
Abstract
Waste heat of the blast furnace slag might be recovered in an allothermal coal gasification process to produce an alternative fuel for ironmaking. The effect of heat treatment of brown and sub-bituminous coals mixed with blast furnace slag on the properties of the produced chars was studied. More porous chars were formed at charring in contact with the slag. The development of better porosity in sub-bituminous coal chars was observed in contrast to brown coal, where charring was followed by cracking. Thermal analysis was used to study the behaviour of chars and to derive Arrhenius kinetic parameters for oxidation in air. The behaviour of chars is affected by the simultaneous development of thermally activated oxidation and decomposition processes. Higher volatile ignition temperature for chars produced with slag was observed. The activation energy for the combustion of chars produced with slag was essentially lower, while the pre-exponential factor is higher for chars produced without slag.
Introduction
With 63·7% of the proven reserves of fossil fuels worldwide, coal is the most abundant source of energy.1 However, in 2010, it made up only 29·4% of the world energy consumption, the highest level since 1970. Because coal has large recoverable reserves, during the next 30 years, only 25% of the currently known coal reserves are likely to be depleted compared to 84% of oil and 64% of gas reserves.2
Despite its availability, even in market driven scenarios, the share of coal used to produce energy will decline slowly to an estimated 24% in 2020 and 22% in 2050. However, because coal, when used as a fuel, produces large amounts of CO2, carbon constrained scenarios predict that coal's share in the energy mix might be reduced to as little as 11% by 2050.3
Development of technologies enabling wider application of coal is very important to address the growing disproportion between reserves and consumption of this fuel. Taking into account carbon constrains, the approaches leading to the mitigation of CO2 emissions associated with the use of coal are important.
Rationale for allothermal coal gasification with recovery of blast furnace slag heat
Chemical efficiency of various gasification routes
Gasification of widely available non-coking coals may satisfy the lasting needs of the industry for fuel. The most important gasification reactions are presented in Table 1, although other reactions can be involved because of the variety of carbon feedstock used in gasification. It should be noted that coal gasification processes involve also reactions with complex hydrocarbons as well as with organic and mineral sulphur compounds. However, in order to simplify the analysis, only reactions listed in Table 1 are taken into account in this study to compare different gasification routes.
Gasification reactions, their thermal effect, chemical efficiency and carbon intensity

*In case if the reaction is used to loop CO2 emissions.
Oxygen gasification (shown as reaction I in Table 1) generates heat, while steam and carbon dioxide gasification processes (II and III) are highly endothermic. Coal gasification technologies, where heat is generated from the partial combustion of carbon, are referred to as autothermal. Reaction IV describes the ideal autothermal oxy-steam gasification process.
The chemical efficiency of an ideal carbon gasification process can be estimated as

CO2 emission intensity for various gasification routes
In most applications where coal gasification gas is used, the final gaseous product released to the environment is a mixture of N2, CO2 and H2O, with small amounts of other gases such as sulphur gasification products. In blast furnace ironmaking, for example, within the boundary encompassing combustion of the top gas in stoves, released exhaust contains over 99·9% of these three gases. Therefore, CO2 emission factor (kg CO2 kJ−1) might be estimated as

Ideal 
Reaction III is usually thought of as a link in a complex chain of gasification processes. However, with a source of external heat, which would supply the energy to compensate for the endothermic part of the process, this reaction could be used to loop CO2 emissions. To calculate 


Blast furnace slag as potential hot media for allothermal coal gasification
The feasibility of allothermal gasification depends on the availability of low cost heat; thus, waste heat from metallurgical slags may be a reasonable option. A large blast furnace produces 1800–5000 t of slag per day depending on the gangue in the iron ore, the ash content in solid fuels and the slag regime. The exit temperature of the slag from blast furnaces is ∼1550°C. Usually, the slag is granulated or air cooled and then used in the construction industry. Heat energy of ∼1·8 MJ is lost with every tonne of slag produced, which corresponds to about 3·2–9·0 GJ/day (0·13–0·37 GJ h−1). This amount of energy may cover the needs of allothermal gasification for 290–813 t of coal carbon per day (12·1–33·9 t h−1) and means that one large blast furnace could yield slag in sufficient quantity to sustain the allothermal production of 45 000–125 000 m3 h−1 of gaseous fuel from coal.
Processes for heat recovery from blast furnace slag are being developed by many researchers5, 6 and summarised by Bisio.7 Methods of thermochemical recovery of high temperature waste materials were analysed by Akiyama et al.,8 with the gasification of coal found as a promising application. However, except for two Japanese patents published almost three decades ago,9, 10 a review of the literature found only one research paper by Li et al. 11 evaluating the feasibility of coal gasification with molten blast furnace slag. No work was found evaluating the treatment of coal with slag and the resulting char reactivity.
The effect of coal treatment by hot solid blast furnace slag on the properties of char was studied in this work, with the goal of evaluating an allothermal coal gasification technology to supply ironmakers with an alternative fuel.
Experimental
Materials and methods
The coals used in this study were Ukrainian brown coal from the Dniprovskyi brown coal basin and sub-bituminous coal from the Western Donbass coal basin. These coals are abundant in Ukraine, and greater usage of them would increase the coal’s percentage in Ukraine’s energy balance. Analysis, ash composition and ultimate analysis data for the coals studied are shown in Table 2. Blast furnace slag, with a chemical composition of 35·48SiO2–49·73CaO–6·80Al2O3–6·53MgO–0·38MnO–1·08FeO, from the Evraz Dnipropetrovsk Metallurgical Plant was used in the experiments. Standard petrographic analysis12 of the coals was previously conducted. Reflectance was determined using microscopy13 in oil for polished surface of vitrinite (coal’s organic matter component) in the coals studied.
Chemical composition of coals studied (daf: dry ash free basis; d: dry basis; t: total)
To produce char, coal of size fraction of 1–3 mm was placed in a graphite crucible in the alumina reactor of the vertical furnace (Fig. 1), preheated to 1000°C and then sealed. After the temperature in the reaction zone was equilibrated, the furnace was turned off and cooled until a temperature of 150°C in the reaction zone was reached (∼1 h). To estimate the effect of coal and slag contact on the char properties, coals were mixed with the crushed blast furnace slag (size fraction, 1–3 mm) in equal volume ratio and then charred. Complete devolatilisation was not a target because the charring procedure was designed to produce a material similar to that formed in allothermal gasification technology, where hot dry granulated blast furnace slag is used as thermal media.
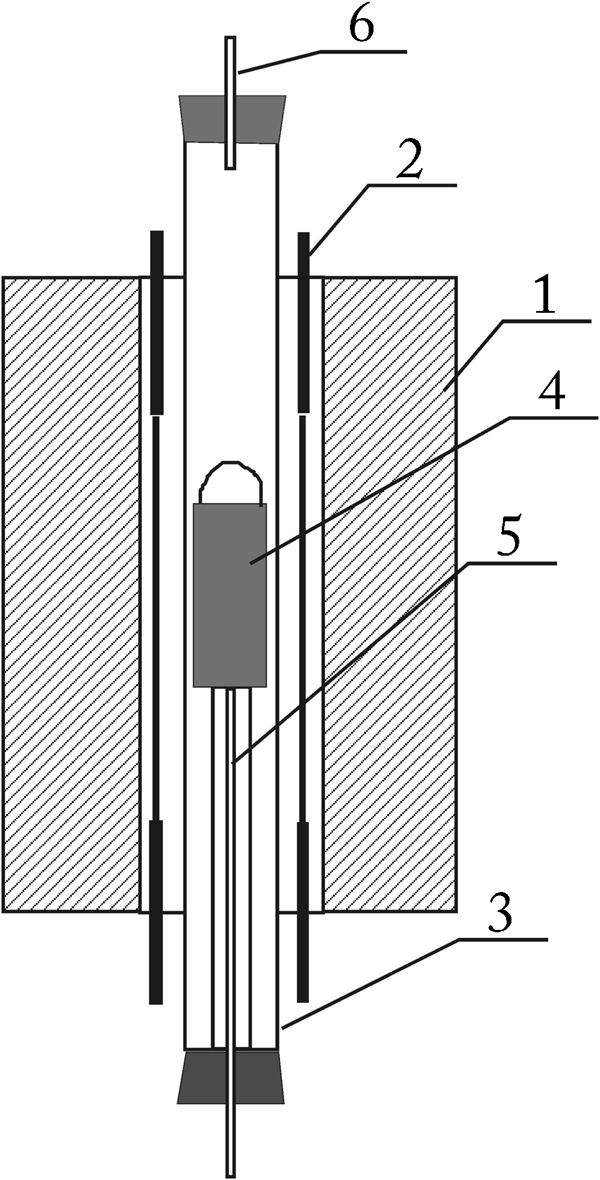
Scheme of furnace and experimental set-up for charring of coals
Graphite crucibles with inner diameter of 44 mm and height of 100 mm were used. With a given fineness of the materials studied and with the gap of 30 mm between the upper surface of the sample and the crucible edge, the latter accommodated ∼100 g of coal or a mixture of 50 g of coal and 40 g of slag. After each experiment, the char was manually separated from the slag and crushed to <74 μm, and representative samples each of 850 mg were taken after coning and quartering for thermogravimetric analyses.
Thermal analyses of chars were carried out on a MOM Q-1500D derivatograph, enabling simultaneous measurement of temperature T, weight change [thermogravimetry (TG)], weight change rate [derivative TG (DTG)] and change of enthalpy [differential thermal analysis (DTA)] in a single sample. In these experiments, the samples of chars were heated to 1000°C in dry air flow at a rate of 100 mL min−1. Calcinated alumina served as the reference material. A heating rate of 20°C min−1 was used in this study, following the recommendation of Sima-Ella et al. 14 on the optimal heating rate in the range of 17–25°C min−1 for TG measurements to assess coal char reactivity.
Cumulative open pore volume after exposure in the tube furnace was estimated using mercury porosimetry for the sub-bituminous coal chars. Owing to the extensive development of cracks, a representative porosity measurement was not possible on the brown coal chars. To support the quantitative analysis of char structure from the microscopy images, ImageJ freeware15 was applied as follows: an 8 bit greyscale image was analysed using a thresholding procedure to discriminate pores, cracks and voids (all referred to below as pores) and the char body. Pores were attributed with a black and char body with white colours respectively; then, the areas occupied by pores in the images were calculated using Color Inspector plug-in software.
Method for kinetic parameters determination
Methodologies for the determination of kinetic parameters of coal combustion and gasification from TG studies have been extensively developed over recent decades. Chemical processes occurred with solid fuel (oxidation/combustion, pyrolysis and gasification) are commonly thought16
–
19 to be governed by the first order Arrhenius law, with the kinetics of this process described as
A simplified equation for non-isothermal conditions14 was applied in the present study as follows
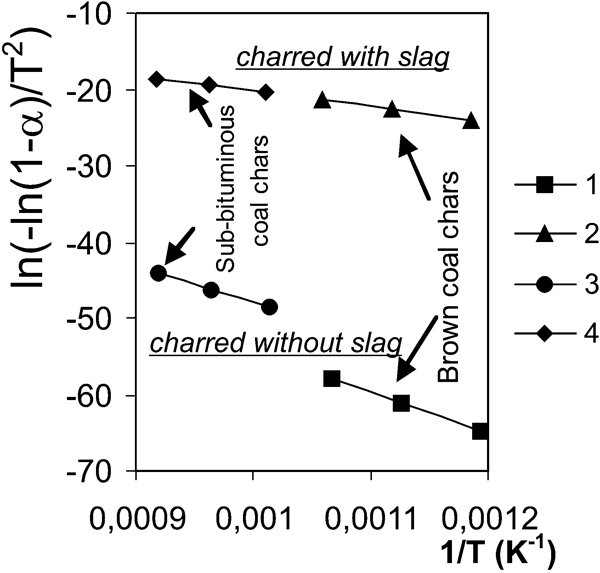
Based on the data for weight loss for a given heating rate, kinetic parameters A and E were estimated from the intercept and slope respectively using a plot of ln [−ln (1−α)/T 2] versus 1/T.
Results and discussion
Petrographic analysis of initial coal
Petrographic composition and reflectance of the studied coals are shown in Table 3, and the microstructures are presented in Fig. 2.
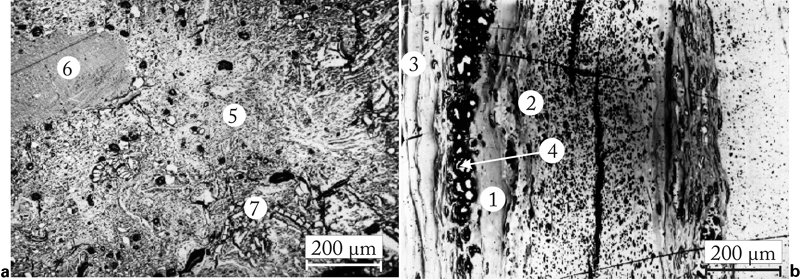
Microstructure of a brown and b sub-bituminous coal (black areas: pores, cracks and polishing defects; reflected light)
Petrographic analysis and reflectance of two coals studied
Macerals (organic matter) of the sub-bituminous coal are identified as vitrinite (Vt), semivitrinite (Sv), inertinite (I) and liptinite (L). High volatile content is determined by the quantity of liptinite (produced from decayed leaf matter, spores, pollen and algal matter) and vitrinite (composed of cellular plant material). The organic matter in the brown coal is composed mainly of components from the huminite maceral group: humotellinite (H1), humodetrinite (H2) and humocollinite (H3). These components have low calorific value, which corresponds to their relatively high oxygen content (Table 2). Liptinite macerals with higher calorific value, as compared to huminites, are also present in the brown coal studied. The higher reflectance of vitrinite in the sub-bituminous coal demonstrates its greater structural metamorphosis compared to brown coal.
Thermogravimetry, DTG and DTA results
The physicochemical behaviour of coal char when heated in an oxidising atmosphere is a very complex process. Phenomena as drying, thermal decomposition, liberation of volatiles and various chemical reactions result in weight loss and thermal effects, some of which may occur simultaneously. Furthermore, oxidation is a complex process itself involving gas phase reactions between the released volatiles and oxygen, and solid char combustion.17 Methodologies enabling the recognition of physicochemical phenomena from thermal analysis diagrams are extensively discussed in the literature.20 – 23
Typical TG/DTG/DTA results, obtained in the present study for the sub-bituminous coal charred with slag, are shown in Fig. 3. Significant weight loss associated with moisture evaporation is observed near 140°C (min. on the DTG curve) with slight endothermic effect (small max. on the DTA curve). Further observed weight loss is followed by the endothermic effect due to liberation of residue volatiles. After 461°C, the weight loss continues; however, the thermal behaviour drastically changes.
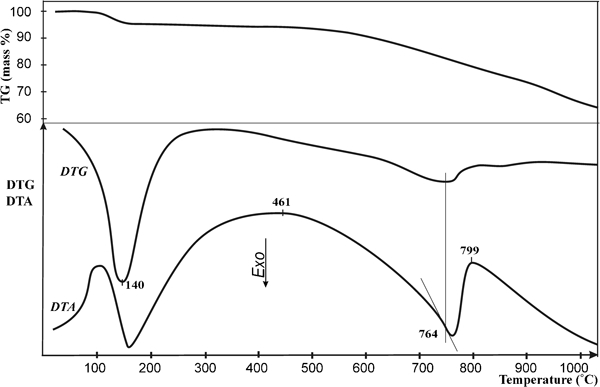
Thermogravimetry, DTG and DTA curves for sub-bituminous coal char obtained with slag: figures at curves are temperature in °C
Reactive events with solid fuel involve homogeneous primary combustion of volatiles and heterogeneous secondary combustion of fixed carbon.24, 25 The lower slope of DTA curves is indicative of homogenous combustion, while sharp DTA peaks correspond to heterogeneous combustion.26 Judging from the form of the DTA curve, homogenous combustion of the volatiles is observed above the temperature of 461°C, which is considered as volatile ignition temperature in the present study. The minimum on the DTG curve at 764°C coincided with the inflection on the DTA curve, which is usually associated with critical physicochemical phenomena. Owing to the sharp form of peak on the DTA curve, weight loss in the given temperature range should correspond to heterogeneous combustion. Therefore, this event is considered as ignition of the char’s fixed carbon in the present study.
Further characteristics of the DTA and DTG curves reflect complex development of the processes of combustion, gasification and pyrolysis. This behaviour was also observed in other samples.
Kinetic parameters were calculated based on the weight loss data within a 20°C range around the char ignition point T i, and results are shown in Table 4.
Kinetic parameters and porosity of coal chars studied
Chars, prepared with slag, have higher volatile ignition temperatures, while char ignition temperatures are quite similar for the same type of coal irrespectively of charring conditions. Differences between the volatile ignition temperatures for chars obtained with and without slag might be induced by deeper conversion of the initial coal’s organic matter in contact with slag, which resulted in the formation of a more porous structure (Fig. 4d and c ; Table 4).
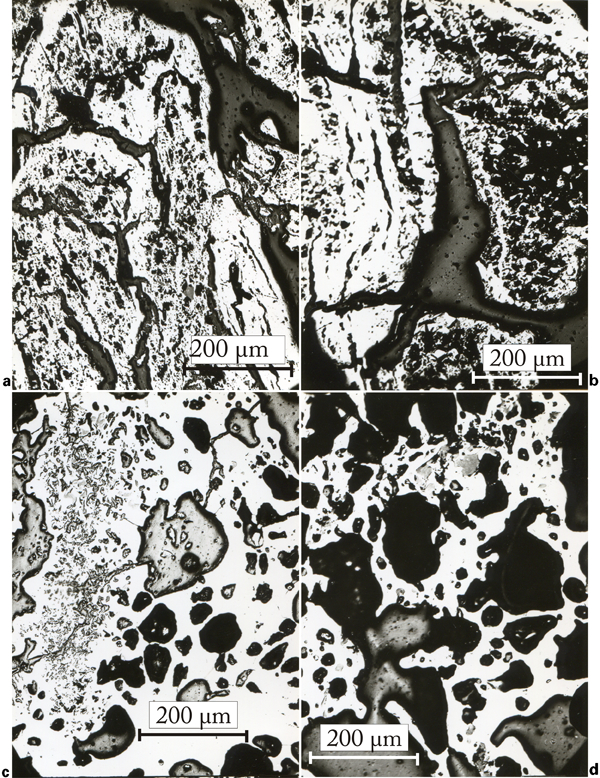
Microstructure of coal chars originating from a brown coal, b brown coal with slag, c sub-bituminous coal and d sub-bituminous coal with slag (reflected light)
It is possible to observe that charring with slag resulted in a more porous structure for the brown coal than with none. However, large cracks are dominating over real pores in this case (Fig. 4a and b ). Development of pores creates larger reaction surface in the integral char particle, while cracking can be followed by disintegration and formation of fines, which is an undesirable event, especially in a fluidised bed gasification process.
The impact of the blast furnace slag on charring can be explained by taking into account the study on the effect of CaO additives on the pyrolysis of sub-bituminous coal by Zhu et al.,27 who determined that calcium oxide catalyses the reactions in a hydroxyl group in coal and causes secondary reactions with primary volatiles, which resulted in increased gas yield. Fracture of alkanes with long chains to alkanes with short chains was also observed when calcium oxide was added. The yield of tars was reduced when coal was pyrolysed with CaO, with the maximum tar yield shifted to lower temperatures. Generally, it was found that CaO catalyses conversion of coal, which affects also the char properties. Taking into account the high content of calcium oxide in the slag used, its similar effect on the conversion of coal during charring in the presence of slag can be assumed.
The activation energies (Table 4) for combustion of chars obtained with slag are lower than for the untreated chars, while the pre-exponential factors are higher for the ‘pure’ chars. This is shown in Fig. 5, where ln [−ln (1−α)/T 2] plots versus 1/T for the chars obtained with slag are located higher but have a lower slope as compared to chars obtained without slag. This difference reflects the influence of charring with slag on the char thermal behaviour. In case of chars, obtained without slag, weight loss during oxidation ought to be more impacted by the simultaneous development of thermally activated decomposition processes. According to the transition state theory, the pre-exponential factor represents the activation entropy and is related to the material structure. Lower pre-exponential factors for chars obtained with slag are in agreement with the greater conversion of the initial organic matter, accompanied by the better developed porosity. Therefore, even though charring with slag is followed by a decreased activation energy of combustion, the reaction rate decreases [ln k (T i) in Table 4]. This means that, for combustion of chars under the conditions of this study, activation entropy dominates over activation energy. The modern thermal analysis methodology stipulates the predominant role of activation energy in reactivity;28 however, the present study does not represent the kinetics of a particular chemical reaction, and the values obtained for the Arrhenius equation are apparent pseudothermodynamic parameters, describing complex physicochemical processes that occurred near the char ignition point.
Similar considerations could also be applied to compare the properties of chars produced from different coals in the same conditions: more metamorphosed sub-bituminous coal has a lower activation entropy (pre-exponential factor), which corresponds to a lower reaction rate, despite having a lower activation energy.
From the results obtained, when blast furnace slag was used as thermal media in coal gasification technology, its role would not be limited to the compensation of endothermic effect for reactions II and III because contact with slag also impacts char properties. It should be noted that, in the suggested gasification process, cold coal is added to the hot slag, which can change charring and oxidation behaviour. In the present work, chars separated from blast furnace slag were studied. In real allothermal technology, slag will be in contact with coal (then char) throughout the entire gasification process. Data on the catalytic effect of CaO on coal reactivity present in the literature29, 30 allow one to assume an even more complex influence of high CaO blast furnace slag on gasification involving the cumulative effect of both reactivity of carbonaceous matter and catalyst phenomena. This, however, requires a separate study.
Conclusions
A growing difference between abundant reserves and limited consumption of coal should be addressed to ensure sustainable material development in the future. Hot blast furnace slag has the potential to be used in allothermal processes to compensate for the endothermic effects of steam and carbon dioxide gasification reactions, thus mitigating or looping CO2 emissions. The effect of treatment with blast furnace slag on the structure and reactivity of brown and sub-bituminous coal chars in air was studied using thermal analyses and optical microscopy. The main results are as follows.
Charring with slag leads to deeper conversion of coals, resulting in obtaining chars with a larger number of pores and cracks. For sub-bituminous coal, better porosity developed in chars was observed in contrast to brown coal, where charring was followed by microcracking in the carbonaceous structure.
Higher volatile ignition temperatures were observed for chars prepared with slag. This might be caused by a greater conversion of organic matter in contact with slag.
The activation energy for the combustion of chars prepared with slag was lower, while the pre-exponential factor was higher for ‘pure’ chars owing to a more pronounced simultaneous development of thermally activated oxidation and decomposition processes.
Footnotes
Acknowledgements
The authors are grateful to I. Korobeinikov, National Metallurgical Academy of Ukraine, for valuable assistance in digital processing of the microscopy images.