steel sampling was conducted before adding the CaSi and after the final stirring, a progressive increase in CaO content in the inclusions with time from ladle treatment to casting is observed, as shown in Fig. 14.
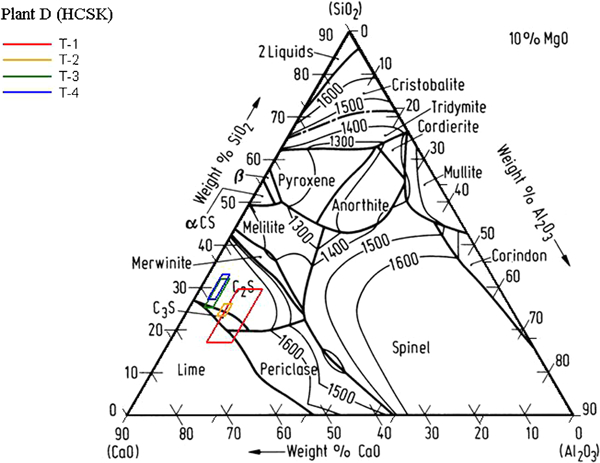
Ternary diagram showing slag composition ranges for four trials of HCSK steels: outlines represent mean±1σ and 8%<MgO<12%; slags contain, additionally, 2–4% (FeO+MnO) and for trials T2 to T4 about 4%CaF2 (colour figure in online version of the paper)
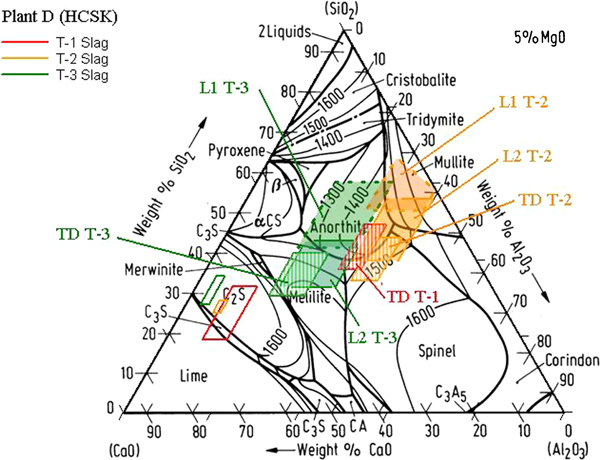
Ternary plot showing inclusion composition ranges for trials T1, T2 and T3 conducted on HCSK steels: outlines represent mean±1σ. L1 represents ladle sample before CaSi addition, and L2 is ladle sample at end of Ca treatment; TD is sample from tundish at caster; inclusions plotted here contain 3%<MgO<7%; slag compositions are 10%MgO projected on 5%MgO plane for reference only (colour figure in online version of the paper)
The practice of trial T3 changed two conditions. First, ladle washing using lime–spar fluxes on all prior heats before a trial heat assured minimal carryover of Al2O3 from the previous heats, and second, the regular FeSi containing Al was replaced with a low Al FeSi alloy. The results for trial 3 in Fig. 13 indicate the significant impact of the above two conditions on the Al2O3 content of the ladle slag. While the Al2O3 content of the ladle slag dropped by more than half, the slag basicity decreased marginally. However, the effect of the abovementioned practices in trial T3 was clearly visible on the alumina content of the inclusions both in the ladle and in the tundish, as shown in Fig. 14. The alumina content in oxide inclusions in tundish samples decreased from 35% in trial T2 to ∼20% in trial T3. It is evident from these results that when it comes to controlling the Al content, even the minor contamination of material with Al or Al2O3 is important. This is more so in HCSK steel grade because the specification does not consider Al in the alloy composition. As CaSi addition is made to control the Ca content, it is equally clear that Al must also be controlled to affect the inclusion composition.
Trial T4 followed the practice of trial T3 with variations in the addition amounts of CaSi and CaC2. The added Ca influences the CaO content of the inclusions, and the CaC2 controls the oxygen potential of the slag/steel system. In trial T4, there were three levels of CaSi addition, viz. full, half and none. The CaC2 addition variation consisted of two levels, i.e. full and none.
Figure 15 plots the inclusion compositions in tundish samples from the heats in trial T4 made using full CaC2 and three different CaSi additions. Thus, the inclusions formed with no CaSi addition remained low in CaO and Al2O3. The difference between the full and half CaSi additions consists mainly of the Al2O3 content of the inclusions. Regarding the variation in results, the full CaSi condition in trial T4 is essentially the same practice as trial T3. The inclusions in trial T4 contain lower CaO than those present in trial T3 such that the CaO/SiO2 ratio from the inclusion composition follows a correspondence between the CaO/SiO2 ratio of the slags in these trials.
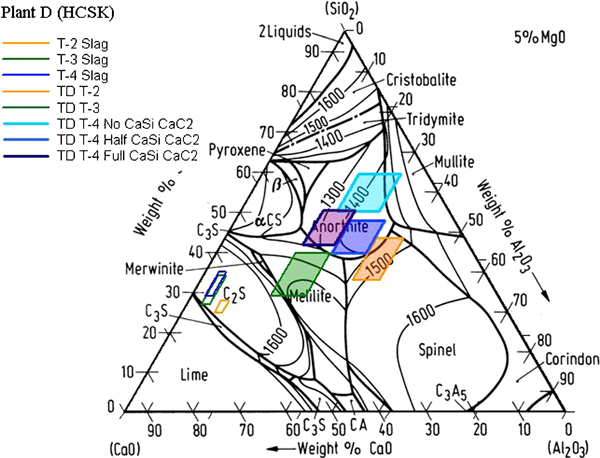
Ternary plot showing inclusion compositions found in tundish (TD) samples: outlines represent mean±1σ; inclusions found from trial T4 represent addition of full CaSi (violet), addition of one-half CaSi (blue) and NO CaSi (light blue); in all cases, practice required CaC2 to control oxygen potential; green area represents case with full CaSi treatment from trial T3; orange area refers to composition of inclusions in tundish in trial T2. slag compositions are 10%MgO projected on 5%MgO plane for reference only (colour figure in online version of the paper)
Figure 16 provides the inclusion composition results in tundish samples of the heats in trial T4, where the practice did not call for CaC2 addition to control the oxygen potential. With no CaSi addition, the inclusions in the tundish remained essentially of Al2O3.SiO2 type with low CaO. The full CaSi addition case shows inclusions completely opposite of CaO.SiO2 type with ∼15%Al2O3. The addition of half CaSi, with or without CaC2, produces similar inclusion compositions.
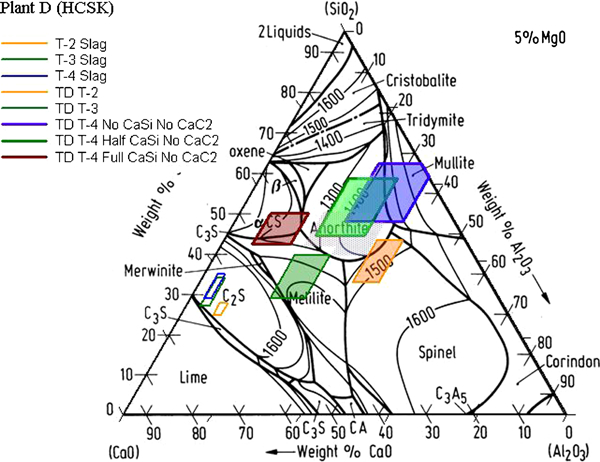
Ternary plot showing inclusion compositions in tundish (TD) samples of trial T4 for heats without use of CaC2: outlines represent mean±1σ; dark red represents full CaSi treatment; light green, half CaSi; and blue, NO CaSi; shadow areas shown are compositions from CaC2 treated steels; shadowed blue represents heat with half CaSi but full CaC2 addition; dark green and orange areas refer to inclusion compositions in tundish samples from trials T3 and T2 respectively; slag compositions are 10%MgO projected on 5%MgO plane for reference only (colour figure in online version of the paper)
At the conclusion of these trials, the steelmaking practice became as follows. The EAF slag carryover was controlled by an infrared camera, and CaC2 and low Al FeSi were added at tap with the other alloys. The lime–spar flux was added as slag modifier after completion of tapping. At LMF, the practice was changed to the addition of one-half CaSi followed by a gentle stir at the end of the ladle treatment. These practices resulted in the reduction in the problems related to inclusions and the decrease in costs associated to the CaSi consumption.
Understanding SEN clogging phenomenon in high Al AHSS grades
In the past few years, SEN clogging has not been encountered, even for a long string of casting, in the production of high Al AHSS steels at ArcelorMittal plant A. Figure 17 shows an example of the change in nozzle clogging factor (NCF) over a 300 min cast string in the year 2007. A decreasing value of NCF with time indicates clogging in SEN;15 the lower the NCF value, the more severe the clogging in the SEN. Inclusion studies in high Al steels showed that the majority of the inclusions were AlN,16 which does not agglomerate and hence does not participate in the clogging phenomenon during casting. Some amount of pure MgO–Al2O3 spinel inclusions in the steel did not cause clogging.16 However, since the beginning of 2010, an increasing tendency of SEN build-up has been noticed (Fig. 17). The NCF dropped to 50% for the same casting duration as in 2007.
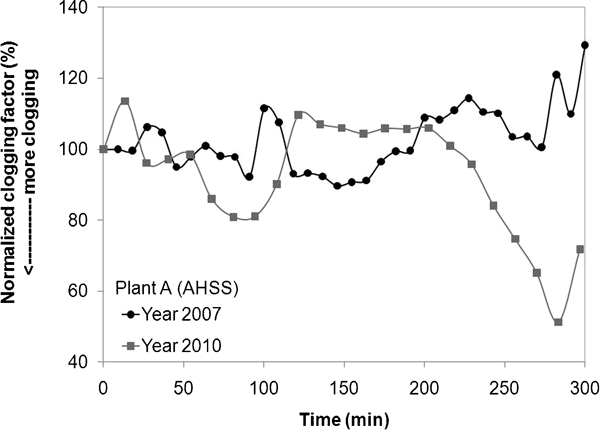
Change in NCF of two cast sequences of AHSS grade produced in years 2007 and 2010 in plant A
Observations at the caster revealed that the build-ups were located only at the upper area of the SEN ports, which is distinctly different from the casting of regular Al killed steels, during which the build-up covers mostly the lower part of the SEN. The clogging mass of the high Al steel appeared black, hard, dense and heavy, and this is very different from the whitish loose powdery type build-up in regular Al killed steels. To understand the trend of increasing clogging phenomenon in AHSS grade, an investigation was carried out by collecting nozzle clog samples, liquid steel samples and ladle slag samples.
Figure 18 shows a photo of the collected build-up material from a clogged SEN. The analysis of the cross-section of the build-up indicated that it consisted of mostly steel droplets with dark non-metallic inclusions filled in-between. This is the reason that the build-up was hard, heavy and dense. Both CLM and SEM were utilised to examine the composition of the inclusions. The bright green colour in Fig. 19 from CLM indicates that the dark non-metallic inclusion phase is almost entirely MgO–Al2O3 spinel inclusions (small amounts of CaO can be present). The SEM study confirmed the CLM results, showing further that the inclusions are close to the stoichiometric spinel phase (Fig. 20).

Photograph of nozzle clog build-up collected after completion of casting of AHSS grade in year 2010 at plant A (colour figure in online version of the paper)
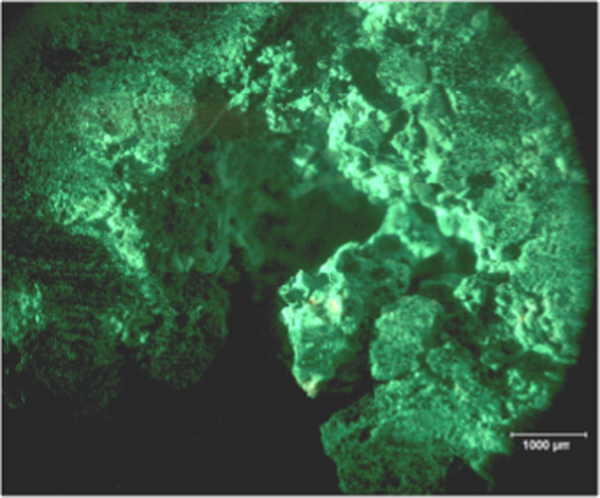
Image (CLM) of portion of build-up obtained after casting of AHSS grade at plant A (colour figure in online version of the paper)
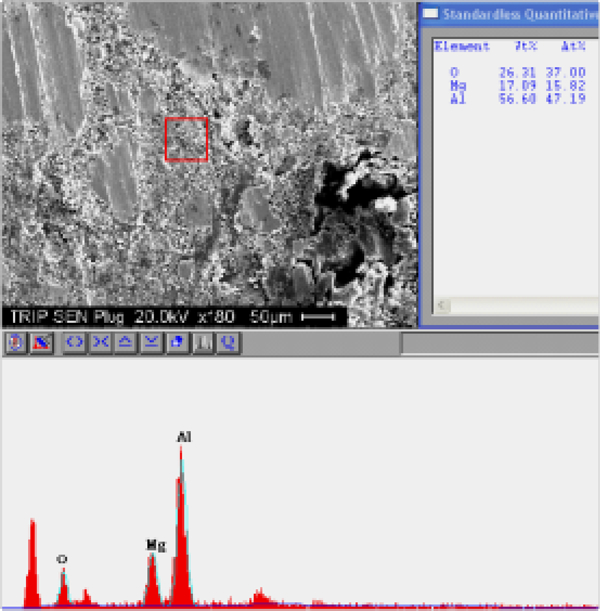
Image (SEM-EDX) of portion of clogged mass obtained after casting of AHSS grade at plant A, showing pure Mg spinel inclusions (colour figure in online version of the paper)
Recently, extensive inclusion characterisation was conducted for high Al AHSS steels aiming to verify if the inclusion chemistry and content have shifted and the reasons behind this shift. First, steel pin samples were collected from the mould during casting for a period of two ladles plus the tundish drain down at different ladle or tundish weights. The OT, measured with LECO, is plotted in Fig. 21. The OT is very low, between 2 and 7 ppm, and these values are similar to those obtained in the past.17 For both ladles, a downward trend of OT can be seen as the casting progresses, showing that there might be some contamination during ladle exchange. Analysis of the remelt buttons prepared from these pin samples in SEM showed that the Mg spinels are the major oxide inclusions in steel. Although the amount of spinels is similar to that observed in the past (as indicated also by the low OT values), CaO contamination was found in some spinel particles as shown in Fig. 22. In the past, all Ca in inclusions was associated as CaS and not in the form of CaO.
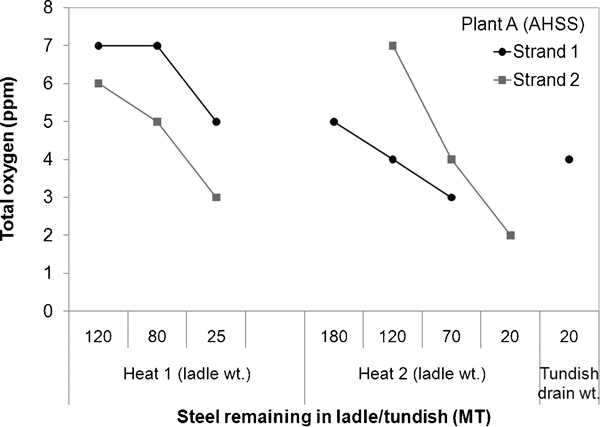
Change in total oxygen content in pin samples collected from mould for two AHSS heats produced at plant A
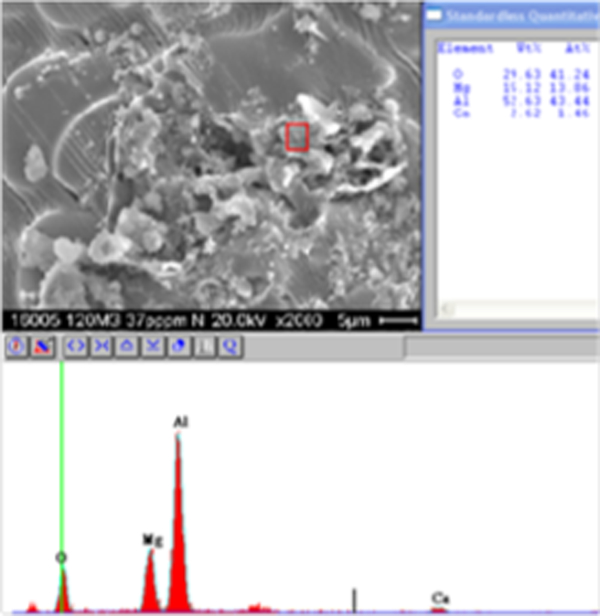
Image (SEM-EDX) from remelt button, prepared from mould pin sample of AHHS grade produced at plant A, showing Ca contamination of Mg spinel inclusions (colour figure in online version of the paper)
A detailed study on liquid steel samples obtained from the steelmaking and casting process was carried out using automated SEM to verify if spinel inclusions present in the steel are also contaminated with Ca. Three heats were selected for this study, and regular production samples were obtained from end of the ladle treatment, from the tundish and from the mould at steady casting conditions. The purpose of this study was to quantify the total amount of oxide inclusions and to confirm the shift in the inclusion chemistry during steelmaking and casting. Figure 23 shows the total area fraction of non-CaO containing spinel inclusions and CaO containing spinel inclusions at different stages of steel processing. In general, the steel is very clean in terms of oxide inclusions with much smaller area fraction in comparison to regular Al killed steels.1 In Al killed steels, the area fraction of alumina inclusions was found to be 5–10 times higher than the area fraction of inclusions, as shown in Fig. 23. While the major inclusions are non-CaO Mg spinels, the CaO contaminated spinel particles are also present in fair quantity. This observation is different from the results obtained in the past.17 While there is a reduction in the fraction of both larger and smaller inclusions from end LF to the mould, an increase in larger inclusions in the tundish can be seen, which is believed to be caused by steel reoxidation in the tundish.
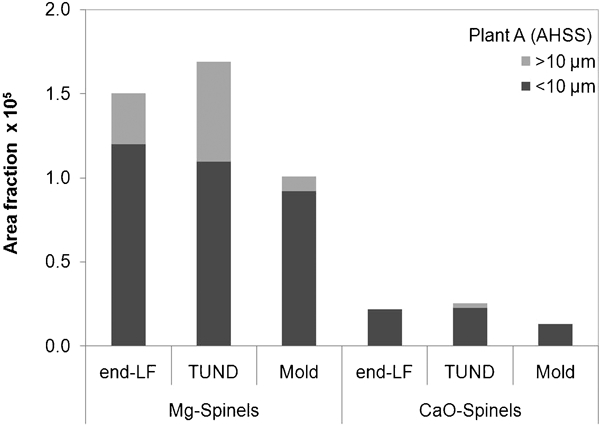
Average area fraction of Mg spinel and CaO spinel inclusions in ladle (end-LF), tundish (mid-TUND) and mould samples of AHSS grade, distributed by size
The chemistry for all oxide inclusions is plotted on a CaO–MgO–Al2O3 ternary diagram in order to track the chemistry shift during the steel processing from ladle to the mould. Figure 24 is an example for one heat studied. This figure clearly shows some amount of inclusion particles containing CaO. In addition, the average chemistry point moves from end LF to tundish to mould from lower CaO and lower MgO to higher CaO and higher MgO. In the end-LF sample from ladle, the inclusion chemistry is spread along the Al2O3–MgO axis, while in the mould, they are concentrated close to the theoretical Mg spinel point (∼30%MgO and 70%Al2O3). The inclusion chemistry in the tundish samples is in-between. To demonstrate the chemistry shift, the average atomic per cent Mg/Al ratio in non-CaO spinels and the Ca/Al ratio in CaO containing spinels are plotted in Fig. 25. These ratios are obtained from automated SEM inclusion analysis data. As the process continues, the Mg content inside the spinel inclusions increases from LF to the tundish and to the mould. In other words, the spinel inclusions became purer towards the stoichiometric Mg spinel as time elapsed. Meanwhile, the Ca content in CaO containing inclusions also increases. The first observation has been seen in the past while the latter shows disparity. Thus, the questions that arise are the following: how CaO appears in spinel inclusions, and whether the increasing CaO contamination increases the clogging tendency of high Al AHSS steels.
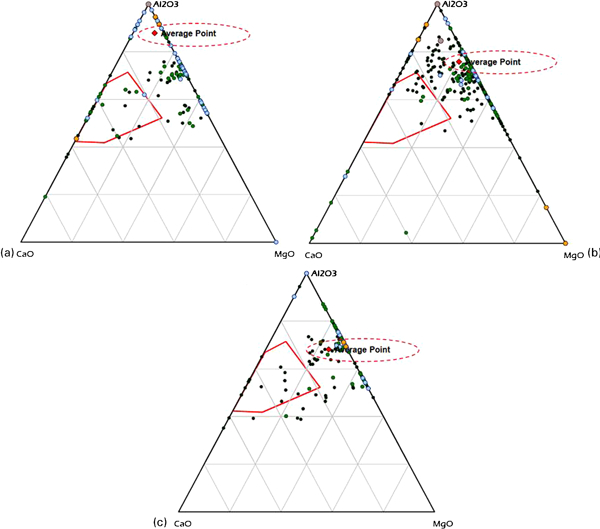
CaO–Al2O3–MgO ternary diagrams showing chemistry shift of oxide inclusions in liquid steel samples collected from a end-ladle, b tundish and c mould during production of AHSS grade at plant A (colour figure in online version of the paper)
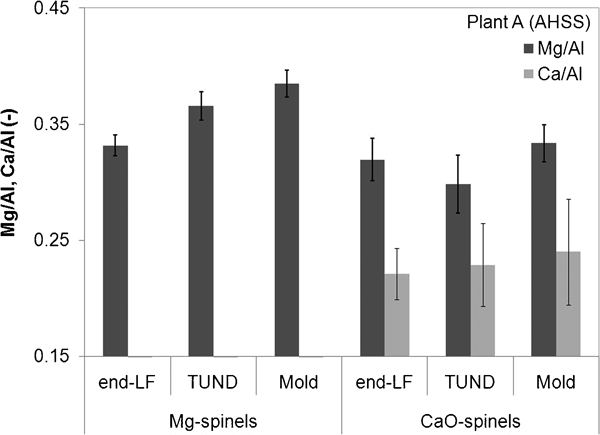
Average and standard deviation of Mg/Al and Ca/Al ratios in Mg spinel and CaO spinel inclusions in ladle (end-LF), tundish (mid-TUND) and mould samples of AHSS grade
In high Al steels, the oxygen activity is extremely low, which will drive Ca and Mg into liquid steel from slag and refractory in contact. A typical LF slag for high Al steel consists of Al2O3–CaO–MgO, and the tundish slag is also highly basic with high CaO content. The ladle slag line is MgO-C brick, and the tundish gunning material is MgO–SiO2. Therefore, there is a lot of potential for steel to absorb Ca and Mg due to the longer contact time of steel with steel–refractory and steel/slag interfaces. While Mg and Ca could come into steel with alloy additions as well, these sources will not increase the Ca and Mg content of inclusions in tundish and in mould, as no alloy additions are made after ladle treatment.
At LF, a large quantity of lime is added to remove S from both regular Al killed steels and high Al steels. In regular Al killed steels, the resulting oxide inclusions were found to be CaO–Al2O3 with or without MgO contamination, depending on the processing conditions.2 In high Al steels, in contrast, all oxide inclusions were Mg spinels without CaO contamination in the past,17 and with CaO contamination recently. Although the thermodynamics in the high Al steel system is not very clear, and while Ca and Mg coexist with extremely low oxygen activity, the Mg–Al oxides appear to be a more stable phase than CaO–Al2O3. It seems that in the past, the stable inclusion phases in high Al steels were MgO–Al2O3 and CaS besides AlN, whereas the recent conditions allow small amounts of Ca to form CaO, leading to the contamination of MgO–Al2O3 inclusions.
After reviewing the recent steelmaking practice changes, it was found that lime addition at LF had led to a sudden increase around the time the clogging incidents increased at the caster. The lime addition was increased to effectively control the silica content of the ladle slag. This resulted in the CaO/Al2O3 ratio of the ladle slag after completion of LMF processing to increase to 0·9 from 0·6 in the year 2007. The hypothesis is that the CaO contaminated spinels are the direct result of increasing CaO in the ladle slag. The increase in CaO in the CaO–Al2O3–MgO slag system increases the activity of CaO in the slag, and this effect has the same end consequence of increasing CaO content in the inclusions. However, due to lack of thermodynamic data and lack of understanding of the new system, no precise explanation can be given at this moment. Obviously, kinetics also plays a part in the process of inclusion chemistry shift, which makes the process even more complicated. Therefore, much more research is needed in this field.
Bearing in mind that the CaO contamination in spinel inclusions has been seen lately in production, it can be assumed that the CaO contamination will increase the clogging tendency due to the easy sintering between spinel particles that can hold the steel particles together. This is similar to the case in regular Al killed steels, where the contamination of pure alumina inclusions by FeO, CaO or TiOx results in severe clogging of steel. Ca contamination of Mg aluminate inclusions has shown an increasing clogging tendency in previous studies.18 On the other hand, due to the extremely low oxygen content and low S content, the surface tension of the steel is very high compared with regular Al killed steels. This makes the high Al steel very hard to be broken into smaller droplets. Since a lot of fine steel droplets were found in the clogging material of high Al steel in this study (steel droplets were a major portion of the build-up), this suggests that some other mechanism may also play a role in the clogging phenomenon beside the inclusion chemistry shift for high Al AHSS steels.
Controlling MnS inclusions and oxygen content in LCMK steels
In the production of most parts, machining constitutes the costliest manufacturing step. Thus, any improvement in the machinability of steel significantly affects the cost of manufacture. S and Mn are added to LCMK steels to improve their machinability. During solidification, sulphur combines with manganese to form MnS inclusions in the solidified steel. These inclusions improve the machinability of the steel by providing discontinuities at which the steel can ‘tear’ during machining. Previous studies showed that a uniform distribution of large, globular sulphide inclusions is generally beneficial to machinability.19,20
The LCMK steels at plant A had been made in ingots, and repeated attempts to continuously cast these steels on billet casters had been unsuccessful, as small sulphides and abrasive oxides present in small cross-sections of continuously cast billets reduced the machinability. A study of continuously cast LCMK steels obtained from other steel producers21 indicated that, in addition to steel composition and sulphide size, one other factor having a significant effect on machinability was the quantity, distribution, size and chemistry of the oxide inclusions. For example, oxides containing sulphur were less harmful to machinability than abrasive oxides containing Si or Al. Thus, methods that control oxides will also affect the machinability in a major way.21 To obtain the yield and quality benefits of continuous casting of LCMK steels, plant A decided to convert to continuous casting by building a caster that could cast blooms.
Table 6 lists the development of the steelmaking and casting practices for the LCMK steel grade. The goal was to produce a product that had machinability at least equivalent to the ingot cast product. As seen in Table 6, the first heat was rated ‘very dirty’ for silicate inclusions; had small, stringy sulphides; had significant porosity in the blooms; and had a machinability rating that was below the minimum requirement of 8 h rough form tool life at 1·17 m s−1. Changes were made in the steelmaking and casting practices for the next heat to reduce superheat, increase casting speed and reduce oxygen content. With each subsequent cast, the process was repeated until the optimum practice was achieved. Table 6 summarises the results of the analysis of the first seven heats of LCMK cast at plant A. By the fourth heat, the outside processing limits had been established, and standard procedures and application rules were developed. Subsequent heats performed within the band of machinability established for ingot cast LCMK steels.21
Microstructure and machinability evaluations during development of steelmaking and casting practices for LCMK steels at plant A
In addition to chemistry control, three critical parameters for the continuous casting of this grade are superheat, casting speed and oxygen content. High superheat and oxygen content lead to excessive refractory erosion with the resultant increase in silicate inclusion formation and excessive porosity in the blooms. On the other hand, low oxygen content leads to less silicate inclusions but also to less favourable sulphide morphology for best machinability.
Ohtani et al. reported the relationships between the character of the MnS inclusions and the machining properties.22 In their work, both tool life and drill life improved with decreasing MnS aspect ratio; in other words, globular MnS inclusions were beneficial for machinability. In contrast to these results, for the surface roughness in the plunge cut test, elongated MnS inclusions were found preferable. Thus, the size and shape of MnS inclusions play a major role in determining the machinability of low carbon, resulphurised LCMK steels.22
In general, it was found that larger MnS inclusions are more desirable than smaller inclusions. If 60–150 ppm oxygen is retained in molten steel, on solidification, the dissolved oxygen ([O]) combines with the MnS to form manganese oxysulphide inclusions, which are more resistant to deformation or elongation during rolling than those MnS inclusions formed in steel containing very little [O]. The [O] also increases the size of the inclusions. CEQCSI computation shows that in LCMK steels, 50% of oxide inclusions are liquid oxides and the other 50% are oxysulphides at 120 ppm [O].23
An important contribution to the success of making continuously cast LCMK steels was the development of a practice (Table 6) for controlling [O] in steel without making Al–Si containing oxides.24,25 For the purposes of producing globular manganese oxysulphides, it is desirable for the molten steel to contain [O] content no greater than 130 ppm. The particular amount depends upon the Mn and S content of the steel. However, if the [O] is removed by deoxidation using Al, Si, Ti or Zr, stable abrasive oxide inclusions remain in the solidified steel, which have a detrimental effect on machinability. Accordingly, deoxidants were not used to control the [O] content in LCMK steels at plant A.
To adjust the [O] content in molten steel, the ladle slag was diluted with lime to reduce the MnO and FeO contents in the slag, followed by slag–metal stirring in the ladle. Some CaO was added to the furnace slag during tapping to decrease the [O] content; further reduction was obtained by adding 300–500 kg CaO in stages at the LF. The steel at the LF was stirred electromagnetically. The oxygen content was then monitored periodically after the slag has been diluted with lime, and further dilutions with lime were made if necessary. Figure 26 shows the effect of slag dilution at LF on the [O] content of an example LCMK heat. The aim temperature in the ladle after tapping was ∼1590°C. The aim [O] content of this heat was 120 ppm. As shown in Figure 26, 151 ppm [O] was present at LMF after 7 min. After adding alloys, an initial 400 kg lime was added to the slag to dilute the FeO and MnO contents of the slag. After 10 min, the [O] content decreased to 138 ppm, and after 16 min, it decreased to 123 ppm. As shown in Fig. 26, another 393 kg lime was added to the slag, which maintained the [O] content at 121 ppm. Thus, the [O] content of the molten steel bath was reduced without adding deoxidants directly to the steel. As a result, the solidified steel did not contain additional undesirable oxides that could impair the machinability of the steel.
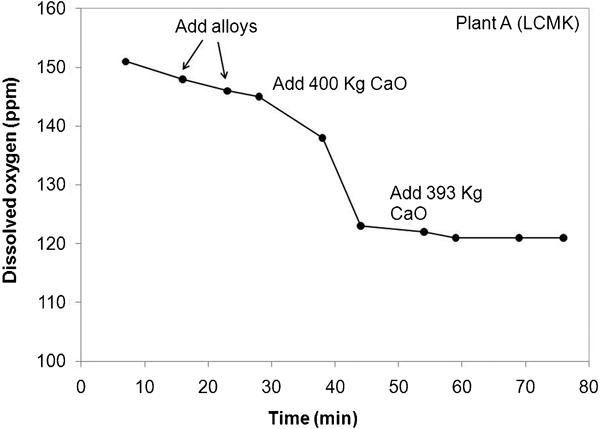
Ladle treatment to reduce oxygen content without adding metallic deoxidisers to liquid steel for producing LCMK steel at plant A
Conclusions
The studies reported in this article were conducted to better understand the dependence of process variables on the nature of inclusions that potentially create product defects. The inclusionary issues of MnS stringers in MCAK steels, elongated CaS inclusions in LCAK steels, high alumina containing oxide inclusions in HCSK steels and oxide inclusions in LCMK grades are discussed. These studies employed a number of characterisation techniques, such as measurement of complete slag and steel chemistry including total oxygen, inclusion analysis with both automated SEM and manual microscopy on solid cross-sections, inclusion analysis in remelt buttons coupled with CLM and SEM and SEM analysis of clogged SENs. Complementary to these techniques are thermodynamic analyses using CEQCSI software and measurement of product properties, which provided insight for inclusion engineering requirements. In all the investigations, inclusion analysis with automated SEM and CLM techniques was found most useful to study a specific problem. The major findings of the studies are the following.
Al controls the alumina content of oxide inclusions in HCSK steels. Controlling the Al2O3 content in ladle slag and residual Al in ferroalloys is a key to reduce high alumina containing oxide inclusions. While the addition of CaC2 controls the oxygen potential of the system, Ca treatment controls the CaO content of the inclusions, and a reduction in the addition amount of CaSi to one-half was good enough to achieve an inclusion composition that reduced the inclusionary defects in HCSK steels.
The total oxygen in high Al AHSS steels was found to be in the range of 3–5 ppm. Apart from AlN inclusions, Ca free Mg spinel inclusions were found in these steels in the past.17 In this study, it was observed that the spinel inclusions became purer (achieved stoichiometric MgO–Al2O3 ratio) from the end of LMF treatment to the mould. Ca contamination of spinel inclusions is the likely reason for clogging of these steels at the caster tundish, the source of which in this study appears to be the increased lime addition for slag modification at the LMF.
Controlling dissolved oxygen in the range of 80–130 ppm for continuously cast LCMK steel product helped in minimising the undesirable Al–Si containing oxide inclusions and obtaining larger MnS inclusions for better machinability.19 – 22 The reduction in dissolved oxygen was achieved by modification of the ladle slags in stages at the LMF.
Studies on LCMK, HCSK and AHSS grades show that reactions between ladle slag and liquid steel must be considered in controlling the chemistry and nature of inclusions in steel.
The liquid steel samples were found useful to predict the success of sulphide shape control in MCAK steels. A higher CaS/MnS ratio of inclusion population in liquid steel samples was correlated to the higher impact energy in the corresponding plate samples, verifying that MnS stringers are not desirable in this steel grade. At plant B, the inclusion characterisation also helped in justifying the elimination of an additional step of Ca treatment following desulphurisation and dehydrogenation.
The effect of different Ca wires on inclusion chemistry and frequency was studied using automated SEM inclusion analysis and was complemented by CEQCSI calculations. The difference in inclusion composition was found to be a consequence of variations in the OT and S levels in liquid steel. In all likelihood, the source of Ca was not responsible for the formation of elongated CaS inclusions in the rolled product.
Footnotes
Acknowledgements
The authors express their thanks to M. Potter and G. Casuccio of R. J. Lee Group, Pittsburgh, PA, USA, for their assistance in analysing samples using ASCAT software. They also acknowledge the help of N. Jin, L. Keippel and S. Schuldt for remelt button preparation and chemical analysis of the steel and slag samples. The help of R&D technicians L. Laus and J. Thacker in sample preparation and examination in CLM and SEM is deeply appreciated. The authors also thank the R&D management for their permission to publish this article.