
Abstract
Iron losses during calcium carbide based hot metal desulphurisation have been studied via large scale investigations of slag from the slag pit as well as slag sampling during desulphurisation at SSAB EMEA in Luleå. The desulphurisation slag, after injection of calcium carbide, is normally solid and contains large amounts of iron. An alkali containing mineral, nepheline syenite, was mixed together with the calcium carbide to form a more fluid slag as the iron losses originate from enclosed metal droplets in the slag as well as drawn off hot metal during slag skimming. The slag amount after slag skimming decreased from 28·1 to 25·1 kg t−1 hot metal with addition of 5 wt-% nepheline syenite to the calcium carbide, and the magnetic fraction of the slag from the slag pit decreased from 2·5 to 1·9%. Finally, no negative effect on the reagent efficiency was observed during the trials with addition of nepheline syenite.
Introduction
The importance of steels with better mechanical properties has increased rapidly during recent decades. To manage these new quality requirements, the level of impurities has to be low during steel production. During integrated steel production, sulphur is transported from the coke and coal in the blast furnace to the hot metal. In the course of steel production, sulphur is normally removed from the hot metal before the steel is treated in the basic oxygen furnace (BOF). The performance of the desulphurisation of hot metal is generally the most important factor influencing the final sulphur content in the steel. A further approach to attain low sulphur content in the final product is to use internal clean scrap in the BOF.
Earlier, burnt lime was normally used as a desulphurisation agent in the treatment of hot metal. Owing to the low reactivity and long treatment time associated with the use of burnt lime, other desulphurisation agents, like calcium carbide and magnesium or a combination of these agents, have become more important. The rapid development of injection technologies in liquid metal coincides with the use of more efficient desulphurisation agents, and injection is now the dominating technology used for desulphurisation of hot metal. The process vessels can be torpedo cars or hot metal transfer ladles. In the present study, desulphurisation in the transfer ladle at SSAB EMEA in Luleå has been investigated. During normal praxis, one agent, monoinjection or a combination of different agents, co-injection, are employed during desulphurisation. Different additives such as, e.g. soda, fluorspar and cryolite are normally used to facilitate slag formation during desulphurisation.1 – 5
The generated slag is skimmed off after the injection. Unavoidably, some metallic iron will be removed together with the slag as metal droplets detained in the slag and as carryover during the slag skimming. Iron losses during desulphurisation of hot metal in the transfer ladle may be extensive, and losses may be in the order of 1·5–2·5% of the total processed hot metal from the blast furnace.6 – 9 Naturally, the iron losses during desulphurisation have an important effect on the total iron yield. Tougher product requirements demand desulphurisation to lower sulphur contents, thereby increasing the amount of requested desulphurisation agents and as a consequence, raising the iron losses to the slag.
The formation of stable titanium compounds such as titanium nitrides and titanium carbonitrides during the injection of desulphurisation agents has been investigated previously with respect to iron losses.8 – 10 The present authors studied the effect of stable titanium nitrides on the iron yield with nitrogen as a carrier gas.11 It was found that the formation of titanium compounds could not fully explain the iron losses to the slag. However, the results showed that the slag has a high melting point and consisted mainly of calcium sulphides and calcium silicates. It was further concluded that in order to enhance the metal separation from the slag, the slag properties must be adjusted, to facilitate both the slag skimming and the drainage of iron from the slag. According to Freissmuth and Trout,12 additions of alkali containing minerals, e.g. albite or nepheline syenite, may lead to improved desulphurisation efficiency as well as lower iron losses associated with slag skimming.
In the present study, nepheline syenite [Na,K(AlSiO4)] was mixed together with calcium carbide, replacing the normal addition of cryolite (Na3AlF6). A comparison of the two different additives has been investigated with respect to iron yield and desulphurisation efficiency. Nepheline syenite is a natural mineral containing up to two-thirds feldspar minerals, albite (Na2O.Al2O3.6SiO2) and microcline (K2O.Al2O3.6SiO2), and about one-third nepheline (3Na2O.K2O.4Al2O3.8SiO2). The most common use of nepheline syenite is in the glass industry. The use of nepheline syenite or nepheline as a slag modifying agent has been investigated by a number of researchers.2,13 – 17 The primary objective of these studies has been to focus mainly on the rheology and mineralogy of the slags.
Gitterle9 has reported an investigation of the iron content in different size fractions of the post-treated slag from desulphurisation after slag skimming. To the knowledge of the present authors, this is the only available study of post-treated slag from desulphurisation of hot metal presented in the literature. In addition to the comparison of different additives to the calcium carbide in the present study, the iron losses during hot metal desulphurisation have been studied. Iron losses have been studied via large scale investigations of slag from the slag pit combined with slag sampling from the transfer ladle before slag skimming.
Theoretical background
In general, the desulphurisation process may be described as an exchange reaction between dissolved sulphur in the metal phase and oxygen ions either in a chemical compound or dissolved in a slag phase. This exchange reaction may be represented by the following reaction
When describing the desulphurisation process of hot metal utilising technical calcium carbide as the desulphurisation agent, it is important to consider that this agent normally contains 25–30%CaO.
The main reactions during desulphurisation of hot metal with technical calcium carbide may be described as follows


Experimental
Two industrial research campaigns have been performed at SSAB EMEA, Luleå works. The hot metal is transported from the blast furnace in a torpedo car and then transferred to a hot metal ladle. The process layout is illustrated in Fig. 1. The desulphurisation of the hot metal is thereafter performed at the desulphurisation station by injection of calcium carbide with nitrogen as a carrier gas. Calcium carbide is normally injected during a period of 10–15 min, depending on the sulphur level required and the initial sulphur content of hot metal. After the injection, the slag is skimmed off with a slag rake before the ladle is transported to the BOF.
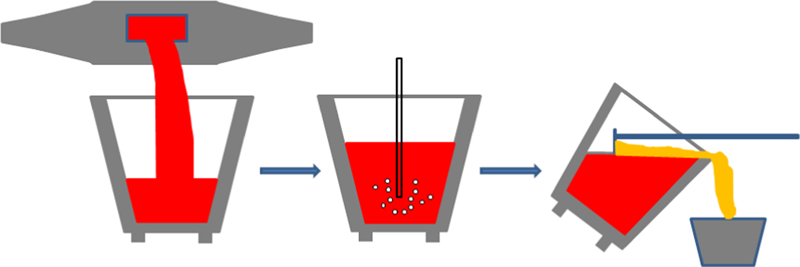
Schematic layout over desulphurisation station at SSAB EMEA
During the first campaign, 2 wt-% cryolite was added to the calcium carbide. This corresponds to the normal praxis at the time of the investigation. In the second campaign, 5 wt-% of nepheline syenite was added to the calcium carbide, and the mineral replaced the normal addition of cryolite. The chemical composition of nepheline syenite is as follows (in wt-%): 52 SiO2, 21·5 Al2O3, 7 Na2O, 8·2 K2O, 4·5 CaO, 1·1 TiO2 and other oxides (SrO, BaO, MgO, Fe2O3) <0·5 each. Besides the addition of nepheline syenite during the second campaign, additional amounts of nepheline syenite were injected to five heats, corresponding to a total addition of 9·3–17·2 wt-% (see Table 1). In Table 1, the corresponding amount of calcium carbide per tonne of hot metal (kg t−1 HM) is also presented.
Additional amount of nepheline syenite
Slag and hot metal samples were collected for 26 heats during campaign 1 and 35 heats during campaign 2. The hot metal was sampled in the ladle before and after calcium carbide injection in both campaigns. The hot metal samples were analysed with X-ray fluorescence and Leco, and the average hot metal analyses of the two campaigns are summarised in Table 2.
Average hot metal analysis
The average amount of technical calcium carbide injected without including the additions of cryolite and nepheline syenite was 3·6 kg t−1 HM for campaign 1 and 5·3 kg t−1 HM for campaign 2. During campaign 2, the average ingoing sulphur content increased by 70% from an average value of 260 ppm in campaign 1 (see Table 2). The final average sulphur content was somewhat higher in the first campaign compared to the second campaign. The ingoing hot metal temperature was on average 1370°C in both campaigns.
During both campaigns, slag samples were collected in the ladle before slag skimming. The slag samples were analysed with X-ray fluorescence (samples prepared by fusion with LiB4) and Leco at the laboratory at SSAB EMEA, Luleå. The average slag compositions are presented in Table 3 for both campaigns.
Average slag composition/%
In connection with the first research campaign, all slag from the desulphurisation station (total of 410 heats) was collected in a special area at the slag pit for large scale investigation of the iron losses. All the slag from the campaign was weighed and separated into magnetic and non-magnetic fractions. During campaign 2, all the slag from 30 heats were treated in a similar manner.
The calcium carbide used in the campaigns was supplied by SKW Metallurgy Sweden AB (formerly Carbide Sweden AB), and the nepheline syenite was supplied by Sibelco Nordic AS.
Results
A typical physical appearance of the slag from the slag sampling in the ladle is presented in Fig. 2 for the two campaigns. When calcium carbide was injected with additions of cryolite, the slag had a dry consistency and was in the form of gravel, as clearly seen in Fig. 2a . The addition of nepheline syenite during campaign 2 resulted in a slag that was more fine grained compared to campaign 1 (see Fig. 2b ). The fine grained slag was easier to skim off during slag raking.

Calcium carbide with a cryolite and b nepheline syenite
A further observation was that the addition of nepheline syenite in campaign 2 seemed to produce more fume during slag skimming compared to campaign 1, as shown in Fig. 3. No difference in the work environment during injection, with or without nepheline syenite, was observed.

Slag skimming during a campaign 1 and b campaign 2
As mentioned before, all the slag after slag skimming was collected in special areas at the slag pit for both campaigns to study the iron losses after slag skimming. After cooling, the slag was crushed and magnetically separated, and both the magnetic and non-magnetic fractions were weighed. In Fig. 4, the amounts of different fractions including both the magnetic and non-magnetic parts of the total slag amount are presented. The amount of the finest magnetic fraction (0/5 mm) increased, and the other magnetic fractions decreased when nepheline syenite was mixed with calcium carbide instead of cryolite. The non-magnetic fraction also increased when nepheline syenite was used.
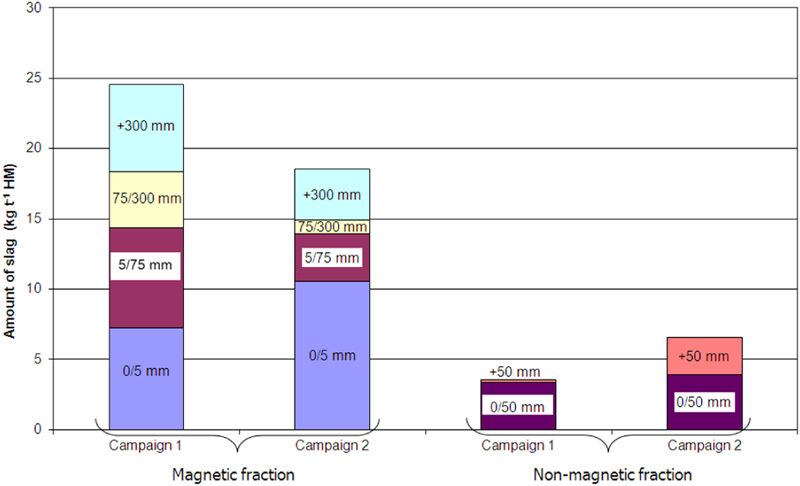
Magnetic and non-magnetic fractions of post-treated slag
The amount of slag after slag skimming was on average 28·1 kg t−1 HM for campaign 1, and the magnetic fraction of the slag was 2·5% of the total processed hot metal. During campaign 2, the slag amount per ton of hot metal after slag skimming decreased to 25·1 kg t−1 HM, and the magnetic fraction to the slag was 1·9% of the processed hot metal.
As a part of the study, slag samples were collected in the transfer ladle after the injection of the desulphurisation agent and before slag skimming. Based on the chemical analysis of these samples combined with the amount of injected calcium carbide, the slag amount before slag skimming was calculated. The calculated slag amount is higher in campaign 2 due to the higher amount of desulphurisation agent used in comparison with campaign 1. The metal content in the slag increases as a result of the increased slag weight. The amount of iron in the slag before slag skimming is proportional to the calculated slag amount, as clearly seen in Fig. 5. The trials with the addition of extra nepheline syenite, according to Table 1, are also shown in the figure. The average amount of iron in the slag before slag skimming was 7·6 kg t−1 HM in campaign 1 and 17·8 kg t−1 HM in campaign 2.
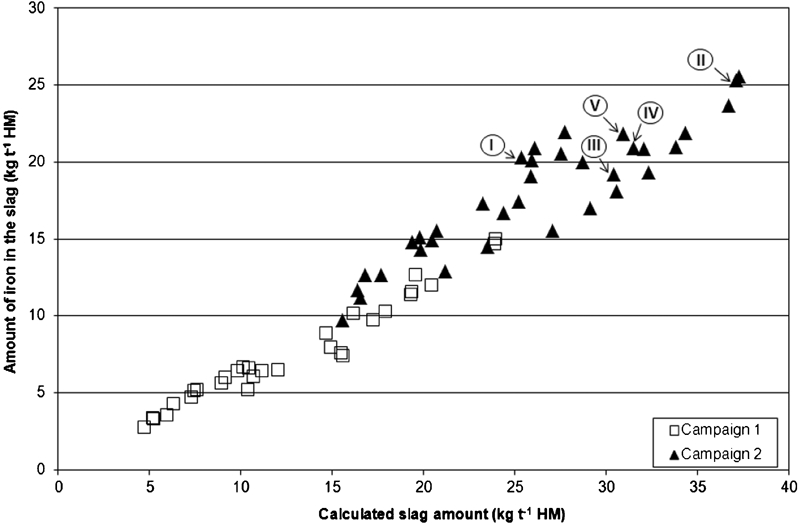
Amount of iron in slag before slag skimming
Finally, the efficiency of the desulphurisation agent has been investigated and calculated according to the following equation
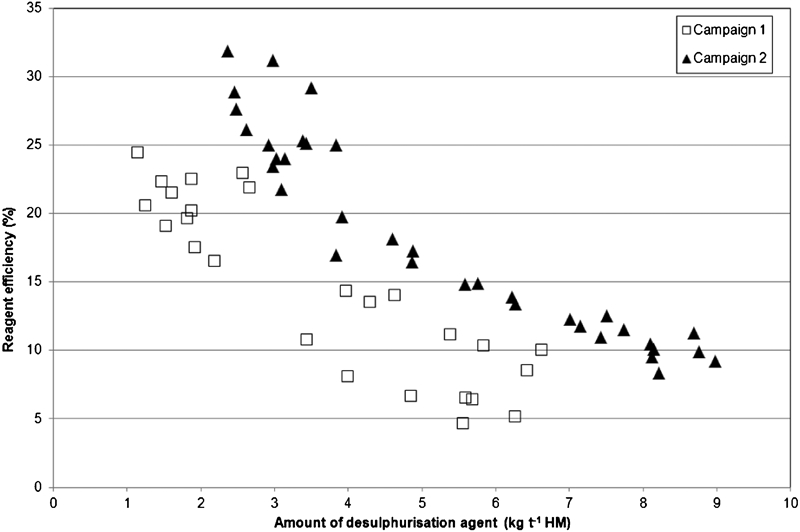
Reagent efficiency as function of injected amount of reagent
Discussion
From the results, it is clearly seen that the magnetic iron losses to the slag after slag skimming have been reduced significantly from 2·5 to 1·9% of the total amount of treated hot metal by the addition of nepheline syenite. Furthermore, the slag amount after slag skimming decreased from 28·1 to 25·1 kg t−1 HM with nepheline syenite addition. This is in agreement with Freissmuth and Trout,12 where it is suggested that additions of nepheline syenite will reduce the slag amount after slag skimming, thereby improving the iron yield.
However, the iron amount in the slag before slag skimming increased with the addition of nepheline syenite, as presented in Fig. 5. On average, the iron content was 60·5% for campaign 1 compared to 68·7% for campaign 2. In the literature, iron losses in the range of 50–70% before slag skimming have been reported.1, 5, 6, 8, 9, 20, 21 The calculated slag amount before slag skimming is also higher in campaign 2 due to the higher demand of desulphurisation agent compared with campaign 1. This is due to the higher amount of sulphur removed in campaign 2, on average 0·39 compared to 0·19 kg t−1 HM for campaign 1. Owing to the large difference between the amounts of removed sulphur between the two campaigns, it is difficult to quantify the iron yield from the slag samples taken before slag skimming. The trials with additional nepheline syenite do not show any deviation compared to the trials with addition of 5 wt-% of nepheline syenite, as shown in Fig. 5.
Even though the iron content in the slag before slag skimming is higher for campaign 2, the magnetic fraction of the slag from the slag pit is significantly lower compared to campaign 1, as shown in Fig. 4.
A detailed compilation of the results from the size fraction examination in Fig. 4 is presented in Tables 4 and 5 for the different campaigns, including chemical analysis and Fe content of the different fractions. The different fractions were analysed for both campaigns, but no chemical analysis of the largest magnetic fractions was possible. Furthermore, it must be mentioned that the chemical analyses of the different fractions for campaign 1 were determined after the actual trials of 410 heats gathered at the slag pit. It may be assumed that this will have a negligible influence on the analysed results, as the first campaign corresponds to the normal operational praxis.
Slag pit investigation for campaign 1 with cryolite
*Estimated analysis based on the analysis for the fraction 0/5 mm magnetic.
†Pure hot metal with 94% iron (Fe).
‡Estimated analysis based on the analysis for the fraction 0/50 mm non-magnetic.
Slag pit investigation for campaign 2 with nepheline syenite
*Pure hot metal with 94%Fe.
From Tables 4 and 5, it is seen that even the non-magnetic fractions contain a high amount of iron. The results also show that total iron amount in the slag after slag skimming decreased from 17·51 to 13·64 kg t−1 HM with nepheline syenite addition, thus corresponding to a decreased loss of iron by 22%. This is in agreement with the lower magnetic iron losses based on the total processed hot metal of 24% presented earlier. The decrease in larger magnetic fractions in campaign 2 combined with the improved iron yield may arise from a more effective slag skimming due to the change in slag consistency. Gitterle9 reported that the iron content in the post-treated slag is higher in the coarser fractions (>4 mm), which may indicate that a large part of the iron losses originates from the slag skimming. This is in line with the present results.
As mentioned earlier, a number of studies have investigated the effect of acidic containing additions to the desulphurisation slag.1, 9, 12, 19 It is clear that a number of parameters such as initial sulphur and silicon content in the hot metal differ considerably between the two campaigns (see Table 2). In general, higher initial sulphur content will give a higher reagent efficiency, which is also seen in Fig. 7, where the reagent efficiency is shown as a function of the initial sulphur content. The difference between starting conditions for the two campaigns makes it somewhat difficult to quantify the impact of additions of nepheline syenite compared to the additions of cryolite. Despite the large discrepancies for the ingoing hot metal compositions between the two campaigns, it is concluded that the addition of nepheline syenite does not have a negative influence on the reagent efficiency.
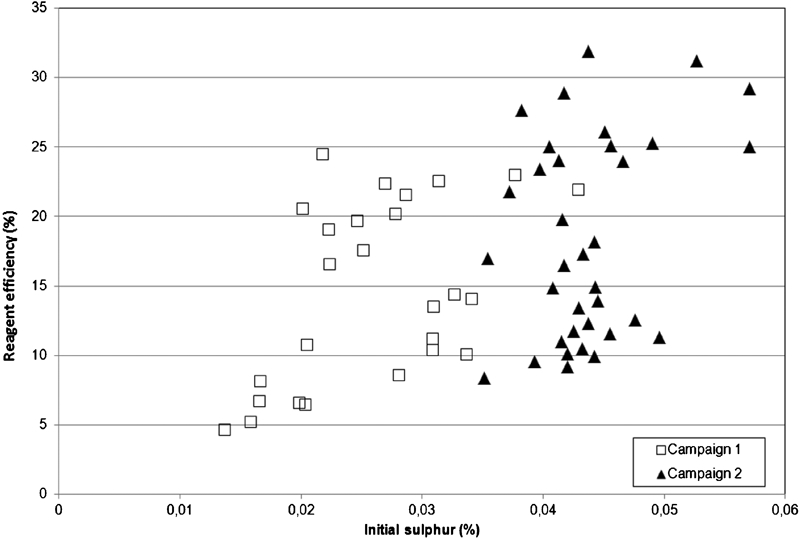
Reagent efficiency as function of initial sulphur content in hot metal
Conclusions
The demand for desulphurisation determines the amount of desulphurisation agent needed, and this will have a profound effect on the slag amount after desulphurisation. The increased need for desulphurisation in the second campaign resulted in a higher consumption of desulphurisation agent compared to the first campaign. The higher amount of desulphurisation agent results in a higher slag amount after the additions. Despite this, the slag amount after slag skimming decreased from 28·1 to 25·1 kg t−1 HM with addition of nepheline syenite to the calcium carbide. The magnetic iron losses to the slag after slag skimming decreased from 2·5 to 1·9% with addition of nepheline syenite.
The addition of nepheline syenite to the calcium carbide resulted in a more fine grained slag after desulphurisation compared to additions with cryolite. The improved iron yield observed with addition of nepheline syenite may therefore arise from a more effective slag skimming. This is further indicated by the decrease in the larger magnetic fractions when nepheline syenite is used.
Finally, it may be concluded that the addition of 5 wt-% nepheline syenite to the calcium carbide does not have a negative impact on the reagent efficiency, even though the initial conditions differ between the two campaigns.
Footnotes
Acknowledgements
The Swedish Energy Agency and Jernkontoret–The Swedish Steel Producers’ Association (TO21–Iron ore based metallurgy) is gratefully acknowledged for the financing and support of the project. The authors are grateful to the personnel of SSAB EMEA, both for their support during the plant trials and for the analysis of the samples. The authors also wish to thank Dr H. Moosberg-Bustnes, Sibelco Nordic AS and Mr A. Ulander at SKW Metallurgy Sweden AB for support in discussions.