
Abstract
The effect of cobalt and aluminium on the austenite to pearlite transformation in superbainitic steel was investigated. Experimental work showed that the transformation rate of pearlitic and the volume fraction of pearlite both were increased by adding ∼4 wt-%Co and 1·5 wt-%Al to the parent superbainitic steel. The addition of cobalt and aluminium to superbainitic steels desirably accelerated the growth rate of pearlitic microstructure and undesirably reduced the interlamellar spacing of pearlite, resulting in hardness higher than that of the parent steel in the pearlitic condition. Nevertheless, the accelerated pearlitic reaction, as a softening process of superbainitic steels before machining/forming, may make the commercial use of these steels more viable.
Introduction
Various high strength steels with an extremely fine carbide free bainitic structure (super bainite) have been developed in recent years.1 – 6 The superbainitic microstructure is normally obtained by isothermal transformation at temperatures in the range of 200–300°C. Owing to the low temperature transformation, it may take up to several days to achieve a fully bainitic microstructure,3 – 7 and such a lengthy thermal cycle severely restricts the industrial application of these steels. Previous work showed that the addition of Co and Al accelerates the bainitic transformation and hence shortens the austenite to bainite transformation time.8
Another drawback in the commercial use of superbainitic steels is their poor machinability and formability. The hardness of fully hardened superbainitic steels can reach up to 700 HV, depending on the microstructures of nanosize bainitic ferrite laths (20–65 nm) and the amount of retained austenite.2, 3 Clearly, such a high hardness makes machining and/or forming extremely difficult; therefore, a softer microstructure (e.g. pearlite) is desirable before machining, followed by a suitable heat treatment to restore the bainitic microstructure in the final component. The effect of cobalt and aluminium on the rate of pearlitic transformation and final microstructure of reaustenitised bainitic steel was investigated in this work.
Experimental
Two bainitic steels, one with and one without addition of 3·87 wt-%Co and 1·37 wt-%Al, were prepared by vacuum induction remelting (see Table 1). After homogenisation at 1200°C for 48 h in a sealed quartz tube containing pure argon, the samples were air cooled. All samples were austenitised at 1000°C with a holding time of 30 min, followed by isothermal transformation at temperatures between 500 and 700°C for different times before being quenched in water.
Chemical composition of investigated alloys/wt-%
A number of metallographic samples were ground and polished using standard techniques and etched in 4 vol.-% nital solution. Optical microscopy and scanning electron microscopy (SEM) were used to examine the microstructures. The volume fraction f V of pearlite was measured by the standard point counting technique.9 The interlamellar spacing of pearlite was measured by the circular test line method.10 The mean true spacing σ 0 was calculated from the mean random spacing σ r using the equation σ 0 = 0·5σ r.11 Ten Vickers hardness tests and 10 measurements of the interlamellar spacing were conducted on each sample, and the corresponding average values are reported in this work.
Results and discussion
The optical and SEM images of the pearlitic microstructure of two alloys both isothermally transformed at 650°C for 1 h are shown in Fig. 1. Alloy 1 (containing Co and Al) has a fully pearlitic microstructure, whereas parent alloy 2 consists of both pearlitic and martensitic grains. The presence of martensite in alloy 2 proves that the sample had contained some austenite before it was quenched; hence, the pearlitic transformation was not completed within 1 h at 650°C. The microstructures of the same alloys, isothermally transformed at 650°C but within much shorter times, are shown in Fig. 2. It is clear that the pearlitic transformation of alloy 1 started in <180 s (Fig. 2a ), whereas pearlite is absent in alloy 2 even after a 600 s holding time (Fig. 2b ). When alloys 1 and 2 were held at a higher temperature and for a longer time (700°C for 5 h), a visible amount of pearlite was observed in alloy 1 (see Fig. 3a and b ). However, the pearlitic transformation did not commence in parent alloy 2, which can be judged by the presence of allotriomorphic ferrite and a large amount of martensite (see Fig. 3c and d ).
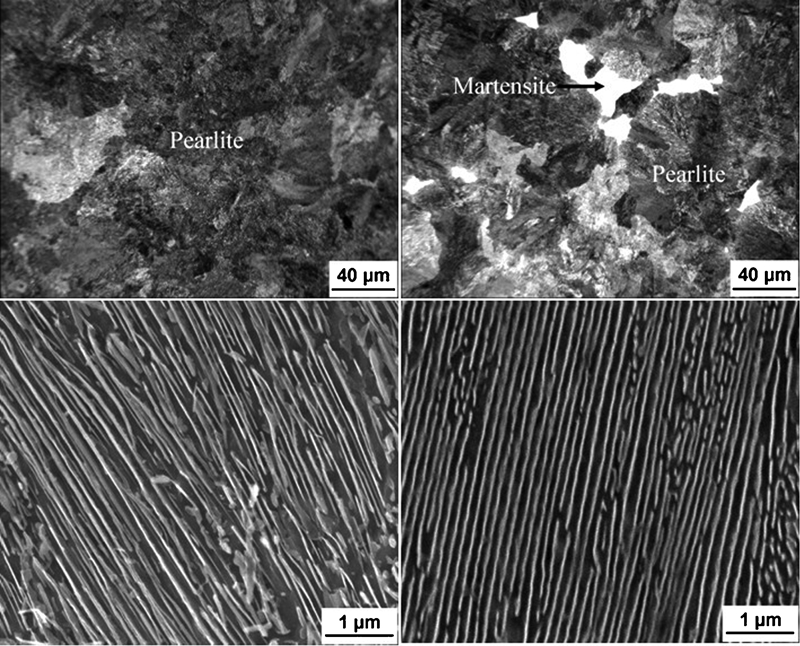
Optical (top) and SEM (bottom) images of alloy 1 containing Co/Al (left) and parent steel alloy 2 without Co+Al (right) after isothermal transformation at 650°C for 1 h: alloy 1 is fully pearlitic, and its interlamellar spacing is considerably smaller than that of parent alloy 2
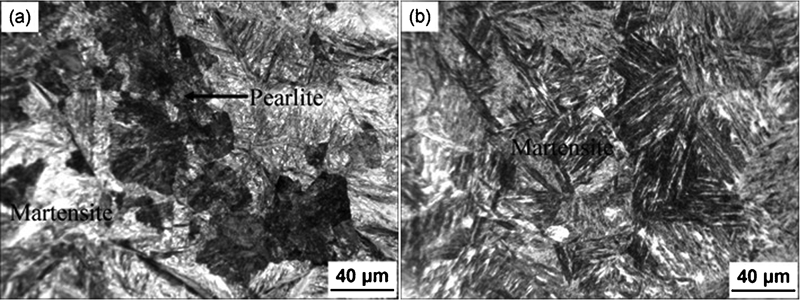
Optical micrographs show isothermal transformation of a alloy 1 containing Co and Al resulted in pearlite formation within 180 s, whereas pearlite is still absent in b parent alloy 2 despite using much longer time of 600 s (transformation temperature was 650°C for both alloys)
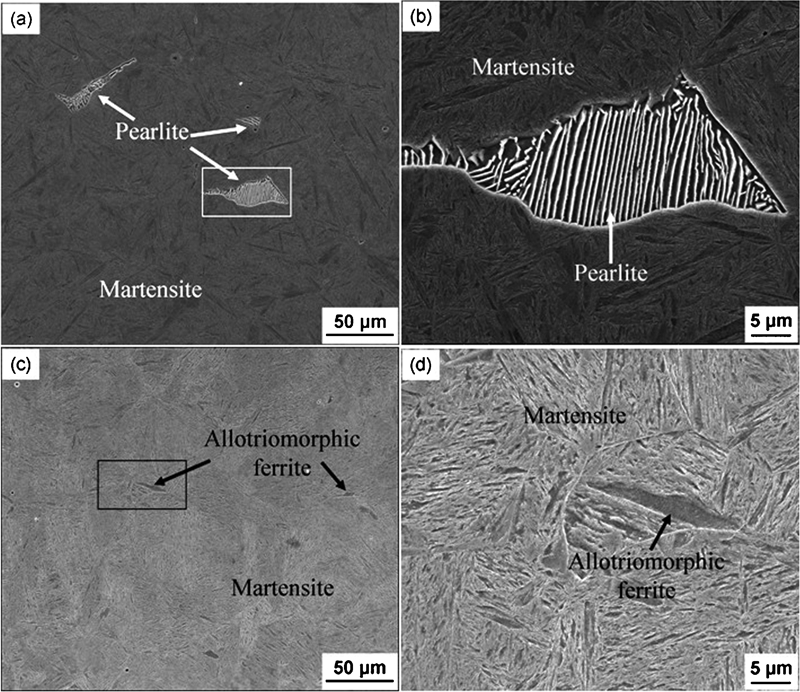
Images (SEM) show a, b alloy 1 with Co and Al contains some pearlite colonies, whereas c, d parent alloy 2 mostly consists of martensite (both alloys isothermally transformed at 700°C for 5 h)
Figure 4 shows that the volume fraction of pearlite increased with increasing isothermal transformation temperature in the range of 500–650°C for both alloys, and the rate of transformation was higher for alloy 1 containing Co and Al than in parent alloy 2. As expected from the transformation rates of alloys 1 and 2, the interlamellar spacing of alloy 1 was much smaller than that of parent alloy 2, i.e. 62 and 134 nm respectively (see Fig. 5). The results of the hardness tests and interlamellar spacing measurements, shown in Fig. 6, are consistent with the observed microstructures of alloys 1 and 2. For instance, alloy 1 with a smaller lamellar spacing had a higher hardness than parent alloy 2 (i.e. 450 as to 378 HV1 with the same transformation temperature of 600°C). Using a higher transformation temperature (i.e. 650°C) reduced the hardness of both steels (356 and 321 HV1). It is expected that the hardness varied linearly with the reciprocal of interlamellar spacing.
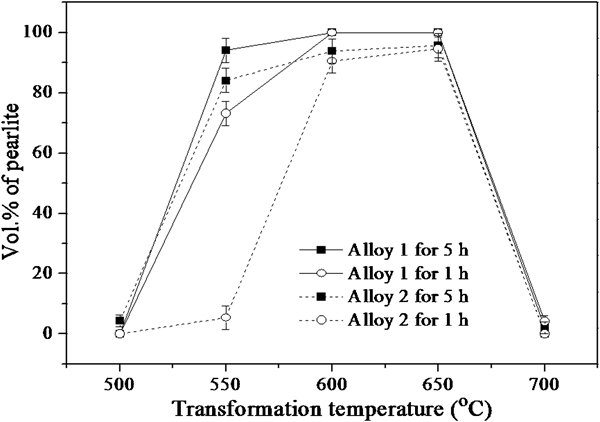
Amount of pearlite as function of transformation temperature and time in alloy 1 containing Co and Al and parent alloy 2
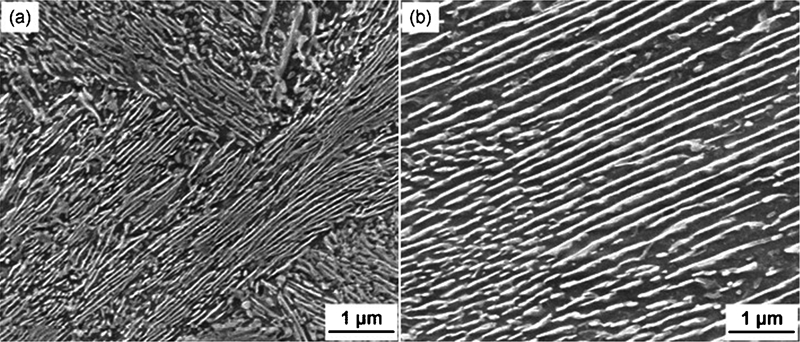
Images (SEM) show pearlite formed at 600°C within 5 h has finer structure in a alloy 1 containing Co and Al than b parent alloy 2
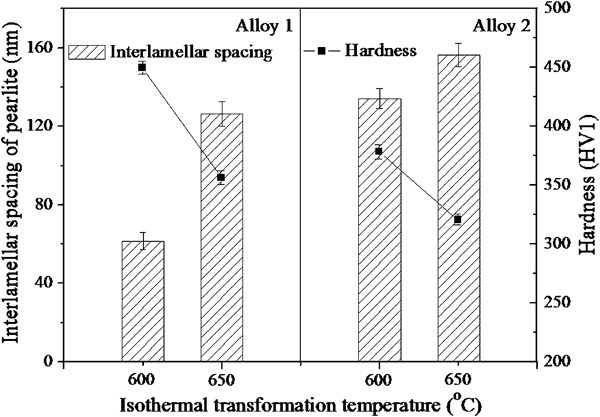
Measured interlamellar spacing and hardness of pearlite formed at different temperatures within 5 h
The outcome of calculated time–temperature–transformation (TTT) curves using MUCG 83.Mod software12 is consistent with the experimental results, confirming the effect of Co and Al on the starting and ending times of the pearlitic transformation in bainitic steels. Capdevila et al. used a neural network model to assess the effect of various alloying elements on the interlamellar spacing of pearlite.13 The model, which was based on the Takahashi equation,14 showed that austenite stabilising elements such as Mn and Ni increase the interlamellar spacing of pearlite. Both aluminium and cobalt increase the free energy change on the transformation from austenite to ferrite, so these elements are ‘ferrite stabilisers’ and hence expected to reduce the interlamellar spacing of pearlite. In other words, the presence of Co and Al destabilises supercooled austenite and thus shortens the starting time of the pearlite transformation. Figure 7 shows that the addition of Co and Al shifts the C curve to the left in the TTT diagram and also reduced the transformation temperature range.15
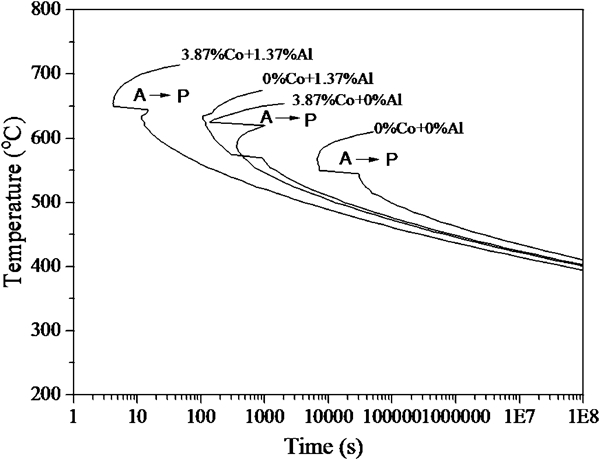
Effect of Co and Al on TTT diagram of pearlite transformation15
It was concluded that the addition of Co and Al to superbainitic steel can substantially accelerate the pearlitic transformation, leading to a smaller interlamellar spacing and higher hardness than that of the parent alloy in fully pearlitic condition (35–70 HV1 harder than the parent alloy in pearlitic condition depending on the transformation temperature). In summary, the addition of Co and Al would be a ‘trade-off’ process, i.e. having a faster reaction at the expense of slightly higher hardness. Substantial reduction in the hardness of superbainitic steels by pearlitic transformation (e.g. from 700 down to 320 HV) would clearly facilitate machining and forming of these steels.
Conclusions
The pearlite isothermal transformation in superbainitic steel at the temperatures between 500 and 700°C was investigated, and the following conclusions were made.
The volume fraction of transformed pearlite in superbainitic steel containing Co and Al was larger than that of the parent steel. It is clear that the addition of Co and Al to bainitic steel accelerated the austenite to pearlite isothermal transformation.
A fine pearlitic microstructure was obtained during the isothermal transformation for the alloy containing Co and Al, and the interlamellar spacing of pearlite was considerably reduced compared to the parent alloy without Co and Al. Expectedly, the hardness of the Co/Al containing steel was higher than that of the parent steel (e.g. ∼35 in Vickers scale when transforming at 650°C).
Substantial increase in the transformation rate of austenite to pearlite (as a premachining softening process) by addition of Co and Al is desirable, but it comes at the cost of increasing the hardness. The use of Co/Al containing bainitic steels may prove beneficial depending on the size/shape of the final products and manufacturing process.
Footnotes
Acknowledgements
The authors (F. Hu and K. M. Wu) gratefully acknowledge the financial support received from China Scholarship Council (CSC), State Ministry of Education (grant no. NCET-05-0680) and National Natural Science Foundation of China and Baosteel (grant no. 50734004). All the authors are grateful to Professor H. Bhadeshia for providing the alloys.
This article is part of a special issue on: Sustainable high temperature metallurgical processes and engineering materials recycling techniques