
Abstract
A novel oxygen blast furnace process, which is characterised by blasting pure oxygen instead of conventional hot air, together with injecting powdery coal and hydrogen rich gas is proposed in this paper, and feasibility of the process is discussed. A theoretical model is established based on mass and energy balances of the oxygen blast furnace process. The calculation confirms that both the mass and energy balances in the upper and bottom parts of the furnace can be satisfied under the condition that the theoretical combustion temperature in the tuyere area is controlled at around 1800–1850°C. A series of experiments have been carried out to study the reduction rate of wüstite in the gas mixture with identical gas composition in the oxygen blast furnace process as calculated or in the conventional blast furnace process. The influence of the prereduction ratios of iron ore on the softening and melting properties of iron ore and the thermal property of coke is also investigated.
Introduction
Hot air enriched with <5% oxygen is blasted in blast furnace in conventional iron making process. In addition, pulverised coal is injected from furnace tuyeres to reduce the consumption of comparatively expensive coke. With the development of the coal injection technology, the coal injection ratio has been increased to 200–250 kg per ton molten iron (tHM). Since the hot air blasted into the furnace contains a large amount of nitrogen, the top gas emitting from the furnace has ∼50% of N2.
In the 1970s and 1980s, numerous efforts were made to develop an alternative process that employs pure oxygen instead of hot air. This process was named as oxygen blast furnace process. Industrial oxygen with a concentration of >99·0% is blasted into the ironmaking furnace, and pulverised coal and hydrogen rich gas, such as natural gas or coke oven gas, are used as supplementary fuels. In 1978, Fink1 was granted a patent of an oxygen blast furnace process in Germany. The oxygen blast furnace process was later studied by Lu and Vasant Kumar2 and Qin and Zhang,3 and experiments were conducted in a pilot furnace with a volume of 3·9 m3 in NKK, Japan, in 1986.4 Using the oxygen blast furnace process, the utilisation ratio of blast furnace reaches to 5·1 t/day/m3, and the coal injection ratio is improved to 320 kg/tHM.
There are two main barriers to developing a successful oxygen blast furnace process. A sufficiently low coke ratio is a prerequisite of the alternative process; otherwise, it is not practical. Therefore, problems should be solved to approach a low coke ratio while maintaining a smooth furnace operation and a complete reduction of wüstite (FeO1·05). Second, the energy deficit in the upper part of the furnace is in contrast to too high temperature at the tuyere area, and this should be overcome.
If 90–95% of wüstite can be reduced before the Boudouard reaction (the gasification reaction of coke) is accelerated significantly, a large gasification extent of coke can be avoided considerably in the furnace. Under this circumstance, coke serves mainly as the supporter of the upper reactants and maintains sufficient permeability of gas and molten iron in the bottom part of the furnace. This means that if the reduction of iron ore can be completed or almost completed in the upper part of furnace where the temperature is relatively low, the coke ratio can be reduced to reach the target. One possible solution for fulfilling this target is to use iron ore with a high reactivity and coke with a low reactivity Index. Another solution is to improve the content of H2 in the belly and shaft of the blast furnace because H2 can obviously increase the reduction rate of iron ore at low temperatures.
The combustion temperature at the tuyere area can be reduced by injecting natural gas, coke oven gas, water vapour or blast furnace top gas. The hydrogen rich gas can increase the quantity and volume of the gas produced in the belly of the furnace; hence, more heat can be transported to the upper part of the furnace by the gas flow. This is expected to resolve energy deficiency in the upper part of the furnace.
Theoretical model and experiments
Theoretical model
A theoretical model was established based on the mass and energy balances in the upper and bottom parts of the blast furnace to evaluate whether the proposed oxygen blast furnace process is technically feasible. The boundary temperature between the upper and bottom parts of the furnace was specified to be 950°C. Above this temperature, the Boudouard reaction is obviously accelerated. Errors between the mass in and mass out as well as the heat in and heat out should be controlled <1%. Meanwhile, the theoretical combustion temperature must be kept at temperatures >1800°C to maintain a sufficiently high temperature >1480°C for slag and molten iron. Temperature at the furnace top should be >110°C.
Experimental procedure
Two series of experiments have been conducted on a laboratorial scale. The aim of the first series was to study the influence of the gas composition, in particular the content of hydrogen, on the reduction rate of wüstite. In another series of experiments, the influence of the prereduction ratio of wüstite on the coke reactivity index (CRI) and the coke strength after reduction (CSR) was investigated.
Reduction of iron ore
The first series of experiments were conducted in a high temperature furnace equipped with thermogravimetric measurement. The experimental apparatus is illustrated in Fig. 1. The reaction tube has a diameter of 100 mm and a length of 780 mm. Granular sintered ore (500 g) 10–12·5 mm in size was placed on top of alumina balls with a height of 100 mm, as shown in Fig. 1. Reducing gas mixture was injected at the top of the tube, flowing down the annulus surrounding the reaction chamber and then through a small vent on the bottom. The gas mixture was preheated initially by the alumina balls before it reached and reduced the iron ore. The weight of the sample was recorded continuously by a thermobalance mounted on the top of the furnace during the whole experiment.
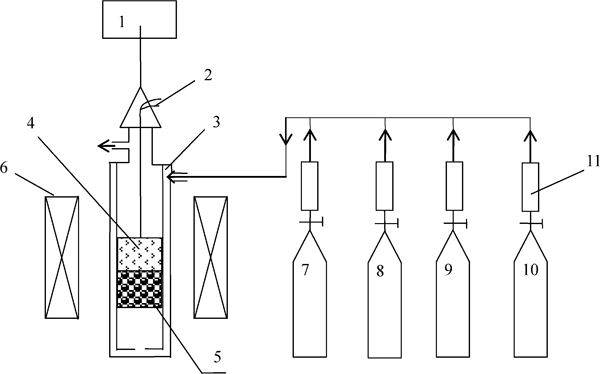
Schematic layout of ore reduce experimental apparatus
The above mentioned experiments were carried out in two stages. In the first stage, the iron ore was reduced to wüstite. The sample was heated up to the desired temperatures of 700, 900 and 1100°C in the protection of N2. The weight W of the sample was recorded when the desired temperature was reached. Afterwards, a gas mixture containing 55%CO and 45%CO2 was introduced into the reaction tube at a flowrate of 5 L min−1. The CO–CO2 gas flow did not stop until the weight of the sample remained stable for half an hour, indicating that the iron ore has been reduced completely to wüstite. In the second stage, the gas mixture was switched to CO–CO2–H2–N2 with specific mixing ratios. The wüstite obtained from the first stage was then reduced ultimately to iron in the gas mixture containing H2.
Influence of prereduction ratio of wüstite on its melting–dropping properties and thermal property of coke
The melting–dropping properties of iron ore and the thermal property of coke, including CRI and CSR, are crucial indicators of gas permeability in the bottom part of the blast furnace. The present series of experiments are aimed at the evaluation of the melting–dropping properties of the ore and the thermal property of the coke using wüstite with different prereduction ratios.
The sinter ore and the coke produced in Baosteel, China, were employed in the present experiment. The experimental apparatus is illustrated in Fig. 2. The sinter ore with particle size 10–15 mm was prereduced in H2 to prereduction ratios of 30, 60 and 90% respectively. Afterwards, the prereduced sinter ore was cooled down in the protection of N2 to room temperature. Prereduced sinter ore (500 g) was then sandwiched by the coke with a size of 10–15 mm in a graphite crucible with a diameter of 48 mm; 100 g of coke was used in each layer. The sample was loaded with 0·1 MPa pressure during reduction. Argon gas was introduced at a flowrate of 2 L min−1. The heating rate was controlled at 10°C min−1 <800°C, and 4°C min−1 >800°C. Temperatures at which the sinter ore started dropping, the dropping was completed and the maximum pressure gradient during reduction were recorded. The fired sample was then taken out after complete reaction, and the CRI and CSR were measured.
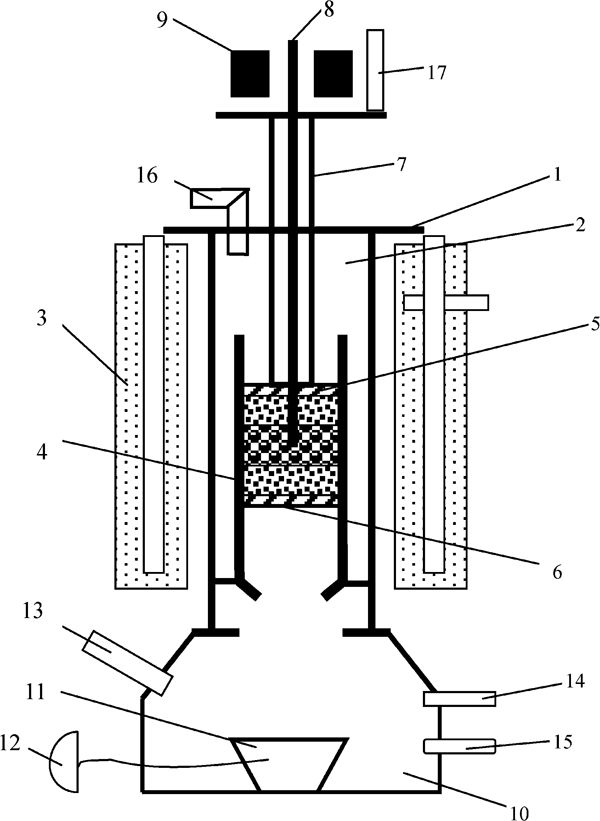
Experimental apparatus for studying softening and dropping properties of iron ore
Results
Theoretical simulation
The theoretical simulation confirms that the oxygen blast furnace process in combination with injecting hydrogen rich gas is feasible based on the comparison with the key parameters in a conventional blast furnace in Baosteel, as shown in Table 1. The mass and heat balances can be satisfied under conditions of a coke ratio of 190 kg/tHM, a coal ratio of 270 kg/tHM and a natural gas injection volume of 185 m3/tHM, as well as the direct reduction ratio of 0·1. The theoretical combustion temperature was calculated to be 1817°C. The content of H2 in the lower part of the shaft is raised to 20·36%, according to the calculation.
Comparison of operation parameters between conventional blast furnace process and oxygen blast furnace process
It is a key point whether the indirect reduction ratio of wüstite can be improved to ≥90% in gas with a similar composition and in a temperature range of 700–900°C in 90–120 min. Meanwhile, considering that the coke ratio of the oxygen blast furnace process is relatively low, it is necessary to conduct experiments to evaluate the reduction of iron ore in the H2 rich gas and the degradation extent of coke under conditions of the novel process.
Experimental results
Influence of reduction temperature and gas composition on reduction of wüstite
Figure 3 shows the reduction rate of wüstite at different temperatures and in gas mixtures with various compositions. The gas compositions were chosen based on the theoretical simulation of the gas composition in the lower shaft of the blast furnace in the conventional process and the proposed oxygen blast process. Curves A–C represent the reduction rates of wüstite at temperatures of 900, 800 and 700°C respectively. The reduction was performed in the gas mixture containing 20·36%H2, 52·46%CO, 10·05%CO2 and 0·48%N2, as listed in Table 1, for the oxygen blast furnace process. Comparatively, curves D–F are the reduction rates of wüstite in the gas mixture containing 3·88%H2, 32·74%CO, 10·61%CO2 and 48·54%N2 for the conventional process.
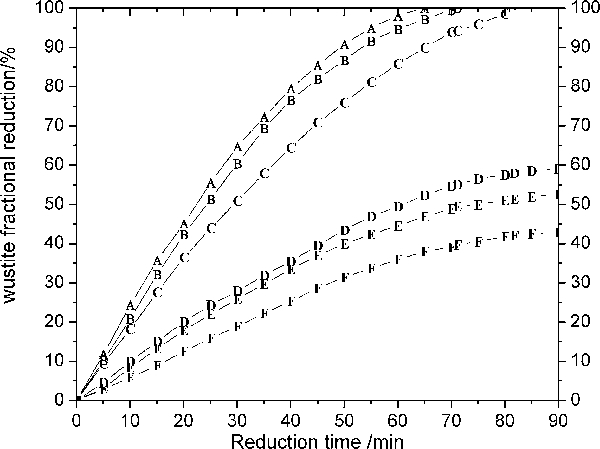
Reduction rates of wüstite: curves A–C represent reduction rates of wüstite at 900, 800 and 700°C respectively in gas mixture simulated for oxygen blast furnace process; curves D–F are reduction rates of wüstite at 900, 800 and 700°C in the gas mixture simulated for the conventional process
The reduction rate of wüstite is significantly higher in the oxygen blast furnace process than that in the conventional process. A complete reduction lasted only for 81·8 min at 700°C in the oxygen process. It was shorted to 65·1 min when the temperature was raised to 900°C. In the conventional process, the reduction ratios after being reduced for 90 min were 42·80% at 700°C and 59·04% at 900°C. Considering the fact that the gas composition resembles that in the lower shaft of the furnace, a higher reduction rate suggests faster reduction in the lower shaft in the oxygen blast furnace. Hence, it can be deduced that the sinter ore is able to be reduced completely before it falls down to the position with temperatures >950°C in the oxygen blast furnace.
Influence of H2 content in gas mixture on reduction rate of wüstite
Figure 4 shows the reduction duration that was required for reducing 90% of wüstite in the H2–CO gas mixture with various compositions at 1100, 900 and 700°C. In a pure CO atmosphere, a complete reduction required 65·41, 79·71 and 97·89 min at 1100, 900 and 700°C respectively, whereas in a pure H2 atmosphere, the reduction duration was cut to 24·49, 27·40 and 36·78 min respectively. The reduction rate of wüstite in the H2 atmosphere is approximately three times that in CO. When the H2 content is <50%, the increasing concentration of H2 can obviously cut the reduction time, while >50%, the curve becomes gentle, which means that the increase in H2 >50% exerts less impact on reduction and the utilisation efficiency of H2 is decreasing.
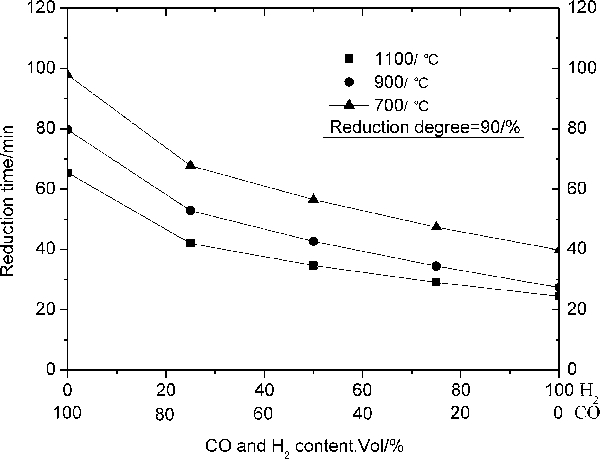
Influence of H2 content in gas mixture with various compositions on reduction rate of wüstite
The H2 utilisation ratio is high when the content of H2 was calculated to be in a range of 20–40%. According to the calculation, the H2 content in the hearth is raised to 40% in the oxygen blast furnace process with injection of hydrogen rich fuel. This suggests that the hydrogen in the hearth can be used efficiently in the oxygen blast furnace process.
Influence of prereduction ratio on melting–dropping property of wüstite and thermal property of coke
The melting–dropping property of iron ore and the thermal property of coke were examined during the reduction of iron ore with various prereduction ratios. The experimental results are listed in Table 2. It is obvious that CSR can be raised greatly if the prereduction ratio of the iron ore is increased because both the gas permeability of the cohesive zone can be improved and the CRI can be decreased using iron ore with a high prereduction ratio. Under the present experimental conditions, the prereduction ratio of the iron ore is raised by 1%, CRI can be reduced by 0·43% and CSR is improved by 0·47%.
Influence of pre-/reduction ratio on melting–dropping property of wüstite and thermal property of coke
Discussion
Results obtained from the theoretical model and the experiments confirm that the oxygen blast furnace process is feasible. The process has the following characteristics.
Reduced direct reduction ratio
Generally, the coke gasification reaction accelerates when temperature is raised to above 900–950°C, and it takes place abruptly at temperatures in a range of 1100–1200°C.5 It is thus reasonable to speculate that the oxygen atoms in the iron ore have already been removed, or the reduction is almost complete when the coke gasification is accelerated at such a temperature range in the oxygen blast furnace process. In this case, the direct reduction ratio can be reduced to <0·1.
Enhanced heat exchange efficiency between solid, liquid and gas
In the oxygen blast furnace with injection of hydrogenous fuel, the gas volume water equivalent of the throat and belly w g decreases. Conversely, the ratio of ore to coke increases. Hence, the coke ratio in the burden decreases, meaning that both the heat capacity of burden and the burden volume water equivalent of throat and belly w b decrease, and the heat flow ratio of throat and belly w b/w g increases slowly. In addition, the gas produced in the oxygen blast furnace with injecting powdery coal and coke oven gas has a density of 0·792 kg m−3 and contains 39·49%H2. When natural gas is used instead of coke oven gas, the gas density is increased slightly to 0·803 kg m−3 and the content of H2 is ∼38·55%. The heat exchange efficiency between solid, liquid and gas is enhanced because the gas volatility is increased due to the presence of a large quantity of H2 with a small atomic diameter.
Theoretical combustion temperature is allowed to be reduced
The theoretical combustion temperature T f is the key indicator of the thermal state in the combustion zone of the blast furnace. It represents the temperature of the furnace gas in the hearth before the heat is exchanged with the solid column. It is commonly considered that the theoretical combustion temperature in the tuyere area should be maintained in a range of 2000–2250°C in the conventional blast furnace process. The calculations from this work, however, show that the theoretical combustion temperature of the oxygen blast furnace process is reduced considerably. The successful operation of a pilot oxygen blast furnace with injecting natural gas in North America6 confirms that the theoretical combustion temperature can be lowered to a range of 1760–1815°C with smooth operation. It suggests that it is possible to maintain a lower combustion temperature in the oxygen blast furnace if the hydrogen content in the hearth is sufficiently high.
The reason why a high H2 content in the hearth can compensate for a low combustion temperature can be explained as follows. First, the degree of direct reduction can be decreased to 0·1 in furnace enriched with hydrogen gas. It means that the heat that is absorbed by furnace burden in the lower part of the furnace can be lowered considerably. Second, the heat exchange efficiency of solid, liquid and gas is enhanced, contributed by the furnace gas with low density and viscosity due to the enrichment of hydrogen. Finally, the gas volume in the hearth is also increased in the oxygen blast furnace process, and this promotes the heat exchange and accelerates the reduction rate of ore. The temperature of slag and iron in the hearth can be maintained at a normal level even if the theoretical combustion temperature is reduced to a range of 1800–1850°C.
Furnace top gas with high heat value
The furnace top gas emitting from the oxygen blast furnace process with the injection natural gas or coke oven gas and powdery coal possesses a high heat value up to 8500 kJ m−3; this is ∼2·6 times of that from the conventional process. In addition, the gas temperature in the oxygen furnace is relatively high, resulting in high desulphurisation efficiency. The top gas from the oxygen blast furnace can be used as an energy source in an integrated iron and steel plants or in a combined cooling, heating and power system.7 – 9
Conclusions
A novel oxygen blast furnace process, which is characterised by the blasting of pure oxygen instead of conventional hot air together with injecting powdery coal and hydrogen rich gas, is proposed in this paper, and the feasibility of the process is discussed based on the theoretical model and experiments.
The theoretical model shows that both the mass and energy balances in the upper and bottom parts of the furnace can be satisfied by manipulating the coke ratio, coal ratio and injection ratio of hydrogenous gas under the condition that the theoretical combustion temperature in the tuyere area is controlled at around 1800–1850°C. The H2 content in the furnace gas can be raised to 20/40%. Meanwhile, the N2 content in the top gas is reduced <0·7%. Hence, the furnace top gas has a relatively high heat value of 8500 kJ m−3, which can be used as an energy source. It is benefit for recycling CO2 and achieving the aim of zero emissions of CO2 in a steel plant.
A series of experiments have been carried out to study the reduction rate of wüstite in the gas mixture with identical gas composition in the oxygen blast furnace process or in the conventional blast furnace process. The experiments confirm that the reducing ability of the gas mixture in the oxygen blast furnace is considerably high. About 90% of the wüstite can be reduced at temperatures <950°C, at which the gasification reaction of coke does not occur significantly.
The influence of the prereduction ratios of the iron ore on the softening and melting properties of iron ore and the thermal property of coke has also been investigated. The acceleration of the reduction rate of the iron ore is helpful not only for improving the gas permeability in the cohesive zone but also for increasing the coke strength due to a low solution loss ratio. Under the present experimental conditions, the prereduction ratio of the wüstite is raised by 1%, the coke solution loss ratio can be reduced by 0·43% and the coke strength is improved by 0·47%.
The characteristics of the oxygen blast furnace process, combined with injecting powdery coal and hydrogenous gas, have been discussed. The direct reduction ratio can be reduced <0·1 because the reduction of iron is almost completed at low temperatures before the coke gasification reaction accelerates. It is hence possible to cut the coke ratio to 190 t/tHM if the coke participates merely in the direct reduction in the oxygen blast furnace process. In addition, the heat exchange efficiency between solid, liquid and gas is enhanced in the furnace. Gas with a high H2 content in the hearth has a relatively high reducing ability; hence, the theoretical combustion temperature can be maintained in a range of 1800–1850°C. Furnace gas with an ultralow N2 content and a high heat value is obtained from the furnace. It can be used as an energy source in an integrated iron and steel plant or in a combined cooling, heating and power system to reduce the emission of CO2.