
Abstract
The duplex steelmaking process has been proven to be an effective solution for the utilisation of high phosphorus iron ore, yet systematic analyses of the dephosphorisation rate and mechanism of duplex process for high phosphorus hot metal are seldom reported. Comprehensive exploration and discussion on the kinetics of duplex steelmaking process for high phosphorus hot metal are thus required. First, based on the kinetic model proposed by Robertson et al., a modified coupled reaction kinetic model was formulated and employed to analyse the dephosphorisation process of duplex melting for high phosphorus hot metal. Furthermore, a series of experiments were carried out to validate the accuracy of the established model, and the calculated results showed good agreement with the experimental data. Finally, a parametric study was conducted to perform a further discussion of the mechanism of duplex steelmaking process for high phosphorus hot metal.
List of symbols
activity
interfacial area
total molar concentration in slag
interaction coefficient
modified equilibrium constant
activity coefficient of hot metal component
modified mass transfer coefficient

molar Gibbs free energy
rate constant for CO evolution
conversion factor of activity
molar flow
mass transfer coefficient
equilibrium constant
molar mass
moles of cation
pressure
gas constant
total experiment time
temperature
volume of steel
mass of slag component
molar fraction of slag component
cationic fraction
Subscripts
metal
slag
component M in hot metal
oxide component MOx in slag
sulphide component in slag
Superscripts
interface
bulk
interaction energy
activity coefficient of slag component

molar enthalpy change
time interval
density
component in hot metal
component in slag
Introduction
Recently, much attention has been paid to the utilisation of iron ore with low iron content due to the remarkable rise in the price of iron ore and the gradual exhaustion of iron ore resources. As a typical and significant iron ore resource, high phosphorus iron ore plays a vital role under this background. However, it is widely accepted that phosphorus is a harmful element for most steel products, and therefore, the development of an effective dephosphorisation method is essential in the utilisation of high phosphorus iron ore.
The duplex steelmaking process that originated in Japan has been proven to be a valid way to treat phosphorus in hot metal and is illustrated schematically in Fig. 1. Briefly, the duplex steelmaking process is characterised by treating the hot metal with two LD converters (i.e. one for dephosphorisation and the other for decarburisation). Although the duplex steelmaking process adopted by the metallurgical engineers in Japan is mainly focused on the production of ultralow phosphorus steel, the idea has inspired its use as an effective solution for the dephosphorisation of high phosphorus hot metal produced from high phosphorus iron ore. After a series of previous research works in both laboratory and steel plant, the duplex steelmaking process has turned out to be suitable for handling this issue of dephosphorisation.1
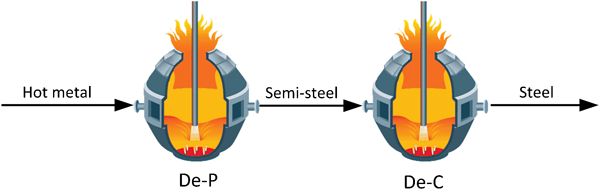
Schematic of duplex steelmaking process
Nonetheless, this process has never been employed to treat the high phosphorus iron ore continuously on a large scale. Moreover, fundamental research on the dephosphorisation process has seldom been conducted and reported. Therefore, fundamental thermodynamic and kinetic analyses of the duplex steelmaking process for high phosphorus hot metal are quite necessary. Based on this background, this work attempts to investigate the dephosphorisation process for high phosphorus hot metal based on the coupled reaction kinetic model proposed by Robertson et al. 2 Furthermore, a series of experiments were designed and carried out to validate the accuracy of the established model. A parametric study was also conducted to analyse and discuss the mechanism of duplex steelmaking process for high phosphorus hot metal.
Modified coupled reaction kinetic model
Model formulation
Robertson et al. 2 and Ohguchi et al. 3 formulated the coupled reaction kinetic model to analyse both the dephosphorisation and the desulphurisation processes, based on the hypothesis that the slag–metal reaction is in equilibrium and the process kinetics are controlled by the mass transfer between slag and metal. The model has been proven to be able to predict accurately the variation of different components during the coupled reactions between slag and metal. Xu and Zhong4 and Dong et al. 5 extended this model to investigate the kinetics of the hot metal pretreatment process. Fu6 and Zhao and Fu7 modified this model and analysed the oxidising dephosphorisation of stainless steel. Tian8 made some corrections on this model and used it to probe the deep dephosphorisation process of low phosphorus hot metal. Kitamura et al. 9 formulated a further kinetic model on the basis of the above mentioned coupled reaction kinetic model and applied it successfully to explore the hot metal dephosphorisation by liquid and solid coexisting slags. In this work, a series of modifications were made to conduct a more accurate analysis of the present research object, namely, dephosphorisation process of duplex refining for high phosphorus hot metal.
Based on the composition of hot metal and slag, the reactions considered in the present study are illustrated schematically in Fig. 2, and the oxidation reactions of elements including Si, Mn, P, Fe and C in hot metal can be generally expressed by equation (1). It is noteworthy that the x in equation (1) depends on the valent state of a specific element

















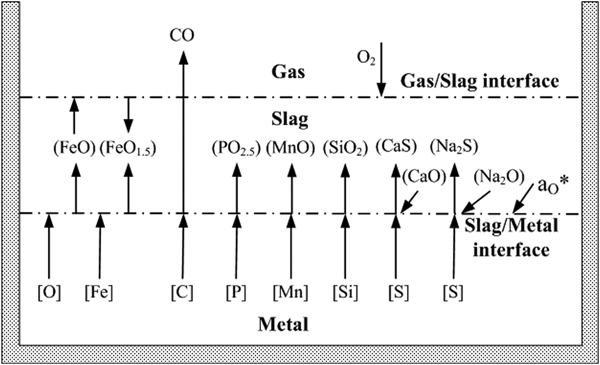
Schematic of reaction model
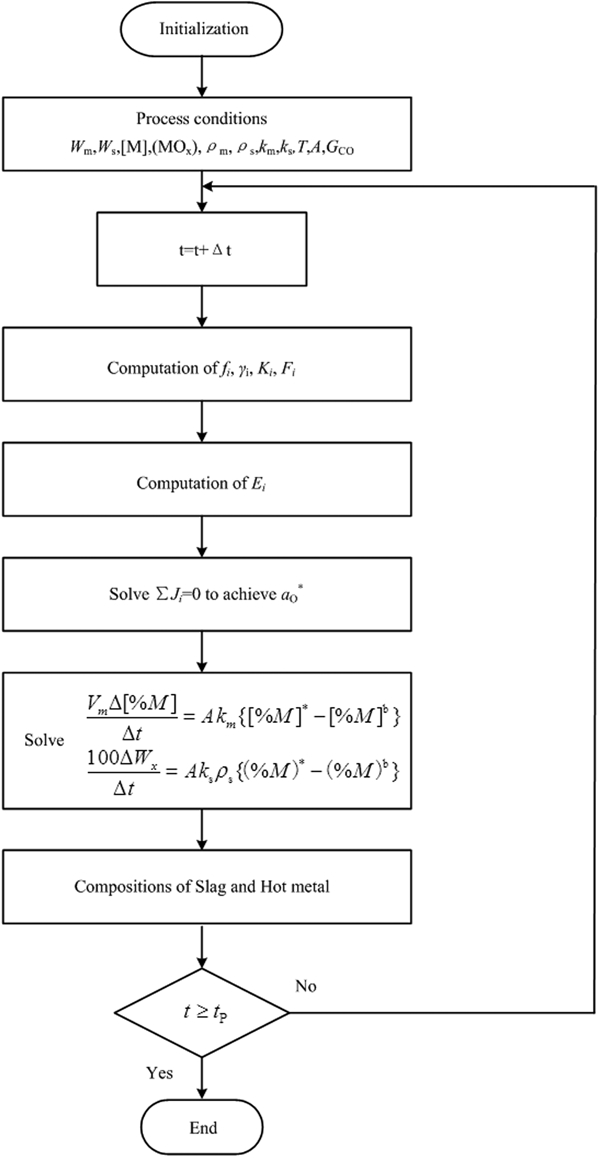
Computational flow sheet of modified coupled reaction kinetic model
Determination of parameters
Equilibrium constant
The equilibrium constants of reactions considered in the preceding model are as follows.10,
11 It is notable that K
S1 and K
S2 refer to the equilibrium constant of reactions in equations (2) and (3) respectively

Activities of hot metal components
The activities of hot metal components were computed on the basis of the interaction parameter’s model proposed by Wagner.12 Specifically, the activity coefficient of hot metal component i can be expressed by13




Activities of slag species
The regular solution model, first proposed by Lumsden,14 assumes that all oxides are present as cations and only one anion, the oxygen ion, is distributed randomly. The compounds formed are of the form CaO, FeO, FeO1·5, SiO2, PO2·5, AlO1·5, etc.
The molar Gibbs free energy for a regular solution model, incorporating the Darken quadratic formalism, is expressed as follows.15 The interaction energy between cations of major components in the slag α
ij is given in Table 1




Interaction energy between cations of major components in slag α ij, kJ
Conversion factors of activities
Moreover, the activities of CaS and Na2S, which cannot be deduced from the above model, are referenced from the literature5; to be specific, both γ
CaS and 
Other parameters
Other parameters are set according to the experimental conditions and literatures2, 3 and listed in Table 3.
Parameters for model calculation
Experimental
Industrial purified iron, ferrosilicon, ferrophosphorus, electrolytic manganese and graphite were adopted to prepare the high phosphorus hot metal for dephosphorisation experiments by melting in a 10 kg medium frequency induction furnace; the chemical composition of the obtained hot metal is given in Table 4. High oxidation slag samples were used in consideration of the deficiency of oxygen supply during the dephosphorisation experiments, and their chemical compositions are shown in Table 5. In view of fact that FeO is unstable under common experimental conditions, Fe2O3 was adopted. Nonetheless, a wt-% conversion was performed between the content of FeO and Fe2O3 during the model calculation. It is worth noting that not all slags with different compositions listed in Table 5 were employed to conduct a dephosphorisation experiment. As typical dephosphorisation slag compositions, slag nos. 6 and 8 were used for model validation experiments. However, the other slag compositions would be used for model calculations after the model verification, and the note in Table 5 demonstrates the influential factors considered during the design of the slag composition. In addition, hot metal no. M was always employed, except for the study on the effect of Si content on dephosphorisation. Moreover, it is notable that dephosphorisation slag no. 9 was adopted during the research on the effect of Si content on dephosphorisation.
Chemical composition of hot metal/wt-%
Chemical compositions of initial dephosphorisation slags/wt-%
The dephosphorisation experiments were performed on a 10 kg medium frequency induction furnace. The relationships between temperature of the inside of the furnace, heating power and heating time were calculated by performing a series of temperature measurement experiments with a rapid response thermocouple of KB type. The temperature of the dephosphorisation experiment can thus be controlled accurately. In this work, the experimental temperature was set at 1350°C according to the typical final temperature of dephosphorisation in the duplex steelmaking process. The hot metal sample (100 g) was charged into a 45 mm diameter MgO crucible, and the crucible was placed in the induction furnace. Then, the hot metal sample was heated and melted in the furnace. The temperature was maintained at 1350°C after the sample was totally melted. The slag (20 g) was then charged into the crucible. The total experimental time was 12 min, and the hot metal was sampled and analysed in a predetermined time interval of 2 min.
Results and discussion
Both the calculated and the experimental results of cases with slag nos. 6 and 8 are given in Fig. 4. It can be seen that the dephosphorisation process has started once the experiment began. To a large extent, the concentration variations of hot metal components such as C, Mn and P were predicted accurately. It is worth noting that the Si concentration was not analysed, because the desilication reaction was really fast and the silicon containing hot metal was thus hard to sample. Moreover, the slag has appropriate desulphurisation ability in the model calculation, yet the experimental data showed a trend of increase in sulphur concentration in the hot metal with reaction time. This is a consequence of some of the sulphur being taken along with the experimental dephosphorisation slag. Therefore, the model calculation and experimental results of sulphur concentration in hot metal are not comparable. Nevertheless, the model calculation tendency of sulphur concentration variation is reasonable and in good accordance with our experimental experience.
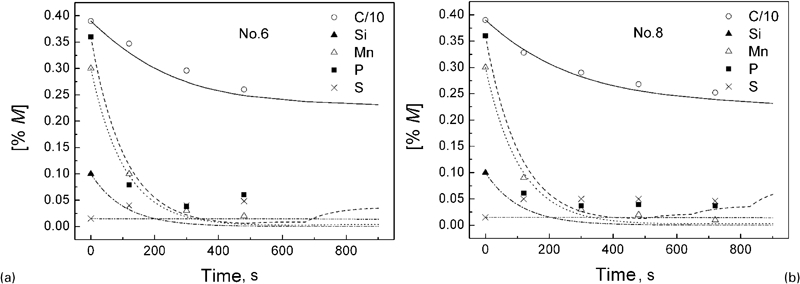
Variation of hot metal composition with time in cases with nos. 6 and 8 slags
The phosphorus concentration in the hot metal during the later stage of the experiment is slightly larger than the model calculations. This is probably because some slags adhered to the inner wall of the small experimental crucible in the later stage, and the dephosphorisation rate was thus reduced. Moreover, this might result in the observation that the calculated rephosphorisation time is later than the experimental one.
Figure 5 shows the relationship between the oxygen activity a O calculated from the equilibrium of Fe+O = FeO and the model calculated slag/metal interfacial oxygen activity a O *. It has clearly been shown that the values of a O and a O * are nearly the same when the reaction reaches the equilibrium state in the later dephosphorisation stage. In the initial stage, the value of a O * is much larger than that of a O, and the reaction is thus proven to be proceeded in a non-equilibrium state. The whole process is therefore controlled by the mass transfer in slag. Moreover, the difference becomes smaller and smaller with experimental time, and the reaction tends to be in equilibrium.
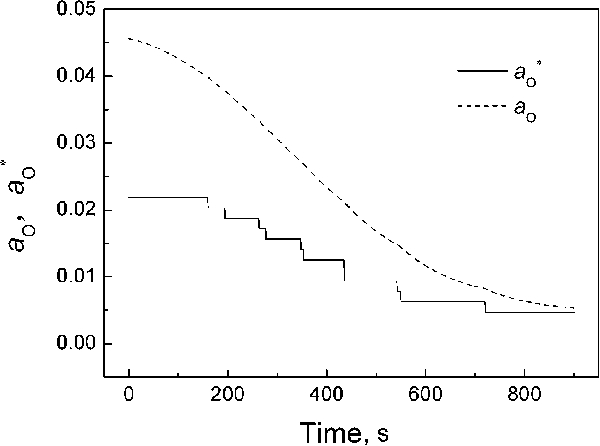
Relationship between a O and a O *
The slag/metal interfacial oxygen activity a O * is a decisive factor of coupled reactions, and it is related to the slag and hot metal compositions. Figure 6 illustrates the effects of hot metal and slag compositions on the interfacial oxygen activity a O * from model calculation. Specifically, the effect of Si concentration in hot metal on the interfacial oxygen activity a O * can be deduced from Fig. 6a . It is obvious that a O * shows a trend of decline with increasing Si concentration in hot metal. This is reasonable because the interfacial oxygen would be consumed to oxidise elements such as C, Si and Mn, and which would result in the decrease of interfacial oxygen activity a O *. It can be observed from Fig. 6b that a O * in both cases with slag no. 2 (low Fe2O3) and no. 3 (no SiO2) is lower than that in the case with slag no. 1. Moreover, the effects of Al2O3 and Na2O on interfacial oxygen activity a O * can be inferred from Fig. 6c and d . Obviously, the interfacial oxygen activity is barely influenced by the addition of Al2O3 and Na2O. This demonstrates that the key influential factors on interfacial oxygen activity are FeO content in the slag and composition of hot metal. It thus can be concluded that a higher content of FeO in slag the and a lower concentration of C, Si and Mn in the hot metal would contribute to a larger value of interfacial oxygen activity and which would be beneficial for dephosphorisation. Furthermore, the results also indicate that the concentration of Si in the high phosphorus hot metal should be limited at an appropriate value for the reason that the period of dephosphorisation is relatively long and the oxidation of silicon is before that of phosphorus.
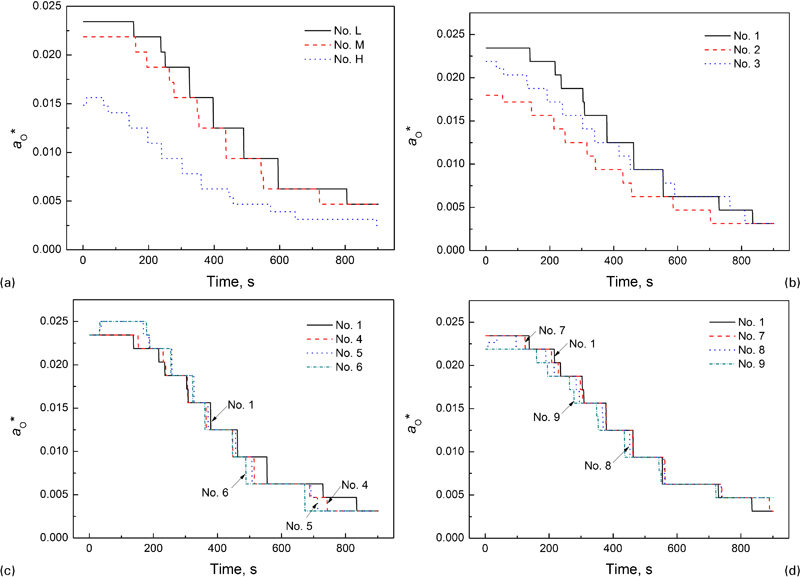
Effects of a hot metal and b–d slag compositions on a O *
In addition, the content variations of slag components can be predicted by the established model, and Fig. 7 gives the time dependent slag compositions in the case with slag no. 9. Apparently, the content of FeO decreases remarkably while a gradual rise in content of SiO2, P2O5 and MnO can be seen. It is notable that the final content of P2O5 achieves 8·6%, and this gives the promise that the dephosphorisation slag produced from the duplex steelmaking process may possibly be utilised for the production of phosphate fertiliser. If this succeeds, the utilisation of high phosphorus iron ore would be sufficient.
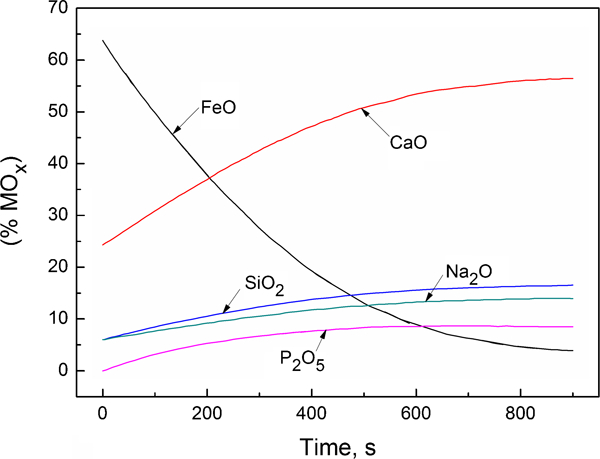
Variations of slag compositions with time
Figure 8 shows the variation of phosphorus concentration and interfacial oxygen activity with time under different slag amounts. As indicated in Fig. 8a , the dephosphorisation rate increases with the rise in slag amount. The minimum phosphorus concentration during dephosphorisation is ∼0·15% under the slag amount of 8%. However, the minimum phosphorus concentration reaches 0·04 and 0·012% respectively when the slag amount is increased to 15 and 21·2%. In addition, the tendency of rephosphorisation can be reduced when increasing the slag amount.
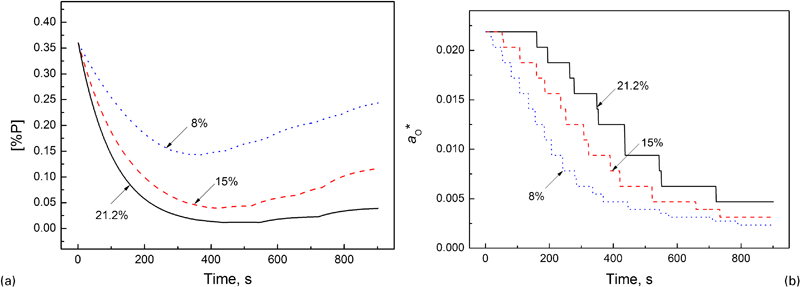
Effect of slag amount on a [%P] and b a O *
Additionally, the interfacial oxygen activity decreases with a lower rate if a larger slag amount is employed. This demonstrates that a larger amount of slag would be beneficial for dephosphorisation. However, the amount of slag should be set at a relatively appropriate value due to some economic reasons.
Conclusions
A modified coupled reaction kinetic model has been established and validated by experiments. Furthermore, based on both calculated and experimental results, the following conclusions can be drawn from the present work.
The modified coupled reaction kinetic model has been proven to be suitable for the analysis of dephosphorisation in duplex steelmaking process.
The Fe+O = FeO reaction has turned out to be in non-equilibrium state during the dephosphorisation process and tends to reach the equilibrium state in the final stage.
A higher content of FeO in the dephosphorisation slag and a lower concentration of C, Si and Mn in the hot metal would contribute to a larger value of oxygen activity at the slag/metal interface and which would be beneficial for dephosphorisation.
The concentration of Si in the high phosphorus hot metal should be limited at an appropriate value for the reason that the period of dephosphorisation is relatively long and the oxidation of silicon is before that of phosphorus.
The model calculation has demonstrated the possibility that the dephosphorisation slag produced from duplex steelmaking process for high phosphorus hot metal can be utilised for the production of phosphate fertiliser.
A larger amount of slag would be beneficial for dephosphorisation. However, the amount of slag should be set at a relatively appropriate value due to some economic reasons.
Footnotes
Acknowledgements
Financial supports from Chongqing Science and Technology Commission (grant no. CSTC, 2011BA4018), Fundamental Research Funds for the Central Universities (grant no. CDJRC10130010) and sharing fund of Chongqing University’s large scale equipment (grant no. 2011121510) are greatly appreciated. Moreover, the authors would like to express their thanks to Ms J. T. Liu for her kind assistance during the paper preparation.