
Abstract
Rolling mill scale is a solid byproduct of the steelmaking industry that contains metallic iron and three types of iron oxides: wüstite, haematite and magnetite. It also contains traces of non-ferrous metals, alkaline compounds and oils from the rolling process. A study was made of the reduction of mill scale to sponge iron using coke at different temperatures and times. The reduced samples were studied by X-ray diffraction and scanning electron microscopy. Oxygen analysis was carried out by combustion in a LECO oven. Sponge iron was successfully produced for reuse in electric furnaces as part of the metallic charge or as a raw material in the production of iron-based powder metallurgy parts.
Introduction
Mill scale is a by-product from the rolling mill in steel hot rolling processes. It contains both iron in elemental form and three types of iron oxides: wüstite (FeO), haematite (α-Fe2O3) and magnetite (Fe3O4). The chemical composition of the mill scale varies according to the type of steel produced and the process used. The iron content is normally ∼70%, with traces of non-ferrous metals and alkaline compounds, and is contaminated with lubricants, oils and greases from the equipment associated with rolling operations. The oil content usually ranges between 0·1 and 2%, but can reach 10%. Mill scale comprises flaky particles of a size of generally <5 mm, the size distribution being dependent on the point in the process where it is generated. The smallest particles (<0·1 mm), known as mill scale sludge, are normally collected in the process water treatment units located close to the mill stands. Depending on the process and the nature of the product, the weight of scale can vary between 20 and 50 kg/t of the hot rolled product. The average specific production of this byproduct is typically around 35–40 kg/t. In Spain, some 44 000 t of mill scale are generated each year. 1 1,2
In view of its high metallic iron content and low non-ferrous metal and alkaline compound content, mill scale is suitable for direct recycling to the blast furnace via the sintering plant. 1 1,3 Approximately 90% of mill scale is directly recycled within the steelmaking industry, and small amounts are used for ferroalloys, in cement plants and in the petrochemicals industry.4 – 7 Coarse mill scale is practically 100% recycled via the sintering plant, while finer mill scale or mill scale sludge, which is more heavily contaminated with oils, ends up in landfills. Mill scale with a particle size of between 0·5 and 5 mm and an oil content of <1·0% is considered returnable via sintering without any pretreatment. Mill scale with an oil content of >3·0% must be pretreated to avoid high volatile organic compounds and dioxin emissions and problems in exhaust fume scrubbing systems. Mill scale sludge cannot be recycled via sintering since its fine particles contain a high oil level (5·0–20·0%) and so is normally treated as landfill waste. 8 8,9
The reduction of rolling mill scale to sponge iron powder is potentially a new way to take advantage of a cheap byproduct of the steelmaking industry, yielding sponge iron that can be reused to the electric furnace as metallic charge for steelmaking to obtain a product with a lower residual content and improved properties. 8 8,10 Other possible uses include the manufacturing of structural components from sponge iron powder, such as magnets and components for electric motors.
High purity sponge iron powder is currently manufactured from high purity iron ore following the basic steps of magnetic separation and milling, primary reduction process, hydrogen annealing and final milling and classification.
Industrially, iron ore is placed with coal and lime in rotary furnaces at a rate that is controlled by the rotation speed. The interior of the furnace is coated with a refractory material. Carbon monoxide, produced by the effect of combustion, promotes the reduction of iron ore. In order to control the temperature, fans are situated throughout the oven to provide the air necessary for the combustion of coal. The sponge iron obtained subsequently passes into a rotary cooler where it is cooled with water.11 – 15
There is another process, known as the ‘Höganäs process’, in which high purity ore is placed together with coke and lime in ceramic containers, which are in turn placed in a reduction furnace where the process takes place.16
The Pyron process17 describes a costly process for producing high iron purity by reduction of mill scale with hydrogen in a continuous conveyor, which passes through a furnace at a temperature of ∼1000°C. The process reduces mill scale by means of hydrogen in a fluidised bed reactor using a solid reducing agent (graphite) in a furnace at 1000–1300°C during the time necessary to carry out the reduction (10–14 h). Once reduction is completed, the sample is introduced into a closed steel cooling vessel previously purged with inert gas, e.g. nitrogen.
The proposed mill scale reduction process developed in this paper18 would produce considerable cost savings as it would eliminate the initial preparatory stages of existing methods and shorten by two-thirds the time taken for primary coke reduction, and the raw material would be a by-product that is currently largely disposed of in landfills.
Materials and methods
The rolling mill scale used in this work was provided by an electric steelshop in northern Spain. This mill scale was from a material that would normally be sent to a landfill. Before its chemical analysis, the sample was dried at 80°C for 24 h. The mill scale presented an initial water content of 5·0%. The chemical composition of the scale was determined by X-ray fluorescence (XRF) using a Philips model PW-404 wavelength dispersive X-ray fluorescence emission spectrometer with an Rh anode and a generator voltage and current of 110 kV and 80 mA respectively. The scale iron content, in terms of Fetotal and various oxidation states (Fe3+, Fe2+ and Fe0), was assessed with a 0·1 N K2Cr2O7 standard solution using a barium diphenylamine sulphonate [(CH12H10NO3S)2 Ba] indicator. For the determination of Fe2+ and Fetotal, the mill scale sample was dissolved in a mixture of acids (HNO3, HCl and HClO4). Metallic iron was determined after separation from Fe2+ and Fe3+ by dissolving the sample in a bromomethanol solution for 1 h with gentle stirring. The dissolved metallic iron was separated by filtration using 20 mm filter plate crucibles.19
The grain size distribution of the as-received mill scale was determined by passing the sample through screens of different sizes.
A Coulter model SA-3100 unit was used to determine the Brunauer–Emmett–Teller (BET) specific surface area S BET. The N2 adsorption isotherm was assessed at 77 K in a mill scale sample previously degasified at 60°C and 10−5 torr for 120 min, and the isotherm data were then used to determine the BET specific surface area value.
The mineralogical composition was determined by X-ray diffraction (XRD) using a Philips X’Pert diffractometer with a Cu anode (Cu Kα radiation) and an Ni filter to remove Kβ radiation due to the sample’s Fe content. The generator voltage and current were 40 kV and 40 mA respectively.
The equivalent magnetite contained in the rolling mill scale was determined in a Sime model Forrer laboratory separator equipped with an IF-type electromagnet. The field intensity was 4900 G. Two previously prepared magnetite specimens were used as standards.
Coke was used to reduce the mill scale, employing different amounts to achieve reduction of the samples. The mill scale with coke was first subjected to conventional mixing in a turbula for 30 min, followed by high energy mechanical milling in a Pulverisette 6 planetary mill with a ball/load weight ratio of 10∶1 at a speed of 400 rev min−1, in all cases using an Ar atmosphere, in 2 h cycles of 1 h milling and 1 h rest. The balls used were 10 mm diameter stainless steel. The mill scale [d (0·5) = 45 μm, after milling] then underwent thermal treatment in an air atmosphere, in covered porcelain crucibles, in a CHESA brand muffle furnace using a mill scale/coke ratio of 100∶50 at various temperatures in the 1050–1150°C range and for different reaction times (3, 6 and 12 h). Calcium oxide (reagent grade) was used as fluxing agent. The final treatment of the samples was performed in an oven with H2 atmosphere belonging to the company Höganäs AB, at 900°C for 0·5 h with 1 h of subsequent cooling in hydrogen.
Morphological analysis of the as received and reduced mill scale samples was performed by scanning electron microscopy (SEM) using a Philips XL30 microscope equipped with backscattered and secondary electron detectors and an EDAX brand ‘EDS’ detector. The samples were prepared by depositing the mill scale on an adhesive tape and subsequently sputtered them with graphite.
Analysis of the samples for carbon and sulphur was performed by combustion with oxygen in a LECO model CS-244 induction oven and for oxygen in a LECO model TC-436 induction oven, with subsequent detection by infrared absorption.
The particle size distributions of the mill scale after milling and the resulting sponge iron powder were carried out with a Malvern Instruments Mastersizer 2000.
Results and discussion
Characterisation of rolling mill scale
Mill scale is a material with lamellar morphology and low specific surface area (S BET = 0·43 m2 g−1). It is comprised mainly of metallic iron and a mixture of the iron oxides wüstite (FeO), haematite (α-Fe2O3) and magnetite (FeO.Fe2O3) (Fig. 1).
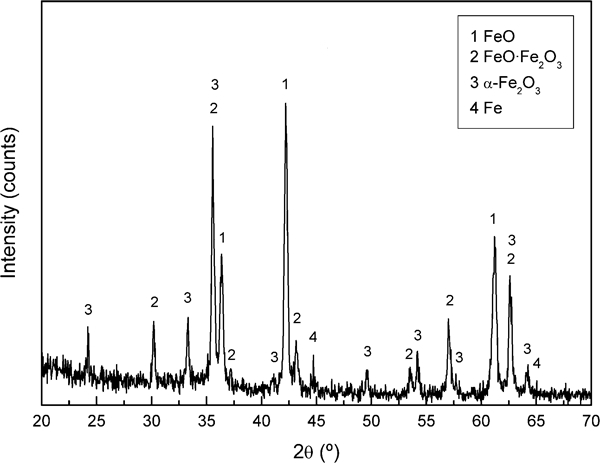
X-ray diffraction patterns for rolling mill scale
The chemical composition of the as received mill scale is shown in Table 1. The total iron content is 68·2% and also contains small amounts of Mn, Cu, Si, C, Ca, Ni, etc., along with ∼2% of oils and greases. Table 2 shows the results of the analysis of the different oxidation states of iron contained in the scale, fundamentally Fe2+ and Fe3+ and a small part of metallic Fe.
Chemical composition of rolling mill scale
Analysis of iron contained in mill scale
The mill scale has a magnetic fraction of 38·06% in its composition [expressed as equivalent magnetite (Fe3O4)].
The morphology of the mill scale powder is shown in Fig. 2a and b . As can be seen, it is preferentially lamellar with a heterogeneous surface formed basically by a matrix of iron oxides, as illustrated in Fig. 2c . This figure clearly shows the presence of iron and oxygen as the major elements.
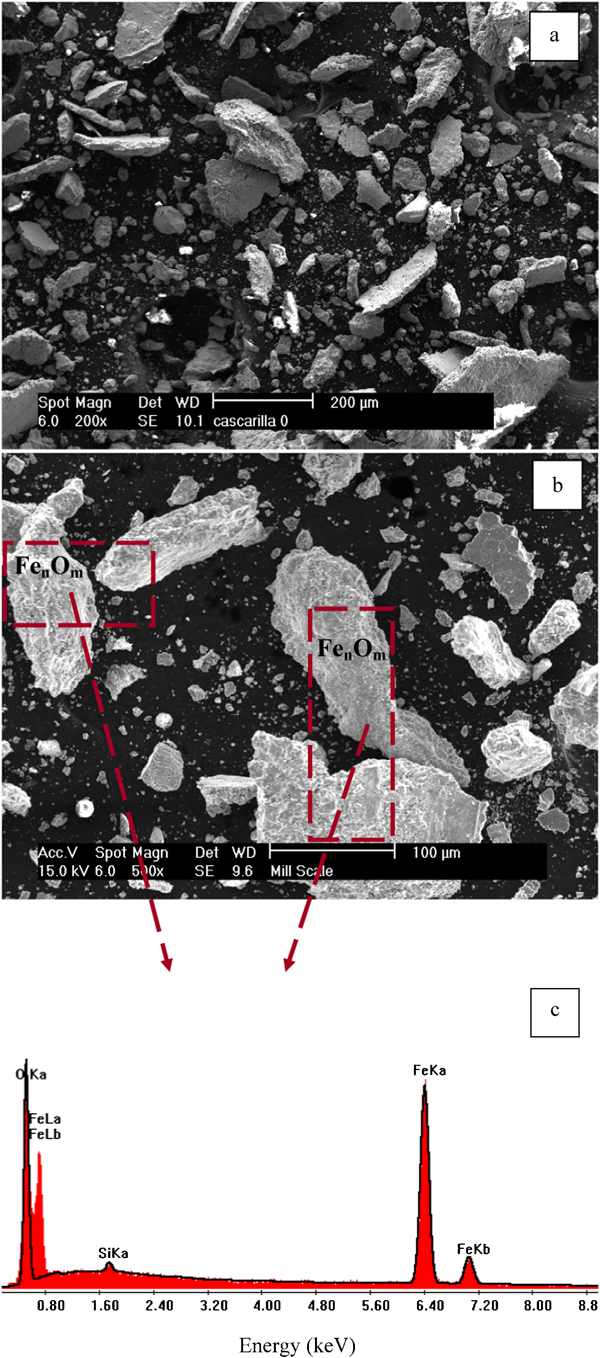
Secondary electron images of mill scale
Table 3 shows the grain size distribution of the mill scale, revealing that 70·7% of the accumulated weight presents a particle size of ⩾0·125 mm.
Particle size distribution of mill scale
Mill scale reduction tests
Reduction tests with coke
Reduction of the iron oxides was achieved with coke by means of the ‘direct reduction’ process8 according to equation (1):
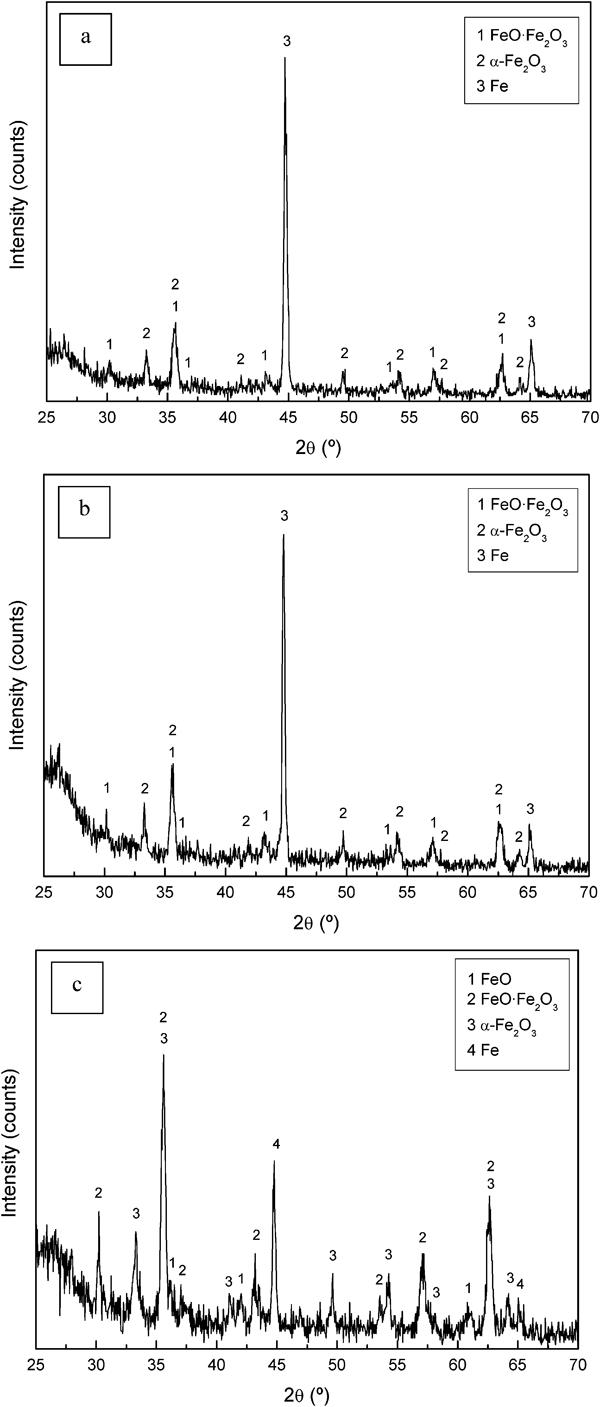
X-ray diffraction patterns for reduced mill scale by coke: mill scale/coke ratio = 100∶50 and temperature = 1100°C
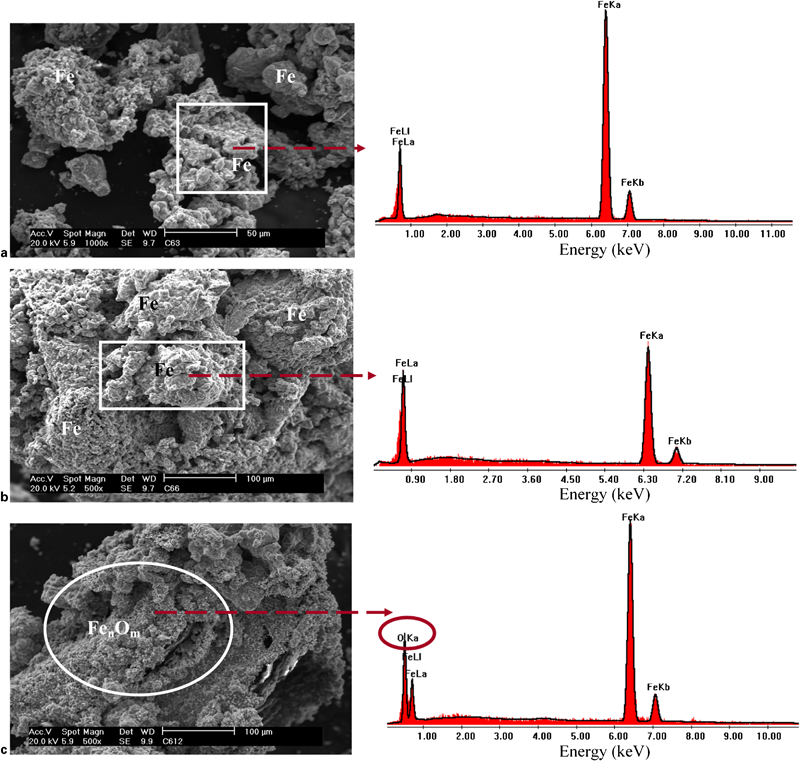
Secondary electron images of reduced mill scale and ‘EDS’ analysis: mill scale/coke ratio = 100∶50 and temperature = 1100°C
The XRD results for the reduction of mill scale with coke at 1050 and 1150°C for reaction times of 3 and 12 h are shown in Fig. 5. As can be seen, the diffraction maxima for metallic Fe increase with all four thermal treatments, while the maxima for wüstite (FeO) disappear (according to reaction (1)) in the two treatments performed at 1050°C, compared to the as-received mill scale composition. In the treatments carried out at 1150°C, wüstite continues to be present after 12 h. Therefore, it may be observed that the reaction time does not generally have any influence in the mill scale reduction process at 1050°C but is influential in the treatments performed at higher temperatures (1100 and 1150°C) ( Figure 3 Figs. 3 and 5 respectively), since in these processes small diffraction maxima appear for wüstite after 12 h, indicating that the mill scale may undergo a reoxidation process after long reaction times due to the possible formation of carbon dioxide that would act as an oxidant. Figure 6 shows images of the rolling mill scale after thermal treatments performed at 1050 and 1150°C, along with the corresponding ‘EDS’ analyses. Areas with different compositions can be observed for both treatments, with whiter and brighter areas corresponding to areas of metallic iron (‘EDS’ a1 and c2) and greyer areas corresponding to iron oxides (‘EDS’ b2 and c1). These SEM images confirm the XRD results shown in Fig. 5, where iron oxide phases (FenOm) appeared in all cases next to metallic iron phases.
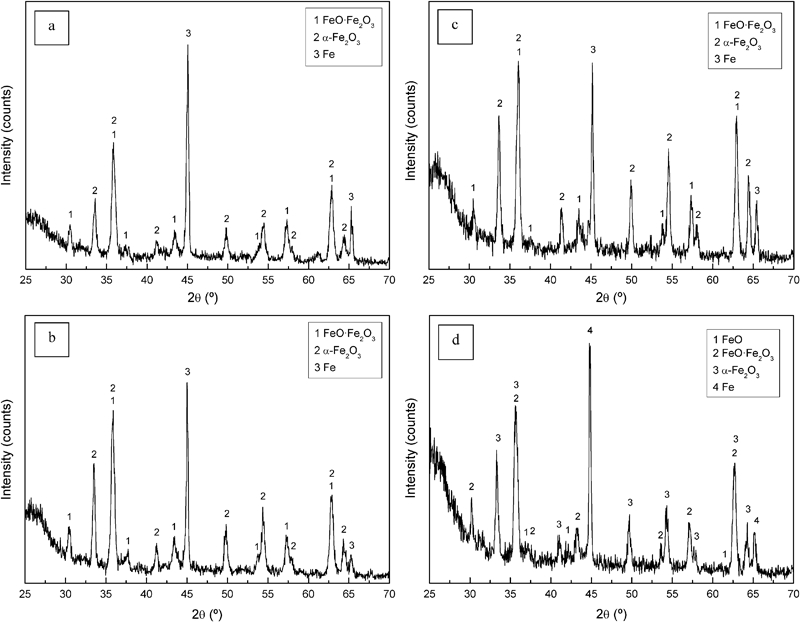
X-ray diffraction patterns for reduced mill scale by coke: mill scale/coke ratio = 100∶50
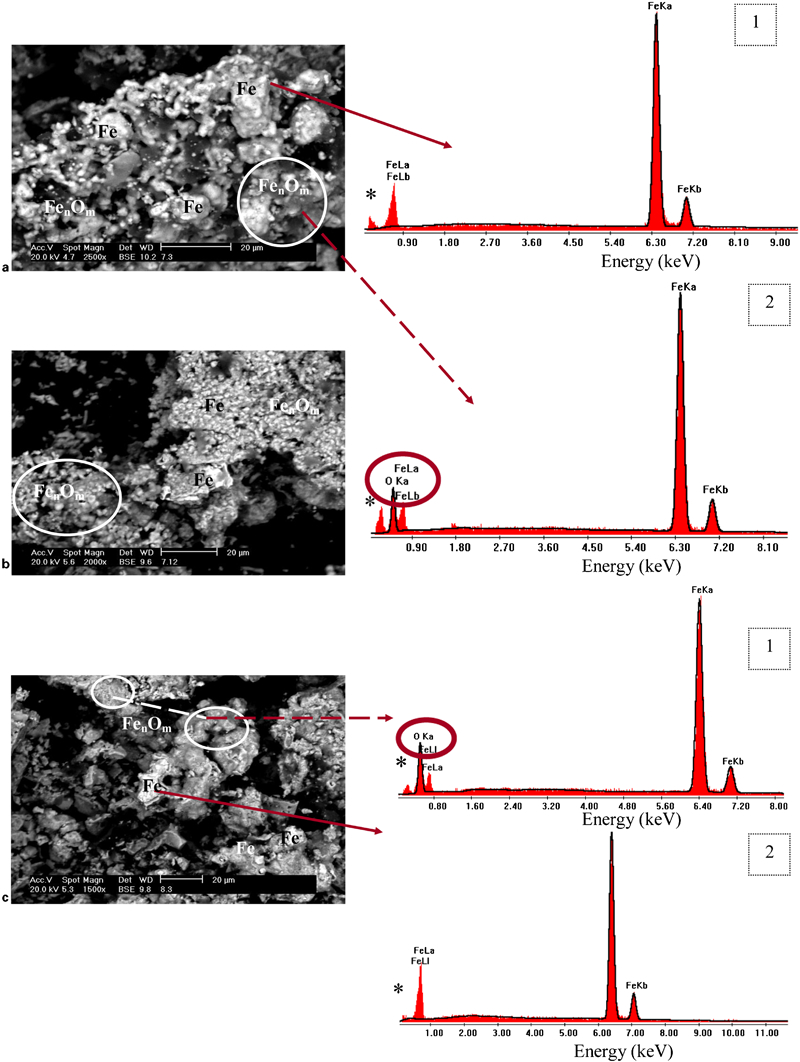
Backscattered electron images of reduced mill scale and ‘EDS’ analysis: mill scale/coke ratio = 100∶50 and (*) carbon
Table 4 shows the oxygen content of the mill scale samples as-received and after the reduction process with coke. It can be seen that the most favoured reduction process, with the lowest oxygen content after the thermal treatments with coke, is that performed at 1100°C. Of the three treatments carried out at this temperature, the most favoured is that performed for a reaction time of 6 h, with a final oxygen content of 6·47%.
Oxygen content of mill scale samples as-received and after reduction process with coke
Final treatment in hydrogen atmosphere furnace
The final treatment of the samples was carried out in a hydrogen atmosphere furnace at 900°C for 0·5 h, followed by 1 h of cooling in hydrogen. Figure 7 shows the XRD spectrum of the mill scale treated at 1100°C for 6 h after thermal treatment in the H2 atmosphere furnace. Only diffraction maxima corresponding to metallic Fe are observed, which confirms that, in this case, the reduction of the mill scale to sponge iron powder has been completed. Figure 8 shows images of the sponge iron powder obtained after thermal treatment (Fig. 8a and b ) and the corresponding ‘EDS’ analysis (Fig. 8c ). The figure shows a powder with a spongy appearance, irregular but rounded, with a high specific surface area that makes it highly suitable for powder metallurgy applications. The EDS analysis confirms that the sample is comprised only of metallic iron, thus achieving a sponge iron of great purity. The oxygen content in these samples was 0%. The sponge iron powder particle size distribution is illustrated in Fig. 9, showing an average particle size of 157 μm. The obtained sponge iron can be used to produce powder metallurgy parts by pressing and sintering because its size distribution can assure good flow behaviour.
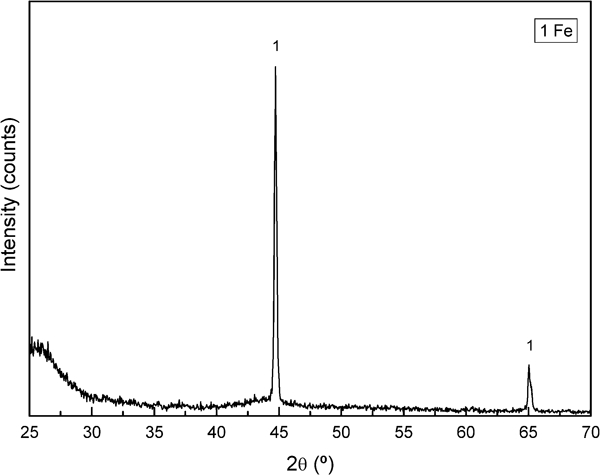
X-ray diffraction patterns for reduced mill scale (1100°C/6 h) after treatment in hydrogen furnace (T = 900°C/0·5 h+cooling, 1 h in hydrogen)
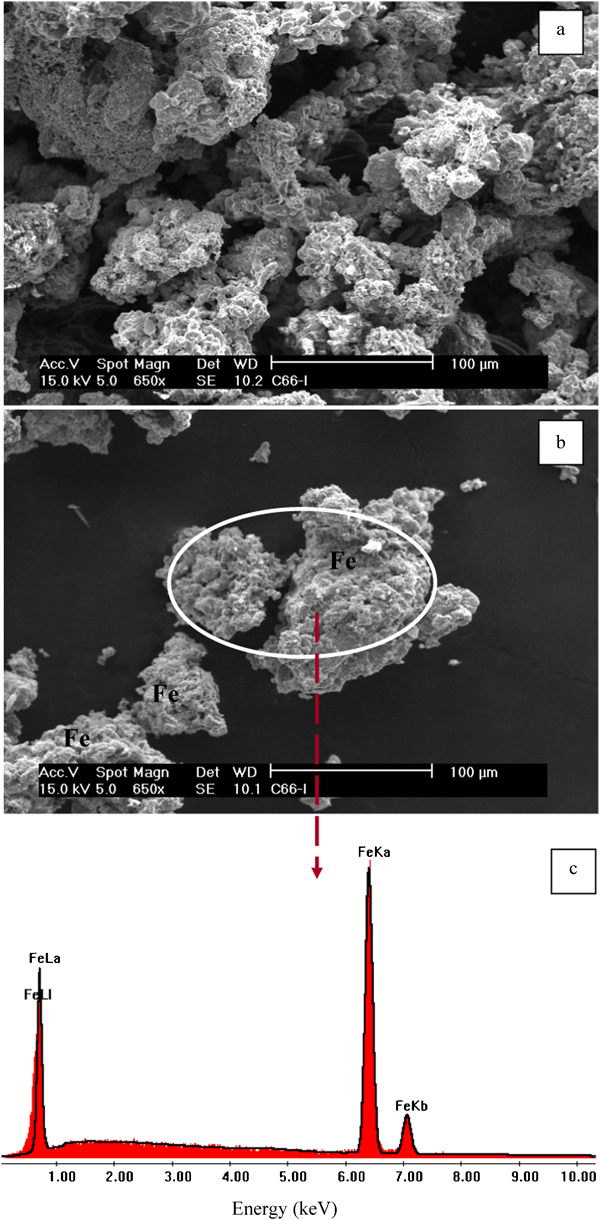
a, b secondary electron images of reduced mill scale (1100°C/6 h) after treatment in hydrogen furnace and c ‘EDS’ analysis (T = 900°C/0·5 h+cooling, 1 h in hydrogen)
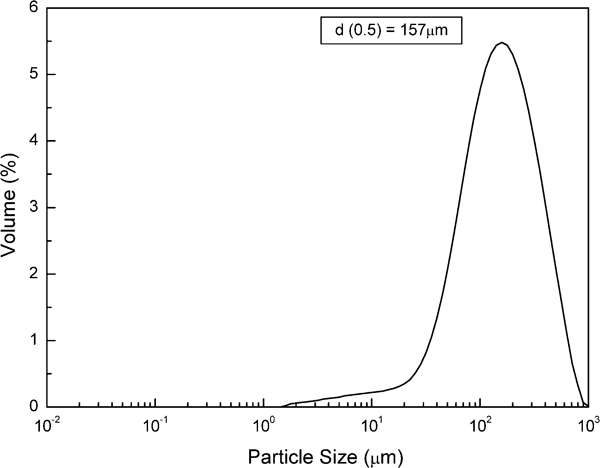
Particle size distribution of obtained sponge iron
The mill scale reduced at a temperature of 1100°C for a reaction time of 3 h has been treated identically, yielding similar test results.
Conclusions
Sponge iron powder has been obtained by reducing rolling mill scale with coke via thermal treatment in covered crucibles in an air atmosphere furnace and subsequent final treatment in a hydrogen atmosphere furnace.
The most effective thermal treatments in the air atmosphere furnace have been those performed at a temperature of 1100°C for reaction times of 3 and 6 h, which yielded the lowest oxygen contents in the treated samples.
The proposed mill scale reduction process allows the obtainment of a sponge iron powder of an irregular morphology with an average particle size of 157 μm and great purity, making use of a cheap byproduct of the steelmaking industry, which is currently largely disposed of in landfills.
The iron powder obtained may be used in conventional steelmaking processes or as a raw material in powder metallurgy processes.
Footnotes
Acknowledgements
The authors are grateful to the Ministry for Education and Science of Spain (MEC) for the financial support for Dr M. I. Martín through a ‘Juan de la Cierva’ programme contract (no. JCI-2005-1892-13) and to P.-O. Larsson of Höganäs AB for the technical assistance with the hydrogen atmosphere furnace.