
Abstract
This work was aimed at the analysis of the operating practices of the reheating furnace in the hot strip mill (HSM) at Tata Steel with the objective of reducing the fuel consumption. The operating practices were examined thoroughly, starting from the slab scheduling stage to the soaked slab discharging stage for the roughing mill. The study was important as there was considerable shortage in fuel supply that caused production delays from time to time. The job was challenging because the fuel consumption was already lowered by 2·83% compared to the supplier’s committed figure. The system of operation as the HSM is complex and is much dependent on external factors such as ‘timely slab supply’ by LD2 and slab caster and ‘consistent fuel supply’ by the Fuel Management Department (FMD). It is possible to reduce the losses due to external factors by coordinating between planning, LD2 and slab caster and the FMD. The plant operating data were collected and analysed. Individual regression showed correlation between fuel consumption and many other variables. The hot charging percentage in particular was one of the major variables, and this was increased by improving the planning and operating practices. The strategic decision of including 100% of the schedulable slabs produced by LD2 and the slab caster in the rolling schedule in hot condition helped immensely in reducing the fuel consumption. The results obtained by analysis were encouraging and indicated the existence of further scope of improvement in the operating practices. Incremental improvement in each of the dependent variables helped in reducing the fuel consumption to some extent. Finally, the fuel consumption at the HSM furnaces has lowered by 6·61% after completing this coveted work.
List of symbols
coiling temperature
cross-transfer roller table
calorific value
Fuel Management Department
finished rolling temperature
hot strip mill
LD-2 and slab caster (steelmaking unit)
this is basically field instrument controls
control in automatic mode, where the system parameter changes are taking place automatically by computer. The commands are generated by suitable programs, depending upon the feedback available, and are executed by level 1 controls.
million ton per annum
metric ton
process value
roughing mill exit temperature
set point
tons per hour
thermocouple
Introduction
The hot strip mill (HSM) is a part of the flat product division of a steel plant and produces hot rolled strips in the form of coil, sheets or plates. Input to the HSM is continuously cast slab. Once a slab is cast, it can either be charged directly into the reheat furnace, ‘hot slab’, or it cools down to some extent before charging, ‘cold slab’. Whether hot or cold slabs are charged, and often at the Tata HSM, it is a mixture, and their temperature has to be increased using a reheating furnace before they can be rolled. Slabs of a particular quality and width are sequenced before charging into the furnace, depending on the final gauge and width requirements. The reheating furnace plays a key role in heating up the slab uniformly to the desired temperature and providing slabs to the mill consistently and effectively.
The performance of the reheating furnaces depends on various factors, such as planning, timely availability of slabs, fuel supply and temperature of the charged slabs. In the reheating furnace, slabs are heated up to the rolling temperature of 1523 K before being discharged to the rolling mill, and to achieve this reheating, a significant amount of energy is consumed. With rising energy prices and environmental aspects to consider, there is an urgent need to optimise the amount of energy consumption while maintaining yield and throughput, and such optimisation will lead to the enhanced operating performance of the reheating furnace.
Using the commercial software FLUENT, a numerical analysis of slab heating characteristics in a reheating furnace has been studied, where the conditions experienced by the slabs in the furnace while being heated to rolling temperature were examined.1 Modelling based approaches have also been carried out by a number of researchers to optimise the thermal efficiency of a reheating furnace.2 – 5 However, as per the knowledge of the author, a study of process parameters from the operational point of view has not yet been carried out. Several key process parameters have been identified, and their effect on the heating process has been studied. In this study, the operating process parameters are examined to investigate the correlation with fuel consumption in the reheating furnace. Effort was given in reducing the fuel consumption by controlling the process parameters, particularly the hot charging percentage.
Reheating furnace
Reheating furnaces are typically of walking beam type and of 300 tons h−1 capacity. A schematic diagram of the HSM reheating furnace at Tata Steel Jamshedpur is shown in Fig. 1. To ensure uniform reheating, the furnace has distinct controlling zones. In the schematic, these are marked as zones 1–10. Zones 1 and 2 are named as UPHZ and LPHZ respectively, which means upper and lower preheating zones. Zones 3 and 4 are UHZ and LHZ called upper and lower heating zones. Zones 5 and 6 are UPSZ and LPSZ namely upper and lower presoaking zones. Zones 7 and 8 are USZR and USZL called upper soaking zone right and left. Finally, zones 9 and 10 are named as LSZR and LSZL means right and left lower soaking zones respectively.
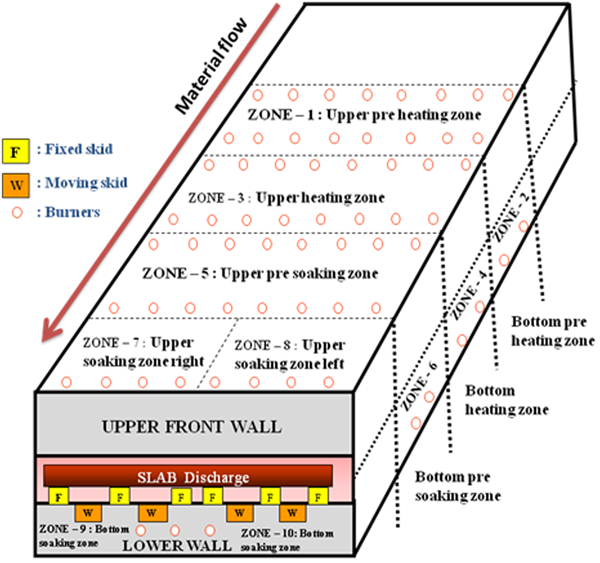
Schematic diagram of HSM reheating furnace at Jamshedpur
Each zone is equipped with a specific number of burners, and Table 1 gives a summary of the number of burners per zone, their capacities and types. Fuel for the furnace is supplied by the gas mixing station, which mixes coke oven gas with blast furnace gas in a definite proportion to attain an average calorific value of 11 760 kJ N−1 m−3. To increase the efficiency of the furnace, combustion air is preheated to the range of 723–753 K with the help of metallic recuperators, which utilise waste gas heat for this purpose. Waste gas normally flows at a temperature of 1023–1073 K through the recuperator, heats up the incoming combustion air and exits the chimney at 623–673 K.
Zonal burner distribution and their capacities
Variables in reheating furnace operation
The furnace operation is a complicated process and depends on many utilities. It largely depends upon the fuel supply in terms of quality and quantity, steel supply and suitable planning. In order to get a considerable benefit in fuel consumption, all these items need to be streamlined. The common problems faced during the furnace operation are explained below.
Hot and cold mixed charging of slabs
A typical rolling schedule consists of 70 slabs. After rolling out one schedule, the work rolls are changed. Each rolling schedule contains several draft groups. Around 30–40% slabs are chosen from the cold stock, and the rest are taken hot from the slab casting. While arranging the schedules in the slab yard, the slabs are kept in piles according to their sequence number. The priority is given to complete the schedule according to the order availability and not to segregate the hot and cold slabs. It is not practically possible to produce slabs just in time so that they are hot enough to be charged into the furnace. Therefore, the charging sequence may look something like hot, hot, cold, hot, cold, cold, etc. With such a charging sequence, the problem is to heat up the adjacent hot and cold slabs uniformly. The observation is the hot slabs come out with a higher temperature and the cold slabs with a lower one.
Furnace pressure fluctuation
This is an important and sensitive parameter to monitor the furnace operation. Furnace pressure increases when the gas demand goes up due to either higher mill pacing or higher percentage of cold charging. As the furnace pressure goes beyond the safe limit, flames shoot out of the door, the damper is full open and all processes become disturbed. This situation, if continued for a long, such as >30 min, can lead to serious breakdown in the furnace area. The operating practice is to control the furnace manually by reducing the target set points for several zones simultaneously.
Insufficient gas supply
The HSM at Jamshedpur uses a mixture of coke oven and blast furnace gases. Because of the demand constraints imposed by the parallel requirements of other furnaces, a sudden jump in the requirement for the reheating furnace of the HSM cannot be managed. As a result, the pressure drops abnormally, and operators take necessary action to save the furnace by reducing the gas consumption manually, which causes production delay time to time.
High waste gas temperature
There is a safety interlock for the recuperator. The waste gas or flue temperature before the recuperator should be within a certain range. The limit is exceeded from time to time because of CV fluctuation, instrument malfunctioning, etc. In order to keep this under control, the furnace needs to be taken into level 1 control mode. The gas and combustion air volume are reduced for this reason to reduce the waste gas temperature.
Interruption in furnace level 2 (automatic control) system
It has been observed that the smoother the production, the smoother the level 2 operation and the consistency in product quality. Any fluctuation in the system takes a considerable time to settle down, which is not available later on. There is always a tendency to make up the lost time. This further deteriorates the situation. If few slabs are drawn faster than the required time, the followfing slabs naturally suffer from the temperature rise. Ultimately, it has to wait inside for some time to gain the temperature. In this process of faster heating, level 2 is bypassed deliberately from time to time.
Unpredictable mill delays
Most of the mill delays are unpredictable, particularly because of the electrical system problems. For example, the mill starts after 4 h after a stoppage when it was assumed to be ready by 30 min. This creates the unwanted wastage of fuel. Scale formation also takes place during this delay period, which prevents and retards the heat penetration rate during reheating.
Weekly shutdowns
Unlike the mill or other equipment, the furnace cannot be switched off on the 24 h shutdown days. It has to maintain a certain minimum temperature in order to save the refractories. For this reason, it consumes fuel for the whole day. Any furnace related job needs higher time to attend and complete because the cooling and heating times are also included in that.
Power failure
This is a hazardous problem in the furnace area. Nothing is visible if it happens in the night. All the burners need to be closed manually, and both furnaces are required to be water sealed in this condition. An emergency plan is made to save the furnace and its related vital equipment. A sudden dip in the frequency leads to the stoppage of combustion blowers. The entire furnace trips immediately as a result of the safety interlock.
Steel shortage
The slabs that are designed in the schedule from the caster are not always produced or supplied on time. To avoid any gap in the charging, the slabs are chosen from the cold stock to complete the schedule arrangement in time. This eliminates the hot slabs from caster, and the percentage of which is reduced considerably in the schedule. Pure steel shortage also takes place many times because of the breakdowns in the LD2&SC department.
Data analysis
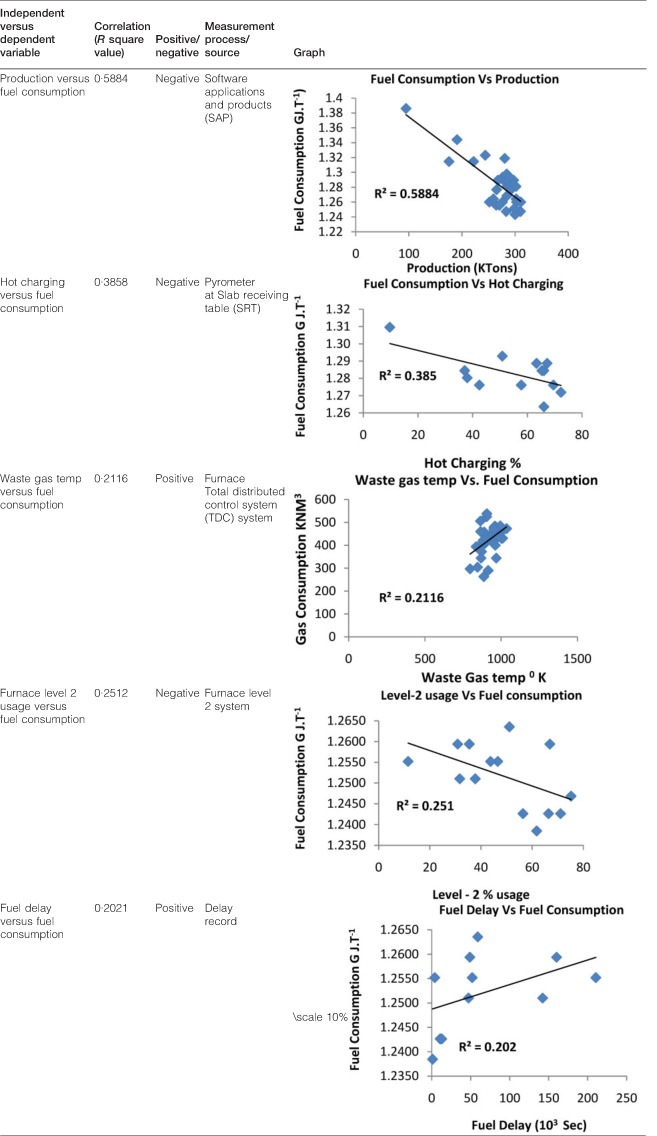
The major items that can primarily affect the fuel consumption were analysed critically on an individual basis to identify the impact of each. Statistical regressions were used for the analysis to find out any correlation of process variables with fuel consumption. The following regressions were done: production versus fuel consumption, hot charging percentage (>673 K) versus fuel rate (GJ ton−1), level 2 usage versus fuel rate, furnace waste gas temperature versus fuel rate and fuel delay versus fuel rate. The correlations are given in Table 2, and the analysis implies that the fuel consumption is affected by many process variables. The contribution varies from 0·2 to 0·58. The next section elaborates the actions taken on the above variables.
Correlation matrix
Actions taken to control process variables
Production
This is mostly dependent on the mill, and the mill delays are not accurately predicted. However, a discipline has been introduced into the system to reduce the furnace temperature automatically after 15 min of mill delay if no estimated restart time is available. This logic is also introduced in the level 2 system to avoid any human error. When the mill is about to be ready, the message is given manually to the heating pulpit to commence raising the temperature. This has improved the coordination between the furnace and the mill and improved the stability of furnace operation considerably.
Waste gas temperature
The analysis established that the waste gas temperature is directly proportional to the fuel consumption. The increase in waste gas temperature means a greater extent of unutilised heat. The limit was lowered to 83% and taken as an internal target and via close monitoring was done successfully. A new logic feed in the level 2 system for curtailing gas consumption from the earlier zones, like PHZ and HZ, has worked successfully. This deficiency in heat supply is made up during roll change. The production rate is not affected.
Furnace level 2 usage
The heating practice was improved it terms of level 2 usage. The operating practice was improved by improving the communication between the mill and the furnace. The logic was fed into the system for calculating the temperature set points before and after roll change time by detecting the last slab of the schedule. The bypassing of level 2 is stopped for faster heating in level 1 mode, and the level 2 functioning is further strengthened by suitable online examination and fine tuning. This has given excellent result in terms of stability in furnace operation, and the health parameter fluctuations are considerably reduced.
To minimise the difference between the consecutive hot and cold charged slabs, envelop control was introduced. It works in an envelope of target temperatures, which covers both hot and cold slabs together. Practically, a logical compromise is made in between the hot and cold slab targets. Both slabs can more or less reach nearby the required temperature and can be rolled out.
The important health parameter of furnace pressure was frequently shooting out beyond range. New logic was fed into the level 2 system to curtail the zonal gas and air consumption in PHZ and SZ beyond a certain limit. This helped immensely, and the level 2 could run uninterruptedly for longer time.
Fuel gas supply
Adequate gas supply is a regular problem at the HSM, and the mill suffers lost production from time to time because of this. Whenever the production speeds up, the demand for gas is increased, and the consumption is reduced in order to avoid the gas holder from ‘isolation’. If the holder is isolated from the system, then it creates a big problem to maintain the gas pressure, and it requires a longer time to recover. To improve the situation, propane injection started in the gas line to substitute the coke oven gas in the system. This helped a lot, and the monthly fuel delay has also started reducing.
Hot charging
A detailed study was done on the hot charging process. It was evident from the above matrix that hot charging is one of the main instruments by which fuel consumption can be decreased considerably and the throughput increased.
Importance of hot charging
Figure 2 shows the comparative heating curves for hot and cold slabs, and it indicates a considerable time saving in heating the hot slab compared to the colder one. This phenomenon helps in increasing the throughput remarkably.
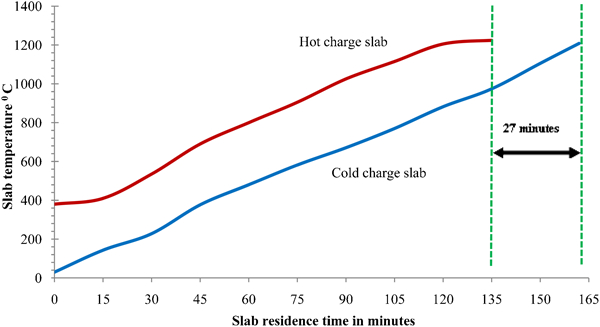
Heating curve of hot and cold slabs
Hot charging process
The order for producing strip is driven by marketing. This is downloaded to the caster that produces slabs of required types of quality and width. However, while charging, the same sequence is not followed. The charging sequences consist of slabs from different caster sequences. This means that the charging sequence will have slabs produced at different times and therefore has different temperature histories. For example, a slab produced 1 h ago would have cooled down to a higher extent than that produced 5 min ago. This means that when the slabs are charged into the reheating furnace, the furnace has slabs that are mixed, i.e. hot (>673 K) and cold (<423 K) lying next to each other. The problem is to heat up this type of configuration uniformly. The present practice shows that hot slabs are discharged at a higher temperature and cold slabs exit the furnace at a lower temperature.
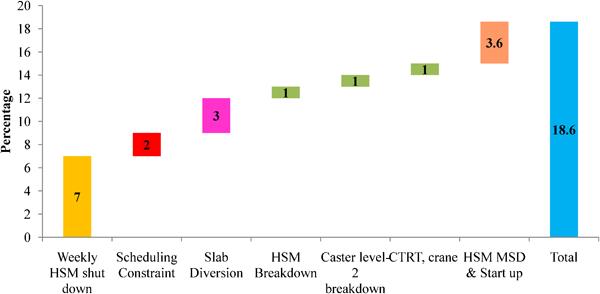
The slabs that are produced online and if included in the rolling plan are transferred through the CTRT to the HSM in the hot condition. Thereafter, these slabs are charged according to the serial number or sequence in the charging schedule. Based upon the present available data, the distribution of the produced slabs is shown in Fig. 3. The maximum possibility of slabs that can be hot charged is 79·6%. However, at present, only 61% of the slabs are charged hot. This gap of 18·6% was analysed further to determine the scope of improvement, and the results of the analysis are shown in Fig. 4.
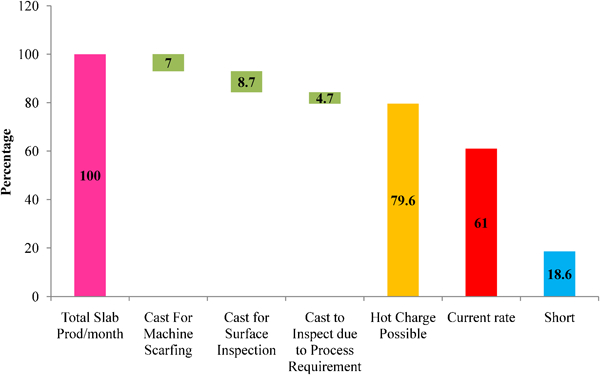
Breakdown of slab production
Reasons for shortage in hot charging
Hot charging is dependent on many factors like shutdown time, schedule length, slab transfer in time, arising (produced extra to order) and caster level 2 system. Table 3 explains the improvement taken place in each of these categories by doing this work to increase the hot charging percentage from 61 to 68.
Comparison between past and present performances of process variables towards improvement in hot charging percentage
Leakages
The HSM furnace is designed with many ventilators and inspection windows; these were all improved to ensure no unwanted heat loss through the inspection windows, water troughs and scale hoppers.
Conclusion
The work reported in this paper was aimed at identifying and improving operating practices to reduce fuel consumption in the reheating furnace of the 4 MTPA Tata Steel hot strip mill. The furnace operation is dependent upon many external factors, such as mixing hot and cold slabs in the furnace charge, furnace pressure fluctuation, high waste gas temperature, interruption of the furnace level 2 control system, insufficient gas supply and shortage of steel. Using statistical regression, the effect of individual parameters on production and fuel consumption was analysed. This analysis has helped in reducing the fluctuations in these factors and hence improved the furnace operation. Although the fuel consumption has been improved, there is still further opportunity for reducing it further. Early in the work, the production line was continuously disturbed because of various reasons, such as shortage of steel slabs and fuel supply. During this work, many problems were solved, and the process has been streamlined.
At the commencement of the work reported, there was an opportunity to hot charge 79% of slabs to the furnace, but for a number of reasons, in practice, this was only 61%. From the analysis of the operational parameters, it has been possible to increase the rate of hot charging by 7% with a consequential reduction in specific fuel consumption of 6·61%.
This work will inspire the plant operating personnel towards energy conservation. A combined effort across the globe in deploying this process at shop floor level of different production units will surely help in reducing the consumption of natural resources as well as in reducing the global warming to some extent.
Footnotes
Acknowledgements
We take immense pleasure in thanking Mr S. Pathak (Chief of Manufacturing, Flat Product), Mr R. Kumar (Chief, HSM) and Mr A. Krishna (Chief Flat Product Planning) for their useful support that helped us in completing this study. We wish to express our deep sense of gratitude to the entire team of Operation, IT, Automation, LD2SC shipping and FMD for their cooperation at the shop floor that helped us in carrying out this study.