
Abstract
Interactions between the molten steel and the refractory linings are of fundamental importance for the steelmaking industry. During the casting process, the steel cleanliness can be made worse because of the reoxidation of the molten steel in contact with the atmosphere and/or other sources of oxygen (refractories, top slag, etc.). In the industrial trial periods, four tundish refractory linings (preformed boards, two kinds of gunning materials and dry vibrating material, all MgO based refractories) were used in order to evaluate the interactions between the refractories and the molten steel. Owing to the small dimension of the tundish (5 ton) used in the continuous casting at Villares Metals SA, after casting, the chilled steel was cut in order to show, in a single section, the stopper, submerged entry nozzle, MgO ramming and the working refractory lining. Cross-sections of samples from the steel/refractory interface were investigated by electron probe microanalysis (EPMA). Four major aspects were observed at the steel/refractory interface: steel infiltration into the tundish refractory lining, mainly in the gunning materials; a steel oxidised layer formed at the steel/refractory lining interface; formation of a spinel layer between steel and tundish working refractory lining; and many particles were found in the steel phase, near to the steel/refractory interface, being a potential source of non-metallic inclusions.
Introduction
The increasing demands to obtain products with greater cleanliness drive the continuous improvement of steelmaking practices to ensure low and consistent level of non-metallic inclusions in the cast material. In order to take actions that can minimise the presence of inclusions, it is important to have a proper understanding of their sources and mechanisms of generation.1 – 7 In the production of high quality steels, it is essential that molten steel is not oxidised during casting. Many types of refractories are used in the continuous casting of steels, such as ladle shrouds, tundish lining, coating refractories, insulating board, nozzle stopper, sliding nozzle, submerged entry nozzle (SEN), etc. These refractories have a large influence on the casting operation and steel quality; therefore, high grade refractories should be applied.8 Tundish refractory lining can be a source of reoxidation for deoxidised steels. Depending on the steel grade, reactions between steel, slag and refractory can lead to the formation of alumina and spinel particles, which influence the steel cleanliness and castability.9 – 11
The experimental work presented here, which consists in industrial trials, concerns the interaction between molten steel and MgO based tundish lining. In order to find a relationship between the characteristics of the macroinclusions found in bars rolled from as cast semis and the products generated at tundish refractory/lining steel interface, four tundish skulls were cut and the steel/tundish lining interfaces analysed by electron probe microanalysis.
Metal refractory reactions
According to Lehmann et al.,12 the liquid steel reoxidation by refractories products increases when the MgO content of the refractories decreases. The authors showed that the main reaction causing this reoxidation is the reduction of the iron oxide, whose content increases with the silica content of the refractories, i.e. with their olivine proportion. In addition, it was shown that the water content is an important aspect. Refractories fired at 1200°C before the contact with liquid metal provide less reoxidation than refractories simply dried at 180°C. Other experiments were performed by the same authors12 in order to study the transfer of magnesium from magnesia refractories (gunning material) to the molten steel. The experiments consisted in the immersion of an alumina plate in the molten steel (Al and Si–Mn deoxidised steels) and in the measurement, by image analysis, of the degree of transformation of alumina crystal to spinel at the surface of the plate. Lehmann et al.12 concluded that the magnesium transfer to liquid steel increases with the refractory MgO content and can lead to the formation of spinels, which can contribute to deposits on alumina casting refractories. According to authors,12 the reoxidation products lead to the formation, at the interface between steel and refractory, of a partly solid reaction layer. The composition of this reaction layer, as well as its physical state (i.e. its percentage of liquid phase), varies from one refractory to the other. Magnesia is present in the solid reaction layer only for the refractories with the MgO content larger than 75%. The authors conclude that the tundish refractories choice must be a compromise: refractories with the MgO content larger than 75% will benefit for overall cleanliness by minimisation of reoxidation, whereas the amount of harmful spinel would be much higher.
In other experimental work, Lehmann et al.13 studied the reaction between MgO based tundish refractory (gunning material) and an Al killed steel with a low silicon content. The main reactions taking place between the liquid metal and the refractory are the reduction, by aluminium dissolved in the metal, of the most reducible oxides (iron oxide and silica) contained in the refractory. These reactions result in the formation of two reaction layers: a first layer covering the refractory, made of very many spinel crystals and a liquid silicate phase, and a second layer covering the first one, made of calcium aluminates. These two layers contain metallic droplets, especially numerous in the calcium aluminate layer. This study has shown the importance of, on the one hand, the iron oxide content of the refractory on the extent of reoxidation and, on the other hand, the liquid silicate phases in the transport mechanisms of the reactive agents towards the metal.
Simões and Janssen14 studied the influence of tundish lining composition on steel cleanliness. After casting, some tundish lining samples were taken from steel/lining interface and analysed by scanning electron microscopy and energy dispersive spectroscopy (SEM–EDS). According to the authors, there is a strong steel reoxidation at steel/tundish lining interface, which can produce very large inclusions during casting process, sometimes, too late for flotation, because of the origin of the inclusion (near to SEN) and unsuitable tundish design or liquid metal flow. Besides the influence of the air that infiltrates through refractory lining porosity and how this may affect the generated inclusions, the silica in tundish lining was the main identified parameter in the formation of liquid slag type phase, which combines with steel reoxidation products and other lining components. The authors conclude that only low silica linings should be used in direct contact with liquid steel, mainly in the production of Al killed steels.
Bannenberg and Lachmund15 also investigated the reactions between liquid steel tundish lining and their influence on steel cleanliness. The plant trials as well as the laboratory tests demonstrated the transformation of the magnesium silicate (2MgO.SiO2) to spinel (MgO.Al2O3) at the refractory/steel interface.
Experimental
Plant trials
Four heats were performed in order to investigate the interaction between tundish refractory lining and molten steel. Tables 1 and 2 show respectively the chemical composition of the steel (SAE HNV 3) and tundish refractory linings used in the experiments. The gunning masses nos. 1 and 2 come from different suppliers.
Chemical composition of molten steel/wt-%
Chemical composition of gunning masses and MgO preformed boards*/wt-%
*na, not analysed.
The gunning material is an MgO based refractory applied with a trowel by projecting it on cold tundishes. The gunning material consists in two main phases: magnesia and magnesium silicates. Magnesia grains are assemblages of pure magnesia crystals bonded by a mixture of various secondary phases; the main one being a composition very close to monticellite (CaO.MgO.SiO2). According to the suppliers of the gunning materials, the iron oxide content shown in Table 3 comes from the olivine 2(MgO,FeO).SiO2. To these main phases are added mineral fibres, cellulose and sodium silicate (binder). Before casting, the tundish lined with the gunning material is dried and preheated up to 1200°C. The preformed MgO boards come from the same supplier of the gunning material no. 1. In fact, the same raw material, except the cellulose, for the gunning material no. 1 is used to produce the preformed MgO boards. The dry vibrating powder lining was originally designed in the 1980s as an alternative to preformed refractory boards and wet spray systems. Two types of systems are commercially available, cold set and heat set.16 In the experiments, the free flowing powder (dry material) was poured in the void between the tundish permanent lining and the former. Once the curing cycle (heat set) has been completed, the former was removed and the tundish was ready to use.
EPMA/EDS from regions shown in Fig. 3b
After casting, the billets were rolled in order to produce 25 mm diameter bars. Further, these bars were inspected by ultrasonic testing in order to verify the presence of macroinclusions.
Samples preparation
Owing to small capacity of the tundish (5 t), after casting, the chilled steel was removed from the tundish. Further, the tundish skull was cut according to Fig. 1, where is possible to see in a single section the stopper, chilled steel, SEN, MgO based refractory lining (gunning material and preformed board), MgO ramming and the region that was analysed by electron probe microanalysis (EPMA).
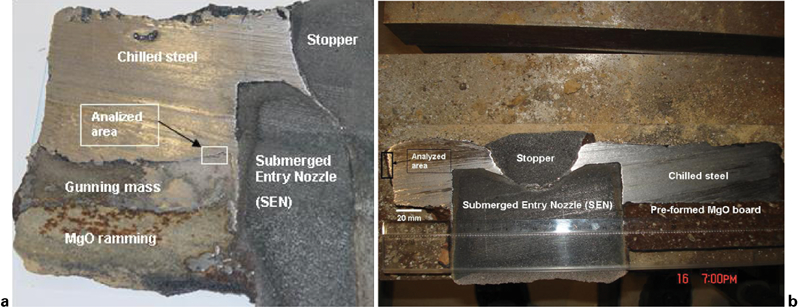
Typical cross-sections of tundish skulls showing stopper, chilled steel, SEN, MgO ramming and work refractory lining
Results and discussion
Three major aspects were observed at the steel/refractory interface:
steel infiltration into the tundish refractory lining, mainly in the gunning materials
a steel oxidised layer formed at the steel/refractory lining interface
many particles were found in the steel phase, near to steel/refractory interface, being a potential source of non-metallic inclusions if they are not removed by flotation.
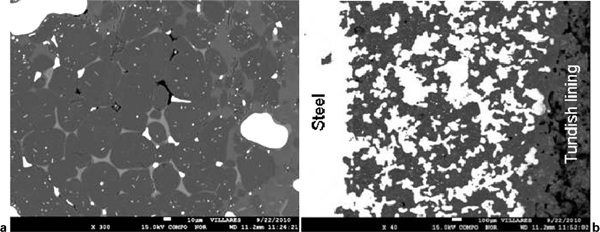
The preformed MgO boards were less prone to steel infiltration than the gunning materials (see Fig. 2) and dry vibrating material. The main difference between them is related to production and application, which influences the porosity of the tundish lining materials. Two aspects contribute to greater porosity in the gunning materials: the first one is its use (sprayed on cold tundish) and the second aspect is related to water content used for spraying, which initially fills the pores and further is removed during heating. On the other hand, MgO boards are preformed materials and there is no concern about water content. However, in terms of operational practice, the deskulling of the gunning material is easier than the preformed MgO boards.
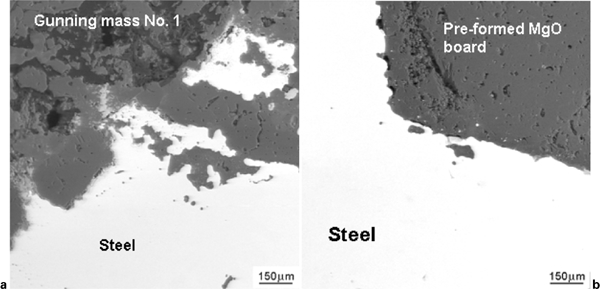
Steel/refractory interface (backscattered electron images - SEM)
As can be seen in Fig. 3, many particles are detaching from tundish refractory lining (gunning materials nos. 1 and 2); most of them consisting of silicate based phases and MgO crystals involved by CaO.MgO.SiO2 phase. When present, silicate based liquid phases from refractory lining are capable of incorporating and dissolving all the oxides that come from the steel oxidised layer. This results in the formation of liquid complex slag type phases that mainly include Al2O3, CaO, FeO, MgO, MnO, Na2O and SiO2, as well as other minor or less frequent components. Once detached from the tundish lining and when mixed and in contact with the bulk of the steel which was not reoxidised, these non-metallic inclusions rich in highly reducible oxides will react progressively with the deoxidising elements present in the steel, and their composition will evolve.14
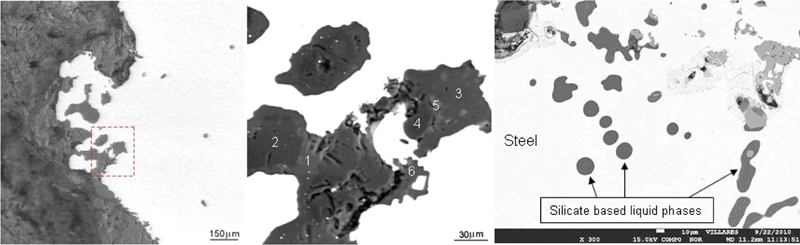
Backscattered electron images (SEM) from steel/refractory interface
For the gunning materials at the steel/refractory interface, it is possible to see spinel particles, which are not a primary component of gunning material, but a reaction product originated from interaction of refractory material and the aluminium from the molten steel (see Fig. 3b
and Table 3). According to Bannenberg and Lachmund,15 for MgO lining materials with low silica content it is necessary to take into account the reaction (1). Considering the MgO–Al2O3–SiO2 system, for lining materials with silica content less than 55% in the binary system MgO–SiO2, the transformation of magnesium silicate in spinel (MgAl2O4) takes place in the solid state because the liquidus temperatures of these phase areas are clearly above 1700°C. This reaction at first does not impair the steel cleanliness because there is a substitution of silica by alumina in the lining material. However, at the steel/gunning material interface a spinel layer is formed, which can spall and impair the steel cleanliness.
Backscattered electron images: note particle which is detaching from steel/refractory interface (gunning mass no. 1)
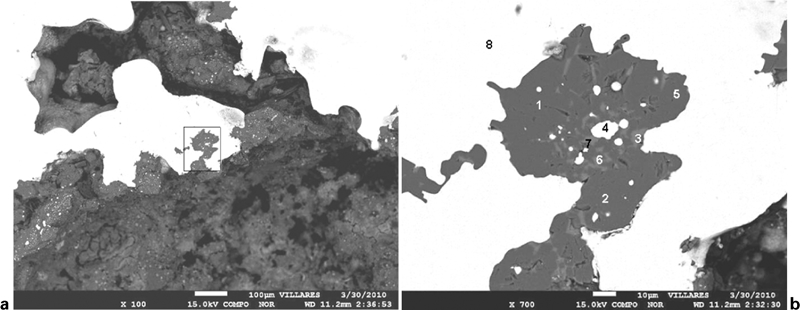
EPMA/EDS from regions shown in Fig. 4b
When the spinel phase is present, three layers near to steel/refractory interface were indentified. The first one consists of spinel and metallic droplets followed by a mixture of magnesium silicate and metallic droplets. The third layer consists in periclase and metallic droplets. The layers and their compositions are shown in Fig. 5 and Table 5 respectively. In fact, there are three phenomena taking place at refractory lining/steel interface:
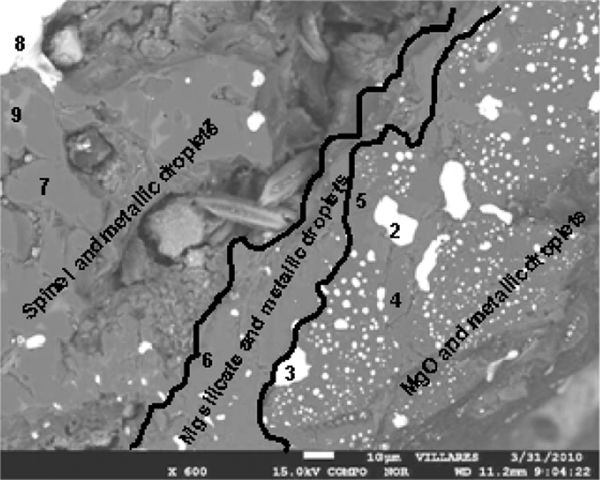
Backscattered electron image (SEM) from steel/refractory interface (gunning mass no. 1)
EPMA/EDS from regions indicated in Fig. 5
a steel infiltration in the refractory lining
the magnesium silicate reduction according to reaction (1)
the simultaneous diffusion of silicon to metallic droplets and/or bulk steel.
The formation of a steel oxidised layer was observed at the steel/refractory interface for all heats. The mechanism proposed in the literature14, 17 for this steel oxidised layer formation is shown in Fig. 6. The formation of the steel oxidised layer, which consists in Fe, Cr and Si oxides, is believed to result from the presence of a large difference in oxygen potential between the refractory lining and the steel. In fact, the refractory can be considered as a potential oxygen provider in which the air trapped in the pores and the presence of easily reducible oxides from the gunning mass, particularly Na silicate and FeO, may provide the sources of oxygen.
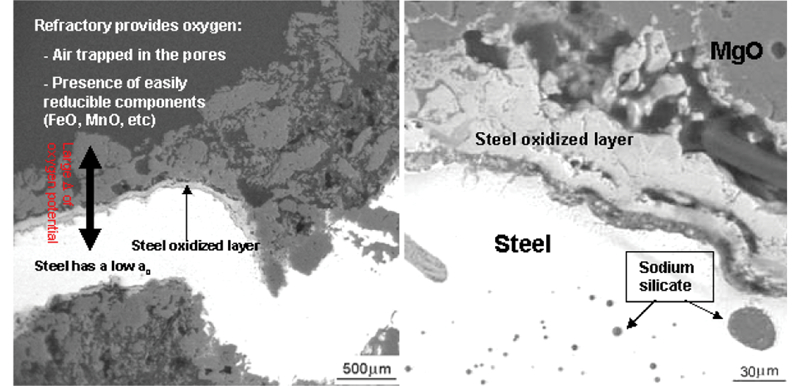
Backscattered electron images (SEM) from steel/refractory interface showing steel oxidised layer (gunning mass no. 1)
The interaction between the molten steel and gunning mass gives arise to inclusion shown in Fig. 7, which consists in a spinel particle associated to a calcium silicate phase containing sodium. The same characteristics can be seen in the Fig. 8, where a spinel particle (MgO.Al2O3) associated with a calcium silicate phase containing sodium is still attached to steel oxidised layer. In fact, the microscopic observation has revealed that the steel/refractory interface is always in motion because there are regions with low melting points that are involving the MgO grains (see Fig. 9a ). This movement leads to steel infiltration and to the breakdown and/or engulfment of the steel oxidised layer, as well as releasing particles from the tundish refractory lining to liquid steel (see Fig. 9b ).
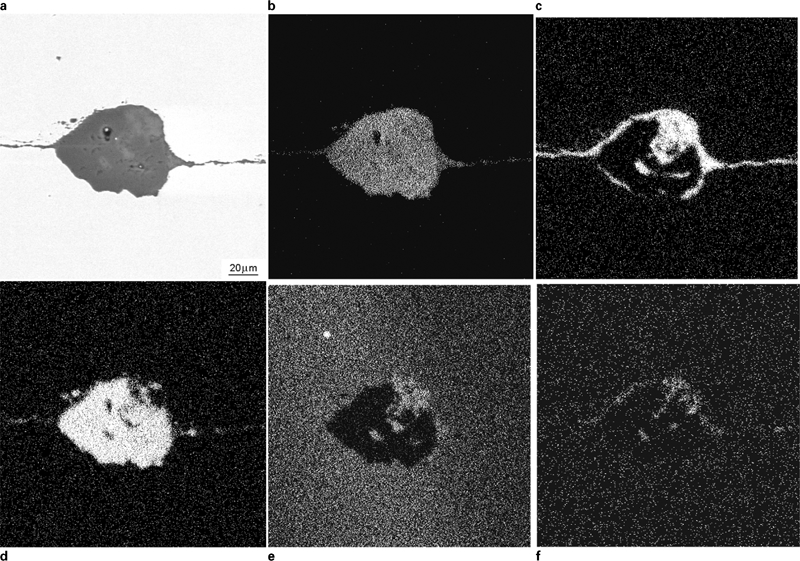
EPMA of typical non-metallic inclusion which comes from refractory lining (gunning mass no. 1): a backscattered electron image (SEM), b Al, c Ca, d Mg, e Si and f Na are X-ray images
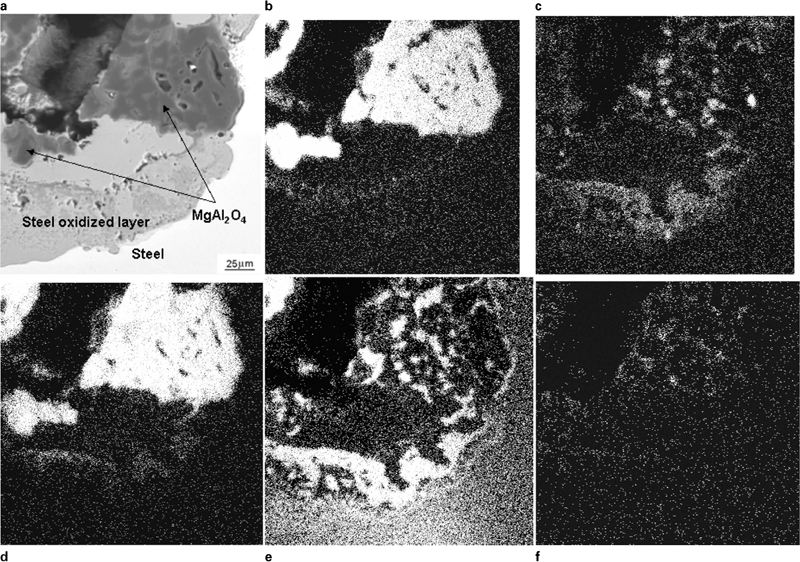
EPMA of steel/refractory interface (gunning mass no. 1): a backscattered electron image (SEM), b Al, c Ca, d Mg, e Si and f Na are X-ray images (wavelength-dispersive spectroscopy - WDS)
Backscattered electron image (SEM)
In areas of fast steel flow, the particles shown in Figs. 3, 8 and 9b can be carried away into the steel stream. When this happens in the vicinity of tundish nozzle, the high speed steel flow and short residence time prevent the flotation of these particles in the tundish, giving arise to non-metallic inclusion shown in Fig. 7.
It is clear that the interaction between molten steel and tundish refractory lining is inherent to the process, mainly in cases where the casting time reaches 120–130 min for each heat. In general, the size of the particles released from the tundish lining is >50 μm, which could be easily removed by flotation if the fluid flow in the tundish is suitable. Any attempt to increase the residence time of the molten steel for inclusion flotation, redesign of the flow control devices and the position of the SEN (if it is very close to side wall of the tundish), can contribute to the minimisation of the presence of non-metallic inclusions in the final product that arise from the interaction between liquid steel and tundish lining.
Conclusions
Three major aspects were observed at the steel/refractory interface: steel infiltration into the tundish refractory lining, mainly in the gunning masses; a steel oxidised layer formed at the steel/refractory lining interface; and many particles released from tundish refractory lining were found in the steel phase, near to steel/refractory interface, being a potential source of non-metallic inclusions in the final rolled product.
The formation of spinel layer (MgO.Al2O3) at steel/refractory interface takes place according to reaction: 3(2MgO.SiO2)+4Al = 2(MgO.Al2O3)+4MgO+3Si.
This reaction does at first not impair the steel cleanliness, because there is a substitution of silica by alumina in the refractory lining. The problem involving this reaction is the spalling of the spinel layer, which can influence negatively the steel cleanliness.