
Abstract
Sintering is a process for ironmaking operations; it represents one of the main sources of production emissions of polychlorinated dibenzo-p-dioxins, polychlorinated dibenzo-furans, NOx and SOx. In the present study, the operating conditions through which a reduction of dangerous emissions can be achieved are defined through numerical analysis. By employing a multiobjective optimisation tool, a deep analysis capable of representing the process behaviour leading to the optimal operating conditions was developed. Through such analysis, a broad range of processing parameters affecting the development of PCDD/Fs in the sintering process has been evaluated. The first aim was the possible reduction of dangerous emissions through numerical and experimental analyses allowing the definition of the optimal conditions for the minimisation of pollutants. Although the resultant optimal combination of input parameters able to reduce the dangerous emissions from the plant was determined, it was largely examined on the impact of the chosen input parameters on the sinter productivity. In such a way, it was possible to reduce the emissions close to the legal limits and with a high level of productivity and efficiency of the plant.
List of symbols
chlorine rate
copper rate
carbon monoxide
carbon dioxide rate
design of experiment
design objective function
electrostatic precipitator
maximum value of the output
minimum value of the output
moisture
multiobjective genetic algorithm
multiobjective games theory
nitrides
non-dominated sorting genetic algorithm
oxygen rate
polychlorinated dibenzo-p-dioxins
polychlorinated dibenzo-furans
air flow rate
response surface
sulphur rate
sulphides
Windbox temperature
Windleg temperature
2,3,7,8,-tetrachlorodibenzo-p-dioxin
toxic equivalency factor
toxicity equivalent
Windbox number
wetfine scrubber
Introduction
Process
Ironmaking and steelmaking are highly material and energy intensive industrial operations. More than half of the mass input becomes output in the form of off gases and solid products. The most dangerous emissions are those to air. The sintering of raw material is certainly one of the major steps in the ironmaking process that produces significant emissions, and the process was largely described by the authors in a previous paper.1
In the sintering process, iron ore fines, other iron bearing wastes and coke dust are blended and combusted.2 – 4 The process of sintering to improve the physical and chemical properties of iron ore for use in blast furnaces is well documented.2 – 6 The agglomeration process gives rise to many different physical and chemical phenomena. During heating, the following main steps can be distinguished:
∼100°C, drying of the mixture; at higher temperatures, the water of crystallisation is removed
between 600 and 800°C, the first agglomeration of fine particles into a porous material takes place, and the swelling grains adhere weakly to each other
at >1000°C the grains soften, and we can see the same physical and chemical conditions that lead to the completion of the agglomeration process.
At the end of the grate, a sinter breaker is placed. It reduces the sintered material to the desired size.7 Here, PCDD/Fs form in the presence of carbon containing materials;8, 9 the process is favoured by the presence of specific organic compounds or a carbonaceous matrix sand source of chlorine and oxygen. A temperature increase favours the formation of PCDD/Fs in the range 200–800°C; at higher temperatures, they rapidly decompose. It has been observed that the presence of catalytic metals (Cu) can be essential at modest temperatures.10
In the sinter bed, basically, three layers can be recognised: raw material (wet and cold), the burning front and the cool down zone consisting of sintered material. In this region, the products of incomplete combustion, surviving the heat of the burning front, may condense. Here, the temperature is high enough to enable reactions with species in the raw materials acting as catalysts. Obviously, during sintering, conditions are encountered wherein dioxins can be formed and, for some part, survive.11
Emissions formation
The gas temperature inside the wind boxes and wind legs is lower (100–500°C) with respect to the sintering grate; such conditions lead to the optimal physical and chemical conditions for the formation of pollutants such as PCDD/Fs, NOx and SOx.12 Polychlorinated dibenzo-p-dioxins (PCDD) and polychlorinated dibenzo-furans (PCDF) are persistent stable organic pollutants formed in all those high temperature processes with an abundance of organic material in the presence of chlorine and copper. Dioxins and furans are chlorinated tricyclic organic compounds resulting from the combination of organic compounds impregnated with halogens (i.e. fluorine, chlorine, bromine or iodine) with a specific molecular heterocyclic structure.13 A deep and complete thermodynamic description of the PCDD/Fs formation has been presented in the literature by Tan et al. 14 These compounds are commonly grouped under the name ‘dioxins’, but their chemical structures and properties can strongly be different.
Dioxins are heterocyclic organic compounds whose basic structure consists of rings with four carbon and two oxygen atoms. On the other hand, furans have only one oxygen atom; the two outer benzene rings are linked by a pentagonal structure. Among the 200 types of known dioxins, the most famous are certainly the PCDD, and these are characterised by the presence of chlorine atoms that complement the aromatic rings. The most dangerous of dioxins, for serious problems of bioaccumulation and environmental contamination, is certainly 2,3,7,8,-tetrachlorodibenzo-p-dioxin (TCDD).
A detailed description of their formation is presented in the literature.15 – 17 The PCDDs are generally measured in terms of toxicity equivalent (TEQ) relative to TCDD as a reference, being the most polluting and dangerous. Poly-dibenzo-dioxins have different toxicities in relation to their structure. The TEQ expresses the quantity of a toxic substance as the concentration of the reference substance. It is also possible to obtain the concentration of a PCDD with its toxic equivalency through the use of the toxic equivalency factor (TEF). The TEF for TCDD is assigned equal to 1, while the other dioxins have a factor <1. This dimensionless parameter multiplied by the actual concentration results in the TEQ.
The World Health Organization has identified the seven most toxic PCDDs and the 10 most toxic PCDFs, giving them an international TEF as seen in equation (1)18

Multiobjective analysis
In the present study, a broad range of processing parameters affecting the development of PCDDs and PCDFs in the sintering process has been evaluated. The main aim was the possible reduction of dangerous emissions through numerical and experimental analysis, allowing the definition of the optimal conditions for the minimisation of pollutants. The employed multiobjective optimisation software is modeFRONTIER (ESTECO), through which a set of input parameters, governing the plant and the production process, was defined. They were evaluated on the basis of an optimisation algorithm, chosen for the multiobjective analysis.
Starting from a database, built by employing experimental and literature based data, a computational model (n-dimensional virtual surfaces), capable of reproducing, at best, the actual process, was developed. The analysis performed led to the minimisation of the output variables (PCDD, PCDF, NOx and SOx). For PCDD/F, it was necessary to apply a filtering system in order to obtain quantities of emissions below the legal limit of 0·4 ng I-TEQ/N m3 as actually required by the legislation.19 – 22
Sinter, as a product of an agglomeration process of iron containing materials, represents a major part of the burden of blast furnaces. The fired sinter quality influences the final quality of the produced steel and the overall production costs. Such quality depends on heat and mass transfer, drying and condensation of water, gas flow, coke combustion and charge melting and solidification phenomena that occur during the process. All these conditions influence phenomena, such as shrinkage of the bed, variation of granule diameter, channelling factors and void fraction, which are generally considered strong indices of the overall quality of the sintered material. The main objectives of sintering ore plant operations include maximising grate productivity (expressed in tons per square meter of grate area of sintering machine per day), minimising fuel consumption, maintaining fired pellet quality within limits specified by the blast furnace or reduction furnace requirements and to minimise greenhouse gas and sulphur emissions to the environment. Some interesting results are available in the literature belonging to studies performed to reach an optimisation of sintering operations, coupled with a reduction in dangerous emissions.23 – 30 In Ref. 23, the authors suggest some optimised operation parameters, such as moisture and gas flow to improve productivity and sinter quality without increasing emissions. Machida et al. 24 concentrate on the temperature of the bed and on the temperature distribution in the sinter to optimise productivity. In Ref. 25, an interesting study on the effect of permeability affecting the sinter porosity is proposed. Kang et al. 26 report some interesting results on sinter quality and productivity. The effect of processing parameters and the addition of reactants on the ore quality is analysed in depth in the work of Bhagat et al. 27
The control of productivity is a key factor because of the high expense of sintering ore production. Obviously, control of the output parameters depends on the variation of the different input parameters influencing the process; varying the input parameters consequently influences the productivity and efficiency of the plant production. In the present study, by employing a multiobjective optimisation strategy, a coupled analysis of input parameters leading to a reduction of dangerous emissions and an acceptable productivity of the plant was carried out.
Experimental
Workflow definition
In order to obtain a strong optimisation and control of the industrial operations in ore sintering plants, different models were proposed and are available in the literature; many of those models refer to experiments performed on a laboratory scale.31 – 36
In the present study, a model belonging to a multiobjective optimisation analysis has been carried out using data from an industrial plant. The recorded compositional values of the employed coals (wt-%) is shown in Table 1.
Composition ranges of used coals
The sintering process is outlined in the workflow through the analysis carried out by modeFRONTIER, as shown in Fig. 1.
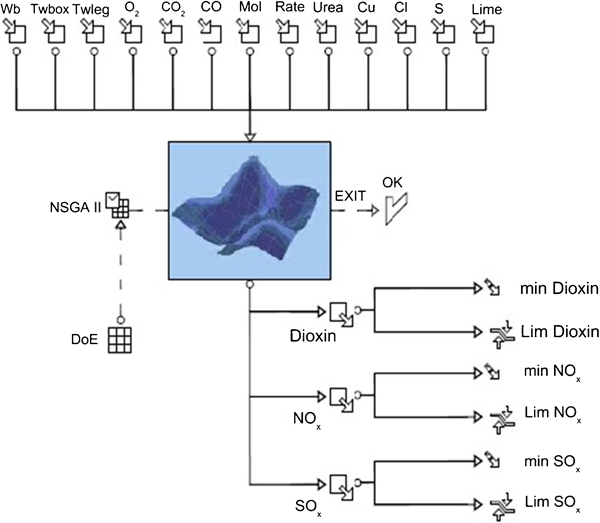
Workflow of analysis
The workflow is divided into data flow (solid line) and logic flow (dotted line), which have a common node: the calculator node in which mathematical functions and chemical reactions representative of the process are introduced. In the data flow, all the input parameters are grouped; such input parameters should be optimised during numerical simulations as a function of the multiobjectives (in the present case, the reduction of emissions). In the present case, the following input parameters are considered and then introduced:
number of the wind box: progressive value that indicates in which wind box there was a known level of emissions
gas temperatures in the wind box and wind leg
percentage of O2, CO2, CO and moisture (Moi) inside the wind box that affects the development of PCDD/F37
exit gas rate, expressed in meters per second; it appears to be an important parameter because it defines how long the gas remains within the wind box38
chlorine and copper: both elements improve the production of PCDD/F, although in different ways. Chlorine is a key component of the structure of PCDD/F, and depending on the number of atoms on the rings, it defines the hazards and toxicity. Copper is a strong catalyst and thus fosters a series of chemical reactions, leading to the development of PCDD/F20, 21
the addition of sulphur in any of the following three ways: through SO2 in the combustion gases, by the addition of coal containing sulphur (this has a greater impact than the previous case of SO2) and in the form of sulphur based reagents added to the crude oil used in the process39
the addition of urea, which has a dual effect of inhibition: it can act on the urea functional groups by blocking some surface complexes and thereby reducing the availability of catalytic metal sites and can coat the surface of the particulates and prevent chemical reactions40 – 43
the addition of hydrated lime, which is capable of increasing the economic productivity of sintering; it has been demonstrated to be a good suppressor of PCDD/F.44 – 46 Normally, HCl reacts with oxygen to form water and Cl2. The lime reduces the atmosphere of chlorination by setting HCl in CaCl2, which has the lowest vapour pressure between the various metal chlorides.47
The analyses of the sintering process were performed on a sintering plant belonging to an Italian steel company (Dwight–Lloyd sinter). For the development of such an analysis, the emissions levels of the last 6 years and the corresponding inputs were recorded to define the starting point of the problem. The corresponding productivity of the plant and the quality of the sintered material were taken into account for comparison. The main goal is the reduction of dangerous emissions coupled with acceptable levels of productivity and quality of the material.
Each wind box was equipped with thermocouples (k type) in order to monitor the off gas temperature during sintering. The composition of the flue gases was monitored according to EN 1948 parts 2 and 3, EN 1948SS (Sampling Standards, Wellington Laboratories), EN 1948ES (Extraction Standards, Wellington Laboratories) and EN 1948IS (Injection Standards, Wellington Laboratories), by employing a high resolution gas chromatograph and a high resolution selective mass detector.
The output variables (PCDD/F, NOx and SOx) define a multigoal analysis and have been minimised, taking into account some constraints or limitations typical of the actual process of sintering. At this stage, the nodes that make up the logic flow of numerical analysis are defined. The first node is the design of experiment (DoE), which is the set of different designs reproducing different possible working conditions, among which the most affective ones are highlighted. Therefore, it means creating a set number of designs that will be used by the scheduler (the node where the best algorithm is introduced) for the optimisation. Depending on how this space is filled, the designs, defined by the scheduler, are more or less truthful. Therefore, the choice of the DoE has to be assessed correctly. In the present case, an appropriate method of assessment proposed by the modeFRONTIER was used, i.e. ‘reduced factorial’. This method is characterised by the independency between all the considered variables, and it allows the creation of a space design that can start covering all the different possible configurations and more easily achieve the optimum.
The second node filters the input experimental data; the filtering is possible by employing three types of different algorithms. Such algorithms are multiobjective genetic algorithm II (MOGA II), multiobjective games theory (MOGT) and non-dominated sorting genetic algorithm II (NSGA II). MOGA is set to obtain a fast convergence to the Pareto curve, supports the geographic selection and directional cross-over and allows the simultaneous assessment of independent design. The MOGT is based on competitive games theory by Nash,48 linked to a simplex algorithm. It is particularly suitable for studies with many constraints with highly non-linear objectives. It finds a compromise solution (Nash equilibrium) from a small number of rating points. The NSGA II is based on the crossing over method. The different performances of all the available algorithms were analysed; the NSGA II resulted to be the most suitable for this kind of study. The main reason is the possibility to analyse a large number of input parameters and to produce a series of designs able to investigate all the possible combinations of input parameters in a broad range of conditions. A number of generations equal to 10 or 100 (depending on the test) and a probability of crossover equal to 0·9 were set. The main features of the NSGA II are
the allowance of continuous (real code) and discrete variables (binary code)
allowing user defined discretisation
the method of handling constraints does not use parameter penalties
the implementation of the elitism for multiobjective research
diversity and distribution of the solutions are guaranteed without the use of sharing parameters
the allowance of the competitive assessment of the n independent variables.
Multiobjective analysis
By continuing the analysis, the core workflow is defined, which in the present case is a specific response surface (RS) that proves to be the only node in common between logical flow and data flow. Generally, in this kind of analysis, the heart of the optimisation is represented by a series of equations of chemical and physical nature of a given resolution to determine the desired output. In the present case, all this information is not clear due to the complexity of the process, and so it was chosen to employ the methodology of RSs. Optimisation software allows the following different types of RS. For each output variable to be minimised, it is necessary to create an RS. The analysis starts from a database built with data of operating conditions of the sintering plants obtained from experimental measurements and other related values found in the literature.
Database construction
The database was built by introducing the input parameters, the corresponding output for each experimentally analysed working condition and the physical correlations between the different conditions. An example of the input and output parameters employed in the global database recording all the input and output parameters is shown in Table 2.
Example of database
Of the 578 starting designs, 572 were used to generate metamodels, while six designs were employed as control designs to verify the affordability of the RSs. In the validation phase, they were included in the RS methodology (RSM), and their numerical calculated output compared with the experimental output, measuring the Δ error. The phase of the training and validation is the DoE. The choice of these six was taken in order to obtain the right information on the entire range of existence of the output variables. The designs of control are the following:
ID = 126; low value of PCDD/F, low NOx, SOx low
ID = 184, average value of PCDD/F, low NOx, SOx high
ID = 269, average value of PCDD/F, low NOx, SOx average
ID = 346; low value of PCDD/F, high NOx, SOx low
ID = 501; high value of PCDD/F, low NOx, SOx low
ID = 534, mean PCDD/F, high NOx, SOx low.
In the present study, six RSs that are best suited to deal with a multiobjective optimisation were obtained. The six RSs are a function of the chosen RS.
The characteristics of each family of RS are the following.
Single value decomposition (SVD) is the simplest method for generating a surface, and with this method, it is possible to choose the degree of polynomial interpolation with which the different information can build a virtual model.
Radial basis function (RBF) is a powerful tool for multivariate interpolation of scattered data. The term ‘scattered data’ means the points of training should not be sampled on a regular grid because RBF is a correct method without the use of mesh. Because the RBF interpolant is an RS, it passes through the points of training. With this method, a policy of fully automatic scaling based on the minimisation of the mean ‘leave one out’ is implemented. Through a scale parameter, the shape of the radial function can be determined. The leave one out method is an effective way to control the efficiency of interpolating a response.
Neural networks (NNs) is one of the most powerful and efficient methods of interpolation. Inspired by the structure and function of the human brain, NNs can learn from a training set proposed by the user. The interpolating function is usually a sigmoid function. The NN may generate non-linear relationships between input and output variables. The network that is generated consists of a sequence of hidden layers of neurons, allowing the creation of relationships between input and output variables. One of the problems, occurring with the use of NNs, is overfitting.
The next step is to evaluate the performance surface and use it as a node operator in our workflow. The available tools are the ones offered by modeFRONTIER, such as RSM distance, RSM residual and RSM function plot. Initially, the tool RSM distance, allowing the assessment graphically of the distance between the real values provided by the database and those generated by the virtual metamodel, was employed. The virtual profile is very close to that of the actual design but, in some cases, cannot reflect it perfectly. The difference is greater with respect to the SVD surfaces. The situation improves with the NN. At first glance, using such a tool, the best Dioxin_RBF_0 and Dioxin_NN_1 were found, but in this case, a more detailed analysis is necessary.
With regards to the NOx variable, the same kind of analysis was performed. The two SVD surfaces cannot play the best sequence of real design. It may therefore be concluded that the choice falls on the type RBF or NN, which is more efficient. In addition, for the SOx, the same kind of analysis was performed. The surface SOx_SVD_0 cannot cover the design that has a high value of SOx, and it behaves better in the case of a design with smaller values. This leads to the formation of a poor surface for higher values of this parameter. This first analysis led to the realisation of how poorly performing the SVD_0 surface for all three output variables was but not to narrow the field to the point of making a safe choice. Therefore, the second tool provided by MF or residual RSM was employed. This provides graphical and numerical information on the error between the created surface and the real distribution of the starting design. In this way, it was possible to find the average and maximum relative and absolute error, regression and principal value of the error.
Optimisation procedure
For the areas related to PCDD/F, the numerical value of the regression is about the same (close to 0·99). For the mean error, the order of magnitude is 10−3, except for areas where NN_1 e RBF_0 is decreasing to 10−4. At this point, they must be considered the maximum and average error, both absolute and relative. The maximum error is the same for all RS, improving slightly as it rises from the SVD to the NN. Instead of evaluating the average error, it was known as the lowest values are those of the RBF surfaces that come down to orders of magnitude of 10−2/10−3. Observing the error, both absolute and relative, the surface method appears to be the most powerful. By performing the same analysis on the NOx variable, it was observed that poorer areas are the SVD with residual high values. Furthermore, it shows how the lowest levels of residues are those of the two surfaces of RBF type. The most powerful, at least limited to this tool, seems to be the surface NOx_RBF_0.
Finally, the same analysis was made to the output SOx variable. In the same way, it was found that the best is the SOx_RBF_0.
The last tool to be used is RSM plot function, which allows the understanding of how the surface reconstructs a pattern of the three outputs as a function of input variable.
After the analysis of all areas carried out through three different tools proposed in the design space of the modeFRONTIER (mF) panel, the optimal condition of analysis can be chosen for each of the three output variables. The choices are the following:
PCDD/F = DIOXIN_RBF_0
NOx = NOx_RBF_0
SOx = SOx_RBF_O.
The choices lead to the use of RBF type surfaces with the MultiQuadrics Hardy’s radial function. In fact, by looking at distance, only the RSM distance and the RSM plot function, the RBF surfaces are very good. The contribution of residual RSM leads to the choice of RBF_0 permanently.
At the beginning of the analysis, modeFRONTIER generates the space of DoE, following the reduced factorial method. Then, these designs are transformed by the NSGA II algorithm. The new designs created by mF fill all the range of analysis. These designs are introduced in the RS that has been set in the first step of study. In this way, mF generates a determined number of working parameters, which lead to a particular emission value. At this point, the user has to choose the set of input that produces the lower emission value for each output, considering the physical constraints and the legal limit.
Results and discussion
Before starting to analyse the results of numerical simulation, the influence of input parameters should be evaluated. Concerning the gas temperature in wind box and wind leg, it must be noted that their trends are very similar and differ only from 30 to 50°C; the last box can reach even higher temperatures, up to 500–550°C.
From deep numerical analysis belonging to the experimental set-up of the plant, many fundamental results have been obtained in terms of input parameters (in a broad range of existence), influencing the dioxin, NOx and SOx emissions.
Dioxin emission shows a maximum in wind box 19, in the temperature range 350–480°C (Fig. 2a and b ), which shows that it increases with increasing O2 content up to very high levels; from the graph, it is clear how the emissions are very sensitive to such parameters.
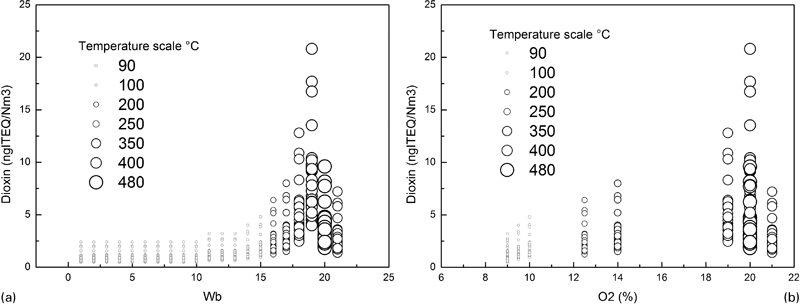
Dioxin emission in sintering plant monitored in present study as function of a wind box number and temperature and b oxygen and temperature
To obtain a sintered material of uniform quality, it is necessary to schedule heating and cooling on the grate in order to ensure that the thermal history of all the components is the same. This leads to perfect control of temperature on the grate, taking into account that at temperatures below the red heat, the main mechanism of heating is through convection and conduction, while, at higher temperatures, the main mechanism is radiation. Such behaviour is strongly related to the gas flow rate in the wind boxes, and consequently, the gas flow rate influences greatly the final quality of the sintered grains.
Dioxin reaches the highest values for high temperature and high moisture presence (Fig. 3a ); in such conditions, the CO2 formation also reaches its maximum values (Fig. 3b ). Dioxin emissions reach high values for high levels of flow rate in the wind boxes (Fig. 4a ), and as shown in Fig. 4b , high values of dioxin correspond to low values of carbon monoxide.
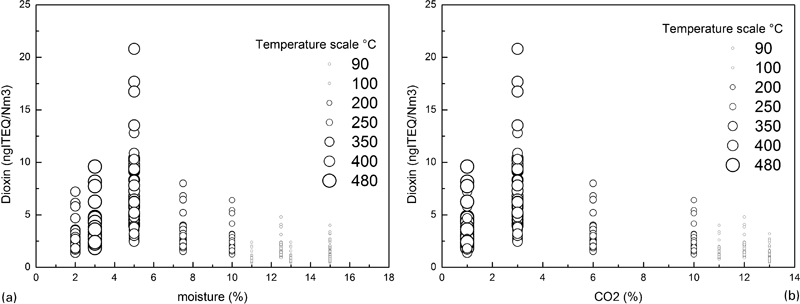
Dioxin emission in sintering plant monitored in present study as function of a moisture and temperature and b CO2 formation and temperature
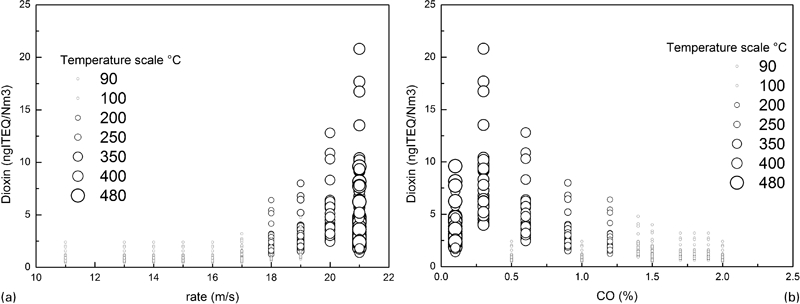
Dioxin emission in sintering plant monitored in present study as function of a flow rate in wind boxes and temperature and b CO formation and temperature
Many elements and compounds are very active in the formation of dioxins, and in particular, they lead to an increase in the levels of dangerous emissions; Cu and Cl lead to a strong increase in the levels of dioxins emissions, as shown in Fig. 5.
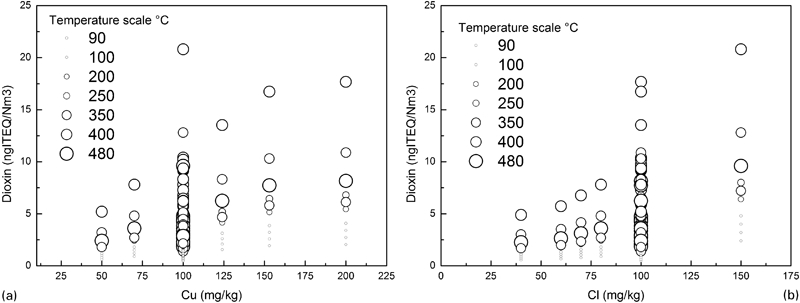
Dioxin emission in sintering plant monitored in present study as function of a Cu and temperature and b Cl and temperature
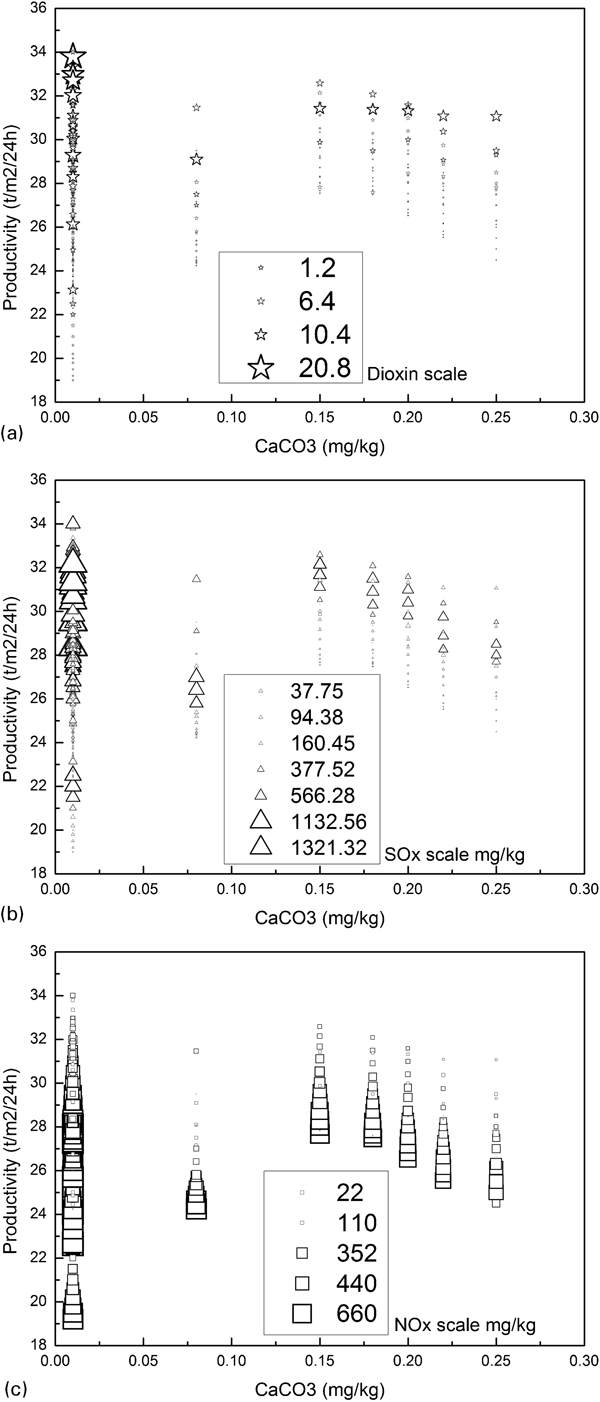
On the contrary, the addition of urea and CaCO3 leads to a strong efficiency in the reduction dioxin emissions (Fig. 6).
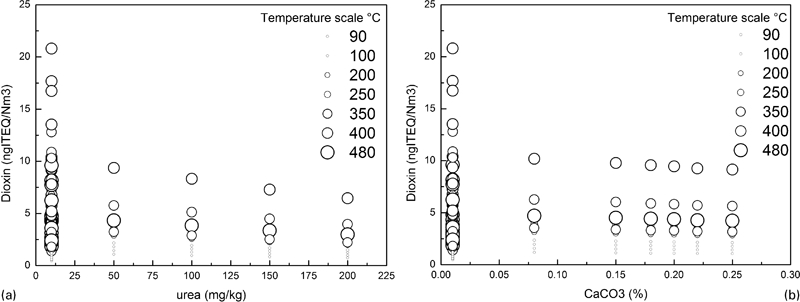
Dioxin emission in sintering plant monitored in present study as function of a urea and temperature and b CaCO3 and temperature
In addition, NOx and SOx emissions were monitored during the present study. All the input parameters analysed previously influence such emissions levels, and often, the trend of reduction does not follow that of the dioxins.
As shown in Fig. 7, for example, the addition of urea leads to a decrease in dioxin level, but at the same time, such reduction of dioxin coincides with an increase in NOx levels. The influence of urea is very important in the reduction of polluting emissions. In particular, the emissions levels are reduced as the urea levels increase. For PCDD/F, it occurs by means of a physical deposition or by poisoning the catalytic sites.
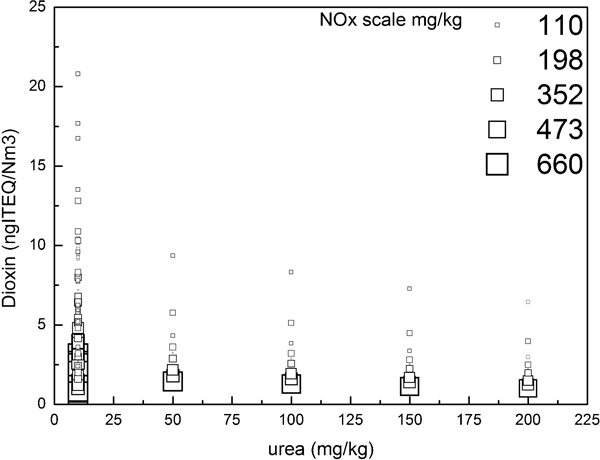
Dioxin emission in sintering plant monitored in present study as function of urea and NOx emissions
Another strong example is represented by the addition of sulphur; it is very efficient in reducing the dioxin emissions (Fig. 8a ) but at the same time produces a strong increase in SOx emissions (Fig. 8b ). The role of sulphur in the reduction of emissions in the sintering can be noted. In all three ways observed previously, there has been a reduction of PCDD/F, especially in the second case, and it is probably due to the presence of SOx in the flue gas. It is believed that these sulphides can be converted to SO2, reducing the chlorine in HCl.
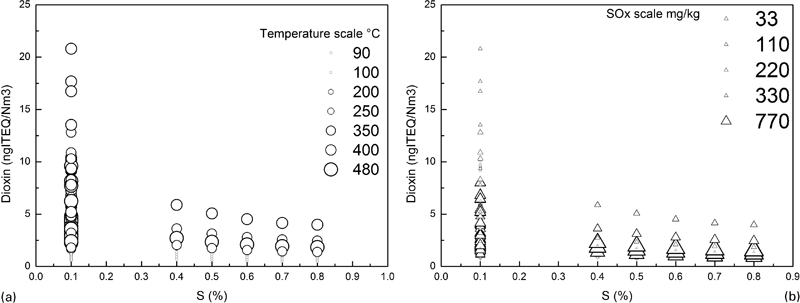
Dioxin emission in sintering plant monitored in present study as function of a S and temperature and b S and SOx emissions
The importance of lime in the reduction of PCDD/F has been largely outlined in the present paper. The emissions levels are reduced as the lime quantity in the raw materials increases. The lime also brings about a strong reduction of SOx and a moderate reduction of NOx.
Although the resultant optimal combinations of input parameters are able to reduce the dangerous emissions from the plant, it is very important to examine the impact of the chosen input parameters on the sinter productivity. As a matter of fact, many different studies were performed on the productivity measurements for selected designs with controlled levels of dioxin, NOx and SOx emissions.
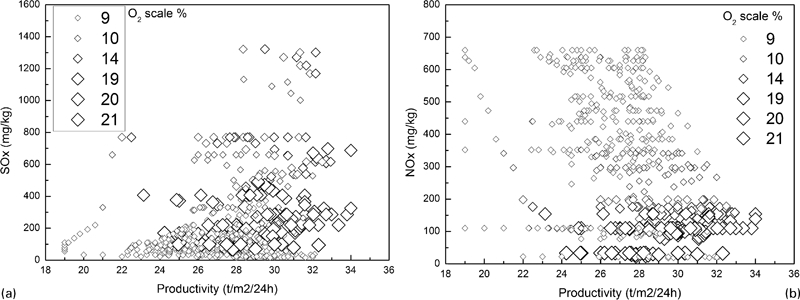
As shown in Fig. 9, low levels of dioxin emissions are found in correspondence to the very low levels of productivity; then, as productivity increases, dioxin emissions increase, followed by an apparent decrease in dioxin emissions (Fig. 9a ). By also analysing the oxygen addition, it can be concluded that a decrease in O2 shifts the same productivity to lower dioxin emission (Fig. 9b ).
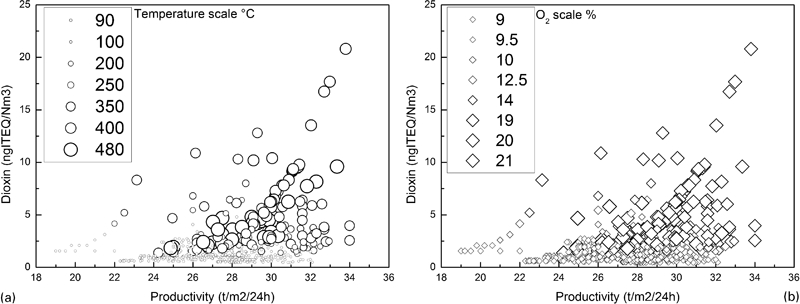
Dioxin emission in sintering plant monitored in present study as function of a productivity and temperature and b productivity and O2
Actually, temperature and oxygen flow influence moisture behaviour in the sinter bed, and as explained later in the present paper, it is related strongly to the quality of the sinter; all the input parameter ranges were set in order to fix the quality of the pellets at a well known level.
High levels of productivity and low levels of dioxins can be reached with high levels of moisture (Fig. 10a ), whereas high levels of gas flow rate lead to an increase of productivity but, unfortunately, to an increase in dioxin emissions (Fig. 10b ). Such parameter results are very important because they are linked strongly to the sinter permeability, which can be related directly to the ore quality in terms of granule size and distribution. Such a parameter was taken strongly into account during the definition of the parameter ranges in order to set an acceptable pellet quality for all the analysed input conditions. Moreover, moisture influences strongly the sinter quality because it is strongly related to voidance, and the range of such parameters was set to a fix given range of the product quality. Generally, low levels of moisture lead to a decrease in the spread of granule size distribution and to an increase in the spherical aspect of the product; such behaviour leads to a material with improved voidance and consequently to good levels of productivity. In the conditions of higher levels of moisture, normally the sinter thickness decreases, and this leads to a tendency for voidance to decrease; in this way, the productivity tends to decrease.
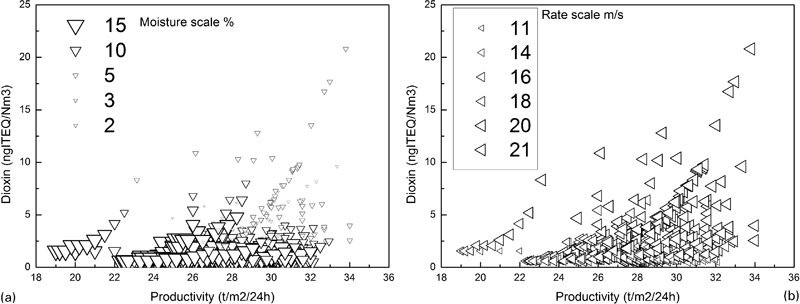
Dioxin emission in sintering plant monitored in present study as function of a productivity and moisture and b productivity and gas flow rate
Very low levels of dioxin and productivity are in correspondence to the high emissions of SOx and NOx (Fig. 11).
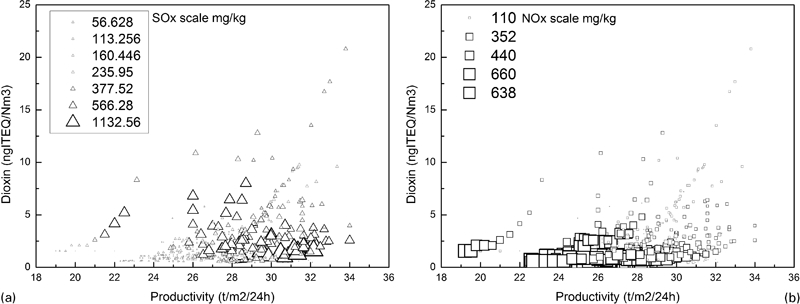
Dioxin emission in sintering plant monitored in present study as function of a productivity and SOx and b productivity and NOx
Actually, just focusing on the SOx and NOx levels as a function of productivity, it can be underlined how many input parameters play a key role in the overall behaviour of the plant.
To obtain high levels of productivity and low SOx and NOx emissions, temperature plays a fundamental role (Fig. 12).
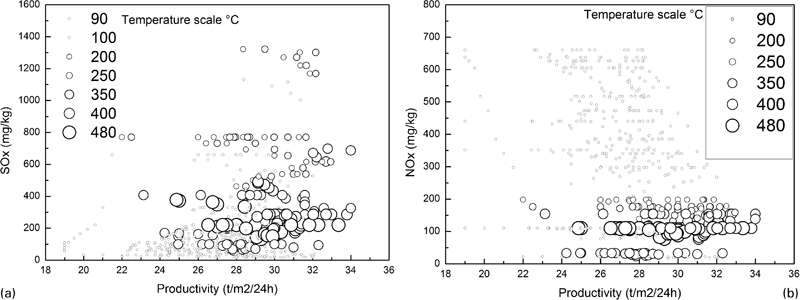
a SOx emission levels as function of productivity and temperature and b NOx emission levels as function of productivity and temperature
For all the productivity levels shown by the plant, the SOx and NOx levels can be reduced by reducing the oxygen flux (Fig. 13).
a SOx emission levels as function of productivity and oxygen and b NOx emission levels as function of productivity and oxygen
In each case, from the previous analysis, it can be concluded that the effect of such input parameters leads to an effect on NOx and SOx emissions in a different way; if they lead to a decrease in NOx, they produce an increase in SOx and vice versa, so the control of input parameters should be tuned in order to reach an optimum point of acceptable dioxins, NOx and SOx levels coupled with input and operative conditions maintaining good levels of productivity.
Another example is represented by the moisture effect. To reach good levels of productivity with low limits of SOx and NOx, it is necessary to fix lower levels of moisture (Fig. 14).
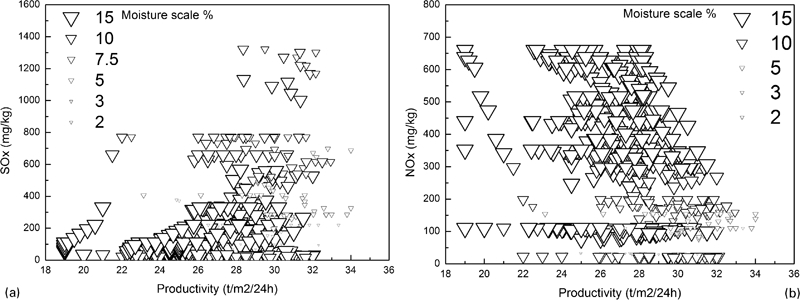
a SOx emission levels as function of productivity and moisture and b NOx emission levels as function of productivity and moisture
The increase of gas flow rate leads to an increase in SOx levels, while it leads to a decrease in NOx levels for all the values of productivity measured in the present study (Fig. 15).
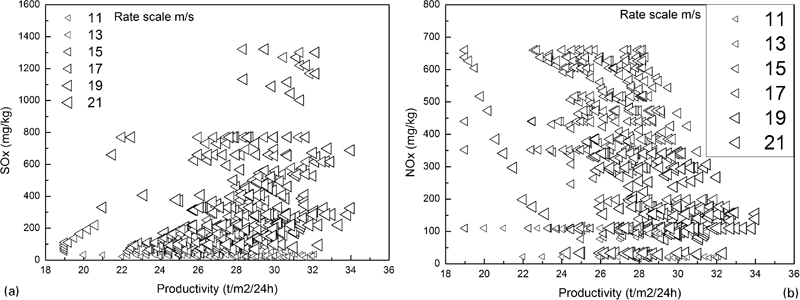
a SOx emission levels as function of productivity and gas flow rate and b NOx emission levels as function of productivity and gas flow rate
The effects of sulphur addition on SOx and productivity and urea addition on NOx and productivity are shown in Fig. 16.
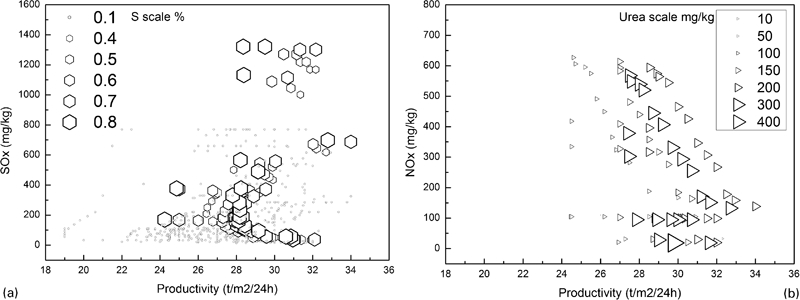
a SOx emission levels as function of productivity and S and b NOx emission levels as function of productivity and urea
By increasing the lime content, it is possible to reach good values of productivity and, at the same time, to reduce the dioxin emissions (Fig. 17a ). Lime is very effective in improving productivity with contemporary reduction of SOx emissions (Fig. 17b ); the addition of lime leads to a moderate reduction of NOx for a given value of productivity (Fig. 17c ).
Productivity as function of a lime and dioxin, b lime and SOx and c lime and NOx
It is fundamental to underline that the quality of the sinter is inversely proportional to the lime grain size. In the present study, a grain size dimension, determined as optimal from previous studies, has been used in all the experiments.
It is also important, in the present analysis, to employ the so called ‘correlation matrix’ that allows the immediate recognition of how much the different variables are correlated between each other. Actually, the parameters are correlated strongly if the corresponding value in the table is distant from zero in a range between −1 and 1. If the value is 1, the parameters are directly correlated, while if the value is −1, the parameters are inversely correlated.
An example for the present study is given in Fig. 18. From such a matrix, it is also possible to observe the different weights of all the parameters; the more the value differs from 0, the more it influences the corresponding variable. For example, there is a direct strong correlation among temperature, moisture, oxygen and flow rate, while there is no relationship between the addition of elements and compounds to the raw material and the gas flow rate, position in the bed and temperature. For the output variables, it can be underlined that the temperature, S and position of the wind box are directly related to SOx: urea, moisture CO and CO2 are inversely proportional to NOx; temperature is proportional to dioxin, while flow rate, moisture, O2, CO and CO2 are inversely proportional to such emissions.
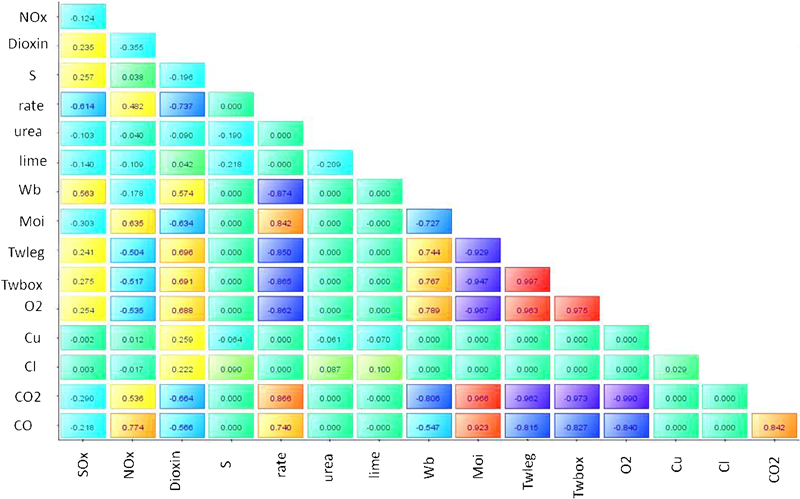
Correlation matrix between different variables taken into account in present study
Focusing on the effect of the different input parameters on the sinter quality, we can summarise the following:
flow rate is related to CO and CO2 and, consequently, the combustion behaviour with large influence on sinter strength, aspect and voidance. It is related to moisture that strongly influences the quality parameters as largely indicated in the further discussion
temperature influences strongly almost all the main parameters with a strong effect on the sinter quality.
Table 3 summarises the range of existence of all the input parameters analysed in the present study.
Input parameters
The range of existence of any input parameter is characterised by chemical and physical constraints that have to be respected to obtain realistic results from the analysis. For example, the gas temperature in the wind box has to be >450–500°C because, at this point, PCDD/Fs begin to decompose. However, at the same time, the temperature should not increase too much because, in this way, the process would become too expensive. Cu and Cl have to be reduced, but there is a physical and technological constraint that has to be respected by limiting the reduction of such elements in raw material. Urea, sulphur and hydrated lime lead to a reduction of emissions, but too large an amount of these leads to the deterioration of the mechanical and technological properties of the sintered material. If the sulphur percentage rises, the amount of SOx increases. For this reason, some designs have been excluded from the analysis.
Such analysis is conducted by employing another instrument called ‘parallel coordinates’, as shown in Fig. 19. The instrument allows the definition of the correlation of all the inputs and outputs of different designs and to reduce the range of existence in order to perform the optimisation on a reduced number of selected designs.
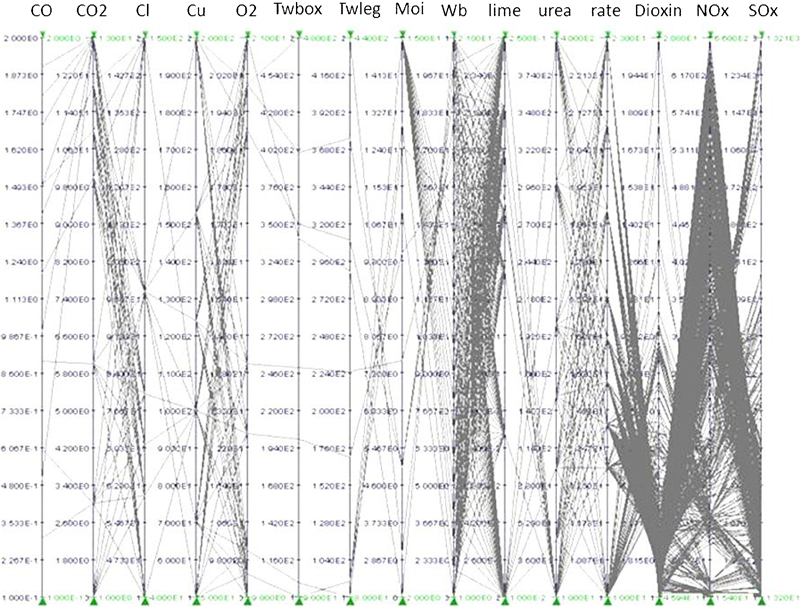
Parallel coordinates for different analysed designs
During the preliminary analysis of the training database, the wind box with the highest level of emission was noted to be number 19. Therefore, the first analysis was performed only on this wind box to look for a set of values to be assigned to the different parameters in order to reduce the production of PCDD/F, NOx and SOx. With the numerical simulation by mF software, a series of operating conditions for the sintering process has been defined. However, not all the numeric strings have produced low amounts of emissions. In some cases, the value is low for PCDD/F but very high for the other outputs of NOx and SOx. It is very important to consider all the aspects of the physical process. The user has to analyse the different sets of parameters and output values reached and choose the best operating conditions. From the list offered by the first step of analysis with numerical simulations, the three most suitable designs have been proposed because these lead to the minimum value of PCDD/F, NOx and SOx.
Such optimum designs are summarised in Table 4.
Wind box optimum design no. 19
It should be noted that in all these cases there are high values of oxygen, while those of CO and CO2 are relatively low as is the level of moisture.
The gas temperatures in the wind box turn out high; the chlorine and copper value is low while the levels of additives cover upper middle values. Maximum emissions of SOx and NOx are found respectively in wind boxes 7 and 17. When the sulphur level rises, the level of SOx emissions increases, while increasing of the lime addition leads to a reduction in the levels of NOx and PCDD/F emissions. At this point, the best operating conditions of all the 21 wind boxes of the system were fixed, and the medium value, weighed in the three different cases, was estimated. Some parameters, such as lime, sulphur, urea, chlorine and copper, remain similar for all 21 wind boxes, while the remaining input (temperatures, moisture, oxygen, etc.) assume different values according to the position in the sintering bed.1
In Tables 5–7, the values of the emissions for the different designs are summarised. From these, it is possible to describe the optimal design derived from the present study.
Design 1
Design 2
Design 3
In all three cases, the medium values of emissions of SOx and NOx are largely below the legal limit. Unfortunately, with such operating conditions, the PCDD/F levels exceed the value limit of 0·4 ng I-TEQ/N m3. In addition to offering the minimal value in the optimisation regarding wind box 19, design 1 proposes valid operating conditions for the whole system and the lowest values of pollutants. In order to define the optimisation strategy reference to Design 1 was chosen. The process parameters that result independent from the position on the belt conveyor were fixed; they are shown in Table 8.
Parameters fixed for all wind boxes
For the remaining process parameters, the choice of the values to apply to the single wind box is necessary. The results offered from the first phase of optimisation were not followed because the proposed profiles are discontinuous and inhomogenous and difficult to apply to a real system. Therefore, another set of more homogenous profiles was proposed, taking into account the data of the first phase of analysis, defined as new design.
At last, the temperatures of the wind boxes and wind legs for the new design were chosen and shown in Table 9.
Temperature fixed in wind boxes and wind legs
With these values attributed to the input variables, the minimum value of emissions obtained can be obtained. In Table 10, the results of the different designs are compared.
Emission values
Some of the optimal operating conditions were removed in favour of profiles easier to apply to the system. In addition, it was possible to obtain a value of productivity close to 30, in agreement with the industrial desires. Consequently, an increase of the medium levels of emissions can be expected. In fact, the level of PCDD/F was found to vary from 0·43 to 0·45 ng I-TEQ/N m3 with also a contemporary increase of NOx and SOx. With the exception of the latter, the PCDD/F still exceeded the legal limits. Despite an increase of emissions, the application of the set of parameters of the new design was chosen because technologically it was simpler to realise. In addition, it was possible to obtain a value of productivity close to 30, in agreement with the industrial desires.
This study made it possible to implement a setting of the system through which it is possible to obtain a clean reduction of the emissions of polluting substances. Thus, just acting on input parameters, it was not possible to achieve all the values of PCDD/F below the legal limits. A further possible improvement was studied that consisted of the application of a determined filtered device that can carry to a further reduction of pollutants.1 In the authors’ previous paper, such further reduction was strongly underlined; in the present study, attention was focused on the coupling between a decrease in dangerous emissions and an acceptable productivity of the plant.
Conclusions
The aim of this study was to analyse some crucial aspects of the iron ore sintering process. The study outlines the influence of different parameters affecting it in order to establish a set of operating conditions capable of reducing the dangerous emissions. The way to tackle the problem consists of using numerical multiobjective optimisation software modeFRONTIER with which to define optimal operating conditions. The analysis led to the definition of a series of three best design practices that lead to lower emissions. Because these results are obtained in dangerous working conditions, they represented the starting point necessary to define a particular setting of the system that is easier to produce technologically, i.e. the new design. To fall below the legal limit regarding the maximum production of PCDD/F, a filtering device downstream of the sinter plant was finally applied. Large attention was put on the analysis of the reduction of dangerous emissions coupled with an acceptable level for productivity. All the input parameters, before the optimisation, were chosen in order to fall in a range guaranteeing an acceptable quality of the sintered material in terms of dimension, spheridicity and voidance. The productivity of the plant, resulting from the chosen optimal input parameters, showed no significant differences from the required ones. The results confirmed the applicability of the obtained optimal conditions for ordinary industrial production.