
Abstract
The separability of low grade haematite from Tangshan was investigated experimentally via fluidised bed magnetising roasting. To better understand the separation mechanisms, the magnetic properties of the products (magnetite or maghemite) made from reduction roasting or reduction–oxidation process were investigated. The liberation behaviour was analysed through beneficiation results and theoretical models. It was found that several parameters such as temperature and roasting time would influence the reduction process; however, the magnetic susceptibility of the reduced sample is mainly determined by the content of the magnetic component. The beneficiation results are mainly influenced by the magnetic properties, magnetic field and grinding size. For the reduction products, i.e. low grade magnetite, the best results occurred when the applied magnetic field was 119·4 kA m−1 and the particle size was −0·048 mm, with the iron grade of the concentrate being 62·5% and the recovery rate being 91·1%. The produced magnetite can be reoxidised to maghemite at temperatures below 300°C, and the concentrate grade is improved when the reduced samples are reoxidised at 200°C. For the reoxidised samples, a preferential breakage effect appeared during the grinding process, and Hsih’s model with a detachment factor of 0·3 was observed to provide a good fit for their liberation characteristics.
Introduction
Magnetising roasting is an efficient operation for the beneficiation of low grade iron ores, which are poorly responsive to conventional beneficiation techniques. The study of this technology has a very long history, and different processes and operating systems have been developed.1 – 5 Few of them, however, are so far operated at the commercial scale owing to economic considerations. In recent years, the magnetising roasting method has attracted much attention in China due to the price fluctuation in the international iron ore market. As a thermal intensive process, the operation needs to be carried out at high thermal efficiency. Hence, a fluidised bed or circulating fluidised bed is commonly utilised as the reactor in recent studies.5 – 7
In magnetising roasting of low grade haematite, feebly magnetic haematite is converted to strongly magnetic magnetite or maghemite (γ-Fe2O3). The resulting products can then be recovered by low intensity magnetic separation. Although several parameters such as temperature, reaction time, gas composition and particle size would influence the final results of magnetic separation, the recovery rate and iron grade of the concentrate are considered to be strongly related to the magnetic properties and liberation characteristics of the roasted products. Some studies have reported the magnetic properties during the reduction of haematite,8 – 10 and their results show that the magnetic properties of the products are related to their formation conditions as well as grain size and shape. In addition, it is well recognised that mineral liberation plays a crucial role in determining the beneficiation results. The liberation behaviour varies significantly with mineral types and disseminated conditions of the valuable mineral; however, there are so far very few studies focusing on the effect of process parameters on the magnetic properties and liberation behaviour in the roasting treatment of low grade haematite.
The key issue to implement the magnetising roasting process is to minimise its energy consumption. Reoxidation of magnetite at relatively low temperature will form maghemite (γ-Fe2O3), which is also strongly magnetic and can be recovered by magnetic separation. Moreover, the transition from magnetite to maghemite is highly exothermic. Utilisation of this energy, which could effectively decrease the heat input, has been attempted in some previous studies. 11 11,12 Zheng and Bai12 has reported that 56% energy could be saved when the reoxidation process is employed. Since this process is very sensitive to temperature levels, fluidised bed is generally proposed to be the reactor.
In this work, the magnetic properties of the roasted samples produced in both reduction roasting and reduction–oxidisation process in a fluidised bed reactor were investigated. The liberation behaviour was analysed through magnetic separation results and theoretical models. Here, the objective is to better understand the effects of magnetic properties and mineral liberation on the separability and to establish a basis for the in-depth utilisation of Tangshan low grade haematite ore (LGHO).
Experimental
Materials and methods
The LGHO samples used in this study were obtained from Tangshan, China, and some tests were carried out with haematite ores (termed HGHO) from Australia to examine the effect of composition. The typical chemical compositions for the two ores are listed in Table 1. The raw ores were first crushed through a ball mill and then screened using a set of standard sieves. After roasting, the roasted products were further ground to smaller size to meet the needs of beneficiation.
Chemical composition analysis of haematite ore/wt-%
The chemical composition was analysed by X-ray fluorescence spectrometry and potassium dichromate titration methods. The magnetic properties were determined using a vibrating sample magnetometer (VSM; 7407; LakeShore). X-ray diffraction patterns were collected on an X-ray diffractometer (D/max2550VB3+/PC; Rigaku) using Cu Kα radiation at a scanning speed of 2° min−1. A scanning electron microscope (SEM) equipped with an energy dispersive X-ray spectroscope (XL-30 ESEM; Philips) and a polarisation microscope (Axioskop 40 Pol; Zeiss) were used to analyse the morphology of the samples. The roasted products were separated into strongly magnetic and weakly magnetic fractions through a Davis tube tester (XCGS; Hongda).
Experimental set-ups and procedures
The experimental set-ups are shown in Fig. 1. The samples were fluidised and roasted in a quartz tube reactor with an inner diameter of 38 mm. An openable electrical furnace with proportional integral differential temperature controller was used to heat the samples and maintain the reaction temperature. Ore particles with sizes of −0·3+0·15 mm were roasted in all the cases. A 5CO–95CO2 or 20CO–80N2 gas mixture with a volume flowrate of 4 NL min−1 was employed as reducing agent.
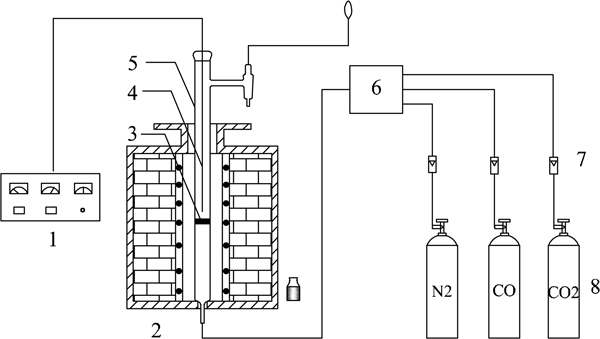
Schematic diagram of experimental set-up
After turning on the furnace, pure nitrogen was introduced to the tube at 4 NL min−1 for at least 20 min until the required temperature was achieved. The samples weighing 50 g were manually charged from the top of the tube. The reducing gas, which was premixed in a mixing box, entered the reactor afterwards. After the reduction, the materials were cooled by nitrogen to <100°C and then charged into a glass container filled with nitrogen. The produced magnetite was reoxidised to maghemite in some experimental runs. For these cases, nitrogen gas was first used to cool down the samples to a certain temperature after they were totally reduced. Compressed air was then introduced at the set temperature.
Results and discussion
Magnetic properties
Effect of roasting time
The magnetic force acting on a particle is related to its magnetic susceptibility and the magnetic field. However, once the mineral is magnetically saturated, the susceptibility approaches zero, and the force is determined by the saturation magnetisation.9 The magnetisation and magnetic susceptibility of the reduced samples as a function of magnetic field for different roasting times are illustrated in Fig. 2. For a ferromagnetic material like magnetite, the magnetic susceptibility is strongly dependent on the field strength. A peak value was observed when the applied magnetic field was ∼40 kA m−1, which was much larger than that of natural magnetite reported by Derkach.13
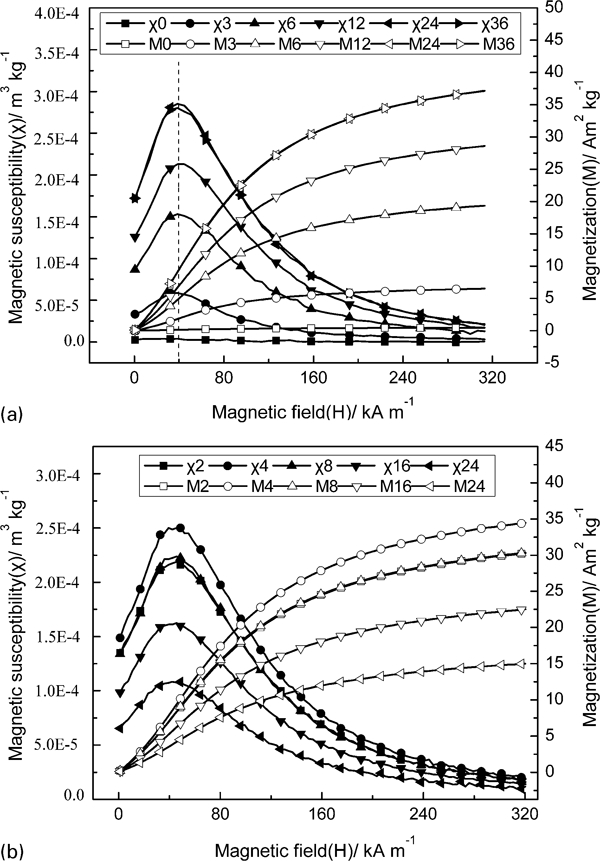
Variation in magnetisation and magnetic susceptibility of reduced samples with magnetic field at different roasting times (χ represents magnetic susceptibility, M represents magnetisation and numbers represent roasting time; χ3 means magnetic susceptibility value of sample after being roasted for 3 min)
As can be seen, in the case of 700°C and 5CO–95CO2, the magnetisations and magnetic susceptibilities of the samples increase with increasing roasting time until they reach the maximum of 2·8×10−4 m3 kg−1, while in the case of 700°C and 20CO–80N2, the magnetisations and magnetic susceptibilities first increase and then decrease with increasing time. The reason lies in the fact that, according to the Baur–Glaessner diagram, the products are different, depending on the atmospheres employed. For the experiments performed under high reduction potential at certain temperature, over reduction occurs, and careful selection of reduction time is really necessary. 2 2,5 As indicated by X-ray diffraction analysis in Fig. 3, for samples reduced with 5CO–95CO2, magnetite was the final product owing to the low reduction potential, while with 20CO–80N2, the produced magnetite was further reduced to weakly magnetic wüstite after prolonged roasting. Comparison between Figure 2 Figs. 2 and 3 indicates that the magnetic susceptibility is positively correlated with magnetite content since the magnetite peak is higher when the susceptibility is larger. Moreover, it has been confirmed by related studies 3 8 3,8,9 that the magnetic susceptibility of the mineral is proportional to the content of strongly magnetic components. Therefore, the largest susceptibility and magnetisation values correspond to the most magnetite content in the roasted minerals.
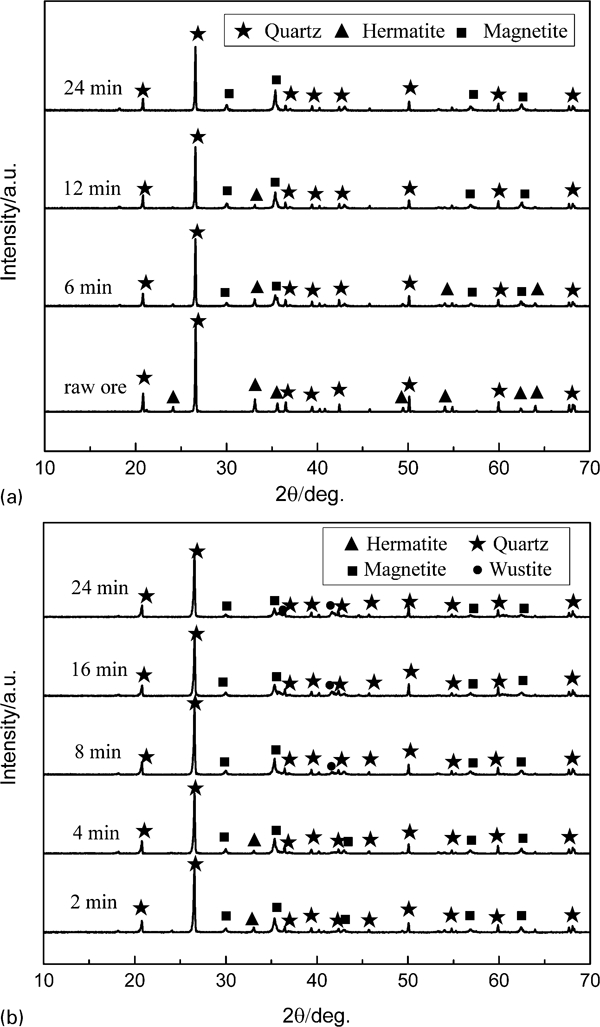
X-ray diffraction patterns at different roasting times
Effect of reduction temperature
The reaction temperature is a key factor that influences the products and the reaction rate. For experiments using coal as the reductant, a lower limit temperature of 500°C has been reported for magnetising reduction. 8 8,14 For gaseous reductant,5 – 7 a low reduction potential is commonly used to ensure product uniformity, and thus, high temperature is employed to enhance the reaction rate. However, the temperature should not be too high to avoid over reduction and excessive energy consumption.
The variation in magnetic susceptibility at a particular magnetic field with reduction temperatures at different roasting times is shown in Fig. 4. For samples reduced with 5CO–95CO2, the magnetic susceptibilities increase with increasing temperature until haematite is completely converted to magnetite. After being reduced for 24 min or longer, the susceptibilities of the samples are almost invariant with the temperature. For the samples reduced with 20CO–80N2, the magnetic susceptibilities increase with temperature in the first 4 min and then decrease after prolonged roasting, which is also attributed to the formation of weakly magnetic minerals at elevated temperatures. In fact, the reaction proceeds faster at higher temperatures, and less time is needed for the formation and further reduction of magnetite. Again, the magnetic susceptibility increases with increasing magnetite content, and vice versa.
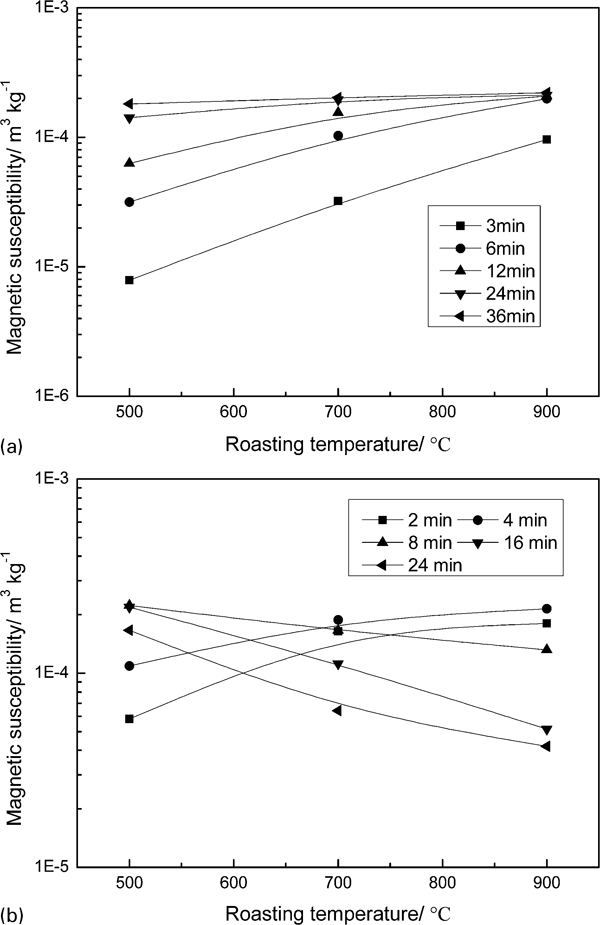
Variation in magnetic susceptibility at particular magnetic field with reduction temperatures at different roasting times: applied magnetic field intensity H is 79·6 kA m−1
In many separation processes, multistage grinding and separation are employed to achieve better beneficiation results. For these cases, the coercivity and remnant magnetism, which can lead to agglomeration during and after magnetic separation and thus influence the beneficiation and other operations, are of great concerns. So far, the effect of temperature on coercivity and remanence has been seldom mentioned with regard to magnetic dressing.
The variations in coercivity and remanence with reducing temperature for the reduced samples are shown in Fig. 5. The HGHO and LGHO samples were reduced with 5CO–95CO2, and therefore, haematite was only reduced to magnetite (termed HGMO and LGMO respectively). Both coercivity and remanence decrease with temperature. This could be possibly attributed to the thermal demagnetisation effect in the annealing process. 15 15,16 The coercivity of multidomain magnetite is determined by the pinning points due to the presence of impurities and dislocation. A higher temperature can help to reduce these pinning points, thus reducing the coercivity and remanence. In addition, the coercivity and remanence of HGMO are found to be larger than that of LGMO. It could be expected that the agglomeration would be more serious for samples roasted at lower temperatures and/or those with higher Fe grade since the remanence is larger.
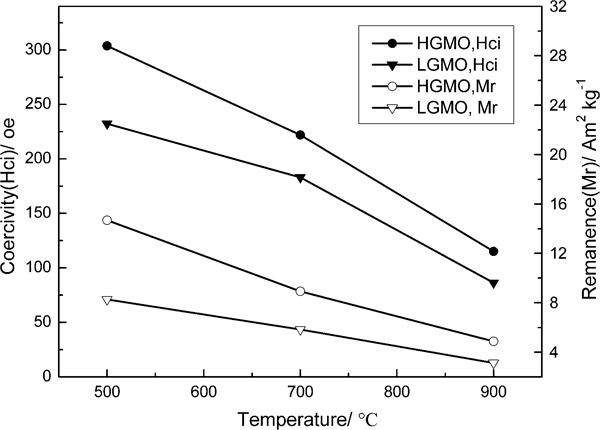
Effect of temperature on coercivity and remanence
Effect of particle size
Figure 6 illustrates the size dependence of magnetic susceptibility of natural magnetite given by Svoboda9 and the artificial LGMO in this study. An obvious decrease in magnetic susceptibility can be observed when the particle size is <0·074 mm for both natural magnetite and LGMO. As a result, the magnetic force will decrease for these particles. Moreover, the magnetic force depends on the cube of the particle size, while the competing force, mainly the hydrodynamic drag for small particles, depends on the first order of the diameter. Therefore, the recovery efficiency will collapse for very fine ores. The coercivity of the artificial LGMO is notably larger than that of the natural magnetite, which means that the agglomeration will be serious for the LGMO samples. However, no significant difference is shown for the LGMO samples compared with natural magnetite when the particles get very small.
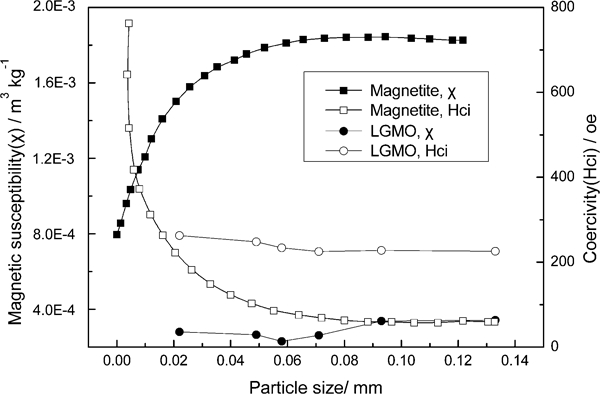
Size dependence of magnetic susceptibility of natural magnetite and LGMO
Effect of reoxidation temperature
Maghemite is metastable and easily converted to haematite (α-Fe2O3) at elevated temperatures. The reported transition temperatures of different ores vary significantly, 11 15 11,15,17 ranging from 250 to 750°C. This temperature was considered to be relevant with several factors like particle size, oxidation degree and impurity ions in the crystal lattice.17 Therefore, a proper reoxidisation temperature for Tangshan ore requires to be tested. Figure 7 shows the influence of temperature on the magnetic susceptibility when the reduced ores were reoxidised. It can be seen that the non-oxidised samples (LGMO) and the samples reoxidised at 200 and 300°C are all strongly magnetic. The magnetic susceptibilities of the reoxidised samples decrease notably when the temperatures are above 300°C, indicating that the transition temperature is between 300 and 400°C. The temperature is lower than most of the reported values, and this suggests that the reduced products should be cooled down under non-oxidation circumstances to a temperature of >300°C. An extra heat transfer process must be considered.
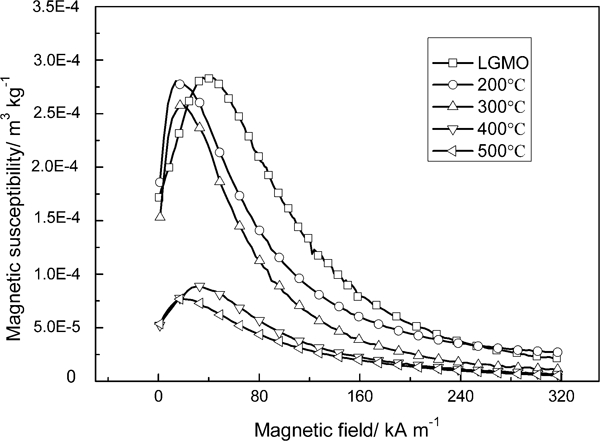
Effect of magnetic field on magnetic susceptibility at different oxidation temperatures
Magnetic separation
Effect of roasting time
The effect of roasting time on the beneficiation results is presented in Fig. 8. It is evident from Figure 4 Figs. 4 and 8 that the recovery of the products is positively correlated with their magnetic susceptibilities. With 5CO–95CO2, the Fe recovery increases while the Fe grade in the concentrate decreases as the reaction proceeds and keeps almost invariant after being roasted for 12 min. This suggests that the small quantity of unreduced haematite can still be recovered by magnetic separation (see Fig. 3). In addition, the grinding size was found to play a very important role in determining the concentrate grade. The values are ∼10% higher for a grinding size of −0·106 mm as compared with that of −0·15+0·106 mm. With 20CO–80N2, the Fe recovery first increases and then decreases with time due to the further reduction in magnetite at high reduction potential. At 900°C, the Fe grade increases with time and attains 71·37% after being reduced for 16 min since a small fraction of wüstite or iron is recovered with magnetite, and then decreases sharply to 41·36% because magnetite is completely reduced to wüstite or iron. The increase in roasting time results in a continuous increment in Fe grade for samples reduced at 700°C since magnetite has not been totally consumed.
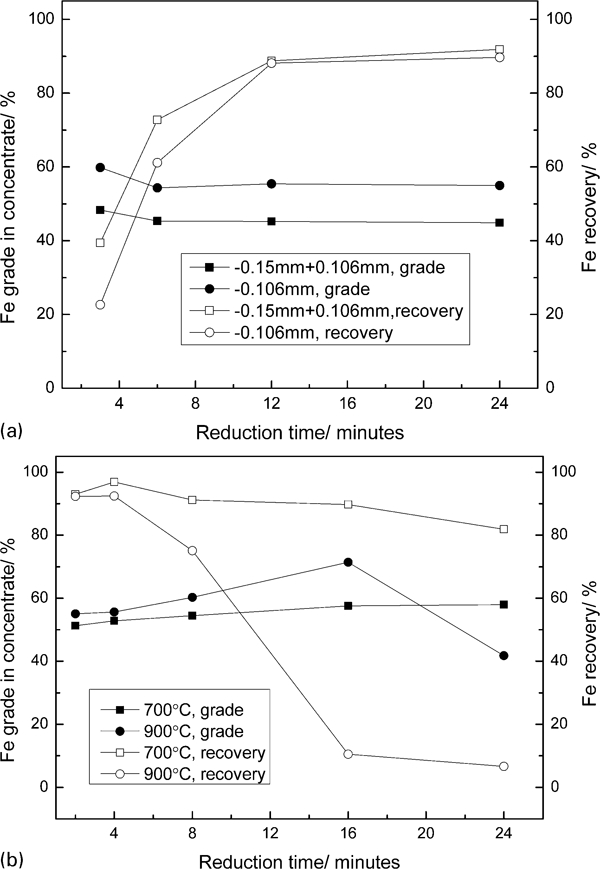
Effect of roasting time on beneficiation results
As satisfactory beneficiation results can hardly be achieved without a proper roasting time at high reduction potential, only the samples reduced with 5CO–95CO2 were tested to avoid over reduction in the other parts of this section.
Effect of grinding size
Figure 9 presents the effect of particle size on the beneficiation results. The Fe grade in the concentrate increases with decreasing particle size, but the Fe recovery rate shows the opposite trend. A decrease in particle size would enhance the liberation of the valued mineral and consequently increases the Fe grade since more liberated magnetite particles are attracted into the concentrate. As discussed earlier, the magnetic force acting on the particles drops much faster than the competing forces when the particle size gets smaller. Therefore, many liberated fine magnetite particles are rushed away by the water flow, and the recovery rate drops.
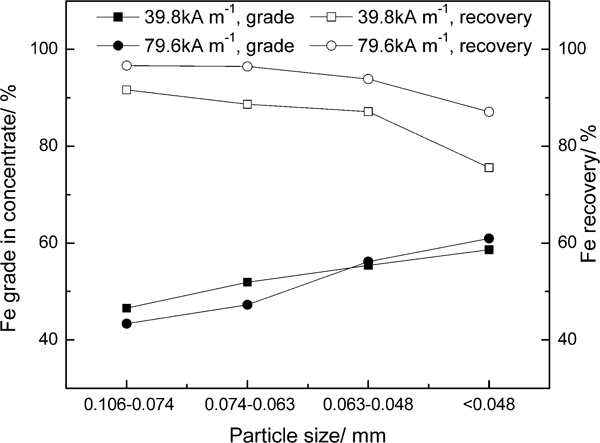
Effect of particle size on beneficiation results
Effect of magnetic field
To recover strongly magnetic minerals like magnetite and maghemite, a magnetic field of <158·4 kA m−1 (2000 Oe) is commonly used. 3 5 9 3,5,9,14 The effect of magnetic field on the beneficiation results is shown in Fig. 10. It is clear that the Fe recovery always increases with the magnetic field, indicating that the magnetic force increases with the magnetic field, although the magnetic susceptibility decreases when the magnetic field is >40 kA m−1 (Fig. 2). Interestingly, the Fe grade in the concentrate shows different trends for samples of different sizes. Generally, the Fe grade is considered to decrease with the magnetic field since more gangue minerals will enter the concentrate with the unliberated magnetic particles.3 For samples with the size of −0·048 mm, however, the recovery of very fine magnetite grains in the feed becomes dominant in determining the Fe grade in the concentrate because most of the magnetite has been liberated and ground to a finer size. Hence, a stronger magnetic field is advantageous for the capture of very fine magnetite and the elevation of Fe grade when the grinding size is very small. The results were quite close when the magnetic field values were 119·4 and 158·4 kA m−1. In our experiment, the best beneficiation results were yielded when the applied magnetic field was 119·4 kA m−1 and the particle size was −0·048 mm, with the concentrate grade being 62·5% and the recovery rate being 91·1%.
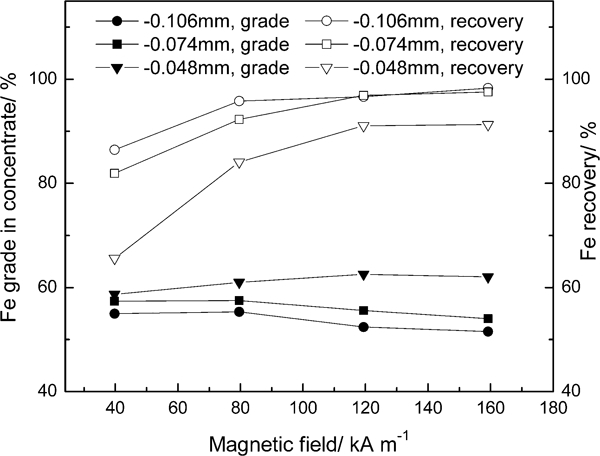
Effect of magnetic field on beneficiation results
Effect of reoxidation
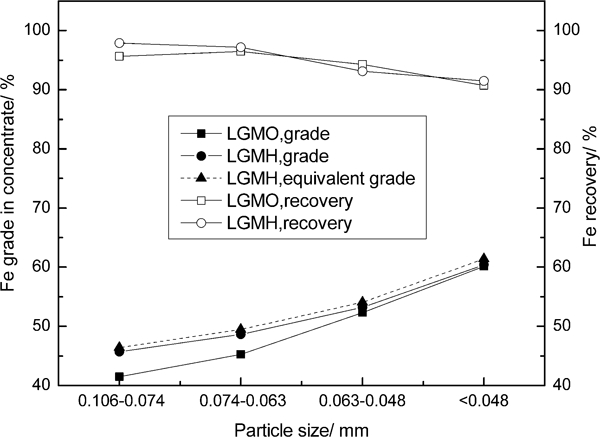
Reoxidation of LGMO at relatively low temperatures will form strongly magnetic low grade maghemite (LGMH) and provide extra energy. Much attention has been paid to make use of the energy, 11 11,12 but there is little literature concerning the effect of reoxidation on the beneficiation results. The separability of LGMH was tested and compared with that of LGMO. The samples were first reduced for 20 min with 5CO–95CO2 to produce LGMO and then oxidised with air for 10 min to produce LGMH. An equivalent grade, which converts the concentrate grade of LGMH to that of LGMO according to their oxygen content (i.e. eliminate the oxygen obtained during reoxidisation), is introduced for better comparison.
As shown in Fig. 11, the reoxidisation of LGMO results in a higher concentrate grade for particles of >0·074 mm. As the particle size decreases, the difference in the beneficiation results of LGMO and LGMH samples becomes smaller. If the equivalent grade is taken into consideration, the concentrate grade of LGMH is always higher than that of LGMO. The reasons could be explained through Fig. 12. The SEM images reveal that some cracks appear inside the quartz after reduction roasting, and the case is even more serious when the reduced samples are reoxidised. The particles will fracture along the internal boundaries (intergranular fracture) caused by cracks rather than fracture randomly (transgranular fracture) when they are further ground before magnetic separation. The liberation of the minerals is thus enhanced. Consequently, the LGMH samples have less gangue minerals and higher iron grade in the concentrate than LGMO. The cause of the cracks and the liberation characteristics will be discussed in detail in the next section.
Comparison of beneficiation results of LGMH with LGMO: H = 158·4 kA m−1
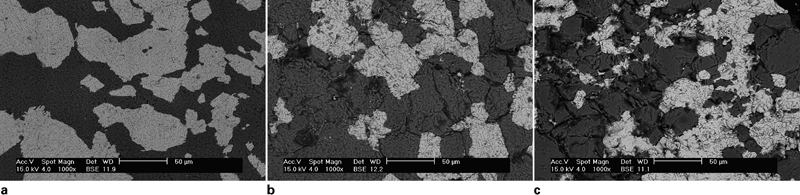
Polished section of different samples (grey = quartz, white = haematite, magnetite or maghemite, black = void)
Liberation characteristics
To further utilise the low grade haematite from Tangshan, it is of great importance to get a detailed knowledge of the mineral liberation characteristics during crushing and/or grinding processes. The liberation degree as a function of particle size was therefore investigated both experimentally and theoretically. From the magnetic separation results, it is convenient to obtain the relationship between the liberation degree and the particle size. By assuming that there is no magnetite in the tailings, the expression between the iron grade in the concentrate G
C and the liberation degree L
A can be written as18

It is not an easy task to theoretically quantify the mineral liberation due to the large uncertainties caused by the ore components and structures. Much effort has been devoted to develop liberation models, most of which were based on Gaudin’s random fracture assumption.19 Some of these models,18
–
21 though idealised to varying degrees, have obtained satisfactory results in many practical cases. Wiegel18 has investigated the liberation behaviour for natural magnetite ores obtained from 12 commercial concentrators. The results showed that the liberation behaviour could be reasonably represented by his random fracture based model. He suggests that, in the case when the particle size is smaller than or equal to the mineral grain size, the volume fraction of the liberated particles P
I is a function of volume composition of the mineral of interest V
I and the linear ratio of valued mineral grain size to particle size K. The model can be described as follows
For the low grade haematite treated by fluidised bed roasting, however, obvious cracks can be discovered in the quartz zone, as shown in Fig. 10, indicating that the hypothesis of random fracture during grinding is possibly no longer tenable in this case. Therefore, the influence of non-heterogeneous fracture must be considered. Hsih and Wen20 once proposed a model extended from Gaudin’s formulation by incorporating a detachment factor and treating the grain size as a distribution. In their model, grain size G and particle size D are divided into N intervals, and the liberation degree for a particle size D
j (j = 1−N and G
i = D
j when i = j) is given by
The liberation degree of the gangue minerals can also be described as a function of the ratio of valued mineral grain size to particle size K. Different formulations have been derived by Gaudin19 according to the volume ratio of the valued mineral and the gangue. Since the volume ratio of the two minerals is very close to 2, an effective expression of gangue liberation can be derived as follows
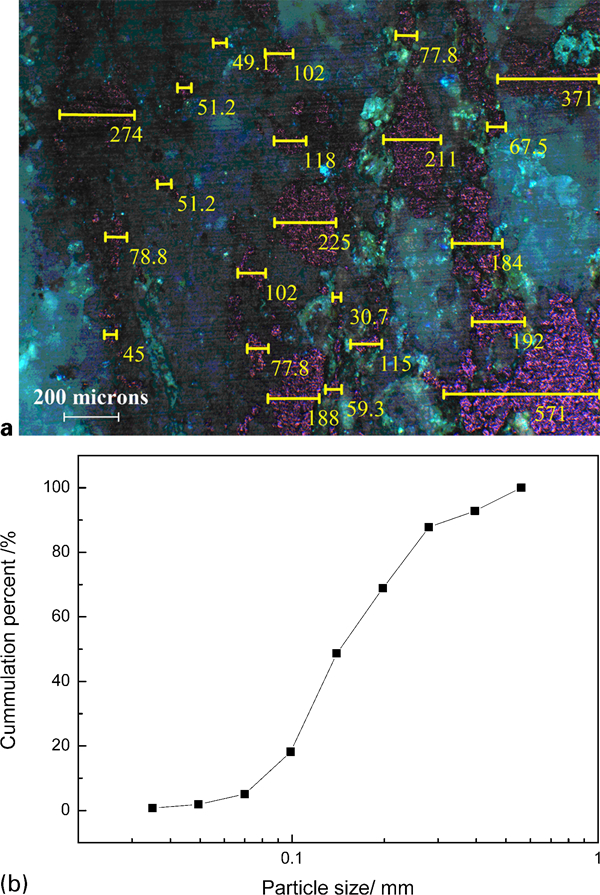
a image showing morphology of LGMO and b measured grain size distribution
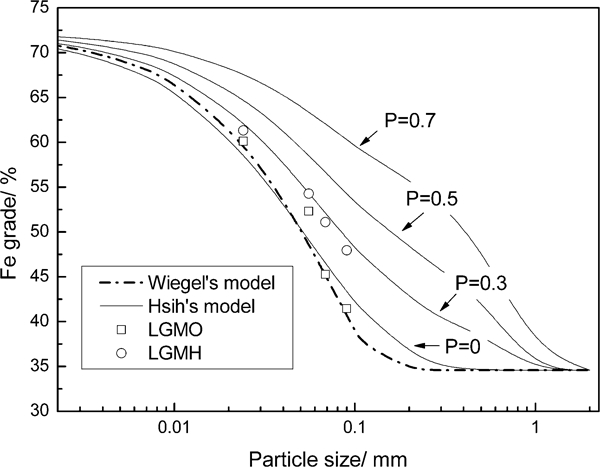
Comparison of liberation model predictions with experimental data
Theoretical concentration results predicted by liberation models and equation (1) can then be compared with the Davis tube concentration data obtained at the maximum magnetic field, i.e. 158·4 kA m−1 in our experiment. The results for LGMO (reduction roasting at 700°C) and LGMH (oxidation roasting at 200°C after reduction roasting at 700°C) are presented in Fig. 14. Both Wiegel’s and Hsih’s models with P = 0 gave an acceptable prediction for the LGMO samples. Similar results (not shown here) were achieved for LGMO produced at 500 and 900°C. This suggests that no significant preferential breakage effect has appeared in the grinding process for the product treated by reduction roasting, although some cracks have been found in the quartz part from the SEM photos. When ore particles were charged into the reactor, the temperature of the particle surface was quickly attained at the bed temperature due to the intense heat transfer rate in fluidised bed reactors. A large thermal gradient was created inside the ore particle. As a consequence, the quartz is likely to fracture owing to the strong thermal stress, the low thermal shock resistance and the phase transition effect. However, the cracks were found to have limited effect on the beneficiation of the valued mineral.
For the LGMH samples, Hsih’s model with a P value of 0·3 was observed to provide a very good fit, demonstrating that the reoxidation of the reduced ores is the major cause of preferential breakage. In the reoxidation process, much energy was released instantaneously around the magnetite grains that are randomly disseminated in the quartz matrix, giving rise to large temperature inhomogeneities and thermal stress inside the quartz. From Figure 10 Figs. 10 and 12, the stress generated in this course is seemingly much larger than that in the heating process.
Overall, the fracture inside quartz allows for breakage along the grain boundaries and thus enhances the mineral beneficiation. Moreover, a notable reduction in grinding power consumption could be expected due to the cracks inside the ore. For these reasons, the reoxidation of magnetite is recommended to be evaluated in practice to gain more economic benefits.
Conclusions
Samples of Tangshan LGHO were reduced at temperatures of between 500 and 900°C with CO–CO2 or CO–N2 mixtures in a laboratory scale fluidised bed reactor. Some of them were reoxidised with air at temperatures of between 200 and 500°C. The magnetic properties of the products were investigated, and the liberation characteristics were analysed. The following conclusions can be drawn from the analysis.
The magnetic susceptibility of the roasted sample is mainly determined by the content of the magnetic component. At 700°C, for the samples reduced with 5CO–95CO2, the magnetic susceptibilities increase with roasting time and reach the maximum after being roasted for 20 min. For the samples reduced with 20CO–80N2, the magnetic susceptibilities first increase and then decrease with time. The maximum values were shown at 4 min.
The reaction rate is enhanced at elevated temperatures. Less time is needed for the formation and further reduction of magnetite, and the magnetic susceptibility is varied with the magnetite content accordingly. The coercivity and remanence decrease with increasing temperature and iron grade. The transition temperature of magnetite to maghemite for Tangshan ore is between 300 and 400°C.
The magnetic susceptibility decreases with particle size if the particles are <0·074 mm.
The recovery of the roasted sample increases with the magnetic field strength, its magnetic susceptibility and particle size. The Fe grade of the concentrate decreases when the recovery rate increases except that both of them increase with particle size for very fine particles. The best beneficiation results were when the applied magnetic field was 119·4 kA m−1 and the particle size was −0·048 mm, with the Fe grade being 62·5% and the recovery rate being 91·1%.
The reoxidation of ores leads to many cracks inside the quartz, which account for breakage along the internal boundaries and the improvement of beneficiation results.
Both Wiegel’s and Hsih’s models with P = 0 gave an acceptable prediction for the reduced samples. Hsih’s model with P = 0·3 was observed to provide a good fit for the reoxidised samples, suggesting obvious preferential breakage appeared during the grinding process.