
Abstract
The pre-reduction of higher manganese oxides with post-consumer plastics as reductants has been investigated through experiments conducted in a laboratory scale horizontal tube furnace coupled with an off gas analysis through an online infrared (IR) gas analyser. Composite pellets of calcined manganese oxide (Mn3O4) with high density polyethylene (HDPE) (at C/O molar ratios of 1·5, 2·0 and 3·0) were heated rapidly to 1150°C under pure argon and the off gas was measured continuously by an IR analyser for CO, CO2 and CH4. The extent of reduction of Mn3O4 to MnO was calculated from a mass balance for removable oxygen. Solid reaction products were characterised by scanning electron microscopy and X-ray diffraction analysis was used to confirm the presence of MnO. The results indicate that Mn3O4 can be successfully pre-reduced to MnO using HDPE as a reductant. Gas analysis studies indicated that the polymer is first converted to CH4 which cracked partially or reformed to H2, C and/or CO. Reduction of Mn3O4 to MnO was subsequently effected by C, CO, H2 and the residual CH4.
Introduction
In the upper part of a ferromanganese furnace, hot gases from the smelting zone heat the charge (consisting of manganese ore and coke) leading to the decomposition or reduction of higher manganese oxides to lower oxides (MnO) by CO gas. In this pre-reduction zone, the Boudouard reaction is active and therefore these gas–solid reactions are to a large extent crucial for the total consumption of both coke and electrical power in ferromanganese production. 1 Rising cost of electrical energy along with environmental concerns associated with the production of metallurgical coke and sintered ores 2 calls for the development of novel and environmentally benign production routes. Pre-reduction of manganese ores could be an attractive route to increase efficiency and cost effectiveness of ferromanganese production. 2,3 Significant reduction in energy consumption has been documented for the use of pre-reduced pellets in place of the ore in an electric furnace. 4,5 A further step towards reducing coke and energy consumption as well as making the ferromanganese process more environmentally benign would be the replacement of part or all of the coke with post-consumer plastics. Dankwah et al. 6 has demonstrated the potential feasibility of utilising post-consumer plastics as reductants for iron oxide reduction through the release of highly reducing gaseous species (CO, H2 and CH4) into the reaction environment. Thermodynamically, the conversion of Mn3O4 to MnO using CO, H2 or CH4 as the reductant is spontaneous at temperatures as low as 400 K. 7
The pre-reduction of manganese ores by carbon has been investigated by Abdel Halim et al. 2 and Ishak and Tangstad, 1 while the carbothermic reduction of manganese ores and pure manganese oxide has been investigated by various researchers. 8–16 It was proposed that carbothermic reduction of manganese ores/oxides consists of a series of stages; a first stage that proceeds through the gas phase, where higher manganese oxides (MnO2, Mn2O3 and Mn3O4) are reduced to MnO and iron oxides to FeO. This stage is fast (typically 6–10 min) and characterised by the reduction of the oxides by CO to form CO2, which is then reconverted to CO by the Boudouard reaction. 17 Abdel Halim et al. 2 observed the highest reduction of MnO2 to MnO at 1000°C with activation energy of 129 kJ mol−1 in the temperature range 800–1000°C and proposed that solid state diffusion plays a significant role in the carbothermic pre-reduction of manganese ore. 2 Rankin and Deventer 10 and Terayama and Ikeda 11 observed that gasification of graphite is the rate controlling step in the reduction of manganese oxide at 1070–1425°C under an inert atmosphere. Peratyagin and Pavlov 18 observed that at temperatures up to 1000°C the rate of reaction depends on temperature and is controlled by chemical reaction, while Kor 19 observed that the rate was controlled by diffusion above 1100°C. Kononov et al. 17 investigated the carbothermic solid state reduction of manganese oxides in different gas atmospheres and observed that the rate was higher in hydrogen than in helium or argon. Berg and Olsen 20 and Abdel Halim 21 investigated the reduction kinetics and mechanism of iron–manganese oxides with solid carbon by an off gas analysis method. They observed that manganese carbide formed at an early stage of reduction followed by the reaction between manganese oxide and carbide to yield ferromanganese. The reduction of higher manganese ores by hydrogen to MnO has been investigated by various researchers. 22,23 Ostrovski et al. 24 investigated the reduction of manganese ores by methane containing gas. However, little or no data exist in the literature on the utilisation of post-consumer plastics for the reduction of manganese oxides. Accordingly, this investigation is aimed at the potential feasibility of utilising these waste polymers as reductants for manganese oxide reduction along with the reaction behaviour.
Experimental set-up and procedure
Sample selection
Pulverised reagent grade manganese dioxide (MnO2, assaying 97·58 wt-%) was calcined at 1100°C for 3600 s in an argon atmosphere. The purpose of this calcination was to decompose MnO2/Mn2O3 to Mn3O4, make it thermally stable and to remove volatile components, mainly bound water. The chemical composition of the samples and the ash analysis are given in Tables 1–3. Metallurgical coke, which was used for comparison only, was industrial in nature and was obtained from OneSteel Sydney Mill, Australia. About 1·00 g of calcined Mn3O4 was subsequently mixed with high density polyethylene (HDPE) (at C/O molar ratios of ∼1·5, 2·0 and 3·0) and compacted in a specially designed die to produce cylindrical pellets (∼1·2 mm thickness and 15 mm diameter) by applying a load of 7·5 tonnes for 2 min in a hydraulic press.
Chemical composition of HDPE and coke used in this study/wt-%
Ash analysis of metallurgical coke used in current study/wt-%
Chemical composition (X-ray fluorescence) of MnO2/wt-%
Thermal decomposition behaviour of HDPE before the actual reduction process was investigated at the experimental temperature of 1150°C. Cylindrical compacts of HDPE–alumina were heated at 1150°C under argon and evolved CH4 was measured continuously using an infrared (IR) gas analyser. Alumina was used as an inert material in the HDPE–alumina compact for thermal decomposition of HDPE in order to provide similar pore structure as the HDPE–Mn3O4 compact and also to act as a reference for kinetic comparison.
For the actual reduction process, an IR gas analyser attached to this system monitored CO, CO2 and CH4 produced by the reduction reaction and the results were recorded in a data logging computer (Fig. 1).
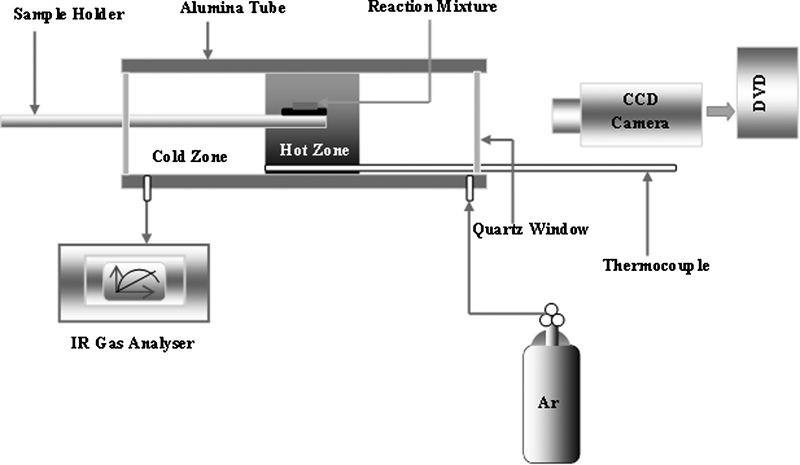
Schematic representation of horizontal tube furnace
The sample assembly was inserted in the furnace, which was purged continuously with argon (Air Liquid Alphagaz HP 99·995% purity; <5 ppm O2) at a flowrate 0·8 L min−1 to ensure inert conditions. After the furnace had attained the desired hot zone temperature (1150°C) the sample was pushed in the reaction hot zone and gases were monitored for 600 s. Reacted compacts were quenched by withdrawing the tray rapidly from the hot reaction zone into the cold zone of the furnace and were allowed to cool for 300 s under argon atmosphere to prevent reoxidation to Mn2O3. The reduced samples were pulverised and subjected to scanning electron microscopy (SEM) and X-ray diffraction analysis to confirm the presence of MnO.
Results and discussion
Calcination of MnO2
The appearance of the pellet before and after calcination is shown in Fig. 2, while Fig. 3 shows the plot of weight loss against time. It was noted that the total weight loss after the calcination period was ∼12·76%. Stoichiometrically, the complete transformation of MnO2–Mn3O4 corresponds to a weight loss of 12·27%. The slight excess in weight loss could be attributed to volatile components, mainly bound water.
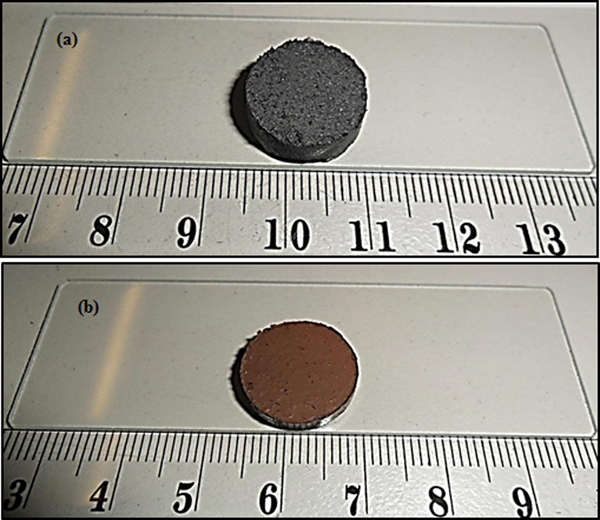
a before calcination (MnO2); b after calcination (Mn3O4)
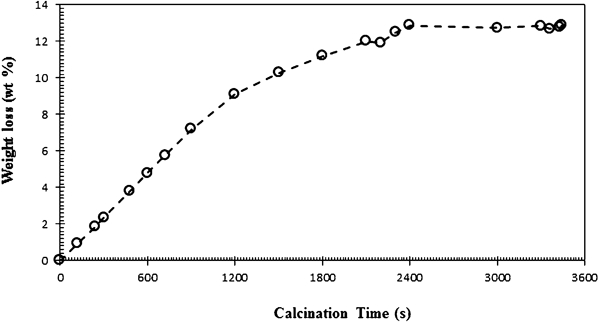
Plot of weight loss versus time during calcination of MnO2 to Mn3O4 at 1100°C
Reduction of Mn3O4 to MnO
Figure 4 shows the SEM image of the pellet before and after reduction with HDPE at C/O ratio of 1·5. As can be seen from Fig 4a , the particles have no specific geometrical shapes. The morphology of the pre-reduced oxide shown in Fig. 4b indicates that particles of the reduced ore were sintered into larger lumps in the course of reaction at 1150°C. The XRD patterns are shown in Fig. 5, which confirms distinct peaks that correspond to MnO. In particular, the ability of HDPE to effectively reduce Mn3O4 to MnO is confirmed by the very high and sharp intensity of the peaks of MnO for each C/O ratio. The transformation of Mn3O4 to MnO is distinct as evidenced by a decrease in the thickness and diameter of the compact (Fig. 6).
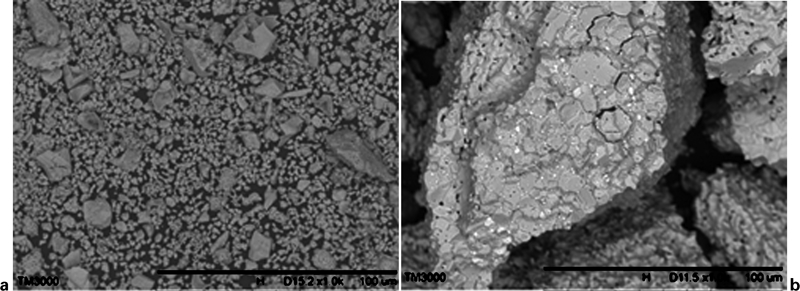
Images (SEM) of calcined manganese oxide a before reduction and b after reduction using HDPE at C/O ratio of 1·5
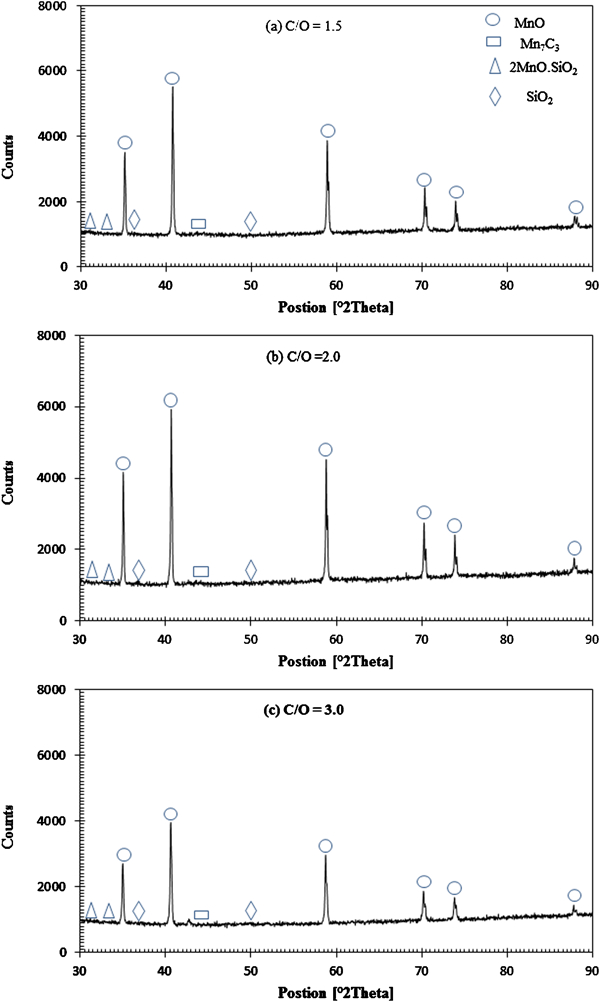
X-ray diffraction patterns for manganese oxide pre-reduced at 1150°C using HDPE (at different C/O ratios) as reductants
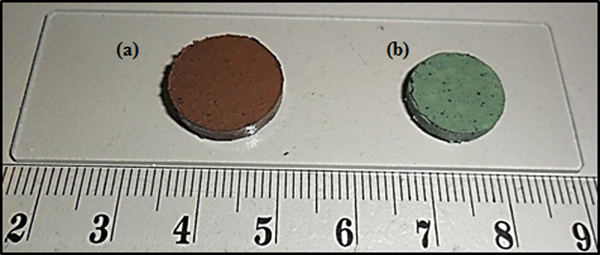
a before reduction (Mn3O4); b after reduction (MnO)
Proposed mechanism of pre-reduction of Mn3O4 by HDPE
The reactions that take place in the furnace may be conveniently divided into the following four categories:
conversion of HDPE into methane and other hydrocarbons
6

thermal decomposition of methane and other hydrocarbons into carbon and hydrogen


reduction of Mn3O4 by carbon monoxide, hydrogen and methane to produce MnO


water gas shift reaction
gasification of C by H2O
gasification of C by CO2 (Boudouard reaction)
Reaction Gibbs energy change for Mn3O4 reduction 7
Infrared gas analyses
Thermal decomposition of HDPE at 1150°C resulted in the generation of significant amounts of CH4 and H2. It was impossible to measure the concentration of H2 by the IR analyser so qualitative determination of the peak corresponding to hydrogen was done using a GC analyser equipped with a thermal conductivity detector (TCD) (Fig. 7).
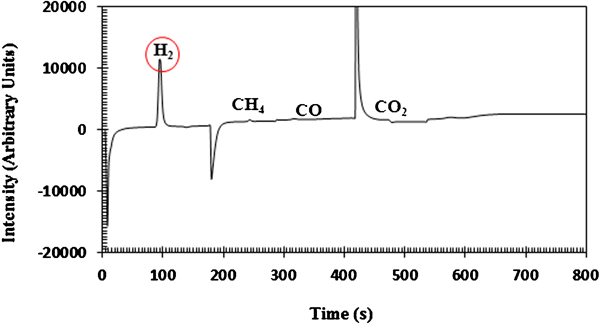
Gas chromatogram obtained after 60 s of heating HDPE–alumina compact
After 60 s of heating the compact, the area ratio H2/CH4 was ∼1·0 but this gradually increased to ∼2·5 after 150 s, indicating that CH4 undergoes cracking to generate more H2 and nascent C in the course of heating, probably through equation (2a). The graph of concentration of CH4 (vol.-%) generated after heating HDPE–Al2O3 and HDPE–Mn3O4 compacts was plotted along with the fraction of HDPE converted for each C/O ratio. The result is illustrated in Fig. 8. It is clear from Figs. 7 and 8 that the main reductants produced from the thermal decomposition of HDPE are H2, CH4 and minor amounts of CO and C. Although the concentration of CH4 evolved increased with an increase in the C/O ratio, the conversion rate of CH4 decreased; the maximum conversions after 600 s were 59·9, 48·4 and 44·5 for C/O ratio of 1·5, 2·0 and 3·0 respectively.
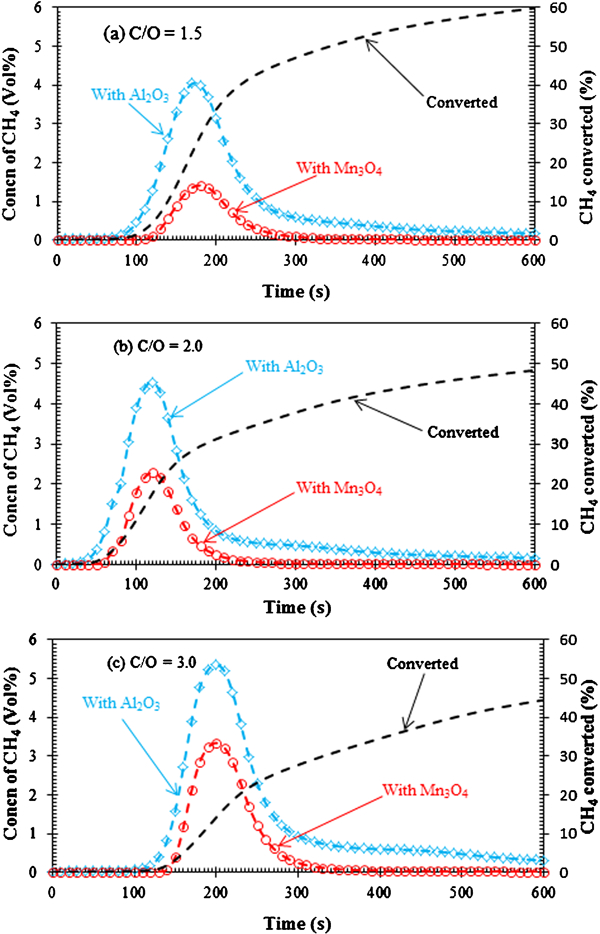
Concentration of CH4 generated after heating HDPE–Al2O3 and HDPE–Mn3O4 compacts at different C/O ratios at 1150°C, along with %CH4 converted
The contents of CO and CO2 in the off gas were measured continuously by an IR gas analyser and their concentrations were expressed in vol.-%. The results are shown in Fig. 9. The concentration and amounts of CO and CO2 generated appear to decrease with an increase in the C/O ratio, suggesting that reduction by the carbon from HDPE is likely to decrease with an increase in C/O ratio above 1·5. For the sake of comparison, the graph of the concentration of CO and CO2 generated using coke (C/O = 1·5) as the reductant is shown in Fig. 9d . A distinguishing feature of the reduction of Mn3O4 using HDPE and that using coke is the relative amounts of CO and CO2 evolved. For all the C/O ratios utilised in this investigation with HDPE as the reductant, the amount of CO generated was higher than that of CO2; the reverse situation was the case when coke was utilised as the reductant. One reason for this behaviour (using HDPE as the reductant) could be the generation of CO through the gasification of C by water (equation (5)), an endothermic reaction that is spontaneous above 1000°C. 26
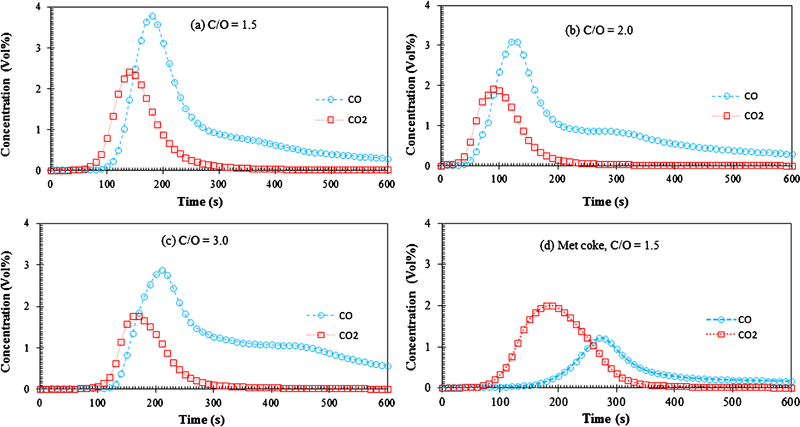
Variation of gas composition (CO and CO2) with time for compact reduced with a–c HDPE at different C/O ratios and d met coke, C/O = 1·5, at 1150°C
Extent of reduction
The extent of reduction was obtained from a mass balance of removable oxygen from Mn3O4 (based on the complete transformation of Mn3O4 to MnO) using equation (7)

It was difficult to measure the concentration of H2O continuously. Accordingly, the area ratio H2O/CO2 at several points on the chromatograms obtained from the reduction process was determined, from which %H2O was estimated from the respective mean values. For C/O = 1·5, values of H2O/CO2 ranged from 0·2411 to 0·2721, with %H2O≈0·2535%CO2. The corresponding relation for C/O = 2·0 and 3·0 was %H2O≈1·0013%CO2 and %H2O≈1·0011 %CO2 respectively. The graph of extent of reduction against time is shown in Fig. 10. From Fig. 10, complete transformation of Mn3O4 to MnO is observed after 230 s when the C/O ratio of HDPE was 1·5. The corresponding times were 200 and 280 s for C/O ratio of 2·0 and 3·0 respectively. Although, increasing the C/O ratio above 1·5 resulted in a decrease in the amount of CH4 converted, the overall extent of reduction improved slightly at C/O = 2·0 and then decreased thereafter.
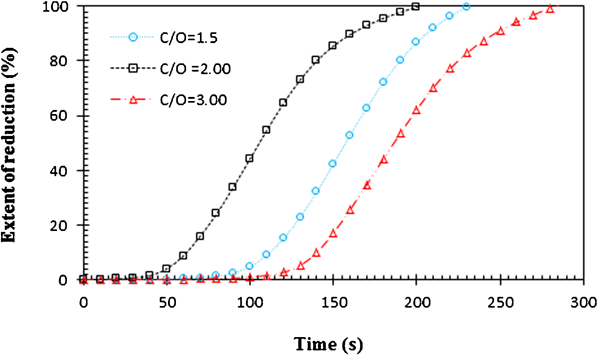
Extent of pre-reduction of Mn3O4 to MnO by HDPE at different C/O ratios at 1150°C
When metallurgical coke was used as the reductant under the same experimental conditions, complete transformation of Mn3O4 to MnO was observed after 800 s (Fig. 11), indicating the superiority of HDPE as a reductant. This significant difference (between HDPE and coke) in the time required to achieve complete transformation is explained by the fact that additional reductants in the form of CH4 and H2 are made available in the reaction system through the thermal decomposition of HDPE.
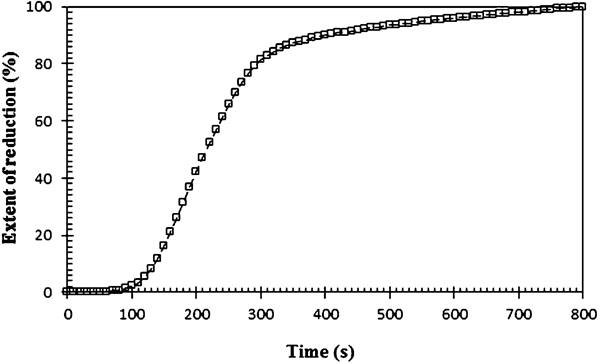
Extent of pre-reduction of Mn3O4 to MnO by coke at C/O ratio of 1·5 at 1150°C
Kinetic considerations
Hancock and Sharp 27 have described a method of comparing the kinetics of isothermal solid state reactions based on an equation describing nucleation and growth processes.
The equations

Isothermal solid state reaction equations 27
Thermal reduction (calcination) of MnO2 to Mn3O4
The thermal conversion of MnO2 to Mn3O4 proceeds in accordance with equation (11).
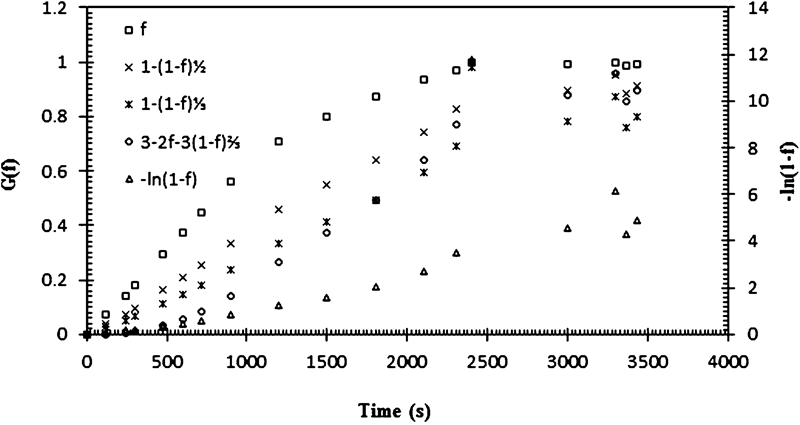
Variation of G(f) against t during thermal reduction of MnO2 to Mn3O4 at 1100°C
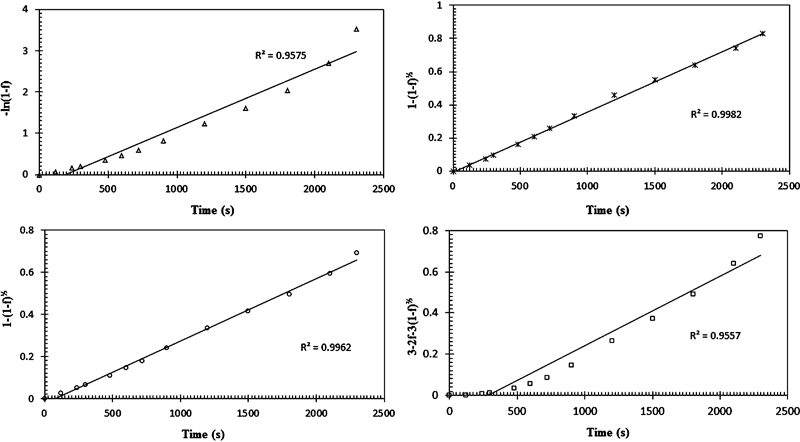
Testing of various kinetic model for thermal reduction of MnO2 to Mn3O4 at 1100°C
Pre-reduction of Mn3O4 to MnO by HDPE
The reduction of Mn3O4 to MnO by HDPE was also found to follow an interfacial chemical reaction control with contracting area. The plots of 1−(1−f)½ against t are shown in Figs. 14–17 for the reduction of the oxide by HDPE at C/O ratios of 1·5, 2·0 and 3·0 and coke (C/O = 1·5), respectively. Only one linear region was observed for the reduction by HDPE with apparent rate constants of 8·0×10−3, 6·6×10−3 and 6·3×10−3 s−1 for C/O ratio 1·5, 2·0 and 3·0 respectively. Two linear regions (150–300 s) and (400–700 s) were observed for the reduction of the oxide by coke, with apparent rate constants of 3·4×10−3 and 0·6×10−3 for regions 1 and 2 respectively. For the same C/O ratio, the reduction of the oxide by HDPE had an apparent rate constant more than twice that by coke. Apparent rate constant was highest for HDPE with C/O = 1·5 and appears to decrease with an increase in the C/O ratio beyond 1·5. However, the time taken for the complete pre-reduction of Mn3O4 to MnO was lowest for HDPE with C/O = 2·0 because reduction commenced earlier using HDPE with C/O = 2·0 than using HDPE C/O = 1·5 as indicated in Fig. 9.
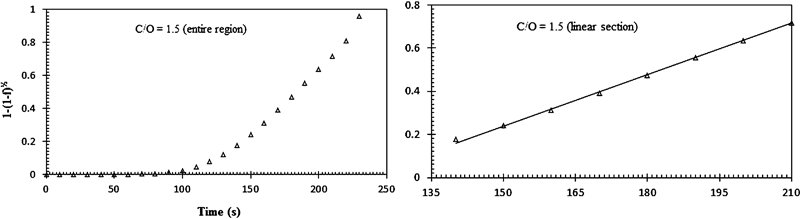
Variation of 1−(1−f)1/2 against t during pre-reduction of Mn3O4 to MnO by HDPE (C/O = 1·5) at 1150°C
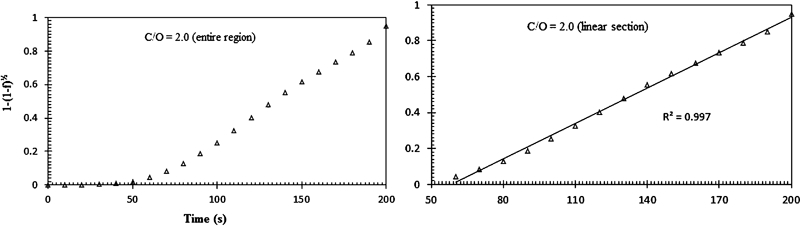
Variation of 1−(1−f)1/2 against t during pre-reduction of Mn3O4 to MnO by HDPE (C/O = 2·0) at 1150°C
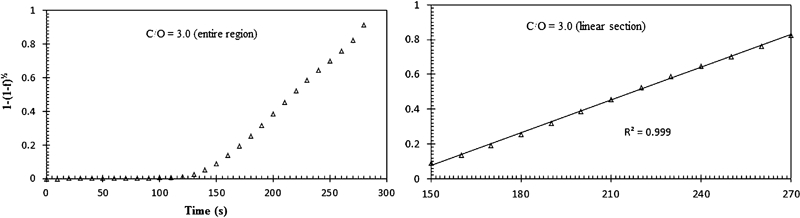
Variation of 1−(1−f)1/2 against t during pre-reduction of Mn3O4 to MnO by HDPE (C/O = 3·0) at 1150°C
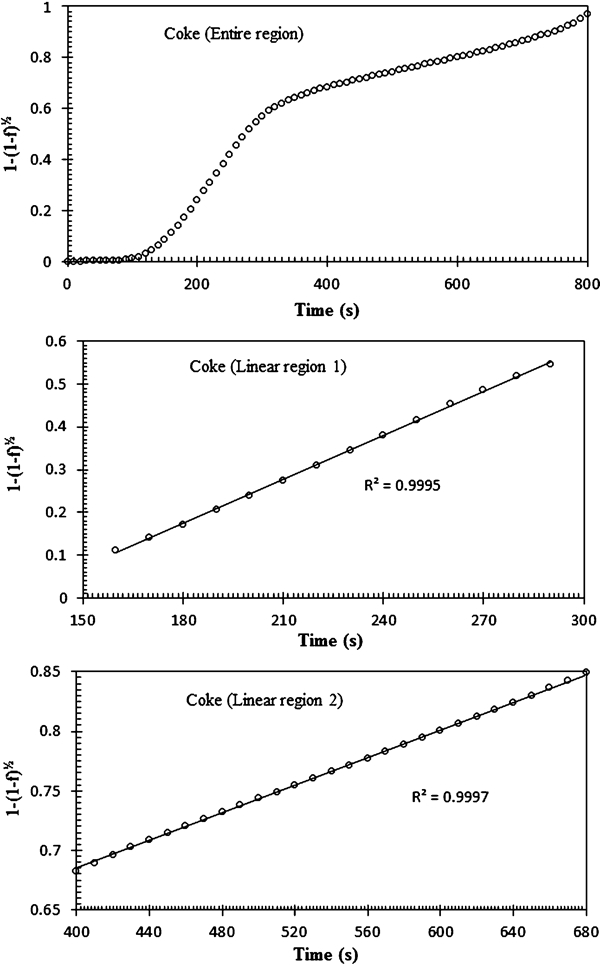
Variation of 1−(1−f)1/2 against t during pre-reduction of Mn3O4 to MnO by coke (C/O = 1·5) at 1150°C
Conclusions
A laboratory investigation has been conducted on the utilisation of post-consumer plastics (HDPE) in the pre-reduction of higher manganese oxides in the ferromanganese process. Major findings of this investigation are as follows.
Post-consumer HDPE could be used effectively as reducing agent in the pre-reduction of higher manganese oxides in the ferromanganese process. The ferromanganese process is therefore a promising route for recycling post-consumer plastics.
The thermal decomposition of HDPE–alumina compacts resulted in the emission of the gaseous reductants CH4 and H2 in the reaction atmosphere. These reductants subsequently reduced Mn3O4 to MnO.
The extent of reduction of Mn3O4 to MnO by HDPE was found to be highest at C/O ratio of 2·0.
Apparent rate constants for the pre-reduction of Mn3O4 to MnO by HDPE were found to be considerably higher than the reduction by coke. The highest apparent constant was observed when HDPE (C/O = 1·5) was utilised as the reductant.
Footnotes
Acknowledgement
We are grateful to Dr Pramod Koshy of the School of Materials Science and Engineering, UNSW, Sydney, Australia for his assistance and useful suggestions.