
Abstract
The set-up of the finishing mill (FM) thread speed to achieve the desired strip temperature as measured by the finish mill delivery temperature sensor is made by an intelligent controller based on interval type 2 fuzzy logic system. The controller calculates the FM thread speed required to achieve the strip FM exit target temperature, and the interstand strip surface temperature profiles. The interval type 2 fuzzy set-up controller uses as inputs the predicted transfer bar FM entry temperature, the transfer bar thickness, the target strip FM exit temperature, the target strip FM exit gauge, last stand draft reduction, last stand work roll diameter, last stand rolling force, %C of strip, and target width. Taking into account that the measurements are modelled as type 1 non-singleton fuzzy numbers, the authors present the so called interval type 1 non-singleton type 2 fuzzy logic system controllers. As reported in the literature, interval type 2 fuzzy logic systems have greater approximation capacity than that of its type 1 counterpart and it has the advantage to develop more robust and reliable solutions than the latter. The experiments of these applications were carried out for three different types of coils, from a real hot strip mill. The results proved the feasibility of the developed system for FM thread speed set-up and control, and for interstand strip temperature profile prediction. Comparisons with the online mathematical based models show that the proposed interval type 2 fuzzy logic system equalises the performance in FM strip thread speed, and temperature set-up and control under the tested conditions characterised by high uncertainty levels.
Introduction
The control function called finishing temperature set-up (FTS) that uses interval type 1 non-singleton type 2 fuzzy logic systems (IT2 NSFLS1) comprises two principal tasks: head–end set-up and feedback. Its purpose is to achieve and maintain target head–end strip temperature at the finishing mill (FM) exit pyrometer. The interval type 1 non-singleton type 2 fuzzy logic model (IT2 FTS) controls the strip head–end exit temperature by calculating the transfer bar head–end thread speed and updating for the next bar to compensate for continuously changing mill conditions as reflected in the finish mill exit temperature.
The thread FM speed is calculated from the interval type 2 fuzzy logic model and updated from the measured data of each bar rolled. The IT2 FTS model runs off-line, calculates the strip FM thread speed required to achieve the strip FM exit target temperature, and predicts the strip surface temperatures at the exit side of each of six stands. Once per bar, the feedback task updates the parameters of the IT2 FTS finishing thread speed controller, and the parameters of the six IT2 FTS temperature profile forecasters, one for each stand.
Type 2 fuzzy logic systems is an emerging technology1 that accounts for all the components of the uncertainty of a processes measurement, which may be grouped into two categories according to the method used to estimate their numerical values.2 The type A evaluation of standard uncertainty may be based on any valid statistical method for treating data. Examples are calculating the standard deviation of the mean of a series of independent observations. The type B evaluation of standard uncertainty is usually based on scientific judgment using all the relevant information available, which may include previous measurement data, experience with or general knowledge of the behaviour and property of relevant materials and instruments, manufacturer’s specifications, data provided in calibration and other reports, and uncertainties assigned to reference data taken from handbooks. The non-linearity in the processes is handled by IT2 FLS systems as identifiers and as universal approximators of non-linear dynamic systems.3 – 6 These two characteristics give IT2 FLS a great potential to model and to control industrial processes. Mendel1 and his co-authors extended previous studies and established a complete interval type 2 fuzzy logic theory with the handling of uncertainties. Because of the universal approximation property and the capability of handling rule (antecedent and consequent) uncertainties, interval type 2 FLSs are gaining more and more in popularity.1, 3, 4 Fuzzy experts apply interval type 2 FLS to situations where uncertainties abound. Interval type 2 FLS has the potential to outperform1, 4, 6, 7, 8 a type 1 FLS because of its larger number of design degrees of freedom. A non-singleton type 1 FLS has its inputs modelled as type 1 fuzzy numbers that can handle noisy measurement uncertainties when applied to type 1 rules. The training and operating data are noisy, but there is no way to account for this in the antecedent and consequent membership functions of type 1 FLS. It only takes account of the noise in the input measurements that excite the fully designed non-singleton FLS through the filtering action of non-singleton fuzzification.1 Interval type 1 non-singleton type 2 FLS accounts for all the uncertainties present in the system, namely, rule (antecedent and consequent) uncertainties due to construction and initial training with noisy data, and measurement uncertainties due to noisy measurements that are used during the production process.1, 7, 8
The inputs of IT2 FTS finishing thread speed controller are nine uncertain variables as follows:
the predicted transfer bar FM entry temperature
the predicted transfer bar thickness
the target strip FM exit temperature
the target strip FM exit thickness
the last stand predicted draft reduction
last stand work roll diameter
last stand predicted rolling force
the %C of strip
the target width.
While the inputs of the six IT2 FTS temperature profile controllers are the same nine inputs as for the FTS finishing thread speed controller, plus the previously predicted FM thread speed, giving a total of ten inputs.
Although FM thread speed set-up and strip temperature profile are critical issues in a hot strip mill (HSM), the problem has not been fully addressed by interval type 1 non-singleton type 2 fuzzy logic systems,7, 8 or by interval type 2 non-singleton type 2 fuzzy logic systems.7, 8
Hot strip mill
In an HSM, as in any other industrial process, keeping the quality requirements such as thickness, finishing temperature and coiler temperature (the latter determines the final strip mechanical properties) is of major concern. The most critical section of the coil is the head–end section and is due to the uncertainties involved at the head–end of the incoming steel bar, and the varying conditions from bar to bar. Currently, in order to achieve the head–end quality requirements, there are a set of automation systems based on physical modelling,9 particularly in the reheat furnace, roughing mill (RM), FM, and the runout cooling zone.
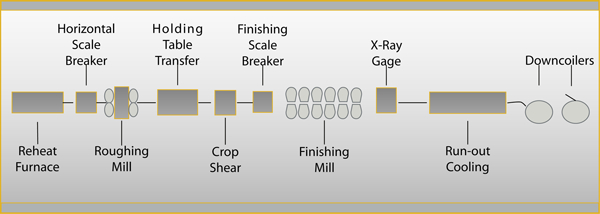
Figure 1 depicts a simplified and general diagram of an HSM. Mathematical based models take the rolling variables such as temperature, force, speeds, water flow, etc., in order to set up the entire mill, i.e. setting the initial working conditions of reheat furnace, RM, FM and runout cooling controller references. Additionally there are commonly used additive terms to correct prediction errors, which generally come from proportional-like (P) or proportional plus integral (PI)-like structures.9 Since heat bar conservation is crucial, these math model calculations have to be performed online and in the shortest possible time.
General view of typical hot strip mill
The market is becoming more competitive and therefore more demanding.10, 11 It requires a more flexible manufacturing, capable of rolling a wider range of products in shorter periods. Such flexibility requirements yield higher time varying conditions for the rolling process, thus demanding automation systems with higher adaptive capabilities. Most commercial system compensation techniques (P or PI based) only compensate for error under current conditions, therefore, the first of coil a batch frequently present out of specification head–end.8, 9, 12 In recent years, research on estimation of process variable in an HSM by adaptive neural networks13 – 17 and type 18, 18, 19 fuzzy logic systems has received particular attention worldwide.
Strip resistance, and therefore, force and gap set-up depend highly on the strip temperature. Strip temperature of the incoming bar is also essential for speed set-up, since finishing temperature depends on transfer bar temperature at FM entry side. On the other hand, temperature measurement is highly uncertain. In some HSM facilities the scale breaker (SB) entry mean and surface temperatures are used by the finishing mill set-up (FSU) math model9 to preset the FM stand screws and by the FTS math model9 to calculate the transfer bar thread speed, both required to achieve respectively the FM exit target head gauge and FM exit target head temperature. However, the bar surface temperature measurement at the SB entry point is not reliable due to scale formation, and therefore, it is measured using a pyrometer located at the RM exit side, and later, the head–end bar SB entry temperature is estimated by the heat transfer table math model9 and used for FM and runout cooling set-ups. Currently, the transfer bar surface temperature is measured using two pyrometers: one located at the roughing mill exit side (RMExit), and the other one located at the finishing mill entry side (FMEntry); the strip surface temperature is measured using a pyrometer located at the finishing mill exit side (FMExit). Scale grows at the transfer bar surface producing an uncertain temperature measurement. This measurement is also affected by steam as well as pyrometer location, calibration, resolution and repeatability.20
The slab leaves the furnace at ∼1280°C and it is transported to the RM by the transfer table. Figure 2 shows the particular case of a rolling process where this experiment was carried out. The reversing roughing stand gives, in several passes, the initial thickness reduction to the slab, from ∼250 to ∼25 mm (see Fig. 3). The product of the roughing mill, the transfer bar, is taken to the FM where final gauge, finishing temperature and final width specifications have to be fulfilled. Owing to the transfer bar length, the transfer stage between RM and FM is ∼120 m. During the travelling time from RM to FM (see Fig. 4), scale formation on the transfer bar surface takes place. The SB washes out the scale in order to allow proper rolling of the bar.
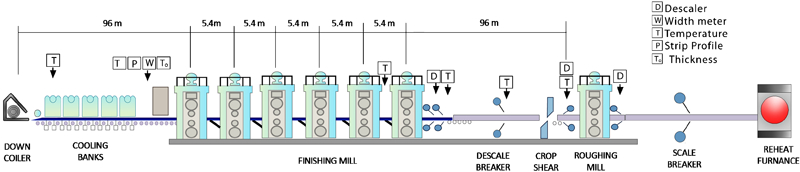
Schematic view of HSM industrial facility where experiment was carried out
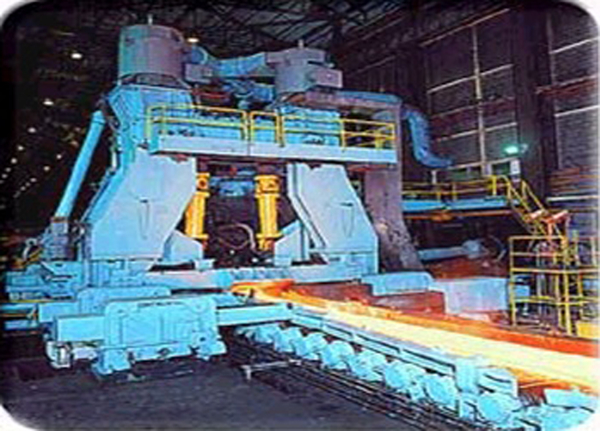
Roughing mill
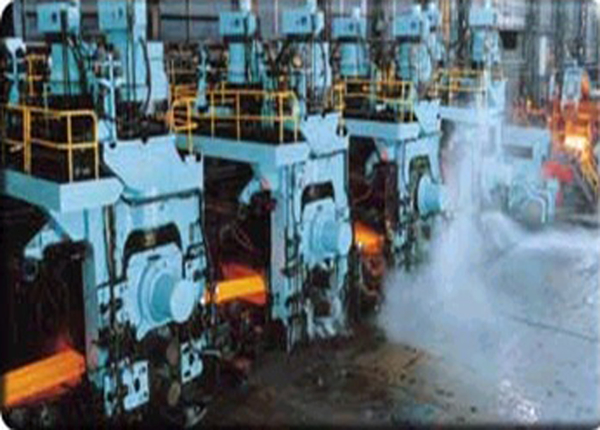
Finishing mill
In some mills, most of the FM temperature math model9 calculations are open loop. The open loop calculations are adjusted manually to suit the requirements of changing process conditions and handle the mill uncertainties. On the top of open loop calculations, there are feedback modifiers or temperature adders to correct any open loop non-linear errors. These temperature adders are calculated from uncertain data collected from the FM exit pyrometer. Frequently, open loop calculations present a high level of uncertainty and become obsolete at least due to one or more of the following reasons:
the finishing descale spray nozzle size/pressure changed: if descaler spray nozzles are changed, the water coming out the descaler spray is reduced or increased depending on the size of the nozzle. Therefore, the temperature drop predicted by the math model may not be accurate and feedback model corrects the descaler problem by moving the temperature adders. The magnitude of this error is no more than 20°C per spray.
If the sprays are not turned on and the FSU–FTS math models were told that sprays were turned on, then the magnitude of the error of predicted temperature is between 60 and 80°C
leakage from roll cooling sprays: the FSU–FTS math models calculate the temperature drop due to conduction, temperature gain due to deformation and friction, and temperature drop due to open air radiation. Theoretically, temperature drop due to conduction is calculated based on the contact length between roll contact surface and strip. It is not uncommon that some amount of roll cooling water always slips through the roll wipers and falls on the surface of the strip. The math models have a modifier to adjust the theoretical calculations of roll contact loss. The modifier is available as one per stand. Increasing/decreasing the modifier increases or decreases the roll contact loss. If the models over predict temperature losses in the mill, then the modifier has to be manually decreased per stand. The magnitude of error because of the bad roll wipers is between 8 and 10°C per FM stand
roughing mill exit, FM entry and exit pyrometer problems: the math FSU–FTS models use directly FMExit, FMEntry and RMExit pyrometers data in its calculations. If any one of the pyrometers malfunctions, the error gets compounded and stored in the temperature adders. It is not uncommon that one or two pyrometers fail at the same time. Periodically the pyrometers are checked against black body radiation source and then are calibrated. A bad pyrometer can give between 60 and 70°C error
Owing to inadequate pressure in the descale pressure system in the roughing mill, some of the scale from furnace is often rolled into the strip. This is possible for bars extracted out of the furnace after a long delay (>0·5 h delay). At the RMExit, the transfer bar is partially blinded by the scale, and the RMExit pyrometer reports lower surface temperatures. The scale on the transfer bar is removed in the finishing SB and in the FM entry descaler. Sometimes the scale goes so deep into the strip, and even FM descaler sprays cannot remove the scale on the strip. The practical evidence to this problem is loose threading in the finishing mill. Finishing mill set-up model sets up the mill based on the temperatures reported by the heat transfer table model which in turn came from bad pyrometers readings. Finishing mill set-up model calculates higher roll force due to lower temperature. In fact, the inner temperature of the transfer bar is hotter than the surface; therefore higher roll force and tighter gap produce more material out of the stand (thinner gauge) and cause loose threading between the stands. This problem can be seen in the FM exit pyrometer measurements. The difference between samples and successive samples can be between 15 and 20°C due to partially broken scale.
In the case of this experiment, the HSM facility uses an FTS math model9 running online in order to calculate the required transfer bar thread speed, required to achieve the desired FM exit temperature, and calculates the strip surface temperature at the exit side of each of six FM stands (F1, F2, F3, F4, F5 and F6 stands).
In this facility, the FM mill entry temperature ranges from 920 to 1090°C, FM entry thickness ranges from 23·0 to 32·0 mm, FM exit maximum speed is 620 m min−1, FM exit temperature ranges from 800 to 900°C, FM exit thickness ranges from 1·5 to 11 mm, FM maximum per stand per unit draft limit is shown in Table 1, FM work roll diameter ranges from 600 to 680 mm, and per stand maximum rolling force is 3000 ton. The %C of strip ranges from 0·020 to 0·860%C. The strip width ranges from 600 to 1450 mm.
Per unit draft limit
Type 1 and type 2 fuzzy logic systems
According to Mendel1 the membership functions characterise fuzzy sets, be they type 1 or type 2.
Type 1 membership functions
A T1 fuzzy set1 A which is in terms of a single variable, x ∈ X is a generalisation of a crisp set. It is defined on a universe of discourse X and is characterised by membership function μ
A(x) that takes on values in the interval [0, 1]. A membership function provides a measure of the degree of similarity of an element in X to the fuzzy set. Such a set may be represented as
T1 fuzzy set
Type 2 membership functions
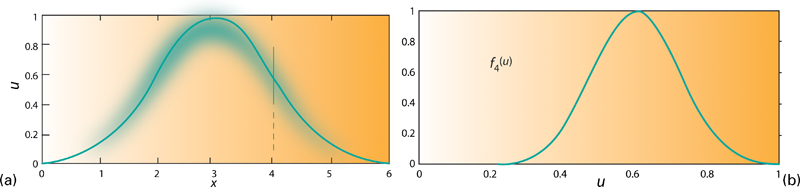
Consider the transition from ordinary set to fuzzy sets. When it is not easy to determine the membership of an element in a set as 0 or 1, fuzzy sets of type 1 are used. Similarly, when the circumstances are so fuzzy that there is trouble to determine the membership grade even as a crisp number in [0, 1], fuzzy sets of type 2 are used.1
A type 2 fuzzy set, denoted by 












Because 






The amplitude of a secondary membership function is called a secondary grade. In equation (5), f
x(u) is a secondary grade; in equation (1), 



IT2 fuzzy interval sets
Type 1 fuzzy logic controllers (FLCs)
Fuzzy logic controllers21 are useful control schemes for plants having difficulties in deriving math models or having performance limitations with conventional control schemes. Error e and change of error e′ are the most used fuzzy input variables in most fuzzy control works, regardless of the complexity of controlled plants. Also, either control input u (PD type) or incremental control input Δu (PI type) is typically used as the fuzzy output variable.
T1 FLCs are both intuitive and numerical systems that map crisp inputs to a crisp output. Every FLC is associated with a set of rules with meaningful linguistic interpretations, obtained from either numerical data, or experts familiar with the problem at hand. Based on this kind of statement, actions are combined with rules in an antecedent–consequent format, and then aggregated according to approximate reasoning theory, to produce a non-linear mapping from input space X 1×X 2×…×X n to the output space Y.
An FLS as the kernel of an FLC consists of four basic elements, the T1 fuzzyfier, the fuzzy rule base, the inference engine and the T1 defuzzyfier. The fuzzy rule base is a collection of rules on the form R I, which are combined in the inference engine, to produce a fuzzy output. The T1 fuzzyfier maps the crisp input into T1 fuzzy sets, which are subsequently used as inputs to the inference engine, whereas the T1 defuzzyfier maps the T1 fuzzy sets produced by the inference engine into crisp numbers.
Interval type 2 FLCs
An FLS described using at least one IT2 fuzzy set is called an IT2 FLS. Similar to a T1 FLS, an IT2 FLS includes IT2 fuzzyfier, rule base, inference engine and substitutes the defuzzyfier by the output processor. The output processor includes a type reducer and an IT2 defuzzyfier; it generates a T1 fuzzy set output (from the type reducer) or a crisp number (from the defuzzyfier). An IT2 FLS is again characterised by If–Then rules, but its antecedent and consequent sets are now IT2 sets.
In the case of the implementation of IT2 FLC,21 there are the same characteristics as that in T1 FLC, but it uses IT2 fuzzy sets as membership functions for the inputs and for the outputs.
IT2 FLC controller by design provides a systematic and efficient framework to incorporate fuzzy information from human experts. It does not require a mathematical model of the system under control. It is a model free approach, and is easy to understand and simple to implement.
IT2 FLC controllers are supposed to work in situations where there is a large uncertainty or unknown variations in plant parameters and structures. The basic objective of adaptive fuzzy controller is to maintain consistent performance of a system in the presence of these uncertainties. In this case the HSM process is an integration of various high non-linear processes, which are time variables, and are characterised by multiple sources of uncertainties, as these generated by:
the variations and miss specifications of physical and chemical material properties
operators
machinery and equipment
sensors, and actuators
normal production scheduling–planned product changes
An adaptive fuzzy controller can be a single adaptive fuzzy system, or it can be constructed from several adaptive fuzzy system blocks22, 23 as shown in Fig. 7. In this application, the parallel structure was selected as shown in Fig. 7a .

Adaptive fuzzy controller can be single adaptive fuzzy system, or it can be constructed from several adaptive fuzzy systems
The universal approximation theorems1,
3,
4,
24 do not indicate how many inputs, what inputs, how many rules and how many fuzzy sets for each input variable must be used to construct an optimal and stable IT2 FLS. Universal approximation theorem implies that by using enough inputs, enough fuzzy sets and enough rules, the IT2 FLS controller can uniformly approximate any real continuous non-linear function to arbitrary degree of accuracy.1,3
–
5 There is an enormous number of possibilities for an IT2 FLS. The design degrees of freedom that control the accuracy of IT2 FLS are: number of inputs, number of rules and number of fuzzy sets for each input variable. According to Mendel,1 if 

On the other hand, if there are p inputs, each of which is divided into r overlapping regions, then a complete type 2 fuzzy logic system must contain p r rules.1 As the resolution parameter increases, the size of the FLS becomes enormous (complex). Particularly in this experiment, there are large regions of the input space that are never seen during the experimental process production; hence, rules are not needed for such regions.
Experimental design is a critically important tool in the engineering world for improving the performance of products and manufacturing processes; therefore statistical design of experiments is used in this application in order to collect only the appropriate data that can be analysed by statistical methods, and that can produce valid and objective conclusions about performance and convergence.
In short, one important way to achieve high resolution and low complexity is to design the IT2 FTS controllers using representative data that are collected for that specific application. This process can be viewed as approximating a function or fitting a complex surface in multidimensional high dimensional space. Given a set of uncertain input–output pairs, tuning is essentially equivalent to determining a system that provides an optimal fit to the input–output pairs, with respect to a cost function.1
The proposed IT2 FTS system adapted by the initial tuning algorithm is able to generalise to certain regions of the multidimensional space where no training data are given; it is able to interpolate the output as non-linear transformations of the uncertain input data.
Interval type 2 FM thread speed controller
Thread speed controller construction
As the first process, the architecture of the IT2 FTS thread speed model for thread speed prediction is established in such a way that the parameters are continuously adapted (tuned) using the steepest descent algorithm.
In order to make valid performance comparisons, the IT2 FTS model uses the same nine critical variables used by the FSU and FTS9 models to calculate the required transfer bar head–end FM thread speed to achieve the desired FM exit temperature. It is not the scope of this experiment to compare the proposed IT2 FTS model against the type 1 FLS.
The antecedents of the IT2 FTS thread speed model are the predicted FM entry temperature x 1, the predicted transfer bar thickness x 2, the target FM exit temperature x 3, the target FM exit gauge x 4, the stand F6 calculated draft reduction x 5, the stand F6 work roll diameter x 6, the stand F6 calculated rolling force x 7, the %C of strip x 8, and the target strip width x 9. They are the same math models inputs used for temperature estimation in most of the HSM industrial sites,9 and they are considered the variables that most influence the FM thread speed.9, 20 For the case of the input variable x 1 its antecedent input space (universe of discourse) is divided into three fuzzy sets; for the case of x 2, its space is divided into two fuzzy sets; for the case of x 3 its space is divided into three fuzzy sets; for the case of x 4 its space is divided into three fuzzy sets; for the case of x 5 its space is divided into three fuzzy sets; for the case of x 6 its space is divided into three fuzzy sets; for the case of x 7 its space is divided into three fuzzy sets; for the case of x 8, its universe is divided into three fuzzy sets; and for the case of x 9, its universe is divided into two fuzzy sets. There is not industrial and real time IT2 fuzzy applications reported in the literature using nine or more input variables.1, 7, 25
Because of the tight tolerance in some HSM performance criteria, with the head end finish thickness error less than 0·06 mm, and the head–end finish temperature error less than 10°C, a higher precision estimation and intelligent adaptive capabilities are required by any process control system used to set up the mill, where the final product not only should achieve precise target characteristics (non-fuzzy characteristics), but also do not present numerical uncertainties.
Currently in some mills, the FSU and the FTS math models9 cannot guarantee the quality of any products which represent <3% of total product mix, unless the production is arranged to group such products in minimum lots of 10 bars. Furthermore, the absolute value of the strip-to-strip thickness change must not exceed 30% of the thickness of the preceding strip. Clearly it is an issue to modern business requiring flexible manufacturing systems capable of rolling a wider gamma of products in shorter lots. The math models9 require at least two or three coils after any strip target gauge, target width or target temperature change in order to properly adapt the so called gauge vernier, width vernier and temperature vernier to compensate the uncertainty generated by the new mill set-up conditions. To compensate this uncertainty the so called gauge–vernier–gauge, width–vernier–width and temperature–vernier–temperature target offsets are added to the first bar rolled with the new target. However, the strip quality suffers and the final product requirements are not reached.
Because of the mentioned conditions, the usage of one fuzzy set per target gauge, one fuzzy set per target width and one fuzzy set per target temperature inputs is required by the proposed IT2 FTS model to achieve the demanding mill flexibility and product accuracy at the first bar immediately after any target change, not until the second or third rolled bar as required by the math model’s parameters adaptation.
The resulting IT2 fuzzy rule size is 8748 rules (3×2×3×3×3×3×3×3×2). The universe of the output (consequent y) is divided into three fuzzy sets. A database management system (DBMS) is used to organise and access the rule bases efficiently, regardless of the complexity of the data.25 In this application, each interval type 2 fuzzy rule is a record of the DBMS capable of manage four billion data blocks (8 kb each block) per single data file, which is loaded into fast access memory known as database buffer cache and large pool cache. There is not work reported in the literature using IT2 system with a fuzzy rule base size bigger than one thousand rules.1, 7, 25
Gaussian primary membership functions with uncertain means are chosen for both, antecedents and consequents. Each rule of the IT2 FTS thread speed model is characterised by 27 antecedent membership function parameters (two for left hand and right hand bounds of the mean, one for standard deviation, for each of the six antecedent Gaussian membership functions), two consequent parameters (one for left hand and one for right hand end points of the centroid of the consequent IT2 fuzzy set), and nine input data parameters (one for the standard deviation of each input value), giving a total of 38 parameters per rule.
Each input of the IT2 FTS thread speed system is modelled as type 1 non-singleton fuzzy sets, of the form










Material type coils
The standard deviation of the noise of each of the eight inputs is initially set as: 








The primary membership function of each antecedent 


By using the calculated mean and standard deviation from measurement of all inputs, the values of the antecedent intervals of uncertainty are established. The initial intervals of uncertainty for variable x 1 are selected as shown in Table 3. Figure 8 shows the initial membership functions for the antecedent fuzzy sets of variable x 1. The values of the initial intervals of uncertainty for variables x 2 to x 9 were selected as shown in Tables 4–11 respectively.
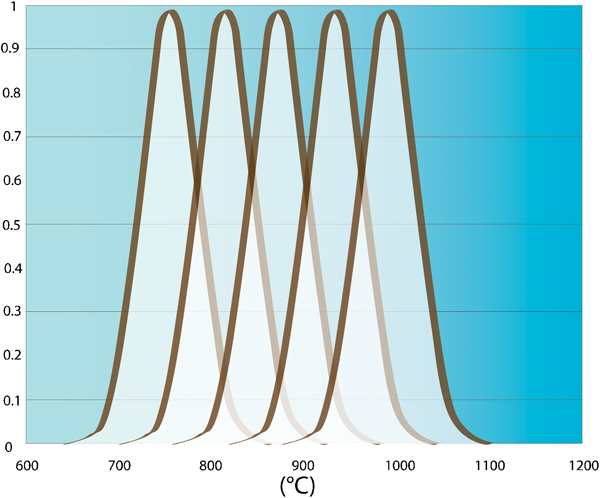
Membership functions for antecedent fuzzy sets of FM entry temperature x 1
Selected intervals of uncertainty for FM transfer bar entry temperature x 1
Selected intervals of uncertainty for FM entry transfer bar input thickness x 2
Selected intervals of uncertainty for FM strip exit temperature x 3
Selected intervals of uncertainty for FM exit thickness x 4
Selected intervals of uncertainty for FM stand draft reduction x 5
Selected intervals of uncertainty for FM stand work roll diameters x 6
Selected intervals of uncertainty for FM stand rolling force x 7
Selected intervals of uncertainty for strip material chemistry x 8: %C
Selected intervals of uncertainty for strip width x 9
The IT2 fuzzy rule base consists of a set of If–Then rules that represents the model of the system. The IT2 FTS thread speed model has nine inputs x
1 ∈ X
1, x
2 ∈ X
2, x
3 ∈ X
3, x
4 ∈X
4, x
5 ∈ X
5, x
6 ∈ X
6, x
7 ∈ X
7, x
8 ∈ X
8, x
9 ∈ X
9, and one output y∈Y, and a rule base of size M = 8748 of the form
The primary membership function 



Initially, only the input–output data training pairs [x
(1):y
(1)], [x
(2):y
(2)], …, [x
(N):y
(N)] are available and there is no data information about the consequents; hence the initial values of the centroid parameters 

Initial thread speed controller adjustment
After the construction of the IT2 FTS thread speed controller, the next process is the off-line supervised adjustment of the system, where the IT2 FTS thread speed model parameters are adjusted using a dataset of N input–output training data pairs, in order to minimise the following training error function 



Bar-to-bar set-up process
The next process, off-line set-up, calculates bar-to-bar the FM thread speed to achieve desired strip FM exit temperature as a function of predicted FM entry temperature x 1, predicted transfer bar thickness x 2, target FM exit temperature x 3, target FM exit gauge x 4, stand F6 calculated draft reduction x 5, stand F6 work roll diameter x 6, stand F6 calculated rolling force x 7, %C of strip x 8, and the target strip width x 9. At the end of set-up, the IT2 fuzzy controller checks predicted thread speed against physical finish mill limits: force limits, power limit, speed limit, draft limits, gap limits and current limits. If there is a limiting condition, the IT2 FTS thread speed controller alarms and it does not executes the next adaptation process.
Bar-to-bar feedback adaptation process
Immediately after the set-up process, the online feedback adaptation process takes place, the IT2 FTS thread speed model adapts bar-to-bar its parameters, minimising the set-up error function




This adaptation permits the model to respond to changing mill conditions. The IT2 FTS thread speed model inhibits feedback if the strip ran out of low and high thread speed limits, or the measured feedback data are invalid.
Figure 9 shows the predicted FM threading speeds by the FTS math based model and by the IT2 thread speed controller. From real production schedule of the same type of coils, 137 type B coils of the HSM industrial facility under the online control of FTS math model, and Fig. 10 shows the measured FM entry and exit temperature.
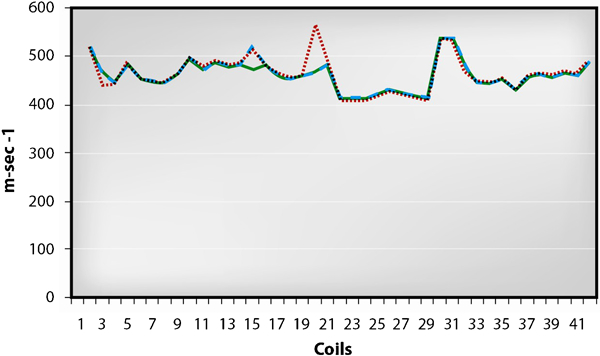
Predicted thread speed by the FTS math-model (…), predicted thread speed by the IT2 FTS thread speed controller (---), and the measured at the F6 exit side for type B coils (—)
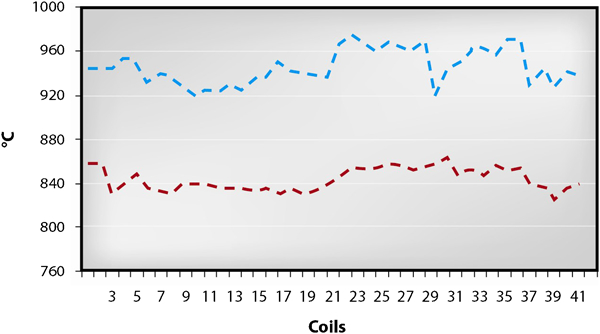
Measured finishing mill entry (upper), and exit surface temperature (lower)
Interval type 2 FM interstand temperature profile controller
Temperature controller construction
The antecedents are the predicted FM entry temperature x 1, the predicted transfer bar thickness x 2, the target FM exit temperature x 3, the target FM exit gauge x 4, the per stand calculated draft reduction x 5, the per stand work roll diameter x 6, the per stand calculated rolling force x 7, the %C of strip x 8, the predicted strip width x 9, and the previously predicted FM strip thread speed x 10, as shown in Fig. 7a . Each IT2 FTS temperature profile model has an additional input: the previously predicted strip thread speed with a universe of discourse divided into three fuzzy sets. The size of each temperature controller fuzzy rule base is 26 244 rules. The universe of the output (consequent y) is divided into three fuzzy sets.
Each rule of the IT2 temperature profile model is characterised by 30 antecedent membership function parameters (two for left hand and right hand bounds of the mean, one for standard deviation, for each of the four antecedent Gaussian membership functions), two consequent parameters (one for left hand and one for right hand end points of the centroid of the consequent IT2 fuzzy set), and ten input data parameters (one for the standard deviation of each input variable), giving a total of forty two parameters per rule.
The membership function for each input of each IT2 FTS temperature profile controller was modelled as type 1 non-singleton fuzzy sets, using the equation (6); where: k = 1, 2, 3, …, 10 (the number of type 1 non-singleton inputs), μ
Xk(x
k) centred at the measured input x
k = x'k. The standard deviation of the inputs was initially set as same as that in the IT2 FTS thread speed model. In the IT2 temperature model the predicted thread speed there is an additional input variable; its standard deviation is fixed as 

The primary membership function of each antecedent 

The values of the antecedent intervals of uncertainty were established using the same values of the IT2 FTS thread speed model input variables. The initial intervals of uncertainty for thread speed input x 10 are selected as shown in Table 12.
Selected intervals of uncertainty for FM exit thread speed of IT2 FTS temperature profile x 10
Each IT2 FTS strip temperature profile fuzzy rule base consists of a set of If–Then rules that represents the model of each system. Each IT2 FTS temperature profile model has 10 inputs x
1 ∈ X
1, x
2 ∈ X
2, x
3 ∈ X
3, x
4 ∈ X
4, x
5 ∈ X
5, x
6 ∈ X
6, x
7 ∈ X
7, x
8 ∈ X
8, x
9 ∈ X
9, x
10 ∈ X
10 and one output y ∈ Y, and a rule base of size M = 26 244 of the form
The primary membership function 



Initial temperature controller adjustment
The next process after the construction of six IT2 FTS temperature profile controllers, one for each FM stand, is the off-line supervised adjustment, where each IT2 temperature profile model parameters are adjusted using a data set of N input–output training data pairs, in order to minimise the following training error function 




Set-up process
The off-line mill set-up, calculates bar-to-bar the surface temperature that the strip has at the exit side of each FM stand as a function of predicted FM entry temperature x 1, predicted transfer bar thickness x 2, target FM exit temperature x 3, target FM exit gauge x 4, per stand draft reduction x 5, per stand work roll diameter x 6, predicted per stand rolling force x 7, the %C of strip x 8, the predicted FM strip width x 9, and the predicted FM thread speed x 10. The output of the IT2 FTS thread speed controller is used directly as the input x 10 of each of the six IT2 FTS temperature controllers. At the end of set-up process, the IT2 temperature controller checks predicted strip surface temperature against physical finish mill limits: force limits, power limit, thread speed limit, draft limits, gap limits and current limits. If there is a limiting condition, the IT2 temperature controller alarms and it does not execute the next adaptation process.
Feedback adaptation process
After set-up process, each of six online IT2 FTS profile temperature models adapts online bar-to-bar its parameters, minimising the set-up error function




The parameters adaptation uses the recursive back propagation mechanism as in the IT2 FTS thread speed controller.
Bar-to-bar this adaptation permits each model to respond to changing mill conditions. Each IT2 FTS model inhibits feedback if the strip ran out of low and high thread speed limits, force limits, power limits, or if the measured or re-predicted data are invalid.
Figure 11 shows the predicted FM temperature profile by the FTS math based model. Figure 12 shows the predicted strip surface temperature by each IT2 FTS temperature profile controller.
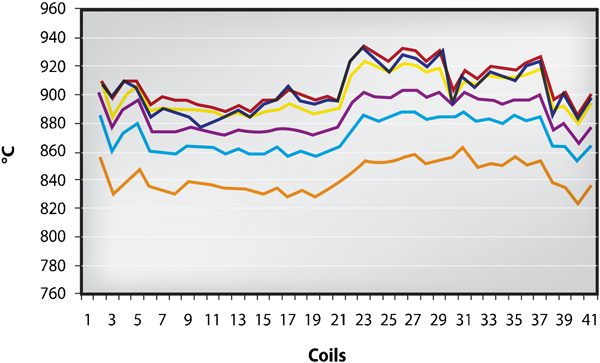
Predicted FM temperature profile by FTS math based model: F1–F6 exit sides
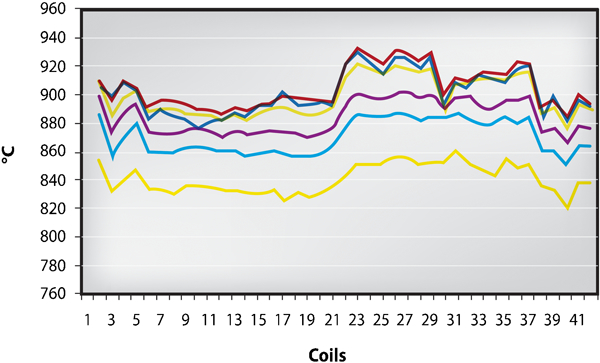
Predicted strip surface temperature by each IT2 FTS temperature profile controller: F1–F6 exit sides
Results and discussion
An IT2 FTS thread speed controller was constructed, trained, bar-to-bar tested and tuned in order to predict the FM threading speed to achieve the desired exit temperature. In addition, six IT2 FTS temperature profile models were also constructed, trained, bar-to-bar tested and tuned to predict the strip surface temperature at each stand exit side, using the FM thread speed predicted by the IT2 FTS thread speed controller. Three different sets of data of three different coil types as shown in Table 2 were taken from a mill. Each of these data sets was split into two sets, training and validation sets. For the case of material type B the training set was composed of 137 data pairs while the test set was of 40 data pairs. Experiments were run for each product type set independently. In the case of the IT2 thread speed controllers were tuned 8748 rules. In the case of each of the six IT2 temperature profile controllers were tuned 26 244 rules.
The performance evaluation for each of controllers was based on the benchmarking1,
7,
8 root mean squared error (RMSE) criteria
Figure 13 shows the RMSE of the IT2 FTS thread speed controller for 40 type B coils after 50 epoch computations.
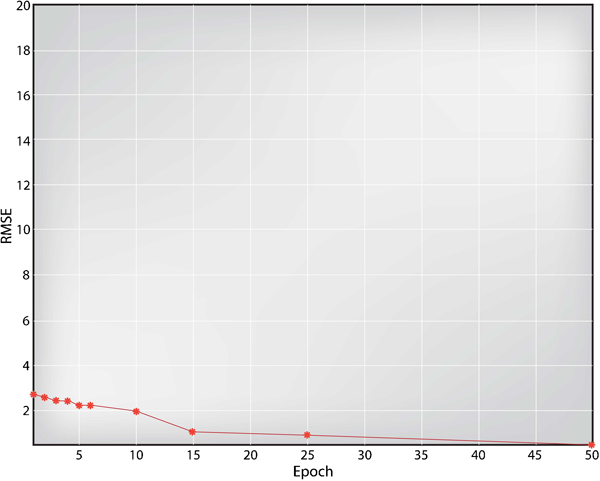
RMSE of predicted IT2 FTS thread speed controller for type B coils after 50 epoch of tuning
The initial value is the RMSE after one epoch of training. Fifty epochs were chosen for display purposes since convergence has already taken place for all the systems and for complete experiment.
As can be seen from Fig. 13, the IT2 FTS thread speed controller converged under real production conditions thus proving experimentally their robustness in this application. These results show the feasibility of the IT2 FTS controllers for this particular industrial application. The IT2 FTS antecedent membership functions and consequent centroids absorbed the uncertainty introduced by the noisy data.
There is no work reported in the literature using IT2 fuzzy logic systems in order to control the FM thread speed to achieve the target finishing temperature and to control the strip surface temperature at the exit side of each FM stand in an HSM.
Figure 9 shows the predicted thread speed by the FTS math model (red), the predicted by the IT2 FTS thread speed controller (green), and the measured (blue) at the FM exit zone for the same type B coils. The predicted thread speed by the IT2 FTS controller predicts the measured thread speed with a minimum error than the thread speed predicted by the math based model.
Figure 14 shows the predicted strip surface temperature at the stand F1 exit side by the FTS math model, the predicted by the IT2 FTS temperature profile controller, and the measured at the stand F1 exit side for the same type B coils. As can be seen in this figure the predicted temperature by the IT2 FTS model presents a lower error than that by the math based model. Figure 15 shows that the IT2 FTS model presents a lower temperature prediction at the stand F6 exit side than the math based model. The IT2 FTS model predicts with an error between −3 and 5°C, as shown in Fig. 16.
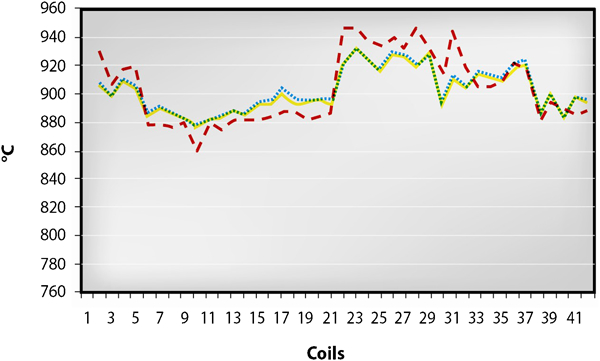
Predicted strip surface temperature at the stand F1 exit side by FTS math-model (---), predicted by the IT2 FTS temperature profile controller at stand F1 exit side (…), and measured at the stand F1exit side for type B coils (—)
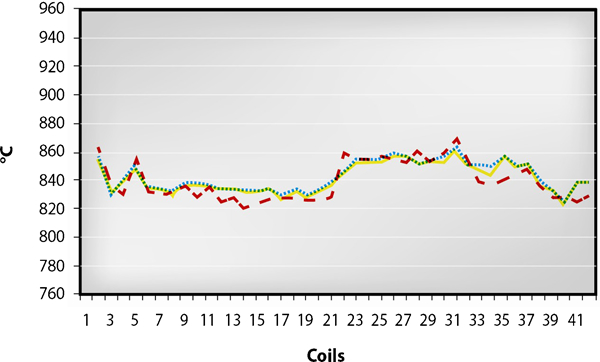
Predicted strip surface temperature at the stand F6 exit side by FTS math-model (---), predicted by the IT2 FTS temperature profile controller at stand F6 exit side (…), and measured temperature at the stand F6 exit side for type B coils (—)
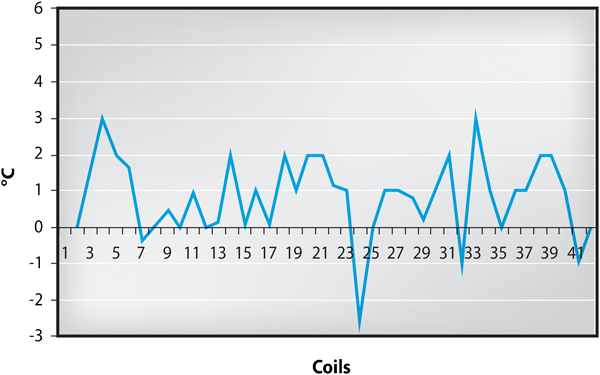
Predicted temperature error (measured minus predicted) by the IT2 FTS model at stand F6 exit side for type B coils
The IT2 thread speed controller has 8748 rules while each of the six IT2 temperatures profile controllers has 26 244 rules. It is possible to reduce the number of rules as part of the design of an IT2 controller; however, in this application the use of the complete number of database rules was selected in order to obtain the greater accuracy because of the product quality requirements of this facility. The usage of C++ language for IT2 fuzzy algorithms implementation, and the usage of a DBMS system (where each fuzzy rule is stored as one record) let this application run fast in a computer server in a real time mode. It is a breakthrough in IT2 systems in real time HSM industrial applications: the usage of a big rule database size accessing all the rules and calculating data for the set-up process and feedback process both in a time less than 1·52 s for the case of the IT2 system of 8748 rules and less than 3·6 s for the case of each of the six IT2 systems of 26 244 rules. On average, the total calculation time taken by the seven IT2 FTS controllers (1·52 s+6×3·6 s = 23·12 s) is less than the 4 min used by the mill to process and produce the target coil.
Conclusions
This paper presents a new application of IT2 FLCs in order to model and to control the finishing thread speed, and the strip surface temperature at the exit side of each of the six FM stands of a hot strip mill.
The IT2 FTS thread speed controller and each of the six IT2 FTS temperature profile controllers absorbed all the uncertainties involved in the strip temperature drop prediction due to conduction, convection, open air radiation, and temperature gain prediction due to deformation and friction, as well as the uncertainties generated by unknown variations in slab material specifications, measurements, physical mill and operational conditions.
Non-linear errors were absorbed by each IT2 FTS temperature profile controllers through bar-to-bar adaptation, avoiding the intensive manual adjustment of conduction, deformation, convection, friction and radiation multipliers, feedback modifiers, temperature adders, and temperature verniers required by several mathematical based models to suit the changing conditions of the mill.
The success of construction, initial training, and bar-to-bar set-up and feedback adaptation of the IT2 controllers is based on the selection and validation procedures of the real input–output data pairs collected from real HSM production, which nowadays is mainly under the control of math models. Greater accuracy is obtained by the IT2 controllers using the complete number of database rules.
The training data set of type B material was composed of only 137 data pairs, containing a minimum of information of the complete rolling spectrum for this material. As can be proved by the results, the IT2 controllers adapted by the initially training process are able to generalise to certain regions of the multidimensional space where no training data were given.
On the other side, the usage of validated data guarantees the stability of the IT2 FTS controllers: validated input–output data in the initial off-line supervised training and in the online bar-to-bar tuning of the IT2 FTS systems. Therefore, the stability of the IT2 controllers depended only on the selected feedback learning rates. In order to avoid unstable behaviour of the FTS controllers, there is the next recommendation based on this experiment: start using low values of the learning gains at the initial tuning process, i.e. 0·0001; after that, increase a little bit its value and observe the system behaviour; if it is stable, continue increasing the value until the best learning high gain value is reached.
As can be seen in the experiment results, there is an improvement in performance of the IT2 FLC over the system based on math control. The IT2 FTS model achieves the better performance based on RMSE and absolute error criteria. Also all the controllers presented asymptotical stability as shown by experimental results, implying that all the developed IT2 fuzzy models can be applied to control the FM thread speed of the transfer bar and to predict the interstand strip temperature profile.
In general, it is believed that the results shown here may motivate further study of IT2 fuzzy logic systems in real time industrial application. Also it is interesting the math study and comparison of the produced performance and stability by both types: the cascade and the parallel architectures.
Footnotes
Acknowledgements
The authors acknowledge the facilities given by Instituto Tecnológico de Nuevo Leon (ITNL), Corporación Mexicana de Investigación en Materiales SA de CV (COMIMSA), Autonomous University of Nuevo Leon (UANL) and Ternium (APM).