
Abstract
In the continuous casting process, the tundish acts as a continuous molten steel distribution vessel. The importance of the tundish during the molten steel delivery becomes more significant when it supplies liquid steel to more than one mould. In the present work, a water model of a six strand billet caster tundish has been used to study the effect of strand blockage on the residence time distribution (RTD) characteristics at the strands. All the experiments were performed under steady state conditions. Potassium chloride was used as a tracer for the study. The effects of blockage on the strand dissimilarity among the open strands were also studied. Both single and dual strand blockage experiments were performed. Blockage of strands deteriorated the RTD characteristics at the open strands. The results reveal the most preferred options for strand blockage when the plant operation needs to do so.
Introduction
The majority of the steel produced today is cast through the continuous casting route where the steel is made directly into semifinished shapes, thereby saving both energy and time. In this route, the tundish is the last refractory lined metallurgical vessel that holds the molten steel for a limited amount of time while delivering it to the moulds in a regulated manner. In addition to its role as a molten steel distribution vessel, the tundish provides the opportunity for floatation of non-metallic inclusions. The internal design of the tundish with respect to the refractories is critical, especially when it feeds multiple moulds simultaneously. This is because the molten steel exiting through all the strands of the tundish must be uniform with respect to temperature as well as composition, and the steel must not be contaminated by ladle or tundish slag cover caused by ladle stream turbulence or by non-metallic inclusions not floating out and shortcutting through the tundish. To minimise ladle stream turbulence at the impact area of the tundish, most tundishes are now fitted with a shaped impact pad or pouring chamber that also assists with the liquid steel flow through the tundish.
In a multistrand caster strand loss due to breakout or mechanical or electrical failure, strand blockage will increase the casting duration of liquid steel. With the loss of a strand, it is essential that steel flow through the open strands is of a uniform composition and temperature with minimum opportunity for shortcutting. Good fluid flow behaviour is desired to achieve maximum inclusion separation ratio. In their study, Sahai and Ahuja1 stated that in order to achieve maximum inclusion separation ratio, it is necessary to ensure minimum variation of the residence time distribution (RTD) parameters among the strands, minimum dead volume (DV), surface directed flow, large ratio of plug volume (PV)/DV, large ratio of plug/mixed volume, quiet slag layer and contained regions of mixing. Although there are a number of published papers on modelling in single strand tundishes,1 – 5 few have been published on modelling in multistrand tundishes.6 – 8
The objective of this work is to investigate through physical modelling the effect of strand blockage on the tundish performance with respect to the RTD characteristics at the open strands in a multistrand tundish. The work also gives a comparative idea about the effect of strand blockage on the uniformity among the open strands in the tundish. The RTD characteristics and the strand uniformity criteria in the tundish were investigated through the proper analysis of RTD curves obtained at each of the outlets of the tundish.
Experimental
Figure 1 shows the top and sectional views of the pouring chamber used in the study, and Fig. 2 shows the top view of the full tundish. The physical description of the tundish has been provided elsewhere.9 The advantage of the curve shaped tundish over the standard delta shaped tundish has also been mentioned elsewhere.10 The Perspex glass tundish model used for the study was a one-third scale model of an industrial tundish. A comparison of the model tundish with the industrial tundish is given in Table 1. In reduced scale physical modelling studies for isothermal systems, geometric and dynamic similarities are required to be satisfied between the model and the industrial vessel. Geometric similarity11 demands that all the dimensions of the model tundish must bear a constant ratio with the corresponding dimensions in the actual tundish. All the tundish dimensions and the flow control device dimensions were calculated based on the geometric similarity. On the other hand, dynamic similarity11 demands that the forces acting in the model tundish should bear a fixed ratio with the forces acting in the industrial vessel. Thus, the flowrates were determined by the Froude number criteria. The ladle shroud was placed at the centre of the pouring chamber. Water from a buffer tank entered into the tundish through the ladle shroud, and it was allowed to drain out, once the required bath height in the tundish was reached. When the steady state in tundish was achieved, a tracer of 50 mL of 1 N KCl solution was injected into the shroud in the form of a pulse, and the electrical conductivity was measured by a conductivity meter through a calibrated conductivity probe. The meter was connected to a personal computer through a data acquisition system. The electrical conductivity was measured at each of the tundish exits separately. The data acquisition system was started ˜10 s before adding the tracer solution in order to record the information on the initial state of the water bath in the vessel before tracer addition.
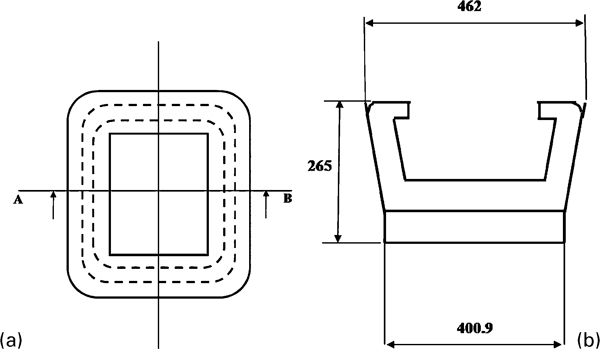
a top view of pouring chamber and b sectional view (section A–B) of pouring chamber
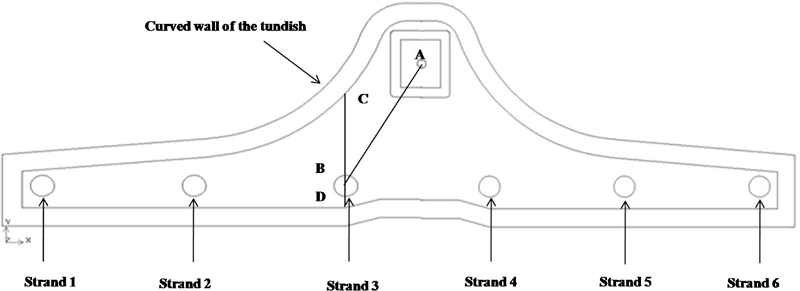
Top view of tundish
Comparison of model with industrial tundish
Results and discussion
Several models exist in the literature for the analysis of the RTD curves of a tundish.1,6,7,12 – 15 Table 2 shows the expressions used to find the RTD characteristics at the strands. It is to be noted that the reduction in the volumetric flowrate due to strand blockage has been taken into account while calculating the theoretical residence time t r of the tundish. It has already been mentioned that for better fluid flow behaviour in a tundish, a higher PV/DV ratio1 is desired. In the present work, the tundish performance under different blockage conditions has been evaluated based on the PV/DV ratio and the uniformity between the open strands of the tundish. The uniformity among the strands under various conditions has been quantified by the strand dissimilarity parameter.6 This parameter is the total arithmetic mean of the standard deviations of the dimensionless concentrations at the individual strands. For better uniformity/similarity among the strands, the lower value of the parameter is desired. Figure 2 shows the top view of the six strand tundish. The strands nearest to the ladle pouring point (point A in Fig. 2) are strands 3 and 4, and those farthest away are strands 1 and 6. Since the ladle pouring point into the tundish is symmetrical with respect to the strands on either side of it, single strand blockage on only one side of the pouring point was carried out.
Expressions for RTD characteristics
Characteristics of different strands with pouring chamber
Results reported earlier6,16 – 18 revealed that a pouring chamber improves the fluid flow behaviour inside a tundish by increasing the melt residence time. The results of the flow behaviour at the individual strands shown in Table 3 are in line with those reported.6,16 – 18 Presence of pouring chamber increased the dimensionless mean residence time at all the strands. Figures 3 and 4 show respectively the experimentally measured RTD curves in the tundish without and with a pouring chamber, with all strands open. Currently, most steel plants make use of the pouring chamber.
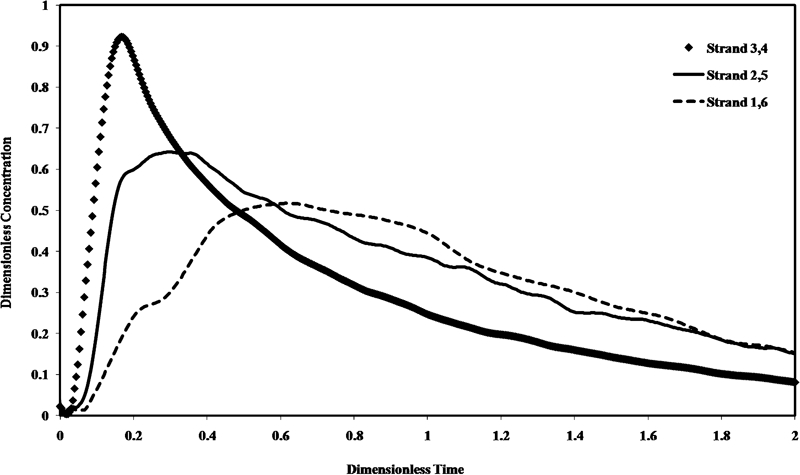
Experimentally measured RTD curves in tundish without pouring chamber, with all strands open
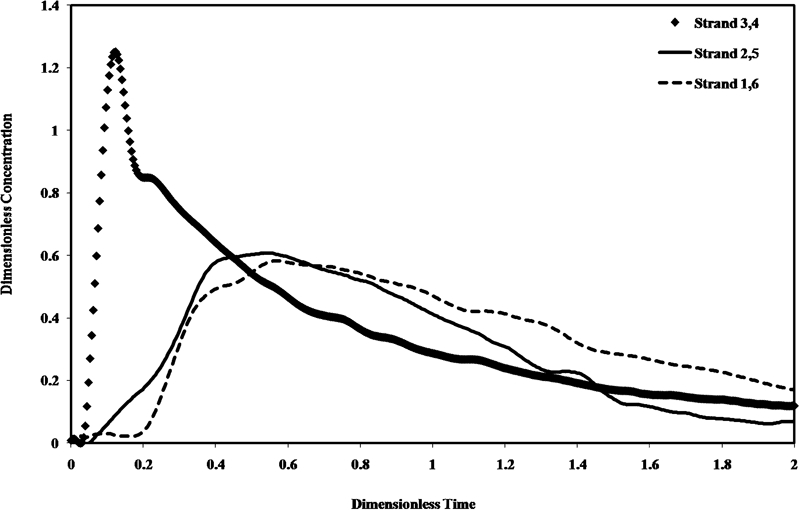
Experimentally measured RTD curves in tundish with pouring chamber, with all strands open
Comparison of RTD characteristics of bare tundish with tundish having rectangular pouring chamber
For consistent product quality, strand uniformity with respect to the temperature and composition of the liquid steel flow must be ensured in tundish. However, the repercussion of using a pouring chamber on strand uniformity has not been quantified in earlier reported literatures. In the present study, a strand dissimilarity of 0·093 was obtained in the tundish without a pouring chamber, and this was decreased by 32% to 0·06 in tundish with a pouring chamber. This is due to the improvement in the fluid flow behaviour, as can be seen from the dye study experiments in Figs. 5 and 6. A pulse of methylene blue dye was injected into the inlet stream in the shroud, and the dye flow pattern was observed. Figure 5 shows the fluid flow pattern on one side of the shroud inlet in the tundish without the pouring chamber at different time intervals. A high degree of turbulence can be observed in the pouring area as soon as the dye was injected and the dye rushed to the nearest tundish exits along the bottom of the tundish. Figure 6 shows the dye flow pattern on one side of the shroud inlet in the tundish with a pouring chamber at same time intervals. It shows how the pouring chamber distributes the flow throughout the tundish, which helps to reduce the magnitude of dissimilarity among the strands.
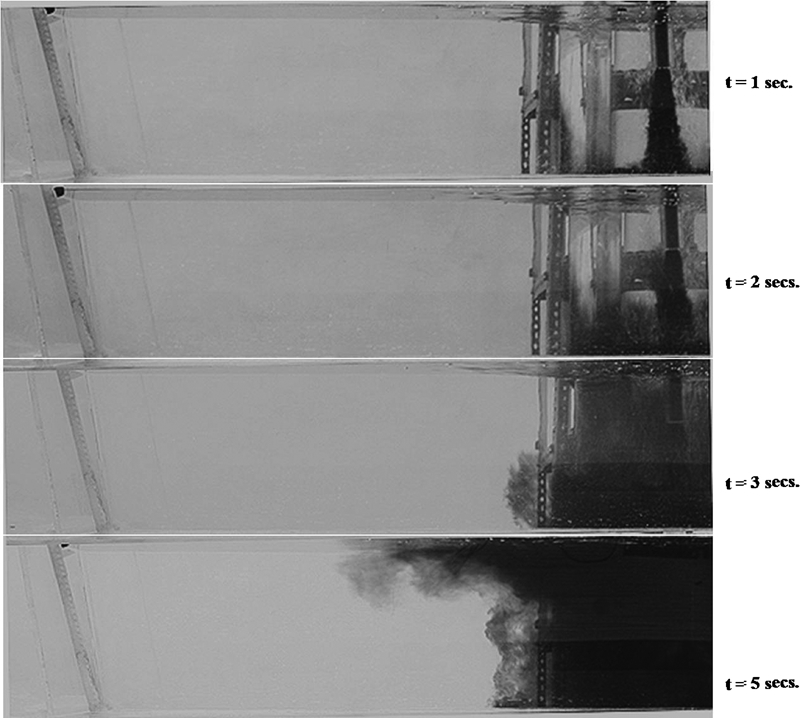
Fluid flow pattern at one-half of tundish without pouring chamber
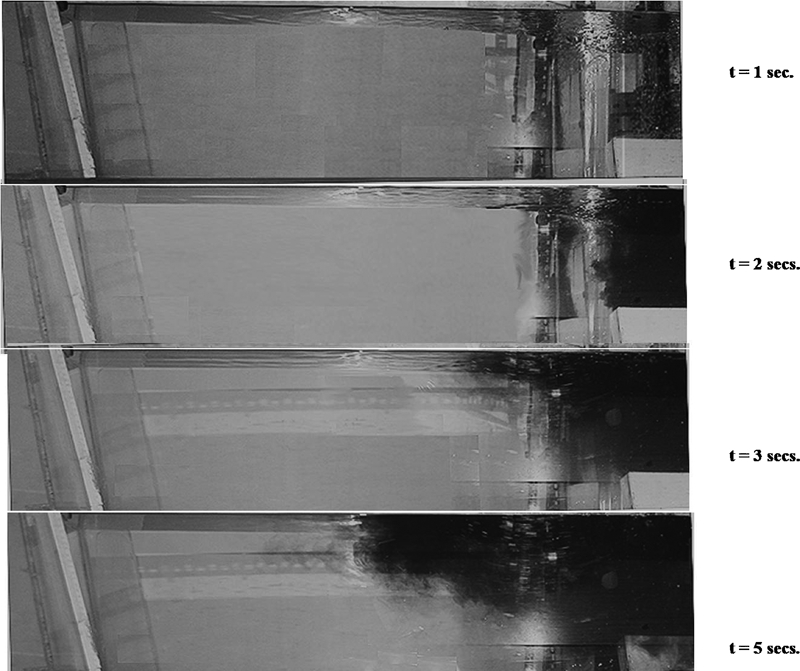
Fluid flow pattern at one-half of tundish with pouring chamber
Singh and Koria19 have studied the influence of static tundish design parameters (tundish width, tundish length, etc.) on the fluid flow behaviour inside a single strand tundish. They found that the ratio of width W/tundish length L of the tundish affects the flow characteristics in the tundish. A higher W/L ratio tends to produce a short circuiting flow in the tundish. Thus, W/L ratio of a tundish can be a good indicator of strand performance. This ratio can be easily calculated for a single strand tundish, but it is difficult to calculate the ratio in a multistrand tundish due to the presence of multiple strands. Here, a new method is proposed to study the effect of W/L ratio on the individual strands in a multistrand tundish. The length L for a particular strand may be defined as the shortest distance between the centre of the strand and the fluid entry point into the tundish. This length (AB for strand 3 in Fig. 2, where A is the ladle pouring point and B is the centre of the strand 3) has been called as the effective length for that strand. The effective width for strand 3 has been defined by the line CD (in Fig. 2). The line CD is perpendicular to the straight wall of the tundish and passes through the centre of the strand. The effective widths and effective lengths for the other strands can be defined in a similar manner. Thus, the W/L ratios are least for strands 1 and 6, whereas it is highest for strands 3 and 4. It can be observed from Table 3 that the PV/DV ratio increased with a decrease in the W/L ratio. This is because with decreasing the W/L ratio,19 the fluid flow pattern becomes more of plug flow at the particular strand. At larger widths (for strands 3 and 4), short circuiting occurs, which gets reduced at smaller widths. Thus, in a particular tundish design, W/L ratio may be a good indicator for individual strand’s performance.
Single strand blockage
From Fig. 7 and Table 4, it can be seen that as the strands are blocked one by one in tundish without a pouring chamber, from the position nearest to the ladle pouring point to the farthest position from the pouring point, the PV/DV ratio keeps on deteriorating at the strands, and the strand uniformity between the open strands of the bare tundish keeps on decreasing. Hence, given the requirement and choice to block a strand, it is better to block one of the strands closest to the ladle pouring point (strand 3 or 4) than one of the other strands in tundish without a pouring chamber. From a practical point of view, it is imperative to analyse a tundish with pouring chamber. Henceforth, the case of tundish with pouring chamber is analysed for strand blockage in detail.
Ratio of PV/DV for single strand blockage in bare tundish
Strand dissimilarities for single strand blockage in bare tundish
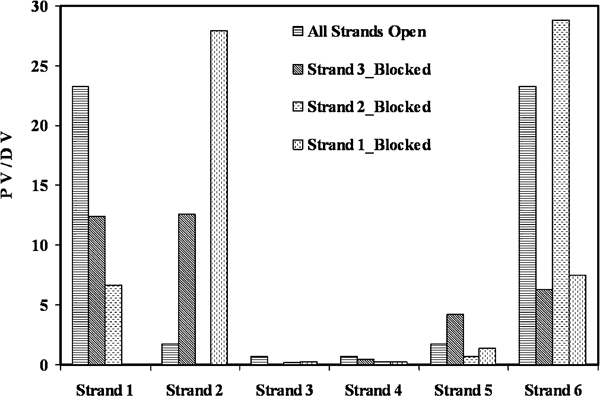
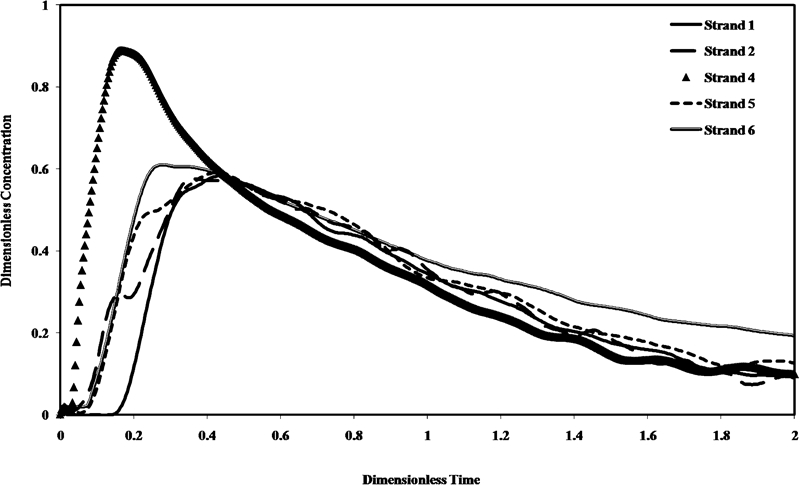
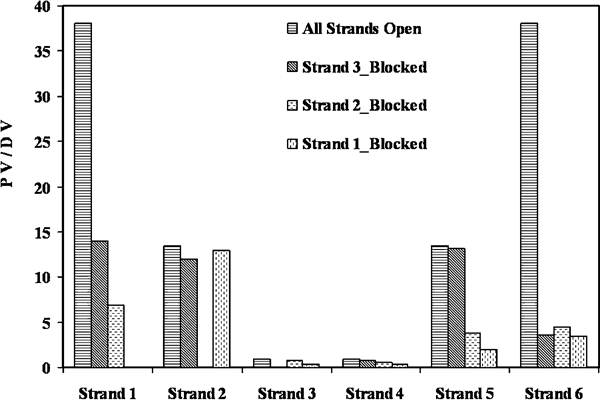
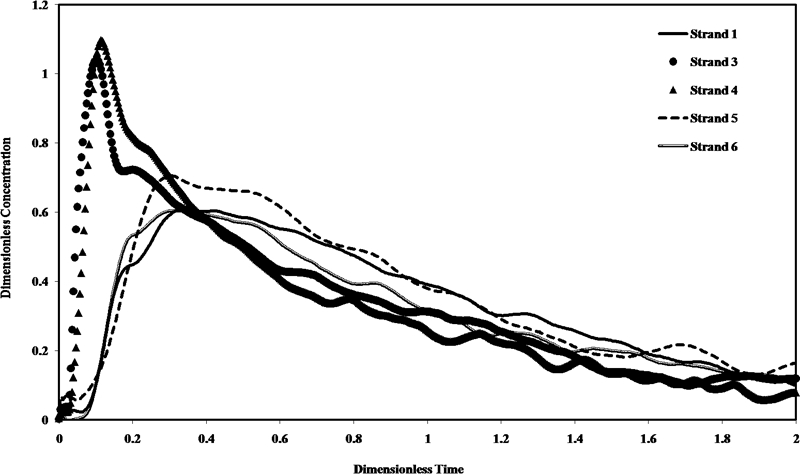
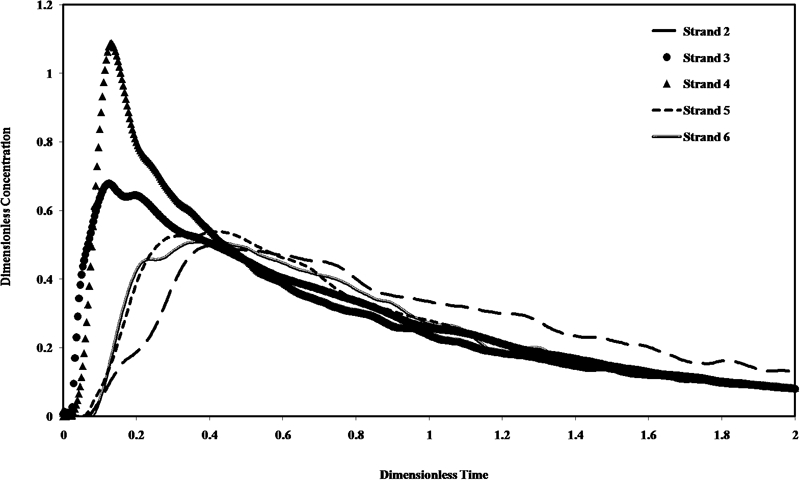
In the case of blockage of strand 3 in the tundish with a pouring chamber (as shown in Fig. 8), the minimum dimensionless time θmin, the peak dimensionless time θpeak at all the strands reduces in comparison to when all the strands in the open situation, as shown in Fig. 4. This also indicates a decrease of PV/DV ratio at all the strands as shown in Fig. 9, while maintaining almost the same level of strand dissimilarity as shown in Table 5. Figure 10 shows a further decrease in θmin and θpeak at all the strands in the case of blockage of strand 2 compared to blockage of strand 3. Hence, compared with the blockage of strand 3, the blockage of strand 2 has further reduced the PV/DV ratio at all the strands with an increase in the strand dissimilarity by 33%, an undesirable effect. A further detrimental effect on the θmin and θpeak can be seen from Fig. 11 in the case of blockage of strand 1. Compared with the blockage of strand 2, the blockage of strand 1 has further reduced the PV/DV ratio at the strands, but strand dissimilarity remains unchanged with respect to the situation of all open strands.
Experimentally measured RTD curves in tundish with pouring chamber and strand 3 blocked
Ratio of PV/DV for single strand blockage in tundish with pouring chamber
Experimentally measured RTD curves in tundish with pouring chamber and strand 2 blocked
Experimentally measured RTD curves in tundish with pouring chamber and strand 1 blocked
Strand dissimilarities for single strand blockage in tundish with pouring chamber
From the above experimental data, it is easy to conclude that strand 2 must be the last choice for strand blockage consideration due to the comparably higher strand dissimilarity. The cases of strand 1 and 3 blockage have similar strand dissimilarity as with the case of all strands open. Referring to Fig. 9 for strand 3 blockage, the PV/DV ratio is largest for open strands 1, 2, 5 and 6. Hence, comparing the PV/DV ratios at the individual strands and the strand dissimilarity, it is better to block one of the strands nearest to the ladle pouring point (strand 3 or 4) than other strands in the tundish with a pouring chamber.
Double strand blockage in tundish with pouring chamber
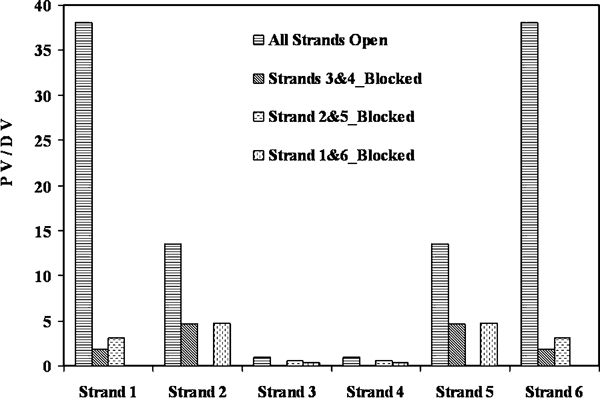
In the case of dual strand blockage, only the symmetrical strand blockage on both sides of the ladle pouring point was studied. Compared with all strands open, blockage of any dual strands reduces the PV/DV ratio at the strands drastically as shown in Fig. 12. The severity of the detrimental effect has increased with blocking of dual strands in comparison with single strand blockage.
Ratio of PV/DV for double strand blockage in tundish with pouring chamber
In the case of blockage of strands 3 and 4, the strand dissimilarity as shown in Table 6 is reduced by 30% when compared with all strands open. Compared with the blockage of strands 3 and 4, the blockage of strands 2 and 5 has slightly increased the PV/DV ratio at the open strands, whereas the strand dissimilarity increased by 75%. Again, in comparison with the blockage of strands 2 and 5, the blockage of strands 1 and 6 has further decreased the PV/DV ratio at the strands. Moreover, blockage of strands 1 and 6 has also increased the strand dissimilarity by 28% compared with the blockage of strands 2 and 5. Hence, comparing the individual strand performances in terms of the ratio of PV/DV and the dissimilarity among the strands, it is judicious to block the innermost pair of strands with respect to the ladle pouring point than other pairs of symmetrical strands in tundish with pouring chamber.
Strand dissimilarities for double strand blockage in tundish with pouring chamber
Conclusions
A water modelling investigation has been performed to evaluate the effect of strand blockage on tundish performance with respect to RTD characteristics and strand dissimilarity for a six strand billet caster tundish. The relation of strand specific W/L ratio for multistrand tundish has been established. The study has revealed the most preferred options for strand blockage in case the plant needs to do so.