
Abstract
Reduction experiments of carbon containing pellets made from metallurgical dust were conducted under a weak oxidising atmosphere in the temperature range of 1348–1573 K. Analysis of kinetics and the reduction mechanism revealed that the rate determining step of the reduction of the pellets is the interfacial or local reaction with the activation energy 111·66 kJ mol−1. The reduction rate can be expressed by the McKewan equation 1−(1−R)1/3 = kt. In addition, temperature is an important factor influencing the reaction rate as dezincification and metallisation increase with the increased temperature. The amount of dezincification and metallisation could be up to 97·8 and 79·9% respectively at 1573 K compared to a minimum of 75·3 and 60·2% at 1348 K.
Introduction
With the rapid development of the steel industry in China, treatment of metallurgical dust from iron and steel plants as a secondary resource is of increasing interest. Treatments for metallurgical dust include sintering and direct reduction.1 As dust contains a high content of harmful elements such as zinc, potassium and sodium as fine particles, this adversely affects the sintering process. Of the direct reduction processes, the rotary hearth furnace (RHF) has been well developed in recent years and has been applied in some Chinese companies such as Ma Steel and Rizhao Steel. The process is shown in Fig. 1. The advantages are the full utilisation of carbon and effective recycling of zinc while removing potassium, sodium and other harmful elements.
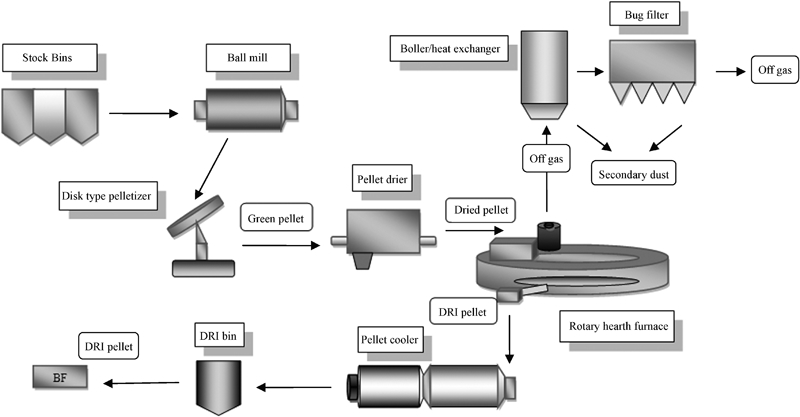
Rotary hearth furnace process
Reduction studies of carbon containing pellets by previous researchers indicated that the process is by indirect reduction, with the reduction rate being controlled by the interfacial reaction or local reaction. Temperature and the flow speed of the non-reducing gas have a significant influence on the reduction rate of iron oxide in the pellets. The reduction rate of zinc oxide is mainly controlled by the diffusion of the gas phase, and the atmosphere has little influence on the volatilising rate of zinc and lead in the pellets.
There are several kinds of dust with a high content of carbon in steel plants, such as BF gas mud (dust collected from the BF off-gas wet Venturi dust trap) and the dust collected from mine and coke sieves (dust from the dust collecting fans on the top of mine and coke sieves), which can be directly reduced by the carbon contained in the dust without adding additional carbon. In previous studies, attention was mainly paid to the metallic elements in the dust and the use of additional coal or coke powders. There are limited studies on the reactions of carbon in the dust, and no studies have been reported about the reduction mechanism of carbon containing pellets with the dust as the only raw materials. In addition, the heating source of the reduction reaction of carbon containing pellets is mostly from the combustion of high temperature gas, resulting in a weak oxidising atmosphere after combustion. Inert atmosphere conditions were mainly studied in the previous research.2 – 6
In this paper, the gas composition for the experiments was selected according to the industrial air/fuel ratio for gas combustion in an RHF. Investigations on the reduction kinetics of the carbon containing dust pellets were carried out under a weak oxidising atmosphere. By analysing the weight reduction and the degree of reduction of the pellets, the possible rate determining steps (RDSs), including gasification of carbon, diffusion of the gas phase, interfacial reactions and local reactions, etc., were investigated in order to determine the reduction mechanism of carbon containing dust pellets in the weak oxidising atmosphere.
Material properties
The raw materials for the experiments were provided by Ma Steel. They are BF gas mud, BF dust 1 (collected from mine and coke sieves), sintered dust, BF gravity dust, BOF mud and BF dust 2 (BF cast house dust). Their chemical compositions are shown in Table 1. It is shown that the contents of iron (TFe) of BF dust 2, sinter dust and BOF off-gas dust are relatively high, and the contents of carbon (C) of BF gas mud and BF dust 1 are high. By adjusting the ratio of raw materials with a high content of iron and carbon respectively, an appropriate ratio of the content of iron and carbon in the pellets can be obtained according to the requirements for raw materials of RHF to achieve a complete reduction of iron oxides with high valence in the pellets.
Chemical composition of raw materials (wt-%)
*Collected from mine and coke sieves.
†BF casthouse dust.
‡Gravity dust comes from BF off-gas collected by gravity dust separator.
The pellets were prepared by mixing the selected raw materials in predetermined amounts, drying and artificially pelletising with additional water. The pelletiser is of disc type with a diameter of 1000 mm, a side height of 200 mm, a declining angle of ∼45° and a rotation rate of 17–18 rev min−1. The water content in the green pellets was ∼8%. The total time for pelletising was 12 min including 2 min for the formation of mother pellets, 8 min for growing them and 2 min for compression. The diameter of the pellets was 12–15 mm, and the chemical composition is shown in Table 2.
Chemical composition of green carbon containing pellets (wt-%)
Experimental
The experimental device is shown in Fig. 2. A SiC resistance furnace was used for heating with a maximum working temperature of 1673±2 K. The accuracy of the TGA electronic balance is 0·1 mg. Data were collected every 6 s by computer. The reactor is made up of two parts. The gas enters the reactor via the external part, and then after being preheated, the gas flows into the reactor from the bottom of the inner part.
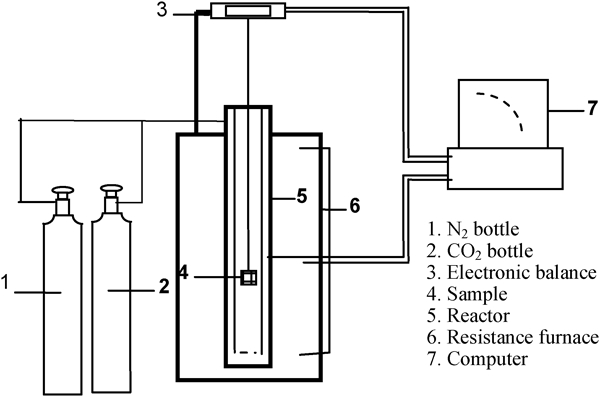
Schematic of experimental apparatus
The normal working temperature of the RHF is 1473 K; therefore, the chosen temperatures in the experiments are 1348, 1423, 1498 and 1573 K. According to the theoretical calculation of the air/fuel ratio, the volume ratio of N2 and CO2 is ∼93/7, and their flowrates are 14·0 and 1·0 L min−1 respectively.
After the temperature in the reactor reached the preset value, the mixed gas of N2 and CO2 was introduced, and the temperature was kept constant for 30 min. Then, the basket was hung under the electronic balance and the balance reset. Two pellets were put into the basket and moved into the reactor, and the data collection procedure started. When the weight of the pellets stabilised, it was considered that the reduction reactions were completed and the test was stopped.
The pellets were removed, and the contents of the metal iron (MFe), total iron and zinc were determined by chemical analysis. The phase composition of the pellets was analysed by scanning electron microscope (JSM-6510 A) and X-ray energy dispersive spectrometer analyser (JSM-6510 LA).
Results
Reduction
During the reduction of carbon containing dust pellets, reduction of zinc oxide also occurred; thus, zinc could be removed from the dust as it is easy for the produced zinc to be gasified. The main composition of reduced carbon containing dust pellets was analysed by chemical analysis methods. The degrees of metallisation (R
m) and dezincification (R
Zn) of the pellets were calculated according to

Metallisation (R m) and dezincification (R Zn) of pellets after reduction (%)
Phase analysis
After the reaction, the pellets were mounted in resin and polished to expose the circular section across the centre of the sphere and analysed by scanning electron microscope (SEM) and X-ray for the energy spectrum analysis. As shown in Fig. 3, at 1348 K, there are many coral reef-like holes in the microstructure of the pellets, which are caused by the volatilisation of volatile components and the gasification of carbon. Owing to the low temperature, metal Fe cannot be observed, but it has actually formed according to the chemical composition shown in Table 3. The amount of voids is much less at 1423 K than at 1348 K, and metallic Fe has appeared but is not easy to observe. At 1498 and 1573 K, white, off white and greyish black phases appeared. Six points were selected from the figures of 1498 and 1573 K for the energy spectrum analysis, and the results are shown in Fig. 4. It can be inferred that the white area in Fig. 3 is the metallic Fe. The greyish black area has a complicated composition that is the slag phase. The off white area is mainly composed of elements Fe, O and low level Mg. Therefore, this off white area is mainly wüstite. As the temperature increases, FeO is reduced to metallic Fe, which enters the white area. Therefore, the off white area is much smaller at 1573 K than at 1498 K, and the white and greyish black areas are larger at 1573 K than at 1498 K.

Micrographs of pellets after reaction
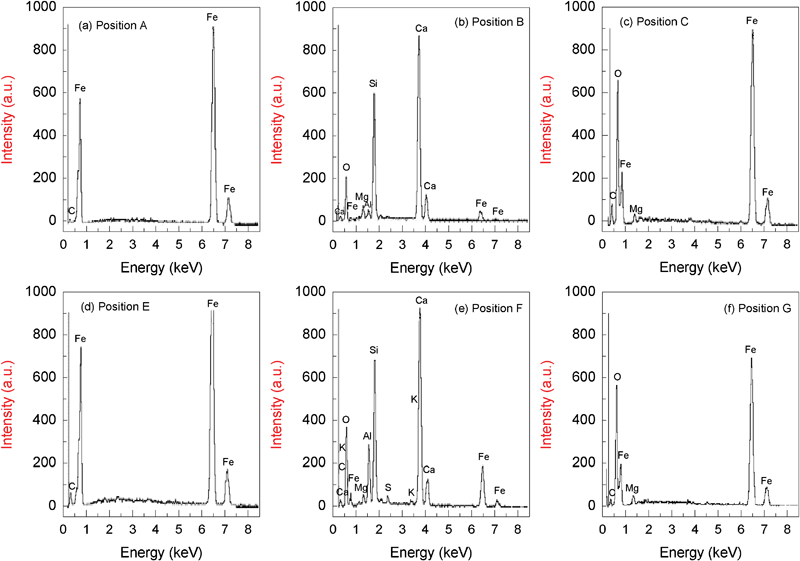
Energy spectra of six positions from Fig. 3c and d
It is concluded that temperature is an important factor for the growth of metallic Fe in the pellets. It is very hard to observe Fe with the electron microscope at 1348 and 1423 K; however, at 1498 K, large areas of sheet or strip shaped crystals of Fe began to appear. At 1573 K, the areas continued to grow to form a large area. In addition, no Zn was discovered by the energy spectrum analysis, which is consistent with the results shown in Table 3, indicating that Zn has almost been removed at 1498 and 1573 K.
Weight loss rate analysis
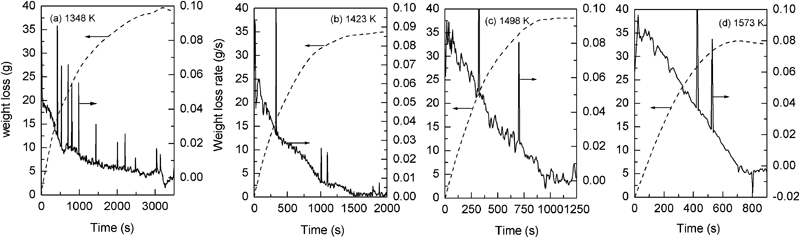
Figure 5 shows the weight loss and weight loss rate of pellets with temperature. Weight loss was rapid at first and then declined as the reaction proceeded. It can be inferred from Fig. 5 that the reaction times of the pellets are approximately 600, 875, 1000 and 1500 s at 1573, 1498, 1423 and 1348 K respectively, which indicates that temperature has a key influence on the reaction time. Figure 5a is different from the others. After 1500 s, the weight loss rate was almost stable, caused by the low temperature and the slow rate of reaction. At 1500 s, the reduction and reoxidation of the pellets were almost in equilibrium, and the weight loss is mainly due to the volatilisation of volatiles, so the reaction time is ∼1500 s at 1348 K.
Weight loss of pellets during reduction
The main reaction in carbon containing pellets at high temperatures is the reduction reaction, and the reacted fraction R is defined as follows
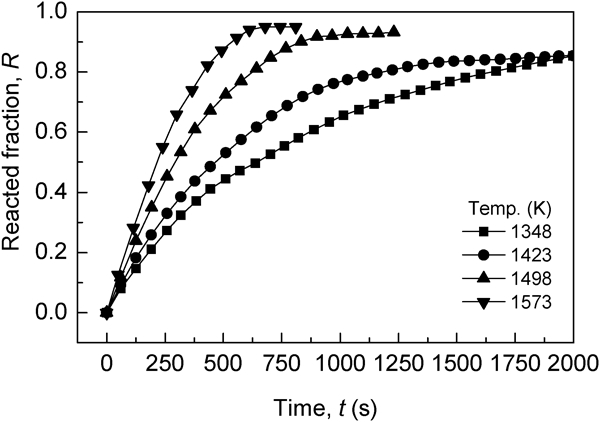
Relationship between time and temperature during reduction
Dynamics analysis
Basic principles
The main reactions in the carbon containing pellets under the weak oxidising atmosphere are as follows



Assumptions on the reduction process of carbon containing dust pellets in a weak oxidising atmosphere are as follows. First, the effect of the diffusion of volatiles in carbon containing dust pellets on the reduction process is ignored; second, the effect of reduction reaction of iron and zinc oxides on the whole reduction process is considered, and the other reactions are ignored; and third, there is a uniform distribution of particles of chemicals inside the carbon containing pellets.
The reduction process of carbon containing dust pellets is a gas–solid reaction and a two-way gas–solid reaction, that is, the simultaneous occurrence of the internal gas–solid reaction and the gas–solid reaction between pellet and external gas.8, 9 The main reaction process includes:10 – 13
the external gas diffuses through the boundary layer of gas–solid to the particle surface
the gas diffuses through the porous solid product layer of iron to the boundary layer of FexOy–ZnO
in the reaction interface, CO gas reacts with FexOy and ZnO, and CO2 is generated
the reoxidation of FexOy−1 by CO2 occurs
CO2 reacts to the solid carbon with the production of CO
CO2 goes through the porous solid product layer of iron to the surface
CO2 diffuses through the gas–solid boundary layer to the gas phase.
The corresponding process is shown in Fig. 7.
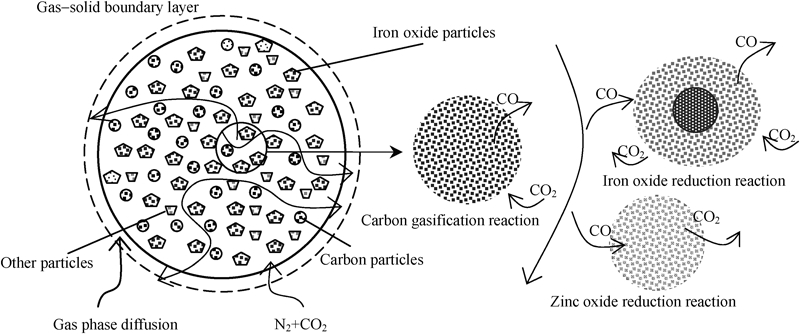
Schematic of reduction mechanism of carbon containing pellets in weak oxidising atmosphere
Based on the above analysis, it is suggested that the possible RDSs during the reduction process of carbon containing dust pellets include:
gasification of carbon
diffusion of gas between the solid particles
the interfacial or local reaction.
Analysis of dynamics under possible RDSs
The experimental data were analysed by different models with the assumed RDS.14 If the gasification of carbon is the RDS, the rate of reduction reaction can be expressed following the rate of gasification of carbon as follows
Kinetic analysis with carbon gasification as RDS
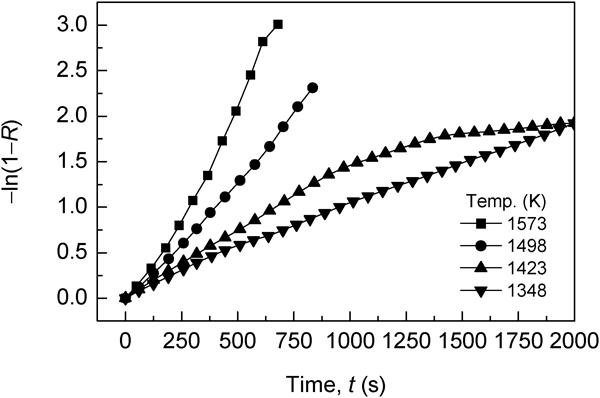
If the reduction of carbon containing dust pellets is controlled by the interfacial reaction or local reaction, the rate of reduction can be expressed by the corresponding McKewan equation
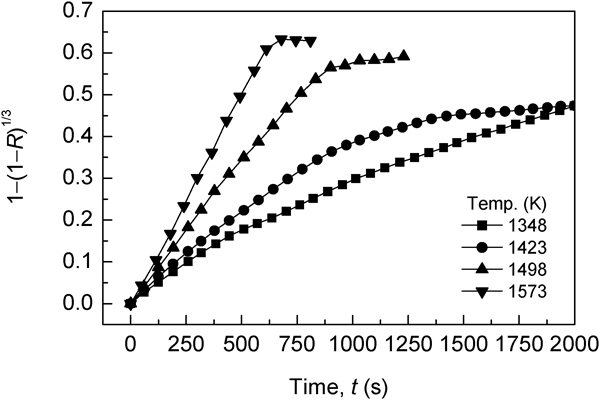
Kinetic analysis with interfacial reaction or local reaction as RDS
If the reduction of zinc oxide in the carbon containing pellets is considered to be controlled by the diffusion of gas phase and the diffusion is subject to Fick’s law, the rate of reduction can be expressed following the diffusion controlling equations of Jande and Ginstling-Brounshtein

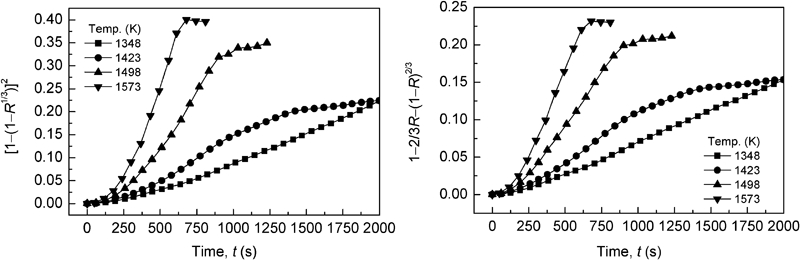
Kinetic analysis with gas diffusion as RDS
It is concluded that the RDSs for the reduction reaction of carbon containing pellets are the gasification of carbon and the interfacial or local reaction.
Calculation of reaction activation energy of carbon containing pellets
Given the rate constant k for the reduction reaction at different temperatures, the activation energy is calculated according to the Arrhenius equation as follows

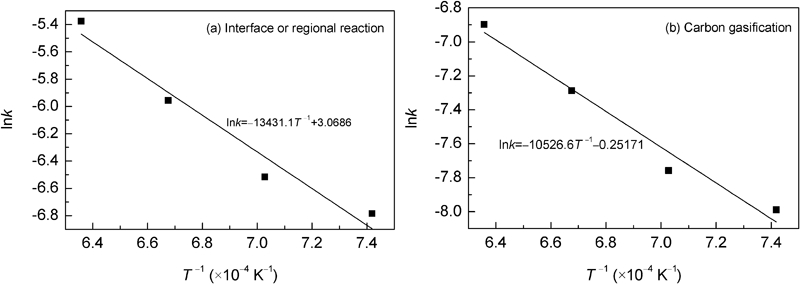
Relationship between ln k and T −1 under different rate determining steps
Activation energy of carbon containing dust pellets
Conclusions
Carbon containing pellets can be self-reduced without adding extra carbon based on an appropriate ratio of dust and high contents of carbon and TFe.
Temperature is an important factor for the growth of metallic Fe in the carbon containing pellets. It is very difficult to observe metallic Fe with an electron microscope at 1348 and 1423 K, but at 1498 K, large areas of sheet or strip shaped metallic Fe began to appear. At 1573 K, the areas continued to grow to form a large area.
Metallisation and dezincification increase with the increase in the temperature and reached a minimum of 79·9 and 97·8% at 1573 K respectively.
In the weak oxidising atmosphere, the activation energy of the interfacial or local reactions is 111·66 kJ mol−1, while the activation energy of gas phase diffusion control is 87·52 kJ mol−1. Thus, the reduction rate of carbon containing pellets is controlled by the interfacial or local reactions, and the reduction rate can be expressed according to the McKewan equation of 1−(1−R)1/3 = kt.