
Abstract
The removal of hydrogen, nitrogen and sulphur during vacuum degassing of a tool steel grade was studied. Both slag and steel samples were collected before and after vacuum treatment for 10 heats. From these, the chemical compositions of steel and slag were determined. Thereafter, the removal rates of sulphur, hydrogen and nitrogen were calculated. For sulphur and hydrogen only first order reaction models were considered. However, for nitrogen both first order and second order kinetic models were studied. The results showed that the removal of hydrogen and nitrogen can be described with first order reaction models. However, the removal rate of sulphur follows the equilibrium sulphur content at all stages during the vacuum degassing. It is also clear that after 10 min of degassing the hydrogen and nitrogen removal is more or less finished for the studied steel grade. However, the sulphur refining can still be carried out for longer times to reach lower values.
Introduction
The demand today of clean steel in tool steel production is increasing continuously. For tool steels, important material properties include hardness, toughness and polishability. Therefore, in order to reach the high demands of certain properties, the cleanliness of steel is of great importance. Here, the cleanliness is defined to include impurity elements as well as non-metallic inclusions.
Vacuum degassing of liquid steel during ladle treatment is an important unit process for removal and control of several detrimental impurity elements. During vacuum degassing the content of dissolved gases in the steel melt, first and foremost hydrogen and nitrogen, can be decreased. In addition, carbon and sulphur can be removed to the gas phase (as CO) and the slag phase respectively. Furthermore, the number of oxide inclusions can be decreased significantly during the vacuum degassing operation by separation to the top slag.1
The present study focuses on the removal of hydrogen, nitrogen and sulphur during vacuum degassing of a tool steel grade (H13) in an ASEA-SKF ladle furnace. The samples used in the present work have been collected from a previous work, which was focused on the change of inclusion characteristics during vacuum treatment.2 The objective of this study was not to obtain a model, but to implement the latest results in the production process.
Theoretical background
Many studies of hydrogen and sulphur removal from steel during ladle refining have been carried out. Many of them conclude that the removal rates obey a first order reaction. Hence, the thermodynamics and kinetics related to hydrogen and sulphur removal3, 4 are well established. However, the treatment of nitrogen is still difficult to handle. This is due to that the information found in the literature is inconsistent or conflicting, whereas for hydrogen and sulphur the previous authors have one common opinion. In order to establish the removal rate of nitrogen, the first step is to decide whether the reaction is first or second order. Therefore, this is the main question being discussed in the major part of the existing literature.
The first order differential equation describing the general refining rate for an impurity element in the steel can be written as follows
In the present study it has not been possible to estimate reasonable values of the effective reaction area A, and therefore an overall rate constant β, has been used, which is defined as follows

Thermodynamic relationships used in calculations of hydrogen, nitrogen and sulphur removal
The necessary equations for each element, hydrogen, nitrogen and sulphur are shown in Table 1. For calculation of activity coefficients by using Wagner’s equation, the required interaction parameter 
However, in the case of nitrogen it may be wise to consider the second order reaction as well. For example, Cho and Rao7 state that for high sulphur contents the nitrogen desorption is a second order reaction. It has also been suggested by Harada and Janke8 that with both high sulphur and oxygen contents in the steel, both first and second order reactions will take place. Therefore, they suggest that the nitrogen removal may be written as follows
According to Deo and Boom,9 the two models predicting mass transfer control (first order) and chemical reaction control (second order) may both be used. They are both based on the same theory as previously mentioned, i.e. first order reaction at low surfactant concentration and second order at high concentrations. This may be described as follows

Experimental
The trials were performed at Uddeholms AB’s steel plant in Hagfors, Sweden. More specifically, the sampling was concentrated on the vacuum degassing part of the ladle treatment process.
Process description
The steel plant at Uddeholm AB in Hagfors is scrap based and the steel scrap is melted in an electric arc furnace with a nominal capacity of 65 tons. After melting and refining, the steel melt is tapped in a ladle and transferred to the heating station. Here, the furnace slag is removed and the steel is deoxidised by aluminium and alloyed. Thereafter, ∼740 kg of synthetic slag formers are added in order to protect the steel melt from the atmosphere and to assist the sulphur refining operation during the vacuum degassing period. The steel and slag are heated by graphite electrodes, which lead to melting of the synthetic slag. During the heating period in the ladle furnace, the molten steel is homogenised using induction stirring. Then, the ladle is moved to the degassing station, where a vacuum lid is placed on top of the ladle. Argon is purged through two porous plugs for stirring of the steel melt and to promote the conditions for removal of hydrogen and nitrogen from the steel. The ladle is also stirred with induction during the degassing period in order to improve the fluid flow characteristics in the steel. Before sending the ladle to uphill casting, the molten steel endures a short time of induction stirring in order to promote inclusion removal to the top slag. A schematic view of the process route can be seen in Fig. 1.
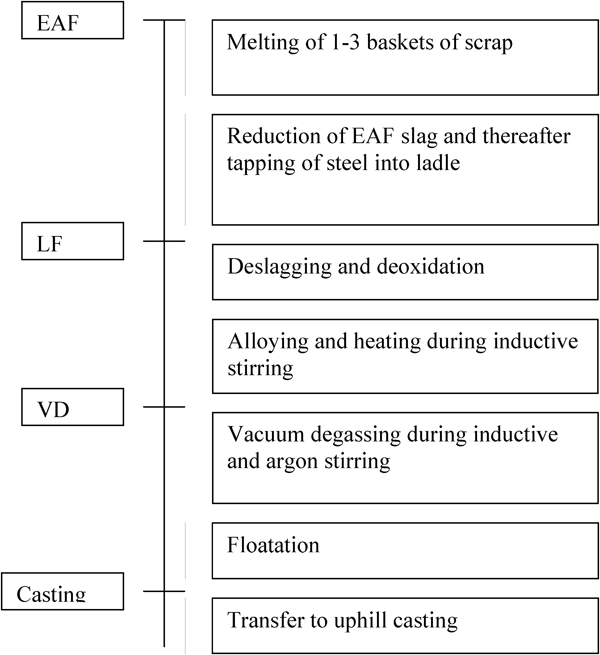
Description of steelmaking process
Sampling procedure
The studied steel grade was an H13 steel, which had the composition of 0·39C–1·0Si–0·4Mn–5·3Cr–1·3Mo–0·9V (wt-%). In a first series of trials, five heats were sampled. Moreover, for verification purposes and to ensure good sampling quality, five more heats were sampled in a second series of trials. Hence, in total 10 heats were studied. Also, three types of different samplings were made: steel sampling, slag sampling and temperature measurements. Sampling was made at two times during the ladle treatment, namely before vacuum treatment and during a stop of vacuum treatment at a predetermined time as shown in Fig. 2. Vacuum treatment was considered to start when a pressure of 4 mbar was reached. In addition, the inductive stirring power for all heats was 900 A. An automatic sampler10 mounted at the vacuum station was used for steel samples and temperature measurements. This procedure ensured a reproducible sample taking, meaning that the samples were taken at the same position in the steel melt. Each sampling procedure took ∼2 min. It should be noted that the slag samples were taken separately. More specifically, by using a slag scoop, not using the automatic sampler. Two steel samples per sampling occasion were taken using rapid solidification samples from Electro-Nite-Rescon. These have a solidification time of ∼2 s.
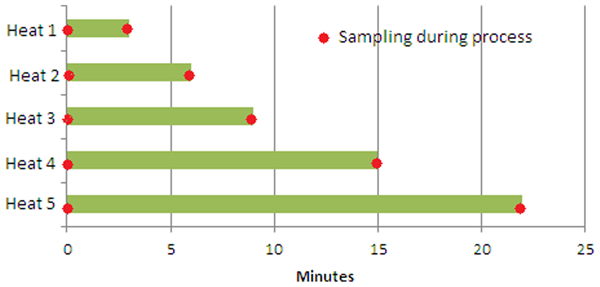
Sampling occasions during vacuum treatment process: 0 min represents vacuum treatment start
Sample preparation and chemical analysis
For each steel sampling, two samples were obtained. One sample was used to obtain steel composition and later on used for light optical microscopy. In addition, the other steel sample was used for determination of the oxygen, carbon and sulphur contents.
The fusing method (a CS-444 LS carbon/sulphur determinator supplied by the Leco Corporation in St. Joseph, MI, USA) was used to determine the carbon and sulphur contents. The total oxygen content in the steel was also determined by the fusing method using the TC-436 Leco Corporation equipment. The concentrations of the other elements in the steel samples were determined with a Phillips Perl X-2 XRF analyser and an optical emissions spectrometer. The slag samples were ground and cast into small glass discs. Thereafter, they were examined using an XRF analyser.
Results and discussion
The purpose of this study was to be able to implement the results obtained previously, given in Ref. 2 of hydrogen, sulphur and nitrogen into the production process. Hence, some assumptions related to the production were made. For example, when discussing the hydrogen removal, the change of the interfacial reaction area has not been considered at all. This is due to the fact that it is not possible to measure the true area during production. Therefore, A is considered to be constant in equation (2).
Steel and slag compositions
The results with respect to slag and steel compositions and temperatures are shown in Tables 2 and 3 respectively. It can be seen that the contents of aluminium, nitrogen, hydrogen and sulphur in the steel decreased during vacuum degassing. Note also, some of the aluminium and nitrogen contents are missing due to poor sample quality. From Table 3 it can be seen that the sulphur content in the slag increases during vacuum degassing. More specifically, the content varied between 0·1 and 0·38% after vacuum treatment. The average slag composition before vacuum treatment was 44·8CaO–14·0MgO–30·6Al2O3–10·6SiO2. Furthermore, the average slag composition after vacuum degassing was 41·4CaO–13·9MgO–31·5Al2O3–9·8SiO2.
Steel composition and temperature data
Slag composition data/wt-%
The composition changes of the steel and the slag show great consistency. Therefore, the values in Tables 2 and 3 were deemed to be so reliable so that they can be used in the calculations for hydrogen, sulphur and nitrogen below.
Hydrogen removal
Equation (5) was plotted using the hydrogen data in Table 2 and the estimated equilibrium hydrogen contents calculated using equation (4), with values from Table 1. The results are shown in Fig. 3. It can be seen that the overall rate constant for hydrogen is more or less constant during the first 8–10 min of degassing. According to previous work3 the dehydrogenation process is very rapid and that the time of completion of dehydrogenation process is 5–10 min.
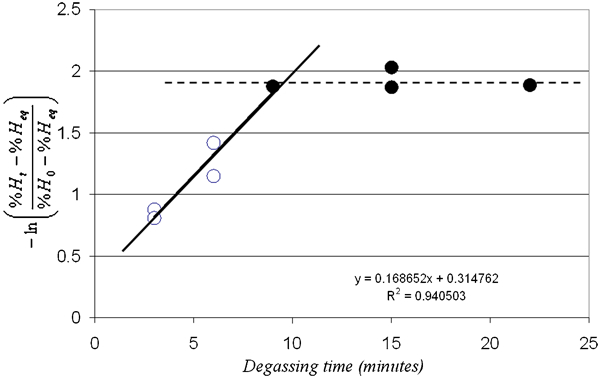
Kinetics of hydrogen removal using first order reaction model
Figure 4 illustrates the relative decrease in the hydrogen content as a function of the vacuum treatment time. As is seen, almost 70% of the initial hydrogen has been removed during the first 10 min. Thereafter, there is only a slight of the hydrogen content with the vacuum treatment time. The required limit of hydrogen content in the final product is reached well within the operational time frame of 30 min of vacuum degassing. It has also been stated by Bannenberg et al. 11 that the dehydrogenation time can be of ∼10 min during normal practice while reaching a value of 1·5 ppm. Therefore, the current results support those of Bannenberg et al. 11
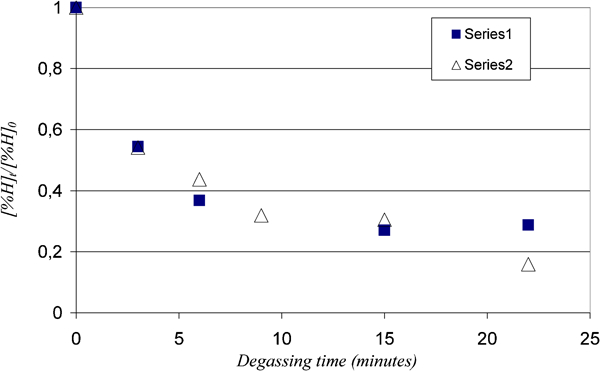
Relative decrease in hydrogen content as function of vacuum degassing time
Sulphur removal
The equilibrium sulphur concentration in molten steel can be calculated if the sulphide capacity of the slag, the oxygen activity, activity coefficient of sulphur in the steel melt and temperature are known. In addition, it is necessary to know the weights of slag and steel to carry out the calculations.
The equilibrium sulphur distribution L
S between slag and metal can be expressed by the following equation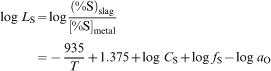
In the present work, a model developed at KTH,4 ThermoSlag, was used for calculations of the sulphide capacity. In addition, Wagner’s equation was applied for estimation of the activity coefficient of sulphur. The oxygen activity in the steel bath a O was calculated by assuming that the dissolved aluminium and oxygen in the steel bath and alumina in the top slag were in equilibrium. The alumina activity in the slag phase was calculated by the IRSID slag model.12, 13 In the present work, the thermodynamic software ThermoCalc with the database SLAG2 was used.14 The necessary equations for calculation of the oxygen activity are shown in Table 1.
Once the equilibrium sulphur distribution is known, the equilibrium sulphur concentration in the molten steel can be calculated through a mass balance. If it is assumed that the mass of steel and slag are constant, the following equation can be formulated
The calculations of the equilibrium sulphur concentrations in the steel melt were done at three different slag weights, namely 740, 1000 and 1500 kg. The results are shown in Fig. 5, where the theoretical values are against those determined experimentally. These show that the equilibrium sulphur concentration in the steel in several cases was higher than the experimentally determined values. Overall, the data in Fig. 5 indicate that the sulphur concentration in the steel is more or less close to the equilibrium for all plant trials.
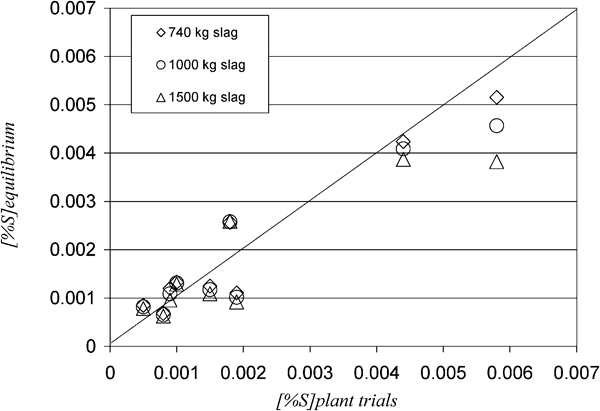
Calculated equilibrium content of sulphur as function of measured sulphur content
Figure 6 illustrates the relative decrease in the sulphur content with the vacuum treatment time. The process of desulphurisation leads to a removal of ∼30% of the initial sulphur content in 10 min. In a previous study by Hallberg,3 it was shown that the predicted necessary desulfurisation time was 10–25 min. In the present study, it appears necessary to desulphurise for 20 min if the sulphur content is to reach a value which is <50% of the initial concentration.
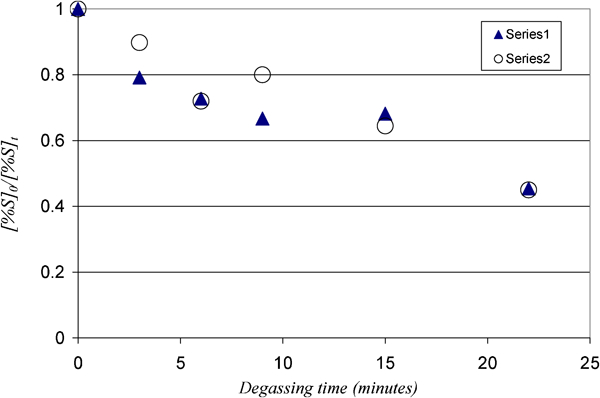
Relative decrease in sulphur content as function of vacuum degassing time
Figure 7 illustrates the desulfurisation kinetics plotted using equation (5) for three different amounts of slag (740, 1000 and 1500 kg). The slopes given by the trend lines indicate that if the sulphur content is reasonably the same for different heats, the slag amount does not affect the desulphurisation kinetics: 0·0505 (740 kg), 0·0506 (1000 kg) and 0·0423 (1500 kg). It should be pointed out that normally the slag amount varies between 700 and 1000 kg. Hence, the case with 1500 kg represents an extreme case scenario. Note that if the slag amount should be larger during normal practice the results should, of course, be revised.
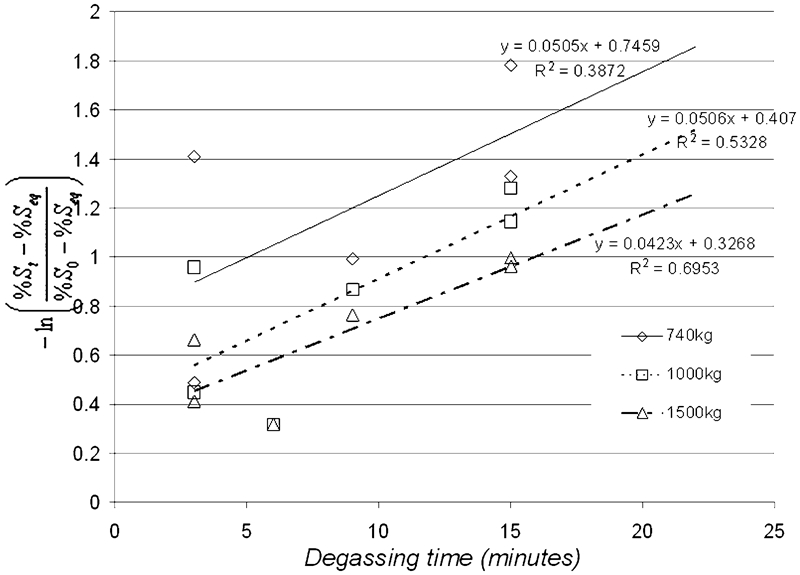
Kinetics of sulphur removal using first order reaction model: data are presented for following different slag amounts: 740, 1000 and 1400 kg
Nitrogen removal
In order to calculate the removal of nitrogen from the steel bulk, equation (1) can be used. This is similar to what was discussed in the case of hydrogen removal. Here, the equilibrium content of nitrogen in the steel melt %Neq was calculated using equation (4) and the corresponding information given in Table 2 for nitrogen. In order to simplify the calculation it was assumed that the partial pressure of nitrogen was equal to the total pressure in each case, which is the same procedure as that was used for the hydrogen case. The necessary equations are shown in Table 1. Also, when calculating the activity coefficients by using Wagner’s equation, the required interaction parameters 
Equation (5) was plotted using the nitrogen data in Table 2 together with the estimated equilibrium nitrogen contents from equation (4). Figure 8 shows the nitrogen removal kinetics as a function of vacuum treatment time. A first order equation was used to calculate the nitrogen removal to confirm that the nitrogen removal was only depending on the transport of nitrogen in the bulk. In addition, data using a second order equation are also presented in the figure. However, as can be seen a second order rate (equation (6)) gave no observed improvement. In addition, the resulting R 2 values from the straight line calculated from the measured values where almost the same for the first and second order equations, as seen in Fig. 8.
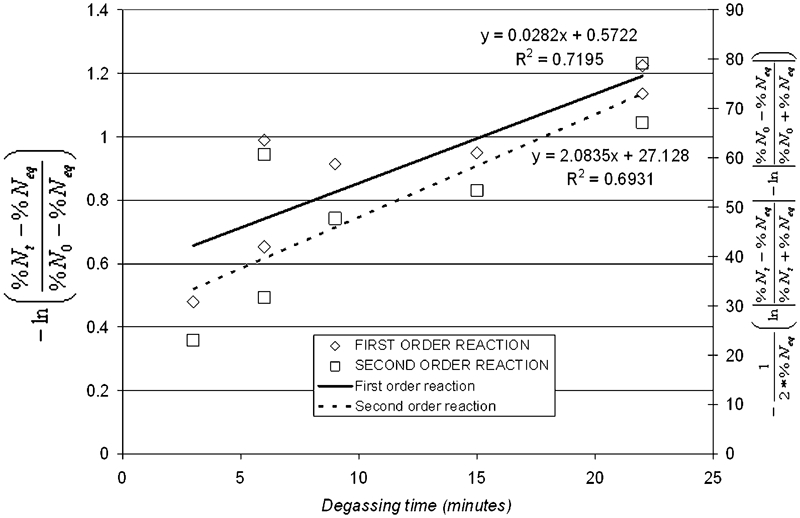
Kinetics of nitrogen removal using first and second order reaction models
Figure 9 illustrates the relative decrease in nitrogen during vacuum degassing. About 50% of the initial nitrogen was removed during the first 10 min for the studied steel grade. These results are similar as those for the case of hydrogen refining shown in Fig. 4. Moreover, it is clear that after 10 min of vacuum degassing the nitrogen refining was more or less negligible.
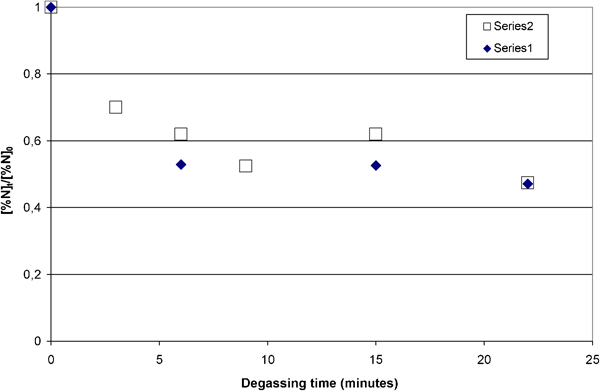
Relative decrease in nitrogen content as function of vacuum degassing time
Oxygen and sulphur have a strong influence on the kinetics of nitrogen removal. According to Refs. 15 and 16 the nitrogen removal is described by a first order reaction when the oxygen and sulphur contents are <80 ppm. Since the studied steel grade is an aluminium killed steel grade, the oxygen activity is quite low during vacuum degassing. More specifically, less than 4×10−4 if the standard state is assumed to be a 1% hypothetical solution according to Beskow.17 This corresponds to a maximum theoretical dissolved oxygen content of ∼40 ppm. The sulphur content in the present trials was also quite low. In addition, the initial sulphur content was generally well <0·0025%, which corresponds to a sulphur activity of 0·0028 (assuming that the standard state is a 1% hypothetical solution). Therefore, the nitrogen removal can be described with a first order reaction for the present steel grade, which is also in reasonable agreement with the results in Fig. 8. It should be mentioned that in the evaluation of Fig. 8, one of the points deviated and has been removed (series 2, sample taken at 15 min) due to an unrealistically high sulphur content.
For these specific plant conditions it was shown that it was possible to use a first order to calculate the nitrogen content. However, it is very important to keep in mind that whenever another steel composition is considered in the future, it might be necessary to use a second order reaction model to calculate the removal of nitrogen from steel. This is due to that elements such as oxygen and sulphur content have a large influence on the reaction kinetics.
Concluding remarks
Figure 7 indicates that the slag weight does not affect the removal rate of sulphur. However, as seen the R 2 values are 0·39 (740 kg), 0·53 (1000 kg) and 0·70 (1400 kg). These values are not so high, which may imply that a first order reaction is not applicable for the sulphur removal.
Experimental studies have been carried out by Battle and Pehlke18 to determine the removal rate of nitrogen at high oxygen and sulphur contents. For those cases, the oxygen and sulphur levels were said to affect the removal rate. However, in the present case the steel contains low levels of oxygen (9–43 ppm) and sulphur (0·0005–0·0058%) after vacuum degassing, as seen in Table 2. In general, low levels of oxygen and sulphur are found to influence the nitrogen removal in different ways as discussed by different authors.16, 18, 19 However, in this study the levels are well below the information found in previous research, so no direct comparison can be made. Note that the levels of total oxygen measured for the studied heats are presented in previous work.2
Many studies imply that a mixed model may be used to calculate the removal of nitrogen.15, 20 However, as seen in Fig. 8 the data in this study show that a first order calculation approach is valid.
Normally, at this studied steel plant, the steel endures a vacuum treatment and thereafter a floatation time. Hence, with the knowledge obtained in this study, the vacuum treatment time may be optimised with respect to hydrogen, sulphur and nitrogen leaving the process optimisation concerning inclusion characteristics to the floatation period. As previous work has shown,2 the levels of impurity elements are below the requirements at a shorter time of vacuum treatment than what is required to meet the demands on the inclusion content. This indicates that the following process step (the final stirring) may be an important step to obtain an inclusion control for these specific steel grades.
Conclusions
In the present study the removal of hydrogen, nitrogen and sulphur during vacuum degassing of a tool steel grade (H13) in an ASEA-SKF ladle furnace was studied. Slag and steel samples were collected before and after vacuum treatment for 10 heats. Thereafter, the determined chemical compositions of steel and slag were used to calculate the removal of sulphur, hydrogen and nitrogen. For sulphur and hydrogen only first order reaction models were considered. However, for nitrogen both first order and second order kinetic models were studied. The specific conclusions from the study may be summarised as follows.
Hydrogen and nitrogen removal kinetics can be described with first order reactions for the present steel grade, as long as the sulphur content is <0·003%.
After 10 min of vacuum degassing the hydrogen and nitrogen removal is more or less finished for the steel grade studied.
It is not possible to apply a first order reaction to calculate the removal of sulphur. Instead, the sulphur content for the studied steel grade seems to follow the equilibrium sulphur content at all stages during the degassing