
Abstract
A new process to recover iron and zinc from electric arc furnace (EAF) dust in a solid state has been developed. It comprises three steps: (1) reduction of dust (<1000°C) using gas reductant with high H2 or CO content; (2) for the solid product of step (1), wet magnetic separation to separate Fe from gangue; and (3) for the condensed fumes collected in step (1), water washing to remove soluble compounds like KCl and enrich and recover the zinc oxide. The performance of this process indicates that four kinds of resources could be obtained, iron rich materials (TFe = 92·3%); enriched zinc-rich materials (ZnO = 83·7%); gangue produced in the wet magnetic separation, which can be used as a building material, and KCl solution. The process is greatly energy saving since it is carried out at low temperature so that sintering would not happen. This means that the iron can be separated directly by physical methods which avoid crushing and grinding.
Introduction
A large amount of dust is generated during the electric arc furnace (EAF) steelmaking process. It has been classified as a hazardous material due to its high heavy metal content and needs special treatment to recycle/recover materials from it.1 – 3 Up to now, pyrometallurgical treatment has been accepted as one of the most promising methods,4 and its greatest advantages are considered as: (1) iron oxides can be reduced to their metallic form; (2) volatile metal elements such as zinc and lead can be removed by evaporation, which make it possible to reuse these materials after the proper separation with the gangue;5, 6 and (3) oxide residue (slag) could be inert to the environment.7, 8
Consequently, some pyrometallurgy treatments such as the Waelz rotary kiln process and Inmetco rotary hearth furnace process were developed and gained some practical application.9, 10 However, the common characteristics of these processes are that coal is used as the reductant and the temperature is higher than 1300°C. The direct results of such a high temperature are a molten state and a complex mineralogical product structure where the α-Fe particles are mixed with gangue. Therefore, post-treatment such as crushing and grinding is necessary to separate iron from gangue, which is energy consuming.11 – 15 In addition, both the Waelz and Inmteco processes blow air/O2 into the reactor to combust the coal; thus, combustion and reduction occur in the same reactor, resulting in a metallisation of 75% maximum.
The reduction of metal oxides in dust is a typical gas–solid reaction where the kinetics is significantly determined by diffusion especially at relatively higher temperature; hence, the particle size tends to play a great role. Research has shown that the size of EAF dust is very small, 1·0–10 μm,16, 17 providing large surface area for gas–solid reduction.
Figure 1 shows the phase diagrams of Fe–C/H–O and Zn–C/H–O respectively, calculated by the FactSage program. As can be seen, discounting kinetic effects, the reduction of iron oxides to metallic Fe and zinc oxides to metallic zinc can be simultaneously realised at temperatures below 1000°C as long as the content of H2/CO is higher than 80% in the gas phase. One of the great advantages of this treatment is that at this temperature, no molten materials are produced; thus, metallic Fe can be easily separated from gangue by use of magnetic selection (or from density differences), and zinc resources can be recovered in the condensed fumes.
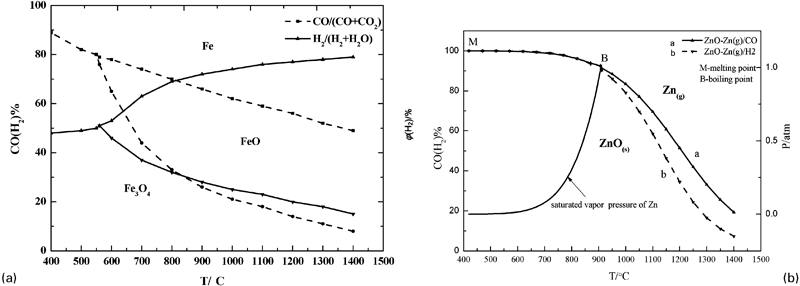
Equilibrium gas compositions of reduction of iron oxide and zinc oxide by H2 and CO at different temperatures at standard state: curves a and b are thermodynamic equilibrium curves of direct transition from ZnO(s) to Zn (ZnO(s)–Zn(g)) by CO or H2
Based on these observations, a new process of recovering Fe and Zn resources from EAF dust under non-molten state was developed, which includes three steps: reduction by using gas with higher content of H2/CO, wet magnetic separation, and the enrichment of zinc in the condensed fumes. One of the final products, Fe bearing magnetic material, is expected to be directly used in steelmaking or as industrial pure iron due to its high Fe grade and extremely low gangue content. The process can be expected to be energy saving since it is carried out at low temperature and it avoids crushing, grinding and separating Fe from gangue.
In this paper, the performance of this process treating industrial EAF dust on a laboratory scale is introduced, and the effects of influencing factors are discussed, together with its application prospects in the future.
Description of proposed process
The schematic of the proposed three stage process is shown in Fig. 2:
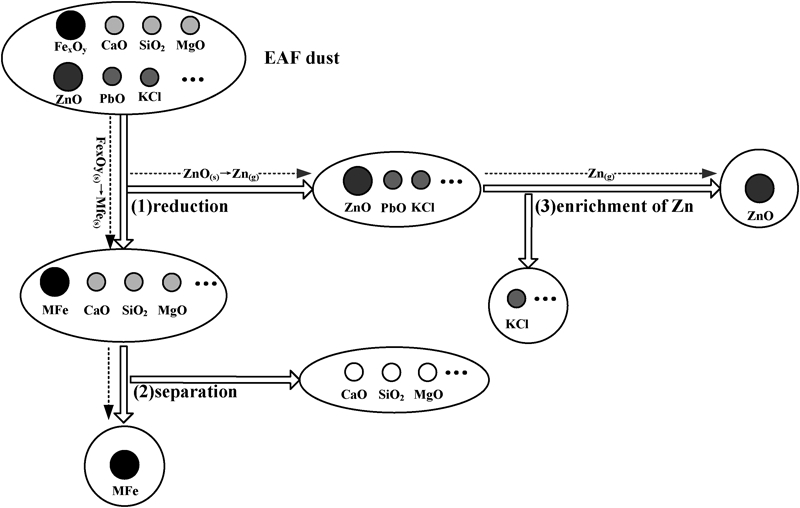
Schematic of proposed process
reduction of dust by using H2 or CO gas. The temperature is controlled below 1000°C, and the reducing gas is either pure H2 or pure CO. Here, iron oxides and zinc oxide are reduced to their metallic forms
separating Fe from gangue. For the products of the first step, wet magnetic separation and density separation are used to separate Fe from gangue. This can be easily carried out since the products are solid
recovery and enrichment of zinc in the fumes. The reduction of ZnO(s) to Zn(g) is achieved during reduction step 1. The metallic Zn in the fumes reoxidises to ZnO on meeting oxygen in the atmosphere, and is then condensed. Water washing can be used to remove the soluble compounds like KCl.
Experiment and discussion
Sample
The EAF dust sample was taken from dry dust extraction device in Tianjin Pipe (Group) Corporation (Tianjin, China). The chemical analysis, XRD, XRF and size distribution analysis indicate that: TFe and Zn contents of EAF dust are about 37·5% and 10·3%, and the dust also contains other elements such as Ca, Si, Mg, Al and Mn. The iron mainly exists in the form of Fe3O4 and Fe2O3 and the zinc in the form of ZnO. The size of dust particles ranges from 0·3 to 2·55 μm with a mean value of about 1·0 μm.
Reduction of dust in solid state
Apparatus
Figure 3 shows the schematic diagram of the apparatus for reduction. Ten gram of dust was placed in the alumina crucible which was kept in the constant temperature zone of the tube furnace. Before heating, pure N2 was introduced into the reaction tube, then on reaching the target temperature with a heating rate of 25°C min−1, pure H2 or CO gas is introduced (pure CO was generated by passing pure CO2 over solid carbon). After holding for a specified time, the H2 or CO gas was turned off and the sample was cooled in the furnace under a N2 atmosphere. The weight loss of the sample was recorded, and the metallic Fe and metallic Zn contents were obtained by chemical analysis.
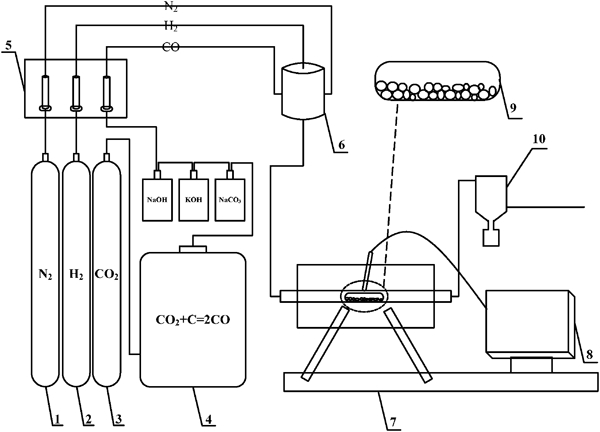
Schematic of experimental apparatus for reduction: 1, nitrogen source; 2, hydrogen source; 3, carbon dioxide gas source; 4, gas reforming unit; 5, flowmeters; 6, gas mixing chamber; 7, resistance furnace; 8, control cabinet; 9, crucible; 10, dust removal device
Experimental conditions
Determination of gas flow
A dust fluidisation experiment was conducted to determine the appropriate gas velocity to use in the reduction tests. The dust was placed in the gas distributor and N2 was introduced into the bed. Gas velocity was increased to attain fluidisation and then decreased to zero. The schematic apparatus and the velocity–pressure drop curve obtained are shown in Figs. 4 and 5 respectively. Compared to common size dust, this ultrafine EAF dust’s fluidisation characteristics consist of channelling, slugging, cracking and agglomeration fluidising. The results showed that this kind of dust could achieve the fluidisation equilibrium state when the crack speed reached 0·132 m s−1. Therefore, the gas velocity of the reduction experiment was determined as 0·012–0·024 m s−1 (diameter of tube is 30 mm; gas flow is 0·5–1·0 L min−1), which was far less than the crack speed of dust. It means that the dust would not be moved by gas flow during the further reduction experiment.
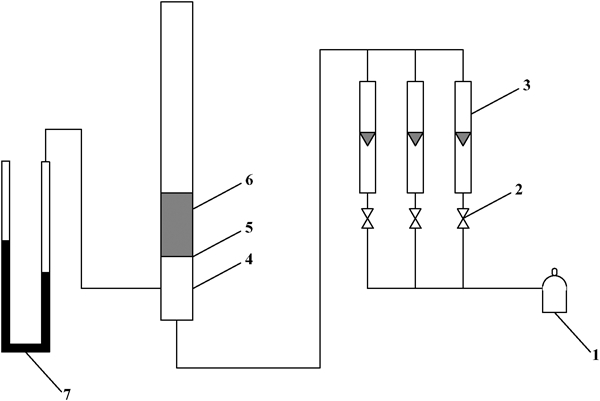
Schematic of experimental fluidisation apparatus: 1, N2; 2, pressure reducing valve; 3, flowmeter; 4, pregas distribution chamber; 5, gas distributor; 6, bed; 7, pressure gauge; the diameter of apparatus is 50 mm
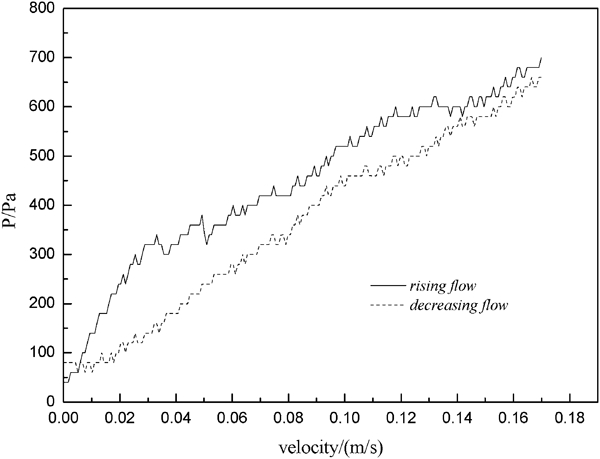
Velocity–pressure drop curve of EAF dust
Determination of reduction temperature and time
In order to get the desired control level for reduction temperature and time, some experiments were carried out where pure Fe2O3 and ZnO (1·6–2·1 μm) powder was used and pure H2 used as reductants (Fig. 6). As can be seen, when the temperatrue is higher than 700°C, more than 90% of Fe2O3 can be reduced to metallic Fe when the time exceeds 1 h. In the case of zinc, a desired reduction (>90%) can be obtained at temperature higher than 900°C and duration longer than 2 h. Accordingly, in the followed experiments for treating dust, the control ranges of reduction temperature and time were determined as 900–1000°C and 1–4 h respectively.
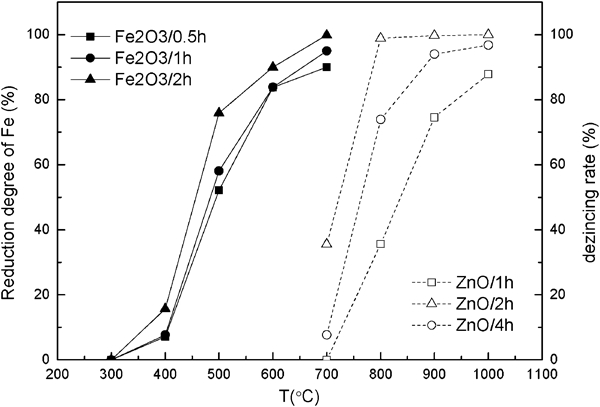
Results of reduction of pure Fe2O3 and ZnO
Determination of experimental conditions
The reduction of dust at non-molten state was studied under these parameters. The influencing factors considered are temperature (marked as A), time (marked as B), and atmosphere (marked as C), and their controlling levels were shown in Table 1, where Y 1 and Y 2 represent the metallisation ratio of Fe and dezincing ratio, respectively. Table 2 showed the designed experimental schedules based on L 12 (3×22) orthogonal table.
Influencing factors and their controlling levels*
*Y 1 = MFe%(1)/TFe%(1), Y 2 = 1−[Zn%(1)×m (1)]/[Zn%(0)×m (0)]. M (0): the mass of sample before reduction experiment; m (1): the mass of sample after reduction experiment; i%(0): content of element i before reduction; i%(1): content of element i after reduction.
Experimental arrangement and results*
*The third row is set aside to estimate the interaction of A×B, and the rest fifth–seventh rows are used as error term (e).
Table 2 also shows the experimental results corresponding to different schedules. As can be seen, at the temperature between 910 and 1010°C, under pure H2 and CO atmosphere, the metallisation of Fe and dezincing are higher than 90% and 97% respectively.
Results
Based on the statistical method, variance analysis was carried out by separating the total variation into two parts; the variation caused by factors and variation caused by error. An F-test was performed to assess the significance of the factors. In Table 3, SS is the dispersion, which can be expressed by equation (1)


Variance analysis results
Figure 7 shows the effects of atmosphere, temperature and time on Y 1 and Y 2. As can be seen, a higher Fe metallic and dezincing rate were obtained under a CO atmosphere rather than H2. Because the reaction rate constant when using CO as the reductant is greater than using H2, CO can be seen as a better reductant from a kinetic perspective. Thermodynamically, H2 gives a stronger reducing ability. Increasing temperature and time increased the metallisation of Fe and the dezincing rate. For instance, at 1000°C under CO for 2 h, the average Fe metallisation and dezincing rate were 97·9% and 100% respectively.
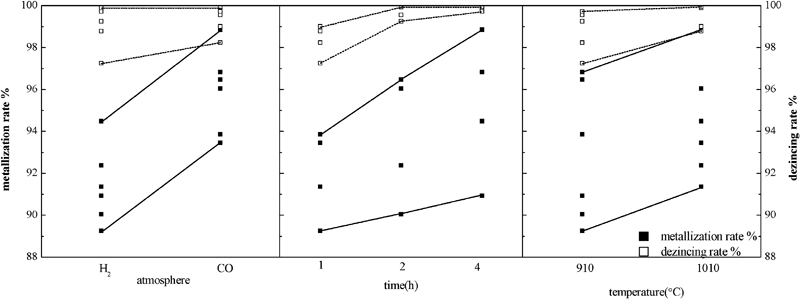
Effects of factors on target variable
Morphology of product after reduction experiment
The particle size distribution of the product after reduction is shown in Fig. 8b , which is very similar to that of the original EAF dust shown in Fig. 8a . Figure 9 shows a micrograph of the reduction product obtained at 900°C by using H2 and CO respectively. The particle size of reduction product was 1 μm, and no ‘iron whiskers’ appeared. Ref. 18 showed that iron whiskers were formed only when the iron oxide size reached 100 μm. However, the diameter of the Fe2O3 in dust is just 1 μm, and the CaO, SiO2 and other gangue can prevent touching between iron particles; hence, iron whiskers would not appear during the reduction of iron oxide to iron. This suggested that no sintering happened and the whole reduction process occurred in the solid state. The reduction product had high dispersion and was easy to separate, which means that metallic Fe can be easily separated from gangue by using of magnetic selection (or via density difference).
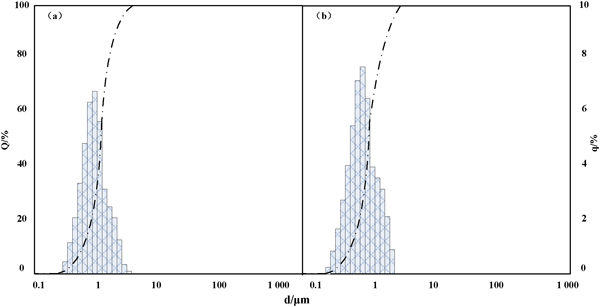
Particle size distribution of product before and after reduction
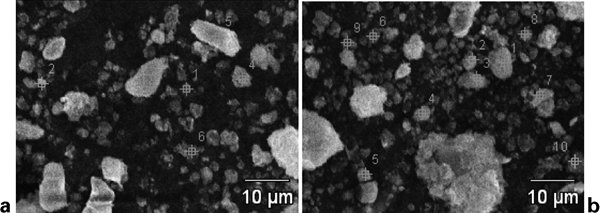
Morphology of product after reduction experiment
Separating iron from gangue
Considering that the properties such as density and magnetic susceptibility of the iron and gangue are significantly different (the densities of iron and gangue are 7·85 and 3·5 g cm−3 respectively, and their susceptibilities are 7·0×10−2 and 2·5×10−9 m3 kg−1 respectively), together with the ultrafine size and surface tension, a simple wet magnetic separation was applied to separate iron from gangue with the aid of buoyancy and hydrodynamic force of water medium. The schematic of the wet magnetic separation apparatus is shown in Fig. 10.

Schematic diagram of wet magnetic separation: G, gravity; B, buoyancy; f, viscous force; F
mag, magnetic force;
The wet magnetic separation apparatus consists of beaker, glass stick and a permanent magnet. The product after reduction and 500 mL water were put in the beaker on top of a permanent magnet (50 mT). The solution was stirred for 3 min which caused the magnetic particles to drop to the bottom of beaker. The turbid liquid was poured out and the process repeated six times until the water was clear (the water after filtering can be reused). The two final products, gangue materials (in solution) and the iron rich magnetic materials in the beaker bottom, were dried, and the TFe, metallic Fe and Zn contents were analysed by chemical analysis. The chemical composition and SEM analysis of the products were shown in Table 4 and Fig. 11 respectively.

Morphology and EDS of two final products
Chemical composition of two final products
As can be seen, after simple magnetic separation, the iron rich material is about 70% of the products after reduction, while the non-magnetic is about 30%. In the magnetic materials, the contents of TFe and metallic Fe are 92·3% and 85·5% respectively. Further, the two final products gave extremely low Zn content (less than 0·1%).
Recovery and enrichment of Zn in condensed fumes
The reduction of ZnO(s) to Zn(g) can be achieved during the reduction step, and the zinc escapes in the gaseous phase. The dry collection device (Fig. 3) was used for recovering the zinc bearing fumes, which mainly contains the zinc oxides and some other volatile materials such as KCl. Owing to the high solubility of KCl in water, a water washing was carried out. The XRF and XRD analysis results for the products before and after water washing are shown in Table 5 and Fig. 12 respectively. As can be seen, after water washing, the zinc rich product contains 85%ZnO and 7%PbO, which means that the zinc oxide was enriched and recovered, together with high purity KCl solution.
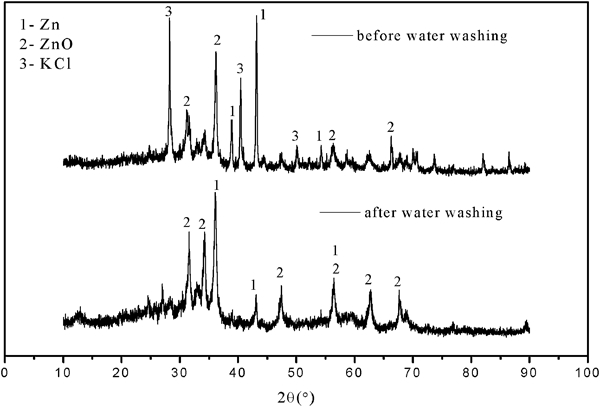
XRD pattern
XRF analysis result of zinc bearing fumes before and after water washing (wt-%)
Mass and energy balance analysis of process
Figure 13 shows the morphology changes of the dust during the process. The mass balance analysis for this process based on the experimental results is shown in Fig. 14.
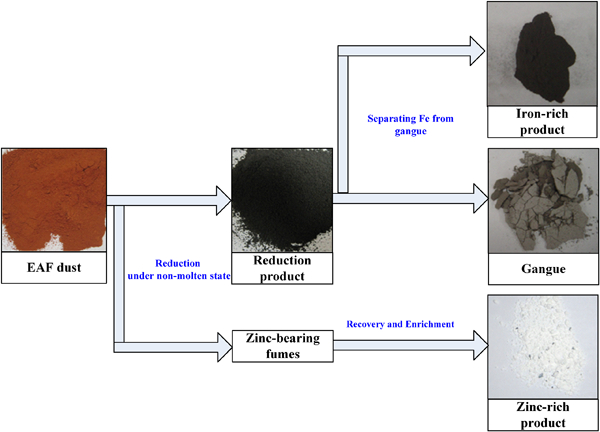
Dust morphology change during processing
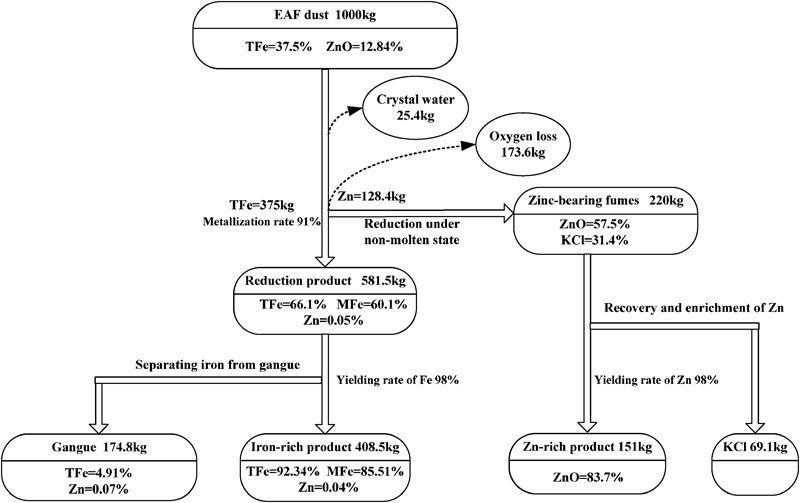
Mass balance of proposed process for treating EAF dust
As can be seen, when 1 t dust was treated, 581·5 kg iron bearing product (TFe = 66·1% Zn<0·05%) and 220 kg fumes (ZnO = 57·5%) can be obtained after reduction under solid state. Following wet separation, 408·8 kg iron rich product (TFe = 92·3%) and 174·8 kg gangue (TFe = 4·9%) can be obtained. The two final products gave extremely low Zn content (less than 0·1%). In total, 151 kg zinc rich product (ZnO = 83·7%) and 69·1 kg KCl are produced by recovery and enrichment of the fumes.
It suggested that by using this treatment, four kinds of resources could be obtained: highly iron rich material with TFe = 92·3% and MFe = 85·5% (about 51% of the initial EAF dust); enriched zinc material (ZnO = 83·7%) (∼19%); gangue produced during wet magnetic separation, which can be used as building material (∼22%); and a high purity KCl solution (∼8%). Thus, almost all of the EAF dust can be converted into resources.
Most importantly, this process is energy saving since it is carried out at low temperature. Compared with the Inmteco or Waelz processes, this process needs less than 781 MJ to treat 1 t of dust, which is shown in equation (2)
Conclusions
A new process to recover iron and zinc from EAF dust under solid state conditions was developed. It includes three steps: reduction under relatively lower temperature, wet magnetic separation and water washing (zinc enrichment).
A high degree of reduction of iron oxides to metallic iron can be realised by pure H2 or CO gas at low temperature (<1000°C). The average metallisation of Fe reaches 95% without sintering.
In treating 1 t of dust, 410 kg iron rich product (TFe = 92·3%), 151 kg zinc rich product (ZnO = 83·7%), 175 kg gangue (TFe = 4·9%) and 69·1 kg KCl can be obtained.
This process is energy saving since it is carried out at a temperature low enough to keep all the materials used in a solid state.
Footnotes
Acknowledgements
This work was supported by the National Natural Science Foundation of China (no. 50704004).