
Abstract
Processing of secondary resources is a relatively new field in metallurgy. In addition to the direct processing of metallurgical dusts, an alternative interest is in the combined processing of various types of resources, including dusts either with high energy contents (carbon and hydrocarbons containing dusts) or with valuable metal contents. The first step in analysing the new metallurgical routes of materials processing is the thermodynamic approach, which gives a quick look at the feasibility and limitations of the defined new processing methods. In the present study, two examples of potential pyrometallurgical treatments for industrial dusts are analysed on the basis of the thermodynamic and thermochemical principles. The aim of this paper is to show the important role of thermodynamic/equilibrium predictions for the design and planning of experiments and the determination of optimal processing conditions.
Introduction
There are, in principle, three types of technique to process dusts: (i) mechanical separation of metallic and non-metallic phases; (ii) direct hydro- or pyrometallurgical processing; and (iii) combined mechanical and metallurgical processing. Mechanical separation is usually not selective enough and is employed only for pretreatment of dusts for recovering the metallic fraction. Dusts from various iron and steelmaking processes correspond often by their iron content to rich iron concentrates, and they might also contain some valuable metals. Direct recycling back to sinter plant, blast furnace (BF) or steel converter is, however, problematic due to the accumulated elements harmful for the final steel products or for the processes itself. Landfill of dusts is also undesired not only by losing valuable raw materials but also due to the presence of environmentally hazardous elements. The general objectives of iron containing dust treatments are to recover the metallic fraction, obtain the oxide fraction with high iron content and separate the hazardous and harmful elements.
The progress of complex chemical processes is controlled by thermodynamic driving forces and rates of individual chemical reactions, phase transformations as well as mass and heat transfer. Analysis of the equilibrium state and the driving forces of various chemical reactions controlling the directions and progress of the total process and its final products is self-evidently the first step in the process analysis. Thermodynamics is related to the driving forces of individual chemical reactions, phase transformations and mass transfer through diffusion as well as equilibrium state of the reaction system/process. Thermodynamic analysis is, accordingly, a natural first step in the planning of experimental investigations and in designing of optimal conditions for processes, especially when new routes of thermochemical processing of raw materials like industrial dusts are in question.
Analysis of thermal changes (production or absorption of energy and temperature changes) in the chemical system under investigation can ‘easily’ be connected with the thermodynamic analysis of the system.
Short look at thermodynamic basis of chemical processing
Gibbs energy functions are the tools for analysing the equilibrium state of a chemical system, driving forces of individual chemical reactions and diffusional mass transfer at constant pressure. The basis is the partial molar Gibbs energy (G
i) of individual species in the phases present in the system under investigation. Under constant pressure, the partial molar Gibbs energy is equal to the chemical potential (G
i = μ
i). If the concentration of individual species in the mix phases (solid and liquid solutions and gas mixtures) is expressed by mole fractions, and standard state is a pure component, partial molar Gibbs energy has the form
The chemical activity is normally related to pure component or to infinitely diluted solution and is expressed generally in the form a i = γ i⋅x i. In condensed solution phases, the component concentrations are most commonly expressed as mole fraction. The activity coefficient is dependent on temperature, pressure and phase composition.
The equilibrium state and driving forces of chemical transformations or of diffusional mass transfer can be derived from the chemical potentials of individual species. The equilibrium state corresponds to the minimum the chemical potential of the whole system at constant temperature and pressure 
The driving force of an individual chemical reaction is expressed as follows




Quantitative modelling of complex reaction systems with several components and mixture phases requires the activity coefficients of individual components as a function of temperature, pressure and phase composition. There are several available tools (commercial programmes for thermodynamic calculations and modelling) for such type of calculations. However, when new reaction systems and solution phases are created, the thermodynamic modelling of the complex reaction system is still a hard and time consuming work. The first approach in the analysis of new processes, reactions progress or equilibrium state is to calculate the standard Gibbs energies of the chemical reactions based on the reacting components and the ideal behaviour of components in the solutions. If some experimental data are available in the literature, like constant values or mathematical functions for individual activity coefficients, the system modelling will be closer to reality.
Analysis based on thermodynamic/thermochemical properties of species in their standard state gives only a qualitative description for the behaviour of the reaction system. Such predictions are, however, often very useful, especially when new experimental investigations are planned or new materials production or processing methods are under the scope.
In this study, the qualitative and semiquantitative thermochemical analysis of two steelmaking dust recycling processes will be presented, including the RADUST process and the combined smelting of high vanadium petroleum fly ash and basic oxygen furnace (BOF) flue dust. Thermodynamic calculations and system modelling are carried out using HSC 6 software.1
Smelting of BOF flue dust with BF dust
The idea of the RADUST process2, 3 is presented schematically in Fig. 1. It is a combined smelting of BOF and BF dusts to produce high iron oxide ‘slag’ to be recycled back to BOF or BF. Blast furnace dust has relatively high carbon content, which remarkably decreases the demand for extra fuel. Both dusts have high iron content. The dust mixture contains certain harmful components like zinc and alkaline oxides that are removed in the process by evaporation. The temperature of the iron oxide slag in the pilot runs is ∼1500°C, and the feedrate of the dust mixture was at about 1400–1500 kg h−1.
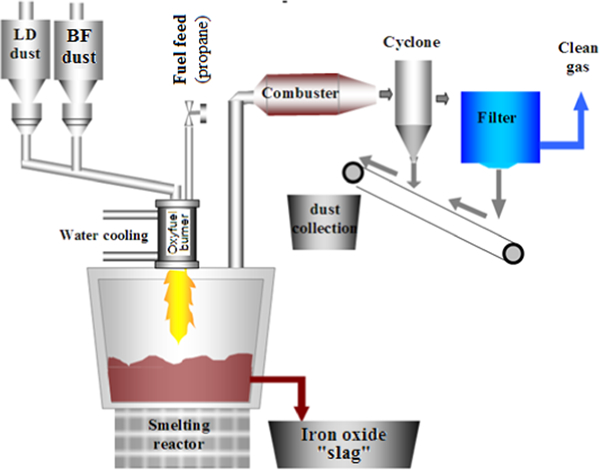
Schematic flowsheet of Radust process
According to thermochemical calculations, the oxygen potential controls the metallic iron formation as a function of temperature, as shown in Fig. 2. In the thermodynamic calculation, the wüstite activity in the molten slag was assumed to be 0·6. At the equilibrium state, the requirement for extra fuel in the addition of BF dust carbon is demonstrated in Fig. 3. Table 1 lists the equilibrium compositions of iron oxide slag and the generated flue dust in the gas phase in the Radust process. The stoichiometry for wüstite in the calculations was defined as Fe0·9470. The calculation was conducted with the charging ratio of BF and BOF dust at 49/51 in weight (corresponding to the average of pilot test series).
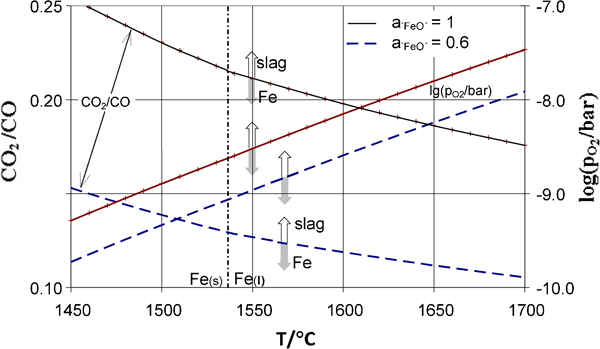
Calculated results of ‘iron oxide slag’ formation in Radust process
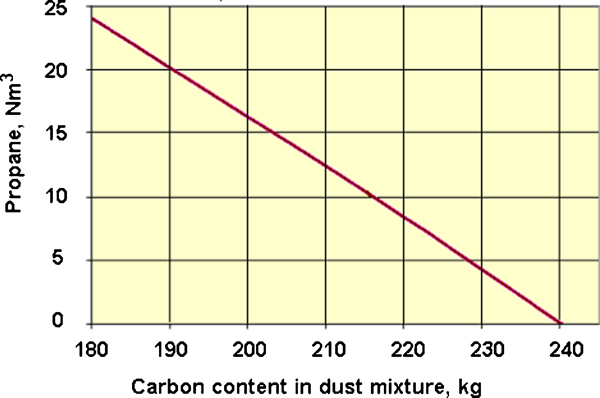
Substitution of fuel (propane) by carbon content in charge of 700 kg/700 kg BOF/BF dust mixture in Radust process
Test results of one typical Radust smelting campaign and calculated equilibrium composition of iron oxide slag at 1490°C
*Calculated from iron distribution.
†6·1 N m3 C3H8 per 1 tonne of charge.
‡From previous period of pilot tests respectively.
One of the major objectives of dust mixture smelting is to separate the harmful elements from the resources and to accumulate and recover these elements in the secondary flue dust. In equilibrium calculations, the evaporation of harmful elements, including Zn, Pb, Na, K and S, was considered for dust formation, as presented in Fig. 4. In the calculations, the formation of the following silicates Ca2SiO4, ZnSiO3, K2SiO3, Na3SiO3 and Pb2SiO4 in the iron oxide slag was considered. The evaporation of other dust mixture constituents was ignored during the calculation. The secondary flue dusts from pilot tests contain higher iron and some other volatile elements than the thermodynamically calculated results. This is understandable as a remarkable part of the dust forms mechanically, not only by evaporation. The calculated distribution of potassium between the slag and gas phases at the temperatures of ∼1500°C fits well to the tests results. For sodium and zinc, the calculated equilibrium amounts into dust are lower than that measured in the tests. The calculated amount of sulphur in the gas phase is much higher than in the pilot plant tests. Because the actual temperature in the flame is much higher than that of the slag (the calculated adiabatic flame temperature was 2200–2300°C), the real evaporation temperature will be significantly higher than that of the iron melt in the pilot furnace. For a more reliable evaluation of the sulphur behaviour, the activity coefficients of sulphide constituents in iron oxide melt are required. In general, the equilibrium calculations suggest that the thermochemical conditions in the Radust process are feasible for the evaporation of zinc, lead and alkaline elements. A high degree of evaporation of those components under the conditions of Radust test runs has been reached.
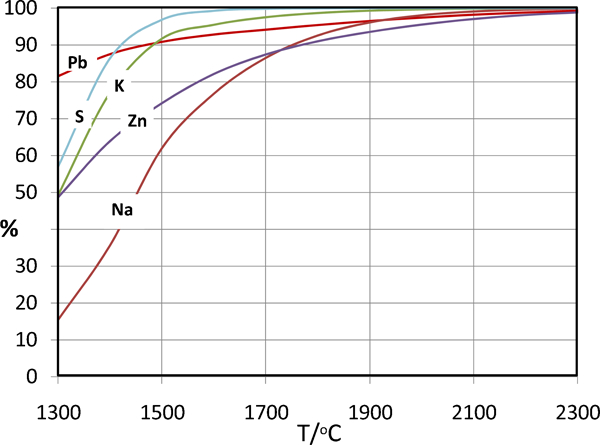
Equilibrium evaporation yield of Zn, K, Na, S and Pb during high temperature smelting of dust
Smelting of BOF flue dust with petroleum fly ash
Metal recovery from combined industrial waste resources (petroleum fly ash and BOF flue dust) for FeV production has been reported in the literature.4, 5 In order to understand the reaction thermodynamics during the smelting process, the high temperature behaviour of the ash and dust mixtures is investigated based on both the experimental results and the thermodynamic calculations.
Table 2 gives the raw material compositions of a typical smelting test B4 and the products analysis of slag and metal. Based on the compositions of the petroleum fly ash,4 the equilibrium decomposition of the most probable hydro- and oxisulphate species was predicted and is compared to the experimental results, as shown in Fig. 5. The calculation was carried out for 100 kg of ash with 10 kmol (224 N m3) of nitrogen gas. The major sulphates are NiSO4.H2O, VOSO4.3H2O, MgSO4.6H2O and CaSO4, which were detected in the ash by X-ray diffraction. The highest hydrosulphates tend to decompose thermodynamically between 50 and 200°C like the evaporation of moisture.
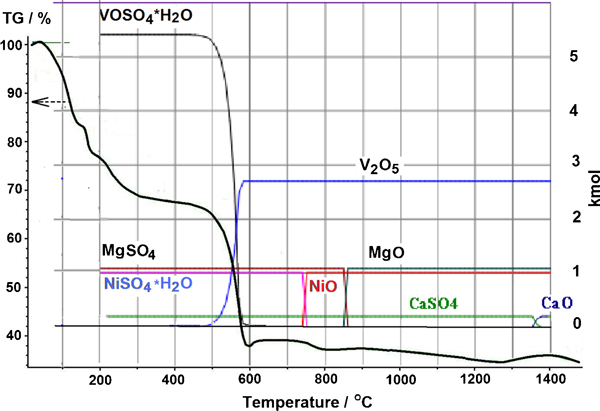
Experimental TG curve of fly ash under rising temperature in comparison with calculated equilibrium decomposition of major sulphates
Composition of charge – fly ash, coarse fraction of BOF dust and silica as well as products in smelting test B4
*Calculated on the base of Ca, Si and Mg balance.
†Calculated on the base of Fe, V and Ni balance.
‡Remarkable amounts of V and Ni were observed in the dust of the laboratory tests.
Based on the results of experiments and equilibrium (thermodynamic) calculations, it is clear that the weight change of the petroleum fly ash as a function of temperature is related to moisture evaporation and decomposition of hydrosulphates and the final decomposition of ‘dry’ sulphates as well as complex oxides like V2O5 (to VO). Evaporation of moisture and decomposition of high hydrosulphates (like VOSO4.3H2O and MgSO4.6H2O) to lower hydrosulphates tend to proceed at low temperatures under 200°C according to their thermodynamic stabilities (not shown in Fig. 5). The first remarkable decrease in sample weight observed in the thermogravimetric (TG) curve is obviously related to these processes. The second significant weight loss is obviously caused by the decomposition of vanadium oxide sulphate monohydrate to vanadium pentoxide. There is a slight weight decrease at the temperature of ∼800°C, which is most probably contributed by the decomposition of nickel hydrosulphate to oxide.
The equilibrium formation of ferrovanadium melt was calculated and is presented in Fig. 6. The activity coefficients of vanadium and carbon were modelled by Wagner-Lupis-Elliot (WLE) formalism,6 taking into account of the first and second order interaction parameters, and for that of silicon and sulphur,7 constant values of 0·01 and 0·14 corresponding to an infinitely diluted solution behaviour were applied. Other constituents were treated as ideal components, i.e. assuming the activity coefficients to be unity. The slag was treated as an ideal solution, allowing the formation of silicate species. Equilibrium modelling of the formation of ferrovanadium alloy by combined smelting of fly ash, BOF flue dust and silica as slag former, as shown in Fig. 6, is related to the oxygen potential of the system. Oxygen potential is dependent on the amount of oxides and carbon (high amount in the fly ash) in the charge and can be naturally affected by adding extra carbon or other reducing agents. At lower oxygen potentials (i.e. with higher carbon content in the system), there is a tendency for vanadium carbide formation. With increasing oxidation degree, vanadium recovery tends to increase to a certain degree due to the decrease of carbide formation. A further increase in oxidation degree tends to decrease the vanadium yield into the metal melt as well as its carbon, silicon and manganese concentrations. The nickel yield into ferrovanadium melt is close to 100% up to a high oxidation degree. According to equilibrium modelling, the total amount of metal melt starts to decrease at the point close to the maximum vanadium yield. When comparing the calculation results with the experimental melting test, for the product of FeV alloy with vanadium content of 22·6%, the yield of vanadium was 56% in the smelting test, as seen in Table 2, and 52% in the equilibrium calculation. However, the rest of the vanadium was mainly in the flue dust, not in the slag. A large amount of flue dust was observed in the smelting experiments.5 The same phenomenon was observed for nickel with the yield in metal being ∼20%. The enrichment of vanadium and nickel in flue dust in experiments can be explained only by mechanical transport. The explanation can be that mechanical dusting of these components is related to the decomposition of their (hydro)sulphates.
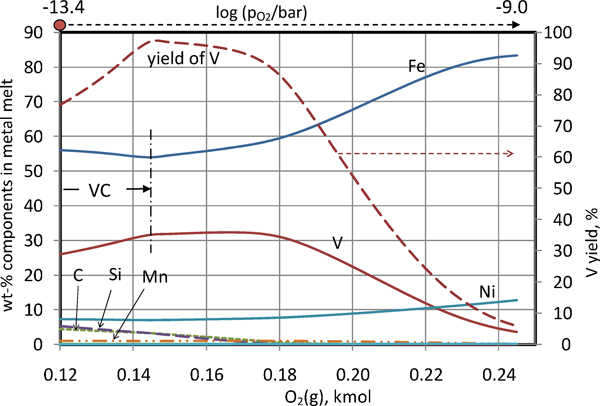
Calculated equilibrium formation of ferrovanadium melt at 1550°C as function of oxygen potential
Perspectives
The thermodynamic analysis was conducted semiquantitatively with either known or estimated ‘quantitative’ thermodynamic parameters, such as the activity coefficients in the solution phases. The challenge is that the solution phases calculated here are not common, and there is no ready thermodynamic data available in the literature. For a more quantitative equilibrium modelling of the solution phases, it is necessary to create more detailed models for the description of thermodynamic behaviour under changing process conditions, which is often time consuming even when suitable software and necessary thermodynamic data are available. Usually, projects cannot wait for the instructive results from the theoretical modelling before starting the experimental research. Future research for establishing a solid theoretical basis for the supervision of experimental research and process development would be necessary, which requires a systematic thermodynamic analysis and process modelling, if possible in coupling with rate phenomena. Such work would have been useful for Radust pilot process in the stage of scaling up to an industrial plant.
Conclusions
The present study demonstrates the general instructive role of thermodynamic modelling for experimental research and new process development in the field of industrial dust processing. The thermodynamic approach is very important for a deeper understanding of basic phenomena in the processes as well as for planning further research and process development, even if it was carried out only in the qualitative or semiquantitative level. The present semiquantitative modelling is proving to be an effective practice for the interpretation of experimental results and for understanding the fundamental phenomena of the reaction processes. It is also very useful of further planning of experimental work.
Footnotes
This article is part of a special issue on: Sustainable high temperature metallurgical processes and engineering materials recycling techniques