
Abstract
Organic binders as alternatives to bentonite in iron ore pelletisation have found limited application since they fail to give enough mechanical strength to preheated and fired pellets. This paper describes the use of alternative binders to bentonite for haematite ore pelletisation. Organic binders (carboxyl methyl cellulose, corn starch, dextrin) and agglomeration aid chemicals (polymer and flocculants) and boron compounds (colemanite and borax pentahydrate) were tested as binder alone or in combination. The influence of the boron compound added organic binders on the preheated and fired pellet strengths was determined. The results showed that the compressive strengths of preheated pellets at 1000°C made with organic binders can be improved with the addition of colemanite. The compressive strengths of fired pellets at 1300°C produced with organic binders plus colemanite were found to be significantly greater than those of pellets bonded with the reference bentonite binder.
Introduction
High grade haematite ores containing acceptable impurity can be used directly to produce iron in blast furnaces and direct reduction plants; however, the iron content of low grade haematite ores must be upgraded to an acceptable chemical composition before use. The ore must be crushed and ground to liberate particles before concentration and agglomeration. Pelletising is the most commonly applied agglomeration technique, and bentonite is the conventional binder added at a rate of 0·50–1·50% by weight of iron ore.1, 2 Bentonite with high water adsorption capacity and dry film strength produces good quality green, dry, preheated and fired pellets. Bentonite, a mixture of clay mineral (hydrated alumina-silicate clay), consists of montmorillonite (smectite class mineral) as the major component and small quantities of quartz, mica, feldspar and kaolin. The theoretical formula for montmorillonite is (OH)4.Si8.Al4.O20.nH2O, corresponding to a composition of 66·7%SiO2, 28·3%Al2O3 and 5%H2O. The actual composition varies from this formula because of substitutions, e.g. Al+3 for Si+4 and Mg+2 for Al+3 in the lattice.2
However, bentonite is considered an impurity due to its high SiO2 and Al2O3 contents, as illustrated above. These acid oxides have adverse effects on the ironmaking, for instance, the addition of 1% bentonite decreases the Fe content by ∼7 kg t−1 of iron ore.3 In addition, an increase in the silica content of the pellet charge leads to an increase in the unit cost of iron production.4 In the case of direct reduced pellets, every per cent of acid gangue addition is associated with an increased energy consumption of 30 kWh t−1.5
The main disadvantage of bentonite and other binders based on silicate minerals is that they add silica to the finished pellet, and since the purpose of iron ore concentration is to remove silicate minerals from the ore, adding silica back in the form of binder is counterproductive. Penalties are applied if pellet producers do not reach buyers’ specifications. Therefore, developing or discovering binders that do not contaminate the pellet feed has prompted long term interest in the industry. Particular attention has been devoted to organic binders, which include a variety of carbon based polymeric or fibrous compounds.6
Organic binders have the natural advantage of being eliminated during thermal processes. Therefore, they do not interfere with ironmaking. In the studies to investigate the use of organic binders, they were found to give good results for green and dry pellets. However, they failed to impart enough strength to the preheated and fired pellets as a result of reduced slag bonding.3,7 – 10
Preheated pellet strength is particularly important in the grate–kiln–cooler pellet induration system. If the preheated compressive strength is insufficient, pellets will disintegrate on the travelling grate and particularly during cascading from the grate to the rotary kiln. As a result, process equipment and refractory will be damaged by pellet dust carried in gas streams. If the problem is not rectified within a reasonable span of time, plant operation may be interrupted, and productivity and quality of pellets will decrease.
Fired pellets with low strength give rise to losses as a result of the production of unwanted fines or dust during processing, storage and transport. Fines also cause operational difficulties in reduction furnaces. Whereas organic binders have proven themselves at a number of pellet production plants, acceptance at other facilities has been limited to a large extent because of difficulties that can occur during the processing of iron ore agglomerates and the quality of fired pellets that result.11
Schmitt11 investigated the process and quality of iron ore pellets made with organic binders. He concluded that the addition of 0·05–0·20% boron containing compounds (like sodium tetraborate or colemanite) can improve both metallurgical and physical properties of pellets made with Peridur (an organic binder produced by Akzo Nobel Company). In addition to improved metallurgical and physical properties, it was reported that boron oxide has positive effects on the desulphurisation and reducibility of haematite pellets. The improvements noticed were different, depending on the chemical composition of the ores, the mineralogy, and the thermal firing profiles.11 A patent describing ‘binder composition and process for agglomerating particulate material’ was published by Schmitt et al. 12
Colemanite (Ca2B6O11.5H2O) is a natural calcium borate mineral with 43%B2O3. It has a melting point of 986°C.13 Borax pentahydrate (Na2B4O7.5H2O) is a derivative of tincal (natural sodium borate mineral) with 48%B2O3. It has a melting point of 200°C when heated in a closed atmosphere.14 These boron compounds do not contain significant SiO2 or Al2O3, which are unwanted acidic impurities in iron pellet composition. Borates and silica (naturally found in iron mineral) form boro-silicate bonds that have a melting point of <1000°C. Thus, if boron and silica are present in the iron ore pellet feed, the formation of boron-iron and boron-silicate bonds is expected to take place at this temperature and contribute to the strength of preheated and fired pellets through slag bonding.1
The absence of acidic impurities combined with the low melting temperature and good thermal and mechanical properties of boro-silicate bonds favours the use of boron compounds as slag forming additives. When boron compounds are used with an organic binder, boron provides strength to preheated and fired pellets, and the binder provides strength to green and dry pellets. Hence, these two together can be used as binder in place of bentonite in iron ore pelletising without degrading the finished pellet composition.10
Experimental
Materials
A Brazilian haematite ore imported by İskenderun Iron and Steel Company, Turkey, was obtained for the experiments. The chemical composition is given in Table 1. A sample weighing 40 kg was divided into representative samples of 1 kg by cone quartering and riffle sampling methods.15 Then, each 1 kg representative sample was labelled and stored in separate plastic bags. The as received haematite sample had a particle size of 80% minus 841 μm (20 mesh). The representative 1 kg samples were ground in a laboratory scale rod mill to obtain a suitable particle size distribution for pelletising. Pelletising experiments were made on a haematite sample with a particle size of P 100 = 248·90 μm and P 80 = 76·95 μm (61·07% passing 44 μm = 325 mesh). The Blaine specific surface area of this sample was determined to be 1890±35 cm2 g−1 according to Ref. 16. The density of the representative haematite sample was 4·9 g cm−3.
Chemical compositions of haematite and bentonite samples/wt-%
A bentonite sample from the Reşadiye region of Tokat, Turkey, was used as reference binder. The particle size of the bentonite was P 100 = 88·00 μm and P 80 = 16·13 μm (97·98% passing 44 μm). The elemental composition of bentonite is given in Table 1.
Technical grade carboxyl methyl cellulose (CMC), food grade corn starch and dextrin were used as organic binders. DPEP06-0007 polymer, an anionic copolymer blend, superfloc A150LMW and A150HMW and anionic polyacrylamide flocculants were tested as agglomeration aids. The former three were purchased from the local market; the latter three were supplied by Ciba Specialty Chemicals Holding Inc. and Cytec Industries Inc.
Colemanite concentrate was obtained from Eti Mine Bigadiç Concentration Plant, Eskişehir, Turkey. The average chemical components of colemanite are 43%B2O3, 26%CaO, ⩽6·50%SiO2 and 0·50%SO3. The sample was washed, dried and then crushed to minus 1000 μm (16 mesh). This sample was calcined at 550°C to remove chemically bonded water. The calcined colemanite was then ground in a centrifuge ball mill to a particle size of P 100 = 124·50 μm and P 80 = 41·51 μm (73·5% passing 44 μm) and then used as an additive to the organic binders. Borax pentahydrate (Na2B4O7.5H2O) is a completely water soluble tincal (natural sodium-borate mineral) derivative with 48%B2O3 and 21·37%Na2O. Borax pentahydrate was provided by Eti Mine Kırka Concentration Plant, Eskişehir, Turkey.
Equipment
The particle sizes of samples were determined by laser diffraction with a Microtrac SRA (Leeds and Northrup Instruments). Elemental analyses of haematite and bentonite were performed with a Spectro IQ X-ray fluorescence spectrometer. The specific surface area of haematite was determined with a Blaine air permeability apparatus according to ASTM standard.16 A laboratory type mechanical mixer was used to mix the pellet feed uniformly. A 50° inclined laboratory scale balling disc (Fig. 1) with 390 mm diameter, 100 mm depth and 11 rotations min−1 was used to form green balls. A laboratory oven to dry green balls and a muffle furnace to preheat and fire the pellets were used. A compression test machine with 5000(±0·02%) kg maximum load capacity at a constant crosshead speed of 10 mm min−1 was used for compressive strength test according to the ASTM standard.17 X-ray diffraction studies of haematite ore and fired haematite pellets were performed using a Rigaku UltimaVI X-ray diffractometer. A JEOL JSM-6400 scanning electron microscopy (SEM) was used to obtain micrographs of the fired pellets to ascertain the crystal structure changes.

Laboratory scale balling disc
Pelletising procedure
The dry haematite and binders (bentonite, calcined colemanite, borax pentahydrate, organics and organics plus calcined colemanite) were weighed in given proportions and well mixed dry. A predetermined amount of water was then slowly added during additional mixing. The binder and water additions were dosed as by mass-% of the dry haematite ore.
The mix material was taken from the mixer and passed through a 1·68 mm (10 mesh) or 2·38 mm (8 mesh) screen before balling. A small amount of screened moist material was put into the balling disc to form pellet seeds, and then fresh material was fed to the disc to enlarge the pellet seeds. During the balling operation, water mist was applied to facilitate the agglomeration of particles and to stabilise the moisture content (MC) of green balls. Enlarged green pellets were periodically removed from the disc at 10–12 mm diameter. This operation was continued until all the fresh material was used.
The drop number (DN) was determined on 20 green pellets by dropping a single green pellet repeatedly from a height of 46 cm (18 in) onto a steel plate. The remaining green pellets were dried at 105°C until constant weight to determine the MC. Dry pellets were both preheated at 1000°C and fired at 1300°C, in one layer, in a muffle furnace. The heating rate of the muffle furnace was 5°C min−1 and the dimension of the heating chamber was 30×55×15 cm (W×D×H). Pellets were put in the furnace at room temperature, then heated to the desired temperature and held for 20 min to harden them, and then cooled to room temperature in the furnace. The cold compressive strengths of dry, preheated and fired pellets were determined according to the ASTM standard.17 The mean values with 95% confidence interval of 20 pellets (10–12 mm diameter) selected from each experimental batch are reported in the results.
Results
Effect of binder type on pellet strength
The initial pelletising tests were carried out without binder and with 0·50% bentonite to provide a baseline. Organic binders (CMC, corn starch and dextrin), special chemicals (DPEP06-0007 polymer, superfloc A150LMW and superfloc A150HMW flocculants) and calcined colemanite were used separately and in different combinations at several addition levels. The MCs and DNs of the green pellets were determined. The results are given in Table 2.
Moisture contents and DNs of green pellets produced with different binders
The DN of the baseline green pellets produced with 0·50% bentonite was 3·4. This value is close to the industrially accepted value of 4·0.1 It was accepted as the baseline DN. The DNs of the pellets produced with calcined colemanite or borax pentahydrate alone were found to be 2·5, i.e. considerably <3·4. This shows that these pellets cannot survive during their dropping from one point to another during pelletising. However, the DNs of pellets produced with all the organic binders were found to be >4·0. Highly hydrated organic binders are known for imparting greater wet strength to green pellets through binding solid particles by adhesion, cohesion and capillary forces. The DNs of the green pellets produced with the combination of an organic binder plus calcined colemanite were also determined to be sufficient when compared to the pellets made with bentonite, as seen in Table 2.
As the organic binders yielded good green pellet properties, their effects on the compressive strength of preheated and fired pellets were determined to see if organic binders could be used alone in order to get sufficient preheated and fired pellet strengths. The results given in Fig. 2 indicate that no organic binders could perform as well as 0·50% bentonite. It should be noted here that the addition levels of organic binders were limited by operational complications, such as production of too large, too plastic or too small pellets. Only 0·20%CMC added pellets had comparable strength to those of 0·50% bentonite added pellets. While the compressive strength of the preheated pellets produced with 0·20%CMC was 35·00 kg p−1 (kg/pellet), substantially <49·60 kg p−1 with 0·50% bentonite, the fired compressive strengths of these pellets were virtually equal to the baseline pellets. The other organic binders resulted in significantly lower preheated compressive strengths. The reason for the lower strength of pellets with organic binders is their relatively lower ignition temperature (<250°C). During the thermal treatment, organic binders, unlike bentonite, burn out without making any bond between the ore particles.
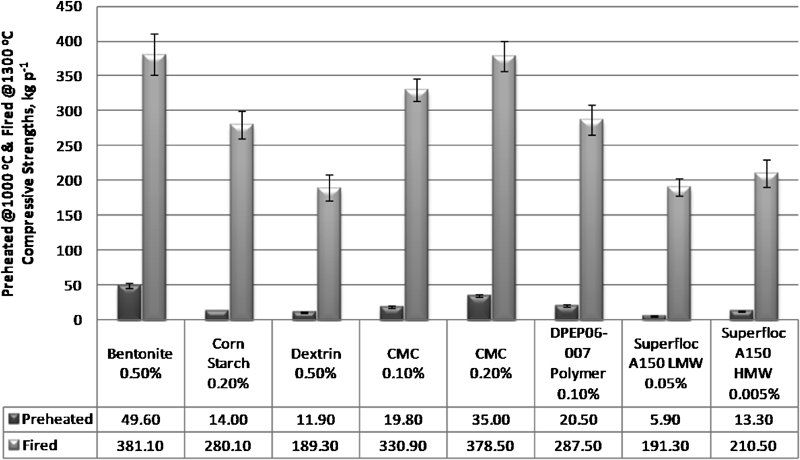
Effect of addition of organic binders on compressive strength of pellets preheated at 1000°C and fired at 1300°C for 20 min: error bars show 95% confidence level (P95)
Since the organic binders did not yield enough preheated and fired compressive strength to the pellets, pelletising of haematite with boron compound addition was investigated. First, the compressive strengths of pellets produced without binder, with 0·50% bentonite, with 0·50% calcined colemanite and with 0·50% borax pentahydrate additions were determined and compared with the baseline obtained with bentonite bonded pellets (Fig. 3).
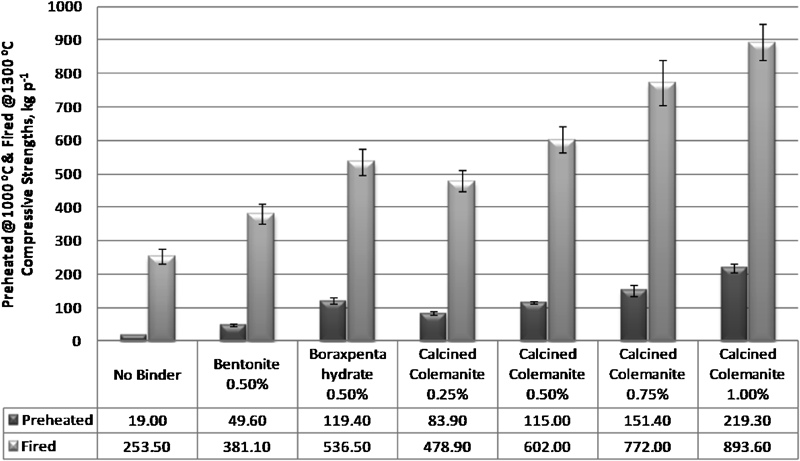
Effect of addition of boron compounds on compressive strength of pellets preheated at 1000°C and fired at 1300°C for 20 min. Calcined colemanite addition rates ranged from 0·25 to 1·00%. Error bars show 95% confidence level (P95)
The compressive strength of the preheated pellets produced without binder was found to be only 19·0 kg p−1 versus baseline, which is 49·6 kg p−1 for the pellets made with 0·50% bentonite. It increased to 115·0 kg p−1 with 0·50% calcined colemanite addition and to 119·4 kg p−1 with 0·50% borax pentahydrate addition. Similar improved strengths were found on pellets fired at 1300°C with the addition of boron compounds. While the compressive strengths of pellets without binder and with bentonite addition were found only 253.5 kg p−1 and 381.1 kg p−1, respectively. They were increased to 602.0 and 536.5 kg p−1 with the addition of boron compounds; calcined colemanite and borax pentahydrate, respectively. These improved results clearly indicate the positive contribution of the addition of boron compounds into the pellet mix. The strength increase can be explained by the relatively low melting point of colemanite (986°C). It is believed that, above that temperature, calcined colemanite starts to melt and react with the iron oxides and silicates found in the pellet forming boron-iron and boron-silicate bonds, which increase the pellet mechanical strength. The B–Fe–Si isothermal section at 1000°C was computed by Raghavan.18 Many different phases (FeB, FeSi, Fe2B, Fe5SiB2, Fe4.7Si2B, Fe2Si0·4B0·6 and combinations) were depicted in this study.
In order to determine the effect of boron addition rate on the compressive strength of preheated and fired pellets, pelletising tests were conducted with four different calcined colemanite addition rates ranging from 0·25 to 1·00% (Fig. 3). The compressive strengths of both preheated and fired pellets increased with increasing addition rate of calcined colemanite. The strength increased sharply for either preheated or fired pellets in the presence of calcined colemanite. This strength improvement is mainly attributed to the formation of strong boron-iron and boron-silicate bonds during firing; the higher the amount of calcined colemanite addition (boron), the greater is the extent of bond formation.
Even though exceptionally high DNs and compressive strengths were obtained on the pellets with organic binders alone and calcined colemanite alone, the former failed to have acceptable preheated and fired compressive strengths, and the latter is short of wet pellet strength (DNs). Apparently, the shortcoming of the one can be compensated by the other. Thus, organic binders plus calcined colemanite were used together in the pellet mix. Figure 4 shows that the compressive strength of the preheated and fired pellets was produced with varied combinations of organic binders plus calcined colemanite. As can be seen from Fig. 4, all combinations of organic binders plus calcined colemanite yielded pellets with greater preheated and fired pellet compressive strength than baseline pellets made with 0·50% bentonite. These results have raised one question: Would it be possible to decrease the firing temperature of pellets with colemanite addition and still get industrially sufficient strength? It appears that colemanite lowers the melting point of iron and silicates and may be responsible for some crystal growth or slag bonding at lower temperature. If pellets produced with the addition of colemanite could reach sufficient fired compressive strength at lower firing temperatures than those applied temperatures with bentonite alone (≈1300°C), this would reduce the energy consumption required for pelletising this type of haematite ore (with relatively high silica content).
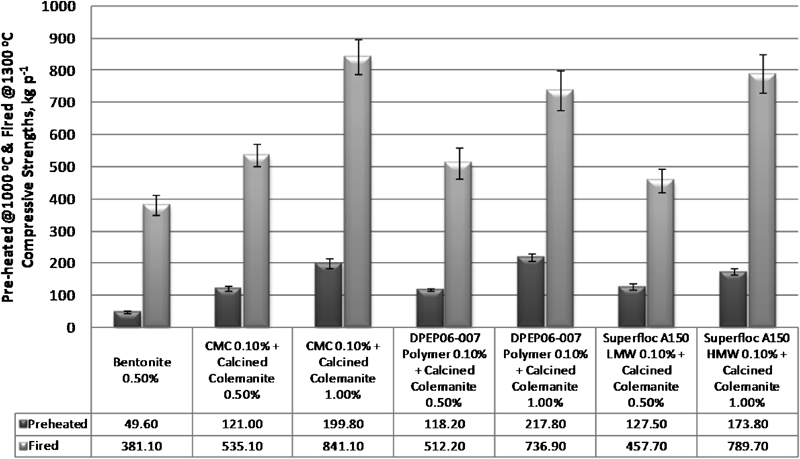
Effect of addition of organic binders plus calcined colemanite on compressive strength of pellets preheated at 1000°C and fired at 1300°C. Organic binder addition was 0·10% and calcined colemanite additions were 0·50 and 1·00%. Error bars show 95% confidence level (P95)
Effect of bentonite and colemanite on pellet mineralogy and morphology
The pellet mineralogy of fired pellets made with calcined colemanite was investigated and compared with bentonite bonded pellets. X-ray analysis of the fired haematite pellets produced without binder (Fig. 5) shows that Fe2O3 is the main constituent. The fired pellets produced with 0·5% bentonite (Fig. 6) and the fired pellets produced with 0·5% calcined colemanite (Fig. 7) show that Fe2O3 is the main constituent again. As the addition levels of bentonite and calcined colemanite were very low (0·5%), no new differential peaks were detected to be resulting from the addition of these small amounts of bentonite or calcined colemanite.
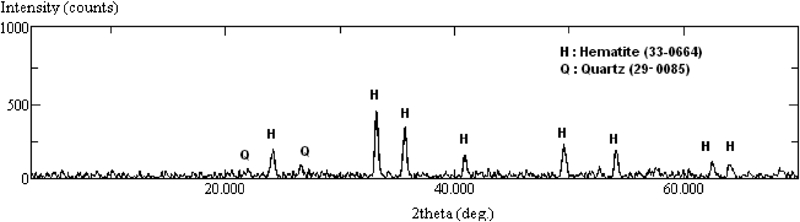
X-ray diffractogram of haematite pellet without binder and fired at 1300°C
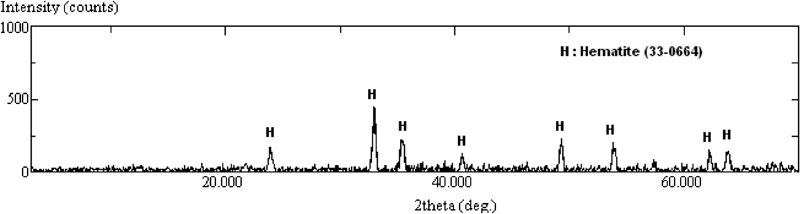
X-ray diffractogram of haematite pellets produced with 0·50% bentonite and fired at 1300°C
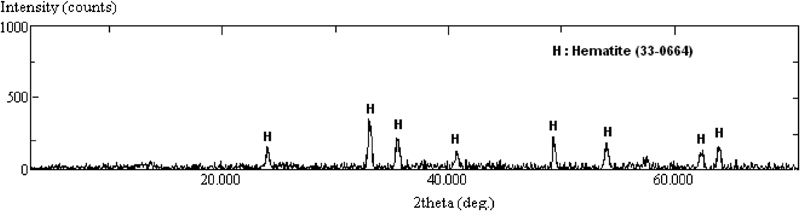
X-ray diffractogram of haematite pellets produced with 0·50% calcined colemanite and fired at 1300°C
In order to delineate the strength increase (bonding mechanism) in haematite pellets produced with calcined colemanite addition, the morphology, crystal change and crystal growth of the fired pellets were investigated by SEM. The crystal size and crystal growth are greater in haematite pellets produced with calcined colemanite (Fig. 8) than those of haematite pellets produced with bentonite addition (Fig. 9). Thermal stability and melting behaviour of binders are important for strength increase by bonding of iron oxide particles. Schmitt11 has explained the strength increase in boron containig pellets by the bonding mechanism that occurs when the boron compounds melt and fuse the iron ore grains together at contact points. Thermogravimetric analysis and melting behaviour of bentonite and colemanite were investigated in order to observe the physical changing (melting, glass transitions, crystallisation, etc.) by Sivrikaya.19
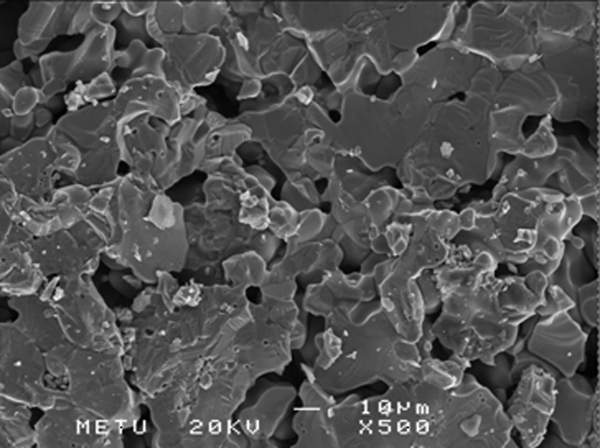
Image (SEM) of haematite pellets produced with 0·50% calcined colemanite and fired at 1300°C
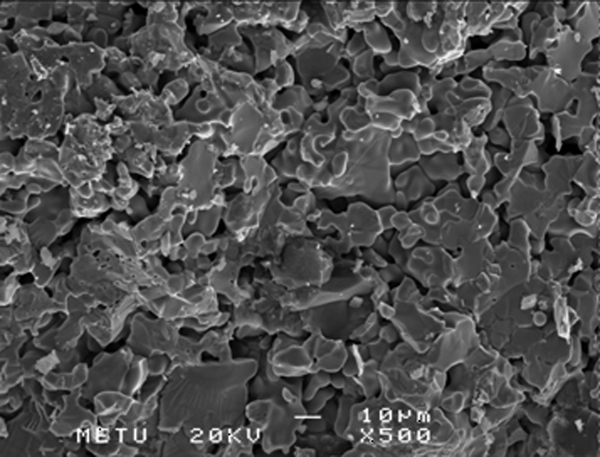
Image (SEM) of haematite pellets produced with 0·50% bentonite and fired at 1300°C
Energy dispersive X-ray analysis (EDS) was also carried out to determine the elemental composition or chemical characterisation of the fired pellet sample. When a black minute area of iron ore particles of the pellet was exposed to an electron beam inside the SEM, 100%Fe was detected. However, significant and consistent analysis results could not be taken when the slightly white contact border of iron ore particles of pellet was exposed to an electron beam. The slightly white contact border of iron ore particles of sample was due to the presence of bentonite or calcined colemanite that binds the ore grains. The elemental compositions of these borders of the sample showed that it contained 70–90%Fe and the rest were Si, Al and Mg for bentonite containing pellets. On the other hand, 80–90%Fe and a small amount of Ca and Si were detected for colemanite containing pellets.
These findings showed that bentonite and colemanite melt at the border of the ore grains and can bind the iron oxide particles together. The bonding mechanism can be explained by the partial melting of ore grains thanks to the binders used. Owing to the lower melting point of calcined colemanite, the bonding is much stronger for colemanite containing pellets. The greater strength of haematite pellets produced with colemanite addition can be explained by the larger interlocked crystals formed at the borders of ore grains. This is believed to be the reason for the strength increase, as larger crystal aggregation resulted in stronger bonds and stronger pellets.
Conclusions
The combination of an organic binder and calcined colemanite was tested as an alternative binder system to bentonite in haematite ore pelletising. The results showed that the pellets produced have acceptable green, dry, preheated and fired pellet quality and have sufficient mechanical properties for use in iron blast furnace feed.
Since the fired compressive strength of pellets produced with calcined colemanite addition was significantly greater (∼500 and 800 kg p−1 with 0·5 and 1·0% calcined colemanite additions respectively) than the minimum required strength limit for industry (250 kg p−1), a low firing temperature should be tested. Lowering the temperature of firing unit would reduce energy consumption, and the operation will be more economic.
The X-ray diffractograms of the fired pellets produced with 0·5% bentonite or 0·5% calcined colemanite show that haematite is the major mineral, and no new differential peaks were obtained by the addition of bentonite or calcined colemanite.
The bonding mechanism of fired haematite pellets can be explained by the partial melting of ore grains thanks to the binders used. Owing to the lower melting point of colemanite than bentonite, the bonding is much stronger for colemanite containing pellets.
The present study has raised two questions, and a more comprehensive study is underway to answer these questions.
Can haematite ore pellets be produced with industrially sufficient mechanical strength at lower firing temperature than 1300°C?
What are the possible effects of boron compound addition in the pellet mixture on the metallurgical properties of haematite pellets?
Footnotes
Acknowledgements
This research work was carried out with support received from The Scientific and Technological Research Council of Turkey (TÜBİTAK) under project no. 105M348.