
Abstract
The effect of electric potential on the solidification behaviour of mould powder has been studied. It has been found that electric potential induces crystallisation and that the depth of the crystallisation area is affected by the immersion depth of the electrodes. The solidified mould powder without electric potential treatment is glass. The electric potential enhanced mobility is responsible for crystallisation. The viscosity–temperature relationship of moulder powder is affected by the microstructure. The electric potential increases the viscosity and break temperature of a mould powder with considerable fluctuation of the measurements in comparison with that without electrical treatment. An electric potential of 25 V increases the break temperature of mould powder form 1370 to 1397 K. The observation is explained by the existing theories.
Introduction
The application of electric potential during solidification of metals and alloys has been reported to improve the physical and mechanical properties of casts, and is due to microstructure refinement,1, 2 columnar dendrite to equiaxed dendrite transformation,3 porous reduction,4 solute homogenisation5 and phase transition modification.6, 7 Electric potential changes the kinetics and thermodynamics of solidifying materials, and hence affects nucleation8 and growth9 of crystalline phases.
For ceramic and refractory materials, electric potential influences sintering behaviour, and consequently changes melting rate and solidification microstructure of these powders.10 – 12 The crystallisation of glass is found to be affected by electric potential and is found useful in promotion of phase separation in glass making.13, 14
In the steelmaking industry, slags (mixture of oxides and alkalies) are important to control the refractory life and steel cleanness. Electric potential affects the physicochemical properties of the slag/metal interface, such as interfacial tension, wettability between slag and metal phases, migration rate of metal droplets in slag, electrocapillarity and electrochemical reactions.15 – 17 Application of electric potential to moulder powder and refractory ceramic system was found to cause the retardation of the impregnation of aggressive molten powder into MgO–C refractory. 18 18,19 This is attributed to the electric potential induced modification of wettability between mould powder and refractory phases.
In the continuous casting of steel, mould powder controls the horizontal heat transfer from molten steel to the copper mould, and is vital in the improvement of the surface and subsurface properties of as cast semis. Therefore, it is essential to optimise the thermochemical and thermophysical properties of mould powder such as viscosity and crystallisation. There is no report known regarding the effect of electric potential on the thermophysical properties of moulder powder. The electric potential is different from the electromagnetic field. The latter has been used widely in continuous casting of steels, for example, the application of electromagnetism in the meniscus region of the mould for the improvement of surface and internal quality of the steel billets20 and the change of the consumption rate of the mould powders.21 The aim of the present work was to investigate the effect of electric potential on the solidification behaviour of mould powder. The microstructure and thermophysical properties were examined systematically. The mechanisms for the observed phenomena were discussed in the theoretical frame of kinetics and thermodynamics.
Experimental
A mould powder (M1) with the composition listed in Table 1 was decarburised at 1003 K for 24 h. The decarburised powder was then heated to 1723 K and melted in a Pt boat. After 10 min homogenisation, a direct current electric potential of 25 V was applied to the sample which was then cooled to room temperature in a furnace with cooling rate of 10 K min−1 while maintaining the applied electric potential. The schematic diagram of the experimental facility is illustrated in Fig. 1. The same amount of mould powder was processed under the same conditions except without the application of electric potential. The solidified samples were cut, along with the Pt substrates, cold mounted in resin, polished using 6 μm diamond paste and then etched for 40 s in a 2 vol.-%HF.98H2O solution. The etched samples were examined by optical microscope for microstructure identification and by SEM–EDX for composition analysis.
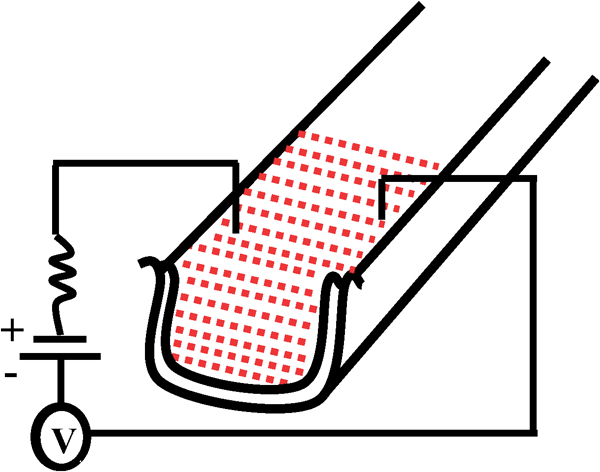
Schematic diagram showing devise for electric potential experiments
Composition of M1 mould powder uncarburised mould powder, vol.-%
The viscosity of the decarburised mould powder was measured with a high temperature rotating bob viscometer using a Pt rotor and Pt crucible. Thirty grams of decarburised mould powder was melted at 1723 K in a Pt dish and then transferred into a Pt crucible for measurement of the viscosity. The viscosity crucible was placed in the viscometer furnace chamber and the solidified powder was remelted at 1623 K. The powder was homogenised for 10 min at this temperature and the dynamic viscosity measurements were carried out at the cooling rate of 10 K min−1 controlled by a computer program. The same viscosity measurement was carried out with the application of a direct current electric potential of 25 V to mould powder from 1673 K to room temperature.
Results and discussion
The appearance of the surface of the solidified samples are demonstrated in Fig. 2. The sample without electric potential treatment shows greenish transparency, as shown in Fig. 2a , whereas the sample that underwent electric potential treatment shows whitish translucent surface on top of the greenish background, as presented in Fig. 2b . The whitening material indicates two possible microstructural transformations. One is the formation of many interfaces which cause the diffraction of light. Another is the formation of white phases or precipitations that reflect light. Further examination by optical microscope of the sample treated with electric potential confirms the existence of dendritic crystals, as demonstrated in Fig. 3. The sample without electric potential treatment is supercooled glass with crystals rarely found. Since the only difference between the examples is the electric potential treatment, it is concluded that the application of electric potential during the solidification of mould powder promotes crystallisation.
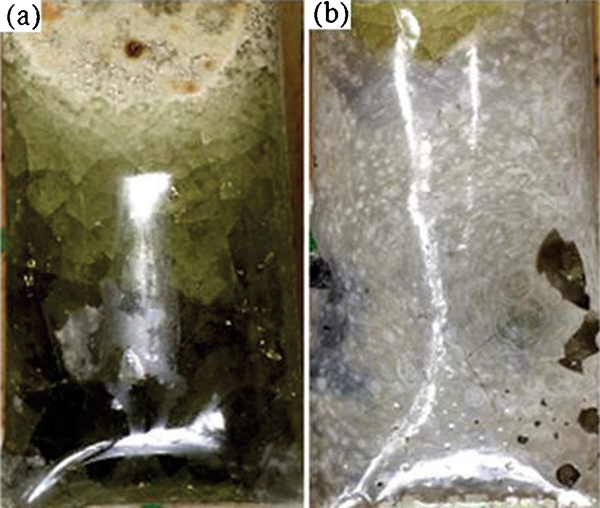
As solidified mould powder a without and b with electric potential treatment
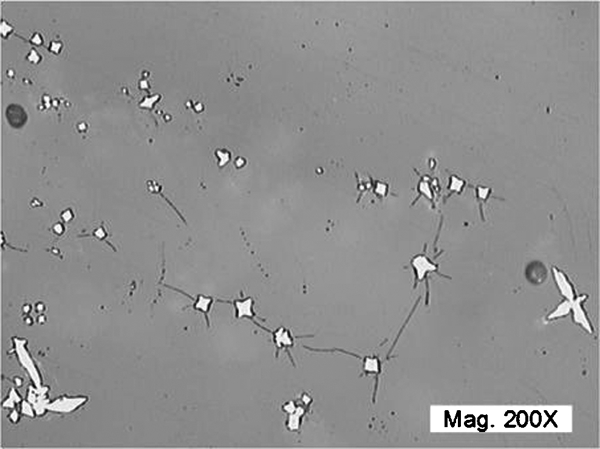
Optical microscope reveals formed dendritic crystals under electric potential
There are two fundamental differences between the solidification of mould powder and alloys in the context of electric potential treatment. The first is that the mould powder solidifies into glass, in the condition without electric potential treatment, while the alloys solidify into crystalline phases. The second is that the electrical resistivity of molten mould powder is smaller than that for solidified mould powder, which is opposite to the electric properties of most alloys. The observed phenomenon of electric potential induced crystallisation can be well explained by those two differences mentioned earlier. The strong glass formability of moulder powder implies the low mobility of atoms. This is due to the complexity of compositions and multiple interactions in mould powder. The low atom mobility prevents crystalline formation because there is not enough time for atoms to move into and occupy lattice positions during cooling. This is not the case for the alloy solidification unless the cooling rate is sufficiently high, such as a rapid quench.22 In the molten state, mould powder is considered as an ionic material. The applied electric potential to molten mould powder enhances the mobility of ions, where the force exerted on the ions is proportional to the gradient of electric potential. When the mobilities of mould powder atoms achieve or exceed the critical values, crystallisation happens. Therefore, one of the major contributions of the electric potential to the crystallisation of mould powder is enhancement of the mobility of atoms of molten mould powders. This mechanism has not been emphasised by earlier works on the solidification of metals and alloys under electric potential. The reason is that the mobility of alloys is not a problem in solidification even without electric potential acceleration. It is worth pointing out that the electric potential enhanced mobility in molten ionic materials is different from the electromigration and electro-acceleration in a solid phase. The electromigration is driven by electron wind or asymmetric shielding effect of electrons.23 The electro-acceleration is related to fast temperature increasing and thermodynamics.24 On the other hand, the second difference between the solidification of mould powder and alloys mentioned earlier makes this study even more interesting. According to our theory developed previously regarding the effect of electric current on microstructure transformation8 and similar theoretical work for conductor explosion under high electric current,25 the applied electric potential will promote the formation of a phase with higher conductivity than that for matrix but prevent the formation of lower conductivity phases. The solid (glass) state mould powder has much lower conductivity than that of the molten state. The applied electric potential will prevent the molten mould powder from solidifying into glass state. This is favourable for crystallisation, because it provides more time for atoms moving into the lattice positions and form crystals.
One point to argue is whether the crystalline mould powder has higher conductivity than that for the glass state. A quantitative calculation for the free energy difference associated with electric potential between glass and crystalline states of mould powder can be carried out when the electrical properties of both states are available. However, this is considered less important in the present situation than the electric potential enhanced atom mobility, because the solidification is dominated by the lower chemical free energy of solid (crystalline or glass) state than that for molten state. The formation of glass or crystalline is mainly controlled by the mobility. The electric potential enhances mobility and promotes crystallisation.
The sample solidified under electric potential was cut along the cross-section and examined by optical microscope. The photograph reveals a clear demarcation between crystallised area and a supercooled glass along the thickness of the sample, as presented in Fig. 4. This explains the observation of a whitish surface on top of greenish background of the sample appearance. The boundary between the crystallised and non-crystallised areas indicates the insufficient enhancement effect of electric potential on atom mobility in the bottom area. The reason is due to the limit immersion depth of the electrodes in the sample. Atoms at the lower part of the sample were exposed to smaller gradient of electric potential because of the longer distance from one electrode to another than those located between electrodes. The mobilities in this area were accelerated less than those between electrodes at surface area. The atoms with mobilities less than the critical value for moving them to the lattice positions will not be able to contribute to the crystallisation. This is very important for steel casting industry because the depth of crystallisation can be controlled by the depth of the electrode in molten mould powder.
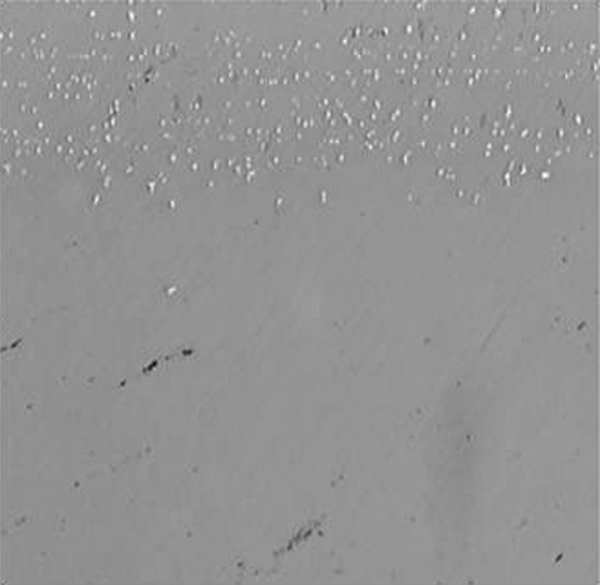
Crystallisation happens at area between electrodes
The microstructure of the sample treated under electric potential has been analysed further using SEM and energy dispersive spectroscopy analysis (EDS). Figure 5 reveals a significant amount of large angular precipitates in the matrix of the sample. These large precipitates were also seen surrounded by small globular and rod shaped particles in some areas. The EDS analysis of different precipitates and the bulk matrix is presented in Table 2. It is noted that the large precipitates are mainly SiO2 rich fluorides containing appreciable amounts of Al2O3, while the small particles, sometimes associated with the large particles, are Al2O3 rich silicates with a very small amount of fluorine. Since the complex analysis of both types of precipitates reveals chemistry very close to one form of cuspidine (Ca4Si2O7F2), it is believed that the precipitation of cuspidine is enhanced by the application of an electric potential. It is not total clear why the formed crystals are with such compositions; however, it is understood from the literature that ionic fluorine helps the diffusional phase transformation.26 This explains the significant larger constitution of fluorine in large angular precipitates (2·21%) than in small globular particles (0·52%) and then the glass matrix (0·05%).
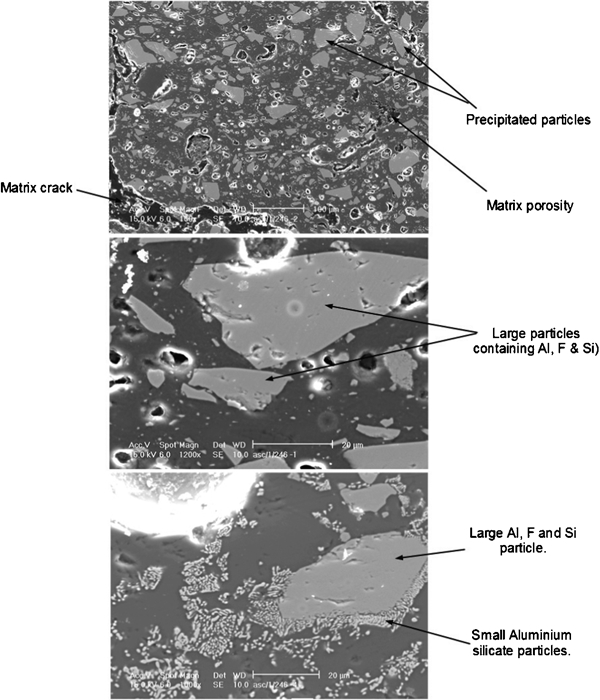
Images (SEM) of precipitated phases in electric treated sample: mainly large Al, F and Si containing particles are observed
SEM-EDS analysis of different particles in the electric treated sample
The surface crystallisation of the mould powder plays a vital role in controlling the metal to mould heat transfer. In the process of continuous casting of steel, mould powders of different viscosity and crystallisation start temperature (often referred as break temperature) are used in casting different steel chemistries (particularly considering %C in steel). This is to control the thickness and uniformity of the initially solidified steel shell near the meniscus and to control the ultimate surface quality of the as cast product.
The viscosity–temperature relationships during the solidification of mould powder with and without the electric potential applications have been measured using a Pt crucible and rotor, as described earlier. The results are plotted in Fig. 6. The kinetic viscosity is increasing as temperature decreases for both cases. However, the viscosity with the application of electric potential shows a faster rate of rise than that without electric potential when the temperature is <1500 K. This is attributed to the electric potential induced crystallisation. As the temperature goes down, more and more fraction of crystal solid is formed and this increases the viscosity.
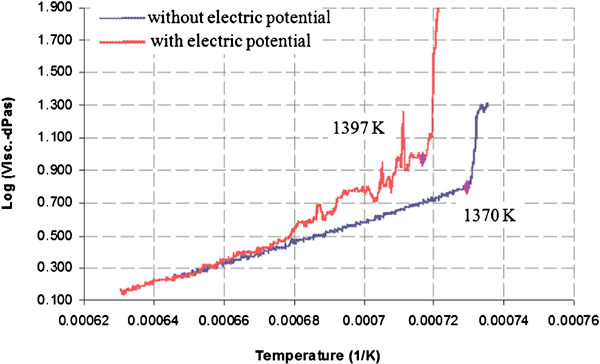
Viscosity–temperature relationship for samples with and without electric potential treatments.
Crystallisation consists of two stages: nucleation and growth. At the nucleation stage, a large amount of tiny particles are formed. The morphology of the nuclei can be approximated as spherical particles. These nuclei will grow when the temperature is decreased. Before the volume fraction of total crystal particles exceeds 1%, the viscosity–temperature relationship is almost linear, and can be described by Einstein’s viscosity equation. After this, and if the crystal particles are spherical, the viscosity–temperature relationship is no longer a linear function but should be described by the Thomas formula.27 As has been demonstrated in Fig. 3 and described earlier, the formed crystal under electric potential treatment has a dendritic morphology rather than being spherical, so the contribution of particle morphology to the viscosity should be taken into account. A previous theoretical work on the modelling of viscosity of semisolid processing can be used to explain the present observations.28 The waviness and the appearance of some spikes with a sudden increase of viscosity in the viscosity–temperature curve for the electric treated sample illustrated in Fig. 6 are the results of the morphological effects. The growing length of dendritic arms forms a network and entrapped liquid between dendritic arms contribute to the viscosity in the same way as solid. The rotation of the rotor in the solidifying system breaking down the network formed by dendritic arms and released some of the entrapped liquid so that the viscosity is reduced. The further cooling causes further growth of the solid fraction and repeats the phenomena so that the experimental curve of viscosity–temperature relationship in the solidification of mould powder under electric potential treatment takes the shape as Fig. 6. Eventually, when the solid fraction reaches a certain amount the viscosity increases dramatically. It can be seen from Fig. 6 that the peaks are higher and higher as the decreasing of temperature, because the thick dendritic arms formed in lower temperature is more difficult to break down by the rotor.29
The break temperatures T br for the treated and non-treated samples from viscosity–temperature curves were also measured and an increase of ∼27 K (i.e. from 1370 to 1397 K) in the break temperature was noted for the sample subject to the electric potential as compared with the non-treated sample.
Conclusions
Electric potential has been applied to the solidification of molten mould powder. The microstructure and viscosities were examined via various facilities and compared with those without electric potential treatment. It has been found that the electric potential induces crystallisation in the solidification of mould powder. The thickness of the crystallisation area can be controlled by the immersion depth of electrodes. The compositions of various crystals formed by electric potential have been examined. The viscosity–temperature relationship of mould powder under the application of electric potential is different from without it. The viscosity of the materials with the formation of crystals is larger than that without crystals, and shows significant fluctuation. The break temperature of the mould powder is increased ∼27 K by electric potential of 25 V. The mechanisms for the observed phenomenon have been discussed by using various kinetic theories.
Footnotes
Acknowledgements
The author would like to express his gratitude to the Tata Steel management for their support in publishing this work. Dr R. S. Qin and Professor Ken Mills from Imperial College, London are gratefully acknowledged for stimulating discussion and kind help.