
Abstract
During casting of titanium stabilised stainless steel, a gradual increase in TiO2 content in the molten mould slag from absorption of TiO2 inclusions causes changes in properties of the mould flux, such as viscosity, solidification temperature and crystallisation behaviour. To simulate this effect mould fluxes were prepared with SiO2 being substituted with 5 and 10%TiO2 and viscosity and crystallisation behaviour studied. Experimental results indicate that the substitution of SiO2 with TiO2 leads to suppression of crystallisation of cuspidine and formation of perovskite in glass quenched from mould fluxes. The crystallisation tendency is reduced by the introduction of TiO2. The high temperature viscosity of mould fluxes shows a decrease with increasing TiO2. At lower temperature, the viscosity of mould fluxes with 10%TiO2 is greater than that of TiO2 free slag, which could be attributed to precipitation of solid particles.
Introduction
One of the most important factors affecting the formation of sound continuous cast blooms of titanium stabilised stainless steel is the performance of the mould flux.
1
1,2 During casting of titanium stabilised stainless steel, the TiO2 concentration in the mould slag gradually increases during casting.2
–
8 For example, it was reported5 that the content of TiO2 in mould fluxes increases from 0 to near 5% in 20 min during casting of ferritic stainless steel type 409. Mould powder can inevitably pick up the TiO2 inclusions floating up from liquid steel,2
–
6,8 and the titanium in steel can be oxidised by SiO2 in the mould powder to form TiO2 which enters into mould flux,2
–
8 as follows7

Mould flux has two most important roles in continuous casting technology. It helps to lubricate to prevent sticking against the mould surface, and to control the heat transfer to achieve uniform shell.7,9 – 15 The lubrication performance of mould fluxes is related to the viscosity and breaking temperature, while heat transfer between mould and steel shell is determined by the thickness of solid slag, and the crystallisation behaviour of the mould flux.7,9 – 15 The crystallisation of mould fluxes reduces the horizontal heat transfer by two effects:
radiation thermal conductivity could be decreased by crystallites which scatter the radiation10
interfacial resistance between mould and solidified slag can be increased with formation of more air gaps accompanying crystallisation due to the fact that the density of the crystalline phase is greater than that of the glass.11
Currently, research on titanium bearing mould flux is mainly concentrated on the effects of different TiO2 contents on the viscosity, the solidification temperature and the crystallisation behaviour of mould powder with different basicities [R = w(CaO)/w(SiO2)]. 7 15 7,15,16 Some previous studies have shown that the addition of a small amount of TiO2 in the mould flux reduces the viscosity, and that when the TiO2 content is high (∼10%), viscosity increases with increasing TiO2. 5 16 5,16,17 The existence of TiO2 in mould fluxes can lead to precipitation of crystals (CaTiO3 or CaSiTiO5), which could alter the heat transfer performance.6 – 8,15,16 However, all these studies are very limited in clearly indicating the change trend of properties and performance of mould flux with titanium in steel being oxidised by SiO2 or with the absorption of TiO2 in continuous casting process of titanium stabilised stainless steel.
In this work, the viscosity and crystallisation behaviour of mould flux with some SiO2 being replaced by TiO2 has been studied in order to understand the behaviour of mould fluxes in the continuous casting of titanium stabilised stainless steel. Mould fluxes with the TiO2 concentration of 0, 5 and 10% were selected to cover the most common changes of the TiO2 concentration during stainless steel casting.
Experimental
Sample preparation
Analytical grade TiO2, SiO2, MgO, Al2O3, Na2CO3, CaCO3 and CaF2 were taken as raw materials, with Na2CO3 and CaCO3 being substitutes for Na2O and CaO respectively. Table 1 shows the compositions of the samples investigated.
Chemical composition of studied slags
Glass samples with different compositions were prepared by conventional melting and quenching methods. Raw materials were mixed, placed in a platinum crucible and then melted in air in a furnace at ∼1473 to 1573 K. The samples were held at the set temperature for nearly 2 h to ensure complete melting and homogenisation. After melting, the melts were quenched by water and bulk glass samples formed. These samples are shown to be amorphous by X-ray diffraction (XRD) (Fig. 1).
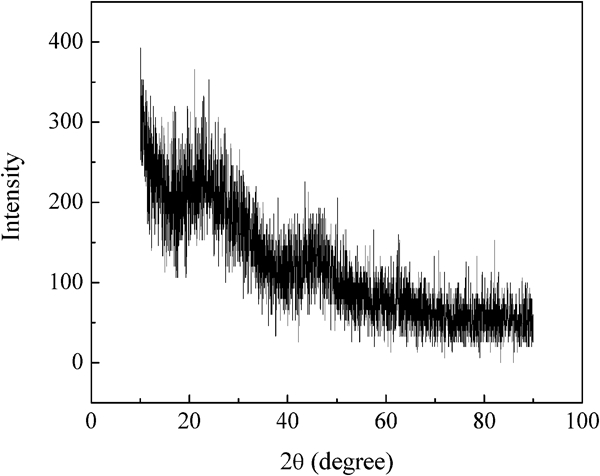
Typical XRD pattern of quenched glass sample
Viscosity measurements
Viscosity measurements were carried out using a rotating cylinder method with a rotary viscometer (model: RTW-10). Before measurements, the viscometer was calibrated at room temperature by using standard oil with known viscosity. About 130 g melted slag for each sample was subject to the viscosity measurement which was carried out in a graphite crucible. The materials and dimensions of the crucible and spindle are listed in Table 2. As the temperature reached 1673 K, the sample was held in the crucible for ∼30 min to ensure that the slag was completely melted and homogeneous. The bob was then immersed in the molten slag and rotated at 200 rev min−1. The furnace was then cooled at a rate of 5 K min−1 and the measurement of viscosity started. Argon was used as the protective gas during the whole experimental process.
Dimensions of crucible and spindle
Differential thermal analysis
The glass samples were pulverised into powder (150–200 mesh) for differential thermal analysis (DTA), performed in the range of 373–1473 K using a Netzsch STA 449 C TG-DTA calorimeter at a heating rate of 10 K min−1 and with Al2O3 as a reference material.
X-ray diffraction analysis
The powdered glass samples were heated in a Pt crucible, held for ∼1·5 h at the exothermic peak temperature and then quenched by air. In order to identify the crystallisation products, the heat treated samples were subjected to XRD analysis which was performed using a MAC M21XRHF22 (21KW) X-ray diffractometer with Cu Kα radiation.
Microstructural of crystal phase
After polishing and coating with carbon, the heat treated glass samples were subjected to scanning electron microscopy (SEM) examinations using Zeiss EVO MA18 to obtain the microstructure of the crystallisation products. The working voltage was 20 kV.
Results and discussion
Viscosity characteristics
Figure 2(A) shows the viscosity changes of the studied system and Fig. 2(B) is an enlarged part at a high temperature. It can be seen from Fig. 2(B) that at the high temperature (∼1563 to 1623 K) the viscosity of slag slightly decreases with the TiO2 content increasing from 0 to 10 mass-%. This result is in line with work by Johnston and Brooks.8 They also investigated a similar decrease in viscosity due to the addition of TiO2. However, as the temperature decreases, the viscosity of the slag with 10%TiO2 increases more than that of the TiO2 free slag. TiO2 could act as a network breaker in the system and have some destructive efforts to the Si–O complex structure groups. Simultaneously, the increase in the TiO2/SiO2 ratio can lead to basicity increase [w(CaO)/w(SiO2)] and results in the reduced degree of polymerisation of the system. Also the Si–O bond is stronger than the Ti–O bond, which leads to the decrease in viscosity to some extent. However, with the addition of TiO2, solid particles, e.g. CaTiO3, could form at a lower temperature; the viscosity critically increases and becomes greater than that of TiO2 free slag. X-ray diffraction results of the slag with 10%TiO2 cooled from molten to ∼1273 K has verified this speculation by demonstrating that CaTiO3 crystallises (Fig. 3). The present results demonstrate that small substitution (<5%) of TiO2 to SiO2 in mould fluxes would not deteriorate the lubricity function of mould fluxes. However, further substitution of TiO2 leads to increasing viscosity due to crystallisation of CaTiO3, and bring risks of failure in casting practice.
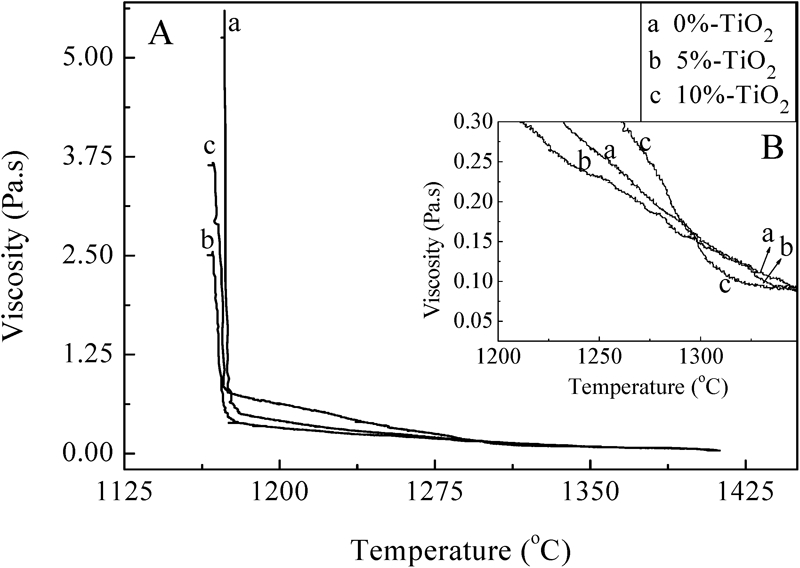
Viscosity curves of mould fluxes
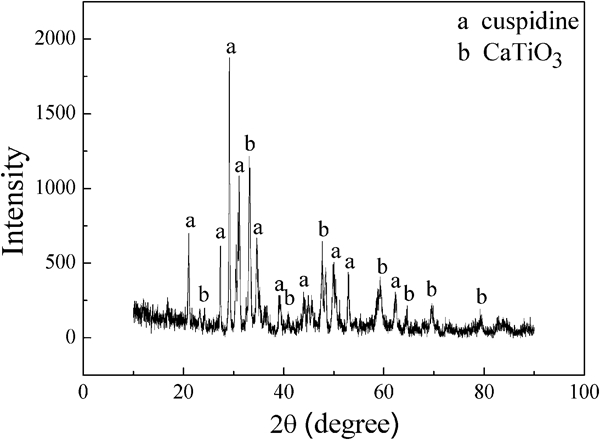
X-ray diffraction patterns of 10%TiO2 sample cooled from molten state to 1273 K
Crystallisation characteristics
There are two kinds of crystallisation in mould flux films during casting. One is direct crystallisation from the liquid layer, which is close to the strand. The other is crystallisation from the glass layer formed near the mould. The latter crystallisation critically affects the thickness of the crystalline layer, and thereby has a strong effect on horizontal heat transfer. The present study investigated the effect of TiO2 substitution to SiO2 on crystallisation of mould glass quenched by employing various experimental techniques, such as DTA, XRD and scanning electron spectroscopy energy dispersive spectroscopy (SEMEDS).
Figure 4 shows the DTA curves of powdered samples from which the glass transition temperatures T g, onset crystallisation temperature T x, crystallisation peak temperatures T c and liquidus temperature T l can be obtained. These characteristic temperatures have been marked in Fig. 4 based on the definition of Boettinger et al.,18 as shown in Table 3. It can be seen that the increase in TiO2 makes a slight effect on glass transition temperatures, 565, 557 and 555°C for samples with 0, 5 and 10%TiO2 substitution respectively. The introduction of TiO2 leads to a decrease in the crystallisation peak temperature, from 791 to 765°C. With the increase in TiO2, the crystallisation peaks decrease in intensity and become smoother, which indicates that the substitution of SiO2 with TiO2 weakens the crystallisation of mould flux. As the content of TiO2 reaches 10%, there appears a new crystallisation peak at 870°C except for the peak at 760°C, indicating that a new kind of crystal has crystallised. The peak area of DTA curve could indicate the enthalpy of crystallisation, and thereby reflects the crystallisation ability of sample. Figure 5 shows the integral area of the first crystallisation peak for each sample. It can be also seen that area of crystallisation peak decreases with increasing TiO2.
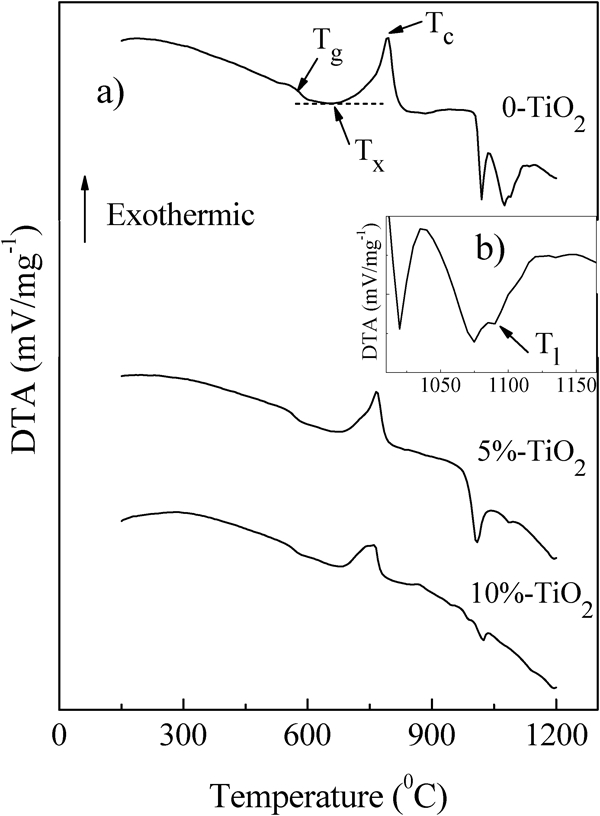
Differential thermal analysis curves of powdered samples
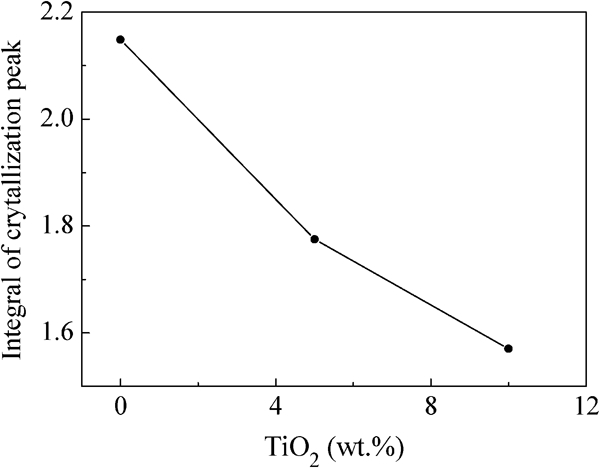
Integral of crystallisation peak with different TiO2 contents
Thermal characteristic of studied glass
To identify the phase crystallising out at each crystallisation peak temperature in the DTA curves for each sample, sample nos. 1–3 respectively, was heated in Pt crucible to the exothermic peak temperature, 791, 765 as well as 870 and 760°C, held for ∼1·5 h (5 h for sample no. 3; since the crystalline particles are too small and crystallisation is too weak to detect by SEM when it was held for 1·5 h) and then quenched by air. The treated samples have been investigated by XRD and SEMEDS ( Figure 6 Figs. 6 and 7 respectively). From the XRD results in Fig. 6 it can be seen that cuspidine (Ca4Si2O7F2) is the only crystallite for the TiO2 free slag samples, while for the slag samples with 5 and 10%TiO2, two kinds of crystallites appear, i.e. cuspidine and perovskite (CaTiO3). Figure 7 shows the backscatter electron microscopy micrographs of the crystallised slag samples with 0, 5 and 10%TiO2 respectively and 1 represents the cuspidine phase. Cuspidine crystallite can be observed for the slag samples with 0 and 5%TiO2; however, differently from the XRD results, perovskite is almost undetectable by SEM for samples with 10%TiO2. It can be explained that with the substitution of TiO2 below 5%, cuspidine is the dominant crystallite and the crystallisation of perovskite is too weak to detect by SEM. Figure 7c shows small crystal particles other than cuspidine, indicating that when the substitution of TiO2 is as high as 10%, different crystal phases appear. However, it is difficult to detect and observe these small crystal particles accurately and clearly by SEM, which can be understood as that the increase in TiO2 substitution has an inhibiting effect on crystal growth and reduces crystallisation ability of mould fluxes.
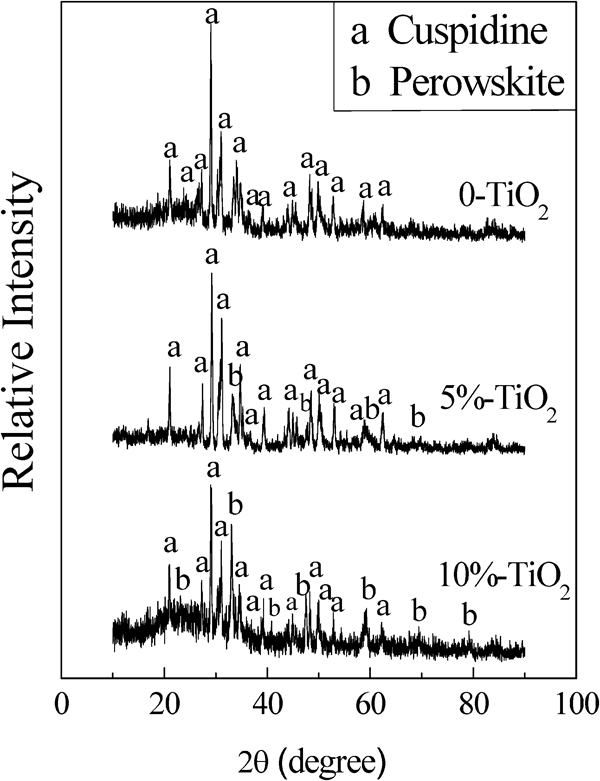
X-ray diffraction patterns of heat treated samples at crystallisation temperatures
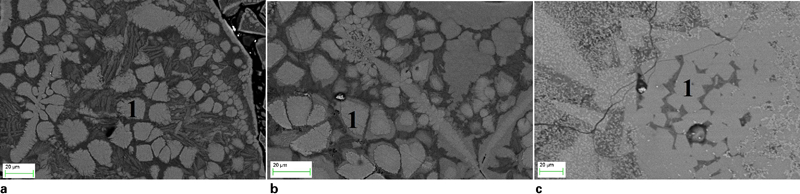
Images (SEM-EDS) of crystallised samples for a 0%TiO2, b 5%TiO2 and c 10%TiO2
Many indices have been proposed
19
19,20 to estimate the stability of glass, and the glass forming ability index K
gl, introduced by Hruby,20 is expressed as the following equation
The influence of TiO2 substitution for SiO2 on the crystallisation behaviour of this system could be explained by the following consideration:
thermodynamically the introduction of TiO2 leads to decrease in SiO2 activity and increase in TiO2 activity; therefore CaTiO3 is gradually favourable to crystallise and crystallisation of cuspidine becomes unfavourable
the suppression of cuspidine crystallisation could also be interpreted by considering the structure of mould fluxes and cuspdine. [Si2O7]6− group is the main structure unit in cuspidine.22 The [Si2O7]6− group in structure of mould fluxes is favourable to formation of cuspidine. The substitution of TiO2 to SiO2 leads to the increase in basicity (CaO/SiO2). There would appear more free oxygen (O2−) in the system with the substitution of TiO2, which causes the breakage of bridging oxygen in the [Si2O7]6− structure group, or has a certain inhibiting effect on the formation of the [Si2O7]6− structure group. Therefore, substitution of TiO2 suppresses the growth of cuspidine crystallites through producing negative influence on [Si2O7]6− in mould fluxes.
The strong influence of TiO2 on crystallisation of mould fluxes would inevitably bring some problems during casting of stainless steel. Since cuspidine is a major type of crystal in the solid flux film and has a critical effect on horizontal heat transfer from mould to strand, the inhibition of cuspdine formation could lead to a decrease in thermal resistance and reduce cast product quality. The direct measurement of thermal resistance of slag films would be performed in a future study.
Conclusions
The effects of substitution of SiO2 with TiO2 on the viscosity and crystallisation behaviour of mould flux have been investigated. As TiO2 increases from 0 to 10%, the viscosity of slag decreases in the temperature range 1563–1623 K. However, at a lower temperature, viscosity of the slag with 10%TiO2 increases significantly more than that of TiO2 free slag. At 5%TiO2 or below, cuspidine is the dominant crystallite, which mainly controls the crystallisation ability of mould flux. At 10%, the precipitation of both perovskite and cuspidine is evident, which can be detected by XRD. With increasing TiO2, the growth of the cuspidine crystallites is suppressed and the crystallisation ability of the system decreases. Since mould fluxes investigated here could cover the composition change of mould fluxes during stainless steel casting, the present study provides some fundamental knowledge on the property changes of mould fluxes.
Footnotes
Acknowledgements
The financial support from National Natural Science Foundation of China (NSFC, grant no. 50704002 and no. 51174018) is gratefully acknowledged.